Você também pode gostar
- Structural Health MonitoringNo EverandStructural Health MonitoringDaniel BalageasAinda não há avaliações
- A Comparative Study of Fatigue Behavior and Life Predictions of Forged Steel and PM Connecting RodsDocumento12 páginasA Comparative Study of Fatigue Behavior and Life Predictions of Forged Steel and PM Connecting RodsalexcpmAinda não há avaliações
- Durability Analysis Methodology Engine Valve 14Documento12 páginasDurability Analysis Methodology Engine Valve 14myusernameatscribd100% (1)
- Quality Function DeploymentDocumento49 páginasQuality Function DeploymentMoeshfieq WilliamsAinda não há avaliações
- Design of Pulley and V-Belt DriveDocumento12 páginasDesign of Pulley and V-Belt DriveSunshine DangkeoAinda não há avaliações
- LMS - ValueStreamMappingDocumento42 páginasLMS - ValueStreamMappingrickzrickzAinda não há avaliações
- POM2.4 - Designing Products & ServicesDocumento49 páginasPOM2.4 - Designing Products & ServicesAkash ChandakAinda não há avaliações
- Wear and Wear Mechanism Simulation of Heavy-Duty Engine Intake Valve and Seat InsertsDocumento13 páginasWear and Wear Mechanism Simulation of Heavy-Duty Engine Intake Valve and Seat Insertsmuki10Ainda não há avaliações
- Allocation, Absorption & Ascertainment of CostsDocumento20 páginasAllocation, Absorption & Ascertainment of Costssingh_rana@yahoo.comAinda não há avaliações
- Mechanical Design: of Machine ComponentsDocumento1 páginaMechanical Design: of Machine Componentslnina_1Ainda não há avaliações
- Stress Analysis in Crankshaft Through FEMDocumento3 páginasStress Analysis in Crankshaft Through FEMEditor IJRITCCAinda não há avaliações
- Geometry of Screw Compressor Rotors and Their ToolsDocumento17 páginasGeometry of Screw Compressor Rotors and Their ToolsPhox IndiaAinda não há avaliações
- FEA of A CrankshaftDocumento7 páginasFEA of A CrankshaftLakshman ReddyAinda não há avaliações
- Franc3d v7 Ansys TutorialDocumento204 páginasFranc3d v7 Ansys TutorialRafael RodriguezAinda não há avaliações
- Optimum PM and Reliability Centred SparesDocumento79 páginasOptimum PM and Reliability Centred Sparescarbol1Ainda não há avaliações
- Sae j577 201509 實驗室跟108 一樣的衝擊測試Documento27 páginasSae j577 201509 實驗室跟108 一樣的衝擊測試timAinda não há avaliações
- Balance VibrationDocumento4 páginasBalance VibrationZaidiAinda não há avaliações
- Elastohydrodynamic Lubrication FundamentalsDocumento40 páginasElastohydrodynamic Lubrication FundamentalsGweParkAinda não há avaliações
- Key Phaser FunctionDocumento3 páginasKey Phaser Function586301Ainda não há avaliações
- Dri Loc 218 Data SheetDocumento2 páginasDri Loc 218 Data Sheetpalani.djpAinda não há avaliações
- Including Geometric Feature Variations in Tolerance Analysis of Mechanical AssembliesDocumento32 páginasIncluding Geometric Feature Variations in Tolerance Analysis of Mechanical AssembliesnaveenAinda não há avaliações
- Edoc-Vibration Study and AnalysisDocumento9 páginasEdoc-Vibration Study and AnalysisEl Comedor BenedictAinda não há avaliações
- Basic Alignment PPT 070418Documento13 páginasBasic Alignment PPT 070418thongpvgasAinda não há avaliações
- A Review On Modeling and Analysis of Car Wheel Rim Using CATIA & ANSYS PDFDocumento5 páginasA Review On Modeling and Analysis of Car Wheel Rim Using CATIA & ANSYS PDFHafiz M TahirAinda não há avaliações
- Vibration Analysis Including Stator Rotor Hou 2018 Journal of Electrical SDocumento14 páginasVibration Analysis Including Stator Rotor Hou 2018 Journal of Electrical SSathish KumarAinda não há avaliações
- Assessment of Gearbox Fault DetectionUsi PDFDocumento9 páginasAssessment of Gearbox Fault DetectionUsi PDFAekDzLaiAinda não há avaliações
- Root Cause Analysis: Motivation, Process, Tools, and PerspectivesDocumento15 páginasRoot Cause Analysis: Motivation, Process, Tools, and PerspectivesMohamed HamdallahAinda não há avaliações
- Vibra K Cmva 2006 Spike Energy Paper 430kb PDFDocumento22 páginasVibra K Cmva 2006 Spike Energy Paper 430kb PDFmarvin17Ainda não há avaliações
- Understanding Statistical Tolerance AnalysisDocumento2 páginasUnderstanding Statistical Tolerance AnalysisveenamkAinda não há avaliações
- Successful Solution: To The Challenge ofDocumento2 páginasSuccessful Solution: To The Challenge ofKenny RuizAinda não há avaliações
- Machine Vibration Basics GuideDocumento9 páginasMachine Vibration Basics GuidevikasinmumbaiAinda não há avaliações
- Ansys ThermalDocumento96 páginasAnsys ThermalPritish MohanAinda não há avaliações
- SKF Introduction Guide To Vibration MonitoringDocumento33 páginasSKF Introduction Guide To Vibration MonitoringAAinda não há avaliações
- Ansys Fluent 14.0: Fluent Text Command ListDocumento108 páginasAnsys Fluent 14.0: Fluent Text Command ListAoife Fitzgerald100% (2)
- Design and Development of Machine Fault Simulator (MFS) For Fault DiagnosisDocumento8 páginasDesign and Development of Machine Fault Simulator (MFS) For Fault DiagnosisAnonymous pKuPK3zUAinda não há avaliações
- 0901d196807026e8-100-700 SKF Bearings and Mounted Products 2018 TCM 12-314117Documento587 páginas0901d196807026e8-100-700 SKF Bearings and Mounted Products 2018 TCM 12-314117ShiepietAinda não há avaliações
- DWDM Unit-5Documento52 páginasDWDM Unit-5Arun kumar SomaAinda não há avaliações
- Taper Roller BearingDocumento11 páginasTaper Roller BearingSatish PathakAinda não há avaliações
- As 2848.1-1998 Aluminium and Aluminium Alloys - Compositions and Designations Wrought ProductsDocumento6 páginasAs 2848.1-1998 Aluminium and Aluminium Alloys - Compositions and Designations Wrought ProductsSAI Global - APACAinda não há avaliações
- Nrel DG04 PDFDocumento151 páginasNrel DG04 PDFDavid C HouserAinda não há avaliações
- Fabrication of Geneva Mechanism Used Belt Drive in ConveyorDocumento4 páginasFabrication of Geneva Mechanism Used Belt Drive in ConveyorMectrosoft Creative technologyAinda não há avaliações
- Kisssoft Tutorial 14 Compression SpringsDocumento11 páginasKisssoft Tutorial 14 Compression SpringsNguyễnVănLăngAinda não há avaliações
- Grease life prediction for sealed ball bearingsDocumento8 páginasGrease life prediction for sealed ball bearingsRepositorio Mantenimiento100% (1)
- 2 - Slow Speed Vibration Signal AnalysisDocumento9 páginas2 - Slow Speed Vibration Signal AnalysisSasi NimmakayalaAinda não há avaliações
- Siemens PLM LMS Solutions For Pass by Noise EngineeringDocumento16 páginasSiemens PLM LMS Solutions For Pass by Noise EngineeringHiren SonaiyaAinda não há avaliações
- Ansys Forte Tutorials 2022 R1Documento292 páginasAnsys Forte Tutorials 2022 R1MiguelSchuchterAinda não há avaliações
- 07 VogelDocumento10 páginas07 VogelAnonymous OFwyjaMyAinda não há avaliações
- Vibration ProblemsDocumento18 páginasVibration ProblemsKarthick RamAinda não há avaliações
- Fallas de Rodamientos (Ingles)Documento44 páginasFallas de Rodamientos (Ingles)Weimar G. SalazarAinda não há avaliações
- Confidence Intervals On The Reliability of Repairable SystemsDocumento9 páginasConfidence Intervals On The Reliability of Repairable SystemsMariut Elena LarisaAinda não há avaliações
- (Markus Klein.) Single-Zone Cylinder Pressure Mode PDFDocumento316 páginas(Markus Klein.) Single-Zone Cylinder Pressure Mode PDFali reza ShakooriAinda não há avaliações
- 35 Peters Book Review Managing Maintenance ErrorDocumento1 página35 Peters Book Review Managing Maintenance ErrorW.J. ZondagAinda não há avaliações
- A Re-Autofrettage Procedure For Mitigation of Bauschinger Effect in Thick CylindersDocumento8 páginasA Re-Autofrettage Procedure For Mitigation of Bauschinger Effect in Thick CylindersCan ERTANAinda não há avaliações
- Preview - ANSI AGMA 2015-1-A01 (R2014)Documento7 páginasPreview - ANSI AGMA 2015-1-A01 (R2014)genaroAinda não há avaliações
- NABL 127 - Procedure for Integrated Assessment of Testing LaboratoriesDocumento33 páginasNABL 127 - Procedure for Integrated Assessment of Testing LaboratoriesaasAinda não há avaliações
- Service Pack R15.0.7 UpdateDocumento44 páginasService Pack R15.0.7 UpdateKrozeAinda não há avaliações
- (Vol V), 2014 Rules For Materials, 2014-1Documento444 páginas(Vol V), 2014 Rules For Materials, 2014-1FirdausAinda não há avaliações
- 1 s2.0 S1877705814033979 MainDocumento12 páginas1 s2.0 S1877705814033979 Main20bme094Ainda não há avaliações
- Material Sciences - 4a.mechanical PropertiesDocumento25 páginasMaterial Sciences - 4a.mechanical Propertiesjun005Ainda não há avaliações
- Material Sciences - 3.topic 3 - Dislocations & StrengtheningDocumento62 páginasMaterial Sciences - 3.topic 3 - Dislocations & Strengtheningjun005Ainda não há avaliações
- Atlas Copco: Oil-Injected Rotary Screw CompressorsDocumento20 páginasAtlas Copco: Oil-Injected Rotary Screw CompressorsThomazAinda não há avaliações
- 3noise CalculationsDocumento19 páginas3noise Calculationsjun005Ainda não há avaliações
- Phase DiagramDocumento21 páginasPhase DiagramEdison LimbagaAinda não há avaliações
- 1 - Noise and The LawDocumento46 páginas1 - Noise and The Lawjun005Ainda não há avaliações
- Chapter 9Documento57 páginasChapter 9Pavan PonnadaAinda não há avaliações
- 2.2.solidification, Imperfection (Defect) in Solids, and DiffusionDocumento22 páginas2.2.solidification, Imperfection (Defect) in Solids, and Diffusionjun005Ainda não há avaliações
- 2.1 Solidification, Imperfection (Defect) in Solids, and DiffusionDocumento54 páginas2.1 Solidification, Imperfection (Defect) in Solids, and Diffusionjun005Ainda não há avaliações
- Assignment-SKMM 2613 Silver & AlloysDocumento19 páginasAssignment-SKMM 2613 Silver & Alloysjun005Ainda não há avaliações
- 4 - Sound AbsorptionDocumento11 páginas4 - Sound Absorptionjun005Ainda não há avaliações
- JHB KUL: Soon / Ching Chun MRDocumento1 páginaJHB KUL: Soon / Ching Chun MRjun005Ainda não há avaliações
- 5 - Sound InsulationDocumento16 páginas5 - Sound Insulationjun005Ainda não há avaliações
- 2sound InsulationDocumento23 páginas2sound Insulationjun005Ainda não há avaliações
- Homer TutorialDocumento28 páginasHomer Tutorialjun0050% (1)
- Assignment 2Documento3 páginasAssignment 2jun005Ainda não há avaliações
- Homer TutorialDocumento28 páginasHomer Tutorialjun0050% (1)
- 6 - Calulation of Noise LevelsDocumento12 páginas6 - Calulation of Noise Levelsjun005Ainda não há avaliações
- Design and Modelling of Standalone Hybrid Power PDFDocumento7 páginasDesign and Modelling of Standalone Hybrid Power PDFjun005Ainda não há avaliações
- Wind Turbine Power CalculationDocumento5 páginasWind Turbine Power CalculationRavi Acharya100% (2)
- Victaulic Fire Protection SpecDocumento11 páginasVictaulic Fire Protection Specjun005Ainda não há avaliações
- Project ManagementDocumento97 páginasProject ManagementSubaruAinda não há avaliações
- Optimization of Savonius Rotor For Wind TurbineDocumento6 páginasOptimization of Savonius Rotor For Wind Turbinejun005Ainda não há avaliações
- Hand-Arm VibrationDocumento78 páginasHand-Arm Vibrationjun005Ainda não há avaliações
- BC Guidelines for Swimming Pool DesignDocumento49 páginasBC Guidelines for Swimming Pool DesignAhmedAwniAinda não há avaliações
- Design and Techno-Economical Optimization For Hybrid PV-wind System Under Various Meteorological ConditionsDocumento20 páginasDesign and Techno-Economical Optimization For Hybrid PV-wind System Under Various Meteorological Conditionsjun005Ainda não há avaliações
- STULZ Complete Precision Cooling BrochureDocumento36 páginasSTULZ Complete Precision Cooling Brochurejun005100% (2)
- BS 5572:1994Documento80 páginasBS 5572:1994jun005Ainda não há avaliações
- Design of Wind-Solar and Pumped-Storage Hybrid Power Supply SystemDocumento4 páginasDesign of Wind-Solar and Pumped-Storage Hybrid Power Supply Systemjun005Ainda não há avaliações
- A Practical Field Study of Various Solar Cells On Their Performance in MalaysiaDocumento8 páginasA Practical Field Study of Various Solar Cells On Their Performance in Malaysiajun005Ainda não há avaliações
- What Is Science Cornell Notes ExampleDocumento3 páginasWhat Is Science Cornell Notes Exampleapi-240096234Ainda não há avaliações
- Elliptic Curve Cryptography and ApplicationsDocumento9 páginasElliptic Curve Cryptography and ApplicationssiddthesquidAinda não há avaliações
- Applying Ocs Patches: Type Area Topic AuthorDocumento16 páginasApplying Ocs Patches: Type Area Topic AuthorPILLINAGARAJUAinda não há avaliações
- Time Series Data Analysis For Forecasting - A Literature ReviewDocumento5 páginasTime Series Data Analysis For Forecasting - A Literature ReviewIJMERAinda não há avaliações
- 7 JitDocumento36 páginas7 JitFatima AsadAinda não há avaliações
- Stereotype Threat Widens Achievement GapDocumento2 páginasStereotype Threat Widens Achievement GapJoeAinda não há avaliações
- Rhythm Music and Education - Dalcroze PDFDocumento409 páginasRhythm Music and Education - Dalcroze PDFJhonatas Carmo100% (3)
- COS1512 202 - 2015 - 1 - BDocumento33 páginasCOS1512 202 - 2015 - 1 - BLina Slabbert-van Der Walt100% (1)
- NMIMS MBA Midterm Decision Analysis and Modeling ExamDocumento2 páginasNMIMS MBA Midterm Decision Analysis and Modeling ExamSachi SurbhiAinda não há avaliações
- Sample Statement of Purpose.42120706Documento8 páginasSample Statement of Purpose.42120706Ata Ullah Mukhlis0% (2)
- Roadmap For SSC CGLDocumento11 páginasRoadmap For SSC CGLibt seoAinda não há avaliações
- 8 DaysDocumento337 páginas8 Daysprakab100% (1)
- RealPOS 70Documento182 páginasRealPOS 70TextbookAinda não há avaliações
- Chapter 3 - Basic Logical Concepts - For Students PDFDocumento65 páginasChapter 3 - Basic Logical Concepts - For Students PDFTiên Nguyễn100% (1)
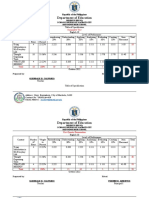
- Table of Specification ENGLISHDocumento2 páginasTable of Specification ENGLISHDonn Abel Aguilar IsturisAinda não há avaliações
- A. Johnston - Naturalism and Anti NaturalismDocumento47 páginasA. Johnston - Naturalism and Anti NaturalismaguiaradAinda não há avaliações
- Comparing Social Studies Lesson PlansDocumento6 páginasComparing Social Studies Lesson PlansArielle Grace Yalung100% (1)
- Growing Up Psychic by Chip Coffey - ExcerptDocumento48 páginasGrowing Up Psychic by Chip Coffey - ExcerptCrown Publishing Group100% (1)
- Upsized To 12 Gallon Still On A 36"x56" Sheet: Pint O Shine's 6 Gallon Pot Still Design and TemplateDocumento50 páginasUpsized To 12 Gallon Still On A 36"x56" Sheet: Pint O Shine's 6 Gallon Pot Still Design and TemplateyamyrulesAinda não há avaliações
- Liberal Theory: Key Aspects of Idealism in International RelationsDocumento11 páginasLiberal Theory: Key Aspects of Idealism in International RelationsArpit JainAinda não há avaliações
- Countable and Uncountable Nouns Lesson PlanDocumento7 páginasCountable and Uncountable Nouns Lesson PlanAndrea Tamas100% (2)
- McKinsey & Co - Nonprofit Board Self-Assessment Tool Short FormDocumento6 páginasMcKinsey & Co - Nonprofit Board Self-Assessment Tool Short Formmoctapka088100% (1)
- ArrayList QuestionsDocumento3 páginasArrayList QuestionsHUCHU PUCHUAinda não há avaliações
- What Is Architecture?Documento17 páginasWhat Is Architecture?Asad Zafar HaiderAinda não há avaliações
- Dompet Digital Di Kota SemarangDocumento10 páginasDompet Digital Di Kota SemarangRikson TandelilinAinda não há avaliações
- C code snippets with answersDocumento14 páginasC code snippets with answersqwerty6327Ainda não há avaliações
- Grillage Method Applied to the Planning of Ship Docking 150-157 - JAROE - 2016-017 - JangHyunLee - - 최종Documento8 páginasGrillage Method Applied to the Planning of Ship Docking 150-157 - JAROE - 2016-017 - JangHyunLee - - 최종tyuAinda não há avaliações
- A Comparative Marketing Study of LG ElectronicsDocumento131 páginasA Comparative Marketing Study of LG ElectronicsAshish JhaAinda não há avaliações
- Inner WordDocumento7 páginasInner WordMico SavicAinda não há avaliações
- MVC ImpDocumento4 páginasMVC ImpsrinathmsAinda não há avaliações
- Fusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.No EverandFusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.Ainda não há avaliações
- The Long Hangover: Putin's New Russia and the Ghosts of the PastNo EverandThe Long Hangover: Putin's New Russia and the Ghosts of the PastNota: 4.5 de 5 estrelas4.5/5 (76)
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)No EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Nota: 5 de 5 estrelas5/5 (2)
- From Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsNo EverandFrom Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsAinda não há avaliações
- SolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)No EverandSolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)Nota: 4.5 de 5 estrelas4.5/5 (5)
- Mastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressNo EverandMastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressNota: 5 de 5 estrelas5/5 (1)
- Autodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersNo EverandAutodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersAinda não há avaliações