Você também pode gostar
- Rochas, Solos e IntemperismoDocumento17 páginasRochas, Solos e IntemperismoBerdasfreitada25% (4)
- Relatorio Emulsão EscabicidaDocumento6 páginasRelatorio Emulsão EscabicidaSegundo ChavesAinda não há avaliações
- Rolamento 3DDocumento1 páginaRolamento 3Dk4r0_oliveiraAinda não há avaliações
- Campo Elétrico: Força por Unidade de CargaDocumento18 páginasCampo Elétrico: Força por Unidade de CargaLivialbinoAinda não há avaliações
- MBA em Gestão Business ProcessDocumento39 páginasMBA em Gestão Business Processk4r0_oliveiraAinda não há avaliações
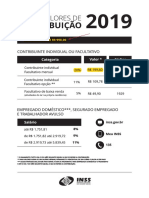
- Novos Valores de Contribuição 2019 A4Documento1 páginaNovos Valores de Contribuição 2019 A4Ronaldo FernandesAinda não há avaliações
- Regência verbal em diferentes variedades linguísticasDocumento40 páginasRegência verbal em diferentes variedades linguísticask4r0_oliveira100% (1)
- Edital Completo - Serviço Autônomo de Água e Esgoto de Jacareí - Saae-SpDocumento43 páginasEdital Completo - Serviço Autônomo de Água e Esgoto de Jacareí - Saae-Spk4r0_oliveiraAinda não há avaliações
- Alguns Modos de Ver e Conceber o Ensino Da Matemática No BrasilDocumento38 páginasAlguns Modos de Ver e Conceber o Ensino Da Matemática No BrasilJacqueline SatikoAinda não há avaliações
- A Evolução Da Matemática - Plano de EnsinoDocumento3 páginasA Evolução Da Matemática - Plano de Ensinok4r0_oliveiraAinda não há avaliações
- Historia MatematicaDocumento11 páginasHistoria MatematicakfsylvaAinda não há avaliações
- Questões comentadas PF-PRFDocumento71 páginasQuestões comentadas PF-PRFk4r0_oliveira100% (1)
- Apostila Catia v5Documento45 páginasApostila Catia v5bsimoescristoAinda não há avaliações
- Probabilidade - EBC I Prof. Douglas LéoDocumento7 páginasProbabilidade - EBC I Prof. Douglas Léok4r0_oliveiraAinda não há avaliações
- Curso SAP ABAP e BPMDocumento10 páginasCurso SAP ABAP e BPMcharlesjungbeckAinda não há avaliações
- Exercício Part DesignDocumento14 páginasExercício Part Designk4r0_oliveiraAinda não há avaliações
- Resgatando os valores da famíliaDocumento72 páginasResgatando os valores da famíliaAlan Wallacy100% (1)
- O Papel de Cloud Computing Na Indústria 4.0Documento1 páginaO Papel de Cloud Computing Na Indústria 4.0k4r0_oliveiraAinda não há avaliações
- Raciocínio lógico IBGE 2016Documento14 páginasRaciocínio lógico IBGE 2016k4r0_oliveiraAinda não há avaliações
- Resumao de Integrais Do Responde AiDocumento11 páginasResumao de Integrais Do Responde AiHarison PhelypeAinda não há avaliações
- AtualidadesDocumento75 páginasAtualidadesDani CastroAinda não há avaliações
- Npa 10-2006 Torqbeam - RevisadaDocumento7 páginasNpa 10-2006 Torqbeam - Revisadak4r0_oliveiraAinda não há avaliações
- Aula - Estudos de Linguagens e CódigosDocumento22 páginasAula - Estudos de Linguagens e Códigosk4r0_oliveiraAinda não há avaliações
- CP CONITEC 13 2018 Experiencia Opiniao Agalsidase Alfa e Beta para Doena de Fabry1Documento340 páginasCP CONITEC 13 2018 Experiencia Opiniao Agalsidase Alfa e Beta para Doena de Fabry1k4r0_oliveiraAinda não há avaliações
- Informatica - Correios - Extensivo - Aula 00 - Slides - CorreiosDocumento11 páginasInformatica - Correios - Extensivo - Aula 00 - Slides - Correiosk4r0_oliveiraAinda não há avaliações
- Estudo Dos Conhecimentos Tecnicos CENSO AGROPECUARIO 2017Documento8 páginasEstudo Dos Conhecimentos Tecnicos CENSO AGROPECUARIO 2017Joab SouzaAinda não há avaliações
- Pneummaqhid 12emna Ed PDFDocumento1 páginaPneummaqhid 12emna Ed PDFk4r0_oliveiraAinda não há avaliações
- Ativa+º+úo Do Office Professional Plus 2013Documento5 páginasAtiva+º+úo Do Office Professional Plus 2013k4r0_oliveiraAinda não há avaliações
- Pneummaqhid 12emna Ed PDFDocumento1 páginaPneummaqhid 12emna Ed PDFk4r0_oliveiraAinda não há avaliações
- Higiene e Segurança Do Trabalho - Seção 1Documento26 páginasHigiene e Segurança Do Trabalho - Seção 1k4r0_oliveiraAinda não há avaliações
- Pneummaqhid 12emna EdDocumento1 páginaPneummaqhid 12emna Edk4r0_oliveiraAinda não há avaliações
- Formatação de artigos para revista científicaDocumento7 páginasFormatação de artigos para revista científicak4r0_oliveiraAinda não há avaliações
- Teste3 - 2P - 9ºano (Fev21)Documento3 páginasTeste3 - 2P - 9ºano (Fev21)Sónia PereiraAinda não há avaliações
- Exercícios Química ElementarDocumento15 páginasExercícios Química ElementarESCOLA CETECAinda não há avaliações
- O Modelo A na Sociônica: Uma Representação dos Oito Tipos de FunçãoDocumento37 páginasO Modelo A na Sociônica: Uma Representação dos Oito Tipos de FunçãoWired RevengeAinda não há avaliações
- Lei de Lenz Transformador Gerador ExpFaraday PhET Tomaz 17 06 20Documento4 páginasLei de Lenz Transformador Gerador ExpFaraday PhET Tomaz 17 06 20Kelly CrysAinda não há avaliações
- Texto 9 - Grandezas e MedidasDocumento13 páginasTexto 9 - Grandezas e MedidascamilamolieviraAinda não há avaliações
- Pedro IiDocumento176 páginasPedro Iiliherberth moraesAinda não há avaliações
- Atuacao Fisico MedicoDocumento42 páginasAtuacao Fisico MedicoSamuel MartiniAinda não há avaliações
- Isaac Newton - Biografia - O GloboDocumento34 páginasIsaac Newton - Biografia - O GloboJose MeraAinda não há avaliações
- Descartes e Hume teorias do ConhecimentoDocumento9 páginasDescartes e Hume teorias do ConhecimentoFrancisco Vieira100% (1)
- 3 Estabilidade Estatica Latero DirecionalDocumento46 páginas3 Estabilidade Estatica Latero DirecionalLeandro BarbosaAinda não há avaliações
- Apostila AV - Basica - Hottec PDFDocumento42 páginasApostila AV - Basica - Hottec PDFAmanda GamaAinda não há avaliações
- RELATORIO - Magnetostrição de Chapa Metálica de FeSiDocumento31 páginasRELATORIO - Magnetostrição de Chapa Metálica de FeSiPatrick Lobo PadulaAinda não há avaliações
- Scratch e o Pensamento SistêmicoDocumento5 páginasScratch e o Pensamento SistêmicoOmero AlvesAinda não há avaliações
- MRUV: Relatório de prática experimentalDocumento8 páginasMRUV: Relatório de prática experimentaldiego garciaAinda não há avaliações
- Abnt NBR 13523 2005Documento26 páginasAbnt NBR 13523 2005falmeida_62967100% (1)
- Dimensionamento de Condutores2 PDFDocumento24 páginasDimensionamento de Condutores2 PDFCrisanto Jimmy100% (1)
- Determinação de cálcio na casca de ovoDocumento17 páginasDeterminação de cálcio na casca de ovolory_contreirasAinda não há avaliações
- Comparativo Da Revista Náutica Entre A Evolve 265 e A Ventura 265Documento2 páginasComparativo Da Revista Náutica Entre A Evolve 265 e A Ventura 265Rômulo MartinsAinda não há avaliações
- Manualir 6000Documento1 páginaManualir 6000Alexandre Da Silva PintoAinda não há avaliações
- Manual Access 2007 com tabelas, formulários, consultas e relatóriosDocumento37 páginasManual Access 2007 com tabelas, formulários, consultas e relatóriosAntonio Manuel SaramagoAinda não há avaliações
- Importancia Das Planilhas Eletronicas para Atuação Na EngenhariaDocumento2 páginasImportancia Das Planilhas Eletronicas para Atuação Na EngenhariaGustavoAlmeidaAinda não há avaliações
- 48V Battery Bank SpecificationDocumento54 páginas48V Battery Bank SpecificationamhtetAinda não há avaliações
- Programas de Curso - Villa-Lobos 2021Documento11 páginasProgramas de Curso - Villa-Lobos 2021Vanessa Antunes Terra PassosAinda não há avaliações
- Teclado Iniciante Modulo 3Documento13 páginasTeclado Iniciante Modulo 3Celso Priscila TriperAinda não há avaliações
- Aula 05 - Confiabilidade e Disponibilidade PDFDocumento25 páginasAula 05 - Confiabilidade e Disponibilidade PDFJulianodeLimaAinda não há avaliações
- FQ 8 Som Escolha MúltiplaDocumento3 páginasFQ 8 Som Escolha MúltiplaIvo Peixoto0% (1)
- Ficha V - Cinetica Quimica - Parte II - Equacao de ArrheniusDocumento2 páginasFicha V - Cinetica Quimica - Parte II - Equacao de ArrheniusAngelique ViannyAinda não há avaliações