Você também pode gostar
- Active Magnetic BearingDocumento7 páginasActive Magnetic BearingsomendratrivediAinda não há avaliações
- Improving Efficiency of Squirrel Cage Induction MotorsDocumento31 páginasImproving Efficiency of Squirrel Cage Induction MotorsDular PatelAinda não há avaliações
- To Study The Open Circuit/Core Losses of Single Phase TransformerDocumento5 páginasTo Study The Open Circuit/Core Losses of Single Phase TransformerTanzeel UR RehmanAinda não há avaliações
- 01 Transformer ConstructionDocumento32 páginas01 Transformer Constructionedin_huseinbegovicAinda não há avaliações
- 01 Transformer ConstructionDocumento32 páginas01 Transformer ConstructionaswardiAinda não há avaliações
- Study of Turbo-Generators.Documento37 páginasStudy of Turbo-Generators.Brijesh Kumar100% (5)
- Fault Zone Analysis RotorDocumento8 páginasFault Zone Analysis Rotorabhe prasetyaAinda não há avaliações
- PMBLDC Motor DriveDocumento55 páginasPMBLDC Motor DriveSushant SinghAinda não há avaliações
- 6 Motor Basics HandoutDocumento18 páginas6 Motor Basics HandoutTan Yit KeongAinda não há avaliações
- KATO GeneratorDocumento20 páginasKATO GeneratormotiondrillAinda não há avaliações
- Electric Machine Design (Module-4)Documento24 páginasElectric Machine Design (Module-4)karumAinda não há avaliações
- PCIC 2011 Using Magnetic Flux Monitoring To Detect Synchronous Machine Rotor Winding Shorts PDFDocumento7 páginasPCIC 2011 Using Magnetic Flux Monitoring To Detect Synchronous Machine Rotor Winding Shorts PDFabdul2wajidAinda não há avaliações
- Manufacturing of Turbo GeneratorsDocumento19 páginasManufacturing of Turbo GeneratorsKeerthana Kola100% (1)
- EPRI Licensed Material - Generators: Component Damage and InspectionDocumento34 páginasEPRI Licensed Material - Generators: Component Damage and InspectionShi YoshiAinda não há avaliações
- Design of Induction Motors PDFDocumento108 páginasDesign of Induction Motors PDFMaverick Naidu100% (3)
- Introduction to Three-Phase and Single-Phase Induction MotorsDocumento17 páginasIntroduction to Three-Phase and Single-Phase Induction MotorsFadroStepakyuOsirisRedAinda não há avaliações
- Generador KatoDocumento20 páginasGenerador KatoVelasquez DavisAinda não há avaliações
- RMD Motor TypesDocumento19 páginasRMD Motor TypesMuhammed AyyubAinda não há avaliações
- Insocoat: - Electrically Insulated Rolling BearingsDocumento12 páginasInsocoat: - Electrically Insulated Rolling Bearingsiyilmaz1Ainda não há avaliações
- Unit 5 Induction Motor: StructureDocumento27 páginasUnit 5 Induction Motor: StructureSivasubramani ShanmugaveluAinda não há avaliações
- AC MotorsDocumento50 páginasAC MotorsDanzel SepilloAinda não há avaliações
- Rotor ManufacturingDocumento4 páginasRotor ManufacturingSatyam MadameAinda não há avaliações
- Energy Saving Opportunities in Electric Motors: Power Supply QualityDocumento10 páginasEnergy Saving Opportunities in Electric Motors: Power Supply Qualitydev1992Ainda não há avaliações
- 2-Pole Turbine Generators: WEG GroupDocumento12 páginas2-Pole Turbine Generators: WEG GroupVasudev AgrawalAinda não há avaliações
- Basics of Motors & Control PanelDocumento59 páginasBasics of Motors & Control PanelPraveen BalakrishnanAinda não há avaliações
- 8000 DC AlternatorDocumento4 páginas8000 DC Alternatorsamcalkin1Ainda não há avaliações
- Brushed DC Motors GuideDocumento32 páginasBrushed DC Motors GuideEvren SoydanAinda não há avaliações
- P1719 Working Document R8 October 2007Documento26 páginasP1719 Working Document R8 October 2007metha.d8070Ainda não há avaliações
- Report On Transformer ManufacturingDocumento36 páginasReport On Transformer ManufacturingRaj Moyal89% (57)
- Recent Endwinding Vibration Problems in Air-Cooled Turbine GeneratorsDocumento8 páginasRecent Endwinding Vibration Problems in Air-Cooled Turbine GeneratorsAnonymous BBX2E87aHAinda não há avaliações
- Case Study: CrankshaftsDocumento12 páginasCase Study: CrankshaftsDHRUV SINGHALAinda não há avaliações
- Rishabh Prasad (0068) Presentation - Mpia Lab-1Documento34 páginasRishabh Prasad (0068) Presentation - Mpia Lab-1Pradyum ThakurAinda não há avaliações
- DC Motor ControlDocumento10 páginasDC Motor ControlIbrahim KhleifatAinda não há avaliações
- Insocoat: - Electrically Insulated Rolling BearingsDocumento12 páginasInsocoat: - Electrically Insulated Rolling Bearingsmsb42Ainda não há avaliações
- Introduction To Modern Electrical Machine DesignDocumento26 páginasIntroduction To Modern Electrical Machine DesignUSMANAinda não há avaliações
- Failure Analysis of A Helical Gear in A Gearbox Used in A Steel Rolling MillDocumento7 páginasFailure Analysis of A Helical Gear in A Gearbox Used in A Steel Rolling MillymsyaseenAinda não há avaliações
- Electrical Machine Design: EMD-I EL0604Documento20 páginasElectrical Machine Design: EMD-I EL0604NanduAinda não há avaliações
- Permanent Magnet Motor GuideDocumento36 páginasPermanent Magnet Motor GuidekkarthiksAinda não há avaliações
- Replacement of Main Electrical Generator in NPP Krsko IRMC 2017Documento6 páginasReplacement of Main Electrical Generator in NPP Krsko IRMC 2017NeopeakAinda não há avaliações
- Universal MotorDocumento4 páginasUniversal MotorBobAinda não há avaliações
- EEM Motor Losses & Efficiency OptimizationDocumento13 páginasEEM Motor Losses & Efficiency OptimizationV.shivaAinda não há avaliações
- MagneticMotors PDFDocumento34 páginasMagneticMotors PDFJoao CarlosAinda não há avaliações
- Generator EdcDocumento77 páginasGenerator EdcAJAY KUMAR100% (1)
- Permanent Magnet brushless DC Motor overviewDocumento61 páginasPermanent Magnet brushless DC Motor overviewRishabhAinda não há avaliações
- A Practical Guide To Understanding Bearing Damage Related To PWM Drives - CNFDocumento7 páginasA Practical Guide To Understanding Bearing Damage Related To PWM Drives - CNFjoe4709Ainda não há avaliações
- NAM Cat CombinedCh1Documento16 páginasNAM Cat CombinedCh1Thanh Do VanAinda não há avaliações
- BHEL Manufactures Turbo Generators up to 200MWDocumento8 páginasBHEL Manufactures Turbo Generators up to 200MWPraveen KumarAinda não há avaliações
- Mca On DC MotorsDocumento6 páginasMca On DC MotorsAsaithambi DorairajAinda não há avaliações
- Eliminating Rotor ProblemsDocumento6 páginasEliminating Rotor Problemssuzette TabladaAinda não há avaliações
- Induction Motor PresentationDocumento48 páginasInduction Motor PresentationMark Oliver Bernardo100% (2)
- Description of The Studied Device and PhenomenaDocumento7 páginasDescription of The Studied Device and PhenomenaTusharAinda não há avaliações
- Universal Motor: Wound Motor Where The Stator's Field Coils AreDocumento8 páginasUniversal Motor: Wound Motor Where The Stator's Field Coils AreItho MisaAinda não há avaliações
- Vibration Monitoring For Fault Motors Diagnosis PDFDocumento8 páginasVibration Monitoring For Fault Motors Diagnosis PDFuuur35100% (1)
- Electric MotorsDocumento13 páginasElectric MotorsCholan PillaiAinda não há avaliações
- Induction MotorDocumento27 páginasInduction MotorNandhini SaranathanAinda não há avaliações
- Weld Like a Pro: Beginning to Advanced TechniquesNo EverandWeld Like a Pro: Beginning to Advanced TechniquesNota: 4.5 de 5 estrelas4.5/5 (6)
- Study of a reluctance magnetic gearbox for energy storage system applicationNo EverandStudy of a reluctance magnetic gearbox for energy storage system applicationNota: 1 de 5 estrelas1/5 (1)
- ReadmeDocumento4 páginasReadmevishiwizardAinda não há avaliações
- Part Winding Startting The Three-Phase Squirrel Cage Induction Motor Air Gap Magnetic Field AnalysisDocumento6 páginasPart Winding Startting The Three-Phase Squirrel Cage Induction Motor Air Gap Magnetic Field AnalysisIjabiAinda não há avaliações
- Hardware Inloop Simulation IEEE LabVIEWDocumento1 páginaHardware Inloop Simulation IEEE LabVIEWvishiwizardAinda não há avaliações
- ACM2 TAU Datasheet enDocumento5 páginasACM2 TAU Datasheet envishiwizardAinda não há avaliações
- 50 SCS Automotive Coatings - Rev0913Documento4 páginas50 SCS Automotive Coatings - Rev0913vishiwizardAinda não há avaliações
- 5 SmanualDocumento16 páginas5 SmanualMark ThomasAinda não há avaliações
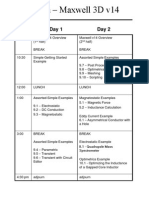
- Maxwell 3D v14 Training AgendaDocumento1 páginaMaxwell 3D v14 Training AgendavishiwizardAinda não há avaliações
- Electric Vehicle Motor Design NotesDocumento131 páginasElectric Vehicle Motor Design NotesvishiwizardAinda não há avaliações
- LJLVJK LVJJV LKJVDocumento5 páginasLJLVJK LVJJV LKJVvishiwizardAinda não há avaliações
- FAB Resistivity White PaperDocumento8 páginasFAB Resistivity White PapervishiwizardAinda não há avaliações
- Engineered PlasticsDocumento61 páginasEngineered Plastics고병석Ainda não há avaliações
- TRL Definitions PDFDocumento1 páginaTRL Definitions PDFBHARadwajAinda não há avaliações
- Recent Advances in Materials For Use in Permanent Magnet Machines - A ReviewDocumento7 páginasRecent Advances in Materials For Use in Permanent Magnet Machines - A ReviewvishiwizardAinda não há avaliações
- Jeas 1012 787Documento5 páginasJeas 1012 787vishiwizardAinda não há avaliações
- Op - XT546 246 346 - Op288 V03Documento2 páginasOp - XT546 246 346 - Op288 V03vishiwizardAinda não há avaliações
- Nit 3600 1Documento5 páginasNit 3600 1vishiwizardAinda não há avaliações
- Maxwell 2dDocumento7 páginasMaxwell 2dvishiwizardAinda não há avaliações
- How to Check a MOSFETDocumento2 páginasHow to Check a MOSFETvishiwizardAinda não há avaliações
- Big Energy Series 11.5.2012 Qing-Chang ZhongDocumento1 páginaBig Energy Series 11.5.2012 Qing-Chang ZhongvishiwizardAinda não há avaliações
- Electrical Resin BenefitsDocumento2 páginasElectrical Resin BenefitsvishiwizardAinda não há avaliações
- Brushless Motor FundamentalsDocumento13 páginasBrushless Motor FundamentalsvishiwizardAinda não há avaliações
- Presentation 1Documento1 páginaPresentation 1vishiwizardAinda não há avaliações
- Sensors Used in HEVDocumento4 páginasSensors Used in HEVvishiwizard100% (1)
- Wittich2011 SonkusaleVanderveldeDocumento1 páginaWittich2011 SonkusaleVanderveldevishiwizardAinda não há avaliações
- FTF Aut f0234Documento38 páginasFTF Aut f0234vishiwizardAinda não há avaliações
- Cam DesignDocumento13 páginasCam DesignvishiwizardAinda não há avaliações
- Lit Survey RamamurthyDocumento9 páginasLit Survey RamamurthyvishiwizardAinda não há avaliações
- Motor Primer1Documento2 páginasMotor Primer1vishiwizardAinda não há avaliações
- Sona SPEED CatalogueDocumento13 páginasSona SPEED CataloguevishiwizardAinda não há avaliações
- A Brief Overview of Electric & Hybrid Electric Vehicle TechnologiesDocumento1 páginaA Brief Overview of Electric & Hybrid Electric Vehicle TechnologiesvishiwizardAinda não há avaliações