Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- PCS Allan MineDocumento38 páginasPCS Allan MineAdolfo LopezAinda não há avaliações
- Government of Gujarat: FORM 'A2'Documento8 páginasGovernment of Gujarat: FORM 'A2'rameshsoni621Ainda não há avaliações
- Upsr Model Test 1: PAPER 013Documento14 páginasUpsr Model Test 1: PAPER 013Laila FaeizahAinda não há avaliações
- Low Carbon Cities Framework and Assessment SystemDocumento91 páginasLow Carbon Cities Framework and Assessment SystemLaila Faeizah100% (1)
- Playbook PG Students 2019 1 PDFDocumento82 páginasPlaybook PG Students 2019 1 PDFLaila FaeizahAinda não há avaliações
- 1.0 Objectives: Mass Transfer 2Documento12 páginas1.0 Objectives: Mass Transfer 2Laila Faeizah100% (1)
- Co2 Utilization ReviewDocumento20 páginasCo2 Utilization ReviewLaila FaeizahAinda não há avaliações
- Pergamon: Optimal Design of An Ammonia Synthesis Reactor Using Genetic AlgorithmsDocumento6 páginasPergamon: Optimal Design of An Ammonia Synthesis Reactor Using Genetic AlgorithmsLaila FaeizahAinda não há avaliações
- 3.4 DeodorizationDocumento33 páginas3.4 DeodorizationLaila FaeizahAinda não há avaliações
- Venge Da SalamDocumento19 páginasVenge Da SalamLaila FaeizahAinda não há avaliações
- Energy Issues FactSheetDocumento5 páginasEnergy Issues FactSheetLaila FaeizahAinda não há avaliações
- EnergyUpdate 2011 REPORTDocumento16 páginasEnergyUpdate 2011 REPORTLaila FaeizahAinda não há avaliações
- Avoiding Plagiarism SlidesDocumento38 páginasAvoiding Plagiarism SlidesLaila FaeizahAinda não há avaliações
- Lab Assesment 2012Documento1 páginaLab Assesment 2012Laila FaeizahAinda não há avaliações
- Lab Manual Jan2013 Air FlowDocumento5 páginasLab Manual Jan2013 Air FlowLaila FaeizahAinda não há avaliações
- Exp Heat Exchanger Rev01 - WT 922Documento10 páginasExp Heat Exchanger Rev01 - WT 922Laila FaeizahAinda não há avaliações
- Tech Report Prompt 0214Documento4 páginasTech Report Prompt 0214Laila FaeizahAinda não há avaliações
- Exp 1 Prepare Buffer SolnDocumento4 páginasExp 1 Prepare Buffer SolnLaila FaeizahAinda não há avaliações
- TLE6AG0b - 2 - 2023-2024 - Day 1Documento3 páginasTLE6AG0b - 2 - 2023-2024 - Day 1Ma. Feliza SaliganAinda não há avaliações
- Iffco ErpDocumento22 páginasIffco ErpVansh Raj Yadav100% (2)
- Produce Organic Fertilizer (This)Documento66 páginasProduce Organic Fertilizer (This)Jonalyn TripulcaAinda não há avaliações
- 2010-2011 Agrium Fertiliser Industry Fact BookDocumento116 páginas2010-2011 Agrium Fertiliser Industry Fact Booktarun.imdrAinda não há avaliações
- Plant ReproductionDocumento2 páginasPlant ReproductionJoniele Angelo AninAinda não há avaliações
- Senate Report Fertilizer ScamDocumento41 páginasSenate Report Fertilizer ScamVERA Files100% (3)
- Organic Kiwifruit ProductionDocumento2 páginasOrganic Kiwifruit Productionaryan jainAinda não há avaliações
- Scotts Accugreen 3000Documento2 páginasScotts Accugreen 3000George CzerwAinda não há avaliações
- Worksheet in Tle 6 (Agriculture Week 2) : I. What I Need To KnowDocumento18 páginasWorksheet in Tle 6 (Agriculture Week 2) : I. What I Need To Knowjaypee vargasAinda não há avaliações
- Internship-Report Fahad NewDocumento50 páginasInternship-Report Fahad NewAbdullah LiaqatAinda não há avaliações
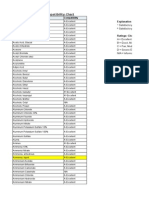
- Annexure 2 - Virgin PTFE Compatibility ChartDocumento26 páginasAnnexure 2 - Virgin PTFE Compatibility ChartsachinumaryeAinda não há avaliações
- First Periodical Test in T.L.E. - 3Documento3 páginasFirst Periodical Test in T.L.E. - 3Grace Oro90% (10)
- VivsayamDocumento87 páginasVivsayamvalarumsakthi100% (2)
- Stress Corrosion Cracking - A Caustic ExperienceDocumento3 páginasStress Corrosion Cracking - A Caustic Experienceramadoss_alwar7307Ainda não há avaliações
- Tle Firstq G7-TestDocumento4 páginasTle Firstq G7-TestRoxanne AlejandroAinda não há avaliações
- Grasslands of IndiaDocumento37 páginasGrasslands of IndiaHariom VermaAinda não há avaliações
- Chemical FertilizersDocumento5 páginasChemical FertilizersShrayansh BaunthiyalAinda não há avaliações
- Growing Plants Gizmo Student WritableDocumento4 páginasGrowing Plants Gizmo Student WritableAaliyah crawford100% (1)
- Restoring The SoilDocumento16 páginasRestoring The SoilJulio CabezasAinda não há avaliações
- Frankfurt Talk PickeringDocumento16 páginasFrankfurt Talk PickeringCOOKAinda não há avaliações
- Weights and MeasuresDocumento9 páginasWeights and MeasuresRaymond KatabaziAinda não há avaliações
- The Potential Effect of Fish Waste Fertilizer On The Growth and Yield of Amaranthus Dubius and Trigonellafoenum-GraecumDocumento6 páginasThe Potential Effect of Fish Waste Fertilizer On The Growth and Yield of Amaranthus Dubius and Trigonellafoenum-GraecumIJAR JOURNAL100% (1)
- Present Your Ideas or Opinion Clearly Take A Photo of Yourself Camera Phone Steps in Applying FertilizerDocumento4 páginasPresent Your Ideas or Opinion Clearly Take A Photo of Yourself Camera Phone Steps in Applying Fertilizerjessica coronelAinda não há avaliações
- Miracle of Life 2 Ans KeyDocumento5 páginasMiracle of Life 2 Ans KeyChanya AgbunagAinda não há avaliações
- Common Nutrient Deficiency Symptoms: Nitrogen DeficienciesDocumento6 páginasCommon Nutrient Deficiency Symptoms: Nitrogen Deficienciesrakesh0107Ainda não há avaliações
- 97o Nitrogen Determination Manual May - 07 GerthardDocumento23 páginas97o Nitrogen Determination Manual May - 07 GerthardAnonymous tneshjs4AAinda não há avaliações
- Fertilizer Marketing in India A Literatu PDFDocumento7 páginasFertilizer Marketing in India A Literatu PDFAkshat SharmaAinda não há avaliações
- New Home Warranty For PennsylvaniaDocumento186 páginasNew Home Warranty For PennsylvaniaMaronda HomesAinda não há avaliações