Você também pode gostar
- 2012 Paper Screw CompressorsDocumento25 páginas2012 Paper Screw CompressorsravisankarAinda não há avaliações
- Thermal Spray Coating For BoilerDocumento26 páginasThermal Spray Coating For BoilerHoang Thang100% (1)
- BearingDocumento41 páginasBearingM.IBRAHEEMAinda não há avaliações
- Torsional Natural Frequencies PDFDocumento32 páginasTorsional Natural Frequencies PDFdavih007Ainda não há avaliações
- Rotordynamic Insatability Problems in High-Performance TurbomachineryDocumento454 páginasRotordynamic Insatability Problems in High-Performance TurbomachineryMounicaRasagyaPalla100% (2)
- Guielines For Specifying and Evaluating New and Rerated Multistage Centrifugal Compressors - PAPERDocumento18 páginasGuielines For Specifying and Evaluating New and Rerated Multistage Centrifugal Compressors - PAPERVILLANUEVA_DANIEL2064Ainda não há avaliações
- Adre Plot DescriptionDocumento6 páginasAdre Plot DescriptionCreativeManMan100% (2)
- Control & Instrumentation Volume 2Documento119 páginasControl & Instrumentation Volume 2Ramachandran Marappan100% (1)
- Pedal Water PumpDocumento51 páginasPedal Water PumpAlmubeenAinda não há avaliações
- Review of Rotor Balancing MethodsDocumento16 páginasReview of Rotor Balancing MethodsFallo SusiloAinda não há avaliações
- Rotor Balancing Simulator: Fourth Year Graduation ProjectDocumento38 páginasRotor Balancing Simulator: Fourth Year Graduation ProjectMahmoud SamirAinda não há avaliações
- CMVA2010 Pump Cavitation PresentationDocumento30 páginasCMVA2010 Pump Cavitation PresentationHéctor RiveraAinda não há avaliações
- Balancing Axial Force in Centrifugal Pumps With Pump Out VanesDocumento5 páginasBalancing Axial Force in Centrifugal Pumps With Pump Out VanesGunjanAinda não há avaliações
- Fluid Film Lubrication - Osborne Reynolds Centenary: FLUID FILM LUBRICATION - OSBORNE REYNo EverandFluid Film Lubrication - Osborne Reynolds Centenary: FLUID FILM LUBRICATION - OSBORNE REYAinda não há avaliações
- Centrifugal Compressor HorsepowerDocumento9 páginasCentrifugal Compressor HorsepowerCurtis DookieAinda não há avaliações
- Orbit V33N3 2013 Q3Documento64 páginasOrbit V33N3 2013 Q3Adhitya DwijayanthoAinda não há avaliações
- 2020-06-14 K-4101 BCL Overhaul Job ReportDocumento33 páginas2020-06-14 K-4101 BCL Overhaul Job ReportShahid RazzaqAinda não há avaliações
- Case Study Tuning Out Difficult Torsional Vibration ProblemDocumento15 páginasCase Study Tuning Out Difficult Torsional Vibration Problempathakshashank100% (1)
- Oil Whirl in Floating Ring SealsDocumento11 páginasOil Whirl in Floating Ring SealsMuhammad Irfan AnwarAinda não há avaliações
- Is Rod Drop The Right Measurement For My Reciprocating Compressor?Documento4 páginasIs Rod Drop The Right Measurement For My Reciprocating Compressor?Sagar MishraAinda não há avaliações
- API Standards For Mechanical Rotating Machinery: September 2020Documento4 páginasAPI Standards For Mechanical Rotating Machinery: September 2020khabiranAinda não há avaliações
- PART-C (Engineering Drawing (Paper-3) )Documento38 páginasPART-C (Engineering Drawing (Paper-3) )Jigar Goswami100% (2)
- The Effect of Air Inlet System Features On Automotive Turbocharger Compressor PerformanceDocumento19 páginasThe Effect of Air Inlet System Features On Automotive Turbocharger Compressor Performancestefan.vince536Ainda não há avaliações
- Boiler Explosion Case Study2Documento2 páginasBoiler Explosion Case Study2Hoang ThangAinda não há avaliações
- IdemitsuDocumento73 páginasIdemitsuHoang Thang100% (1)
- Axial Flow TurbinesDocumento145 páginasAxial Flow TurbinesRaj Narayan100% (1)
- HSE - Best Practice For RBI PDFDocumento186 páginasHSE - Best Practice For RBI PDFDanie-Els100% (4)
- Orbit v27n207 SlowrollDocumento13 páginasOrbit v27n207 SlowrollAyman ElsebaiiAinda não há avaliações
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineNo EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineNota: 5 de 5 estrelas5/5 (1)
- Inspection Manual For PipingDocumento183 páginasInspection Manual For PipingMartin Zaballa100% (3)
- Torsional Vibration Analysis of Reciprocating Compressor Trains Driven B...Documento11 páginasTorsional Vibration Analysis of Reciprocating Compressor Trains Driven B...fuzhi2016Ainda não há avaliações
- Pump Technology Screwpumps l2 Series enDocumento11 páginasPump Technology Screwpumps l2 Series enCamiloHernándezAinda não há avaliações
- Top 10 Rotating Equipment Engineer Interview Questions and AnswersDocumento17 páginasTop 10 Rotating Equipment Engineer Interview Questions and AnswersSathishkumar VeluAinda não há avaliações
- Structural Health MonitoringNo EverandStructural Health MonitoringDaniel BalageasAinda não há avaliações
- Magnetic BearingsDocumento26 páginasMagnetic BearingsakhilthampiAinda não há avaliações
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionAinda não há avaliações
- Risk Based Inspection Best Practice-The Technical Specification Ron Selva PP Simtech Keynote Paper-1 13th Icpvt 2012 LondonDocumento20 páginasRisk Based Inspection Best Practice-The Technical Specification Ron Selva PP Simtech Keynote Paper-1 13th Icpvt 2012 LondonRichard KoehlerAinda não há avaliações
- Maintenance ActivitiesDocumento44 páginasMaintenance ActivitiesHoang Thang100% (2)
- Diagnosis of Centrifugal Pump Faults Using Vibration MethodsDocumento12 páginasDiagnosis of Centrifugal Pump Faults Using Vibration MethodsHatem ShawkiAinda não há avaliações
- Bently Reverse Rotation ProtectionDocumento6 páginasBently Reverse Rotation ProtectionDipti BhanjaAinda não há avaliações
- AscoDocumento1 páginaAscoSudipto MajumderAinda não há avaliações
- Thermodynamics PDFDocumento125 páginasThermodynamics PDFAnonymous ffje1rpaAinda não há avaliações
- Check List For Piping Material Take-OffDocumento10 páginasCheck List For Piping Material Take-OffKyaw Kyaw AungAinda não há avaliações
- Schematic Diagram of Basic Elements of Centrifugal PumpDocumento17 páginasSchematic Diagram of Basic Elements of Centrifugal Pumpahsanul haqueAinda não há avaliações
- Data Sheet For PSVDocumento1 páginaData Sheet For PSVBABILIN VAinda não há avaliações
- Pump RotorDocumento54 páginasPump RotorYousefAinda não há avaliações
- SCHROEDER Automatic Recirculation Check ValveDocumento14 páginasSCHROEDER Automatic Recirculation Check ValveAli Bari100% (1)
- G6600Documento13 páginasG6600fazzlie100% (1)
- 2016 Vol-2 3 OCTDocumento12 páginas2016 Vol-2 3 OCTsppramAinda não há avaliações
- Planning Information: Börger Rotary Lobe Pumps Börger Chopping TechnologyDocumento137 páginasPlanning Information: Börger Rotary Lobe Pumps Börger Chopping TechnologyMilena Lemus FonsecaAinda não há avaliações
- Vaneless DiffuserDocumento8 páginasVaneless Diffuseramir_karimiAinda não há avaliações
- Root Cause Analysis: HPDGA 1000 KW Centrifugal Pump High Vibration ResolvedDocumento8 páginasRoot Cause Analysis: HPDGA 1000 KW Centrifugal Pump High Vibration ResolvedAbdulrahman AlkhowaiterAinda não há avaliações
- Centrifugal Pump AnalysisDocumento69 páginasCentrifugal Pump AnalysisFA AyAinda não há avaliações
- A Review of Tilting Pad Bearing TheoryDocumento31 páginasA Review of Tilting Pad Bearing TheoryJose Luis RattiaAinda não há avaliações
- Vertical Sleeve BearingsDocumento6 páginasVertical Sleeve BearingsRakesh Nair A100% (1)
- Vibration TroubleShooting GuideDocumento0 páginaVibration TroubleShooting GuidekeepmoshingAinda não há avaliações
- Oil Whirl Whip PDFDocumento9 páginasOil Whirl Whip PDFbwelz100% (2)
- Training, Class I, Testing, IIb, 1-10Documento12 páginasTraining, Class I, Testing, IIb, 1-10luis_hernandez_qAinda não há avaliações
- Evaluation of Tilting Pad Thrust Bearings PDFDocumento10 páginasEvaluation of Tilting Pad Thrust Bearings PDFVILLANUEVA_DANIEL2064Ainda não há avaliações
- NuggetsDocumento202 páginasNuggetsfazzlieAinda não há avaliações
- Machinery Component Maintenance and RepairDocumento2 páginasMachinery Component Maintenance and Repairapi-3723333100% (1)
- P178Documento9 páginasP178keepmoshingAinda não há avaliações
- Steve's Handy Guide To Orbits: by Steven M. Schultheis, P.E. Houston, Texas U.S.ADocumento25 páginasSteve's Handy Guide To Orbits: by Steven M. Schultheis, P.E. Houston, Texas U.S.AMuhammad HaroonAinda não há avaliações
- Fluid Coupling NotesDocumento13 páginasFluid Coupling NotesDSKAinda não há avaliações
- PumpsDocumento45 páginasPumpsMehmood Ul Hassan100% (1)
- Pump VSPDocumento12 páginasPump VSPMiguel V. PalAinda não há avaliações
- CEP VFD ManualDocumento234 páginasCEP VFD ManualUsama ZubairAinda não há avaliações
- The Axial Flow Compressor CompromiseDocumento8 páginasThe Axial Flow Compressor Compromisekincandia100% (4)
- OHH OHHL E00697 (Pump Zulzer)Documento6 páginasOHH OHHL E00697 (Pump Zulzer)Jose Sosa CojAinda não há avaliações
- Diffuser Versus Volute Casing - PumpsDocumento5 páginasDiffuser Versus Volute Casing - Pumpsjanamurali0% (1)
- 3300 XL NSV Proximity Transducer System DatasheetDocumento31 páginas3300 XL NSV Proximity Transducer System DatasheetRizwanAinda não há avaliações
- Modification in 500MW CBD Line For Proper Boiler Water SamplingDocumento54 páginasModification in 500MW CBD Line For Proper Boiler Water SamplingJackSparrow86Ainda não há avaliações
- Oil Industry in Japan (Ken-Morota)Documento67 páginasOil Industry in Japan (Ken-Morota)Hoang ThangAinda não há avaliações
- Failure Report For Cathodic Protection SystemDocumento6 páginasFailure Report For Cathodic Protection SystemHoang Thang0% (1)
- Latest Inspection TechnologiesDocumento30 páginasLatest Inspection TechnologiesHoang ThangAinda não há avaliações
- Replacement of Reactor Internals - RFTLDocumento38 páginasReplacement of Reactor Internals - RFTLHoang ThangAinda não há avaliações
- Report On 04 PSV 2910Documento6 páginasReport On 04 PSV 2910Hoang ThangAinda não há avaliações
- Steam Boiler - Burner Management SystemDocumento1 páginaSteam Boiler - Burner Management SystemHoang ThangAinda não há avaliações
- Steam Boiler - Types of Control SystemsDocumento1 páginaSteam Boiler - Types of Control SystemsHoang ThangAinda não há avaliações
- Steam Boiler - Three Element Drum Level ControlDocumento2 páginasSteam Boiler - Three Element Drum Level ControlHoang ThangAinda não há avaliações
- Steam Boiler - Performance Assessment of BoilerDocumento1 páginaSteam Boiler - Performance Assessment of BoilerHoang ThangAinda não há avaliações
- Steam Boiler - Steam Distribution Factors in BoilerDocumento1 páginaSteam Boiler - Steam Distribution Factors in BoilerHoang ThangAinda não há avaliações
- Steam Boiler - Deaerator Type For BoilerDocumento2 páginasSteam Boiler - Deaerator Type For BoilerHoang ThangAinda não há avaliações
- Steam Boiler - Control Phosphate in Steam BoilerDocumento1 páginaSteam Boiler - Control Phosphate in Steam BoilerHoang ThangAinda não há avaliações
- Steam Boiler - Key Succes... S in Design Power PlantDocumento2 páginasSteam Boiler - Key Succes... S in Design Power PlantHoang ThangAinda não há avaliações
- Steam Boiler - Strainer I... M and Condensate SystemDocumento2 páginasSteam Boiler - Strainer I... M and Condensate SystemHoang ThangAinda não há avaliações
- Steam Boiler - Design Steam Drum and Water DrumDocumento2 páginasSteam Boiler - Design Steam Drum and Water DrumHoang ThangAinda não há avaliações
- Brief Accident Cases of Boiler in HongkongDocumento58 páginasBrief Accident Cases of Boiler in HongkongHoang ThangAinda não há avaliações
- Steam Boiler - Requirement Design of SuperheaterDocumento1 páginaSteam Boiler - Requirement Design of SuperheaterHoang ThangAinda não há avaliações
- Steam Boiler - Boiler Type O and Type ADocumento2 páginasSteam Boiler - Boiler Type O and Type AHoang ThangAinda não há avaliações
- Steam Boiler - Boiler FuelDocumento2 páginasSteam Boiler - Boiler FuelHoang ThangAinda não há avaliações
- Steam Boiler - Boiler Efficiency CalculationDocumento3 páginasSteam Boiler - Boiler Efficiency CalculationHoang ThangAinda não há avaliações
- PDFDocumento59 páginasPDFEldin SalihbasicAinda não há avaliações
- Anilkumar Kanjibhai Patel (Mechanical Technician) Updated CVDocumento5 páginasAnilkumar Kanjibhai Patel (Mechanical Technician) Updated CVpavitravpatelAinda não há avaliações
- AW55-50SN: Ause OmplaintDocumento1 páginaAW55-50SN: Ause Omplaintженя евчинAinda não há avaliações
- Please Don'T Pay Any Amount For Leakage ComplaintDocumento1 páginaPlease Don'T Pay Any Amount For Leakage ComplaintMytreyi AtluriAinda não há avaliações
- Linseal Pump Instructions - EnglishDocumento1 páginaLinseal Pump Instructions - Englishms375Ainda não há avaliações
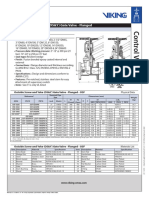
- Outside Screw and Yoke (OS&Y) Gate Valve - Flanged: Technical FeaturesDocumento2 páginasOutside Screw and Yoke (OS&Y) Gate Valve - Flanged: Technical FeaturesMark Louie GuintoAinda não há avaliações
- Ch. 7 PDFDocumento26 páginasCh. 7 PDFrezaAinda não há avaliações
- 25NB To 65NB Duplex Basket StrainerDocumento1 página25NB To 65NB Duplex Basket Straineraloke2mondalAinda não há avaliações
- Fluid Mechanics: Chapter-4Documento9 páginasFluid Mechanics: Chapter-4Ahmed SuhailAinda não há avaliações
- Um12pd1 Miscellaneous PartsDocumento2 páginasUm12pd1 Miscellaneous PartsBurik8Ainda não há avaliações
- Analysis of Convergent Divergent Nozzle Using Ansys - 2Documento10 páginasAnalysis of Convergent Divergent Nozzle Using Ansys - 2Ahmed ElnemaAinda não há avaliações
- Smooth Operating, Manual Hydraulic Assist Linear Actuator AssembliesDocumento2 páginasSmooth Operating, Manual Hydraulic Assist Linear Actuator AssembliesRioga RiogaAinda não há avaliações
- Cad 10005479Documento4 páginasCad 10005479farman ali ahmedAinda não há avaliações
- Worksheet in Internal Rejection - Week II (Compatibility Mode)Documento7 páginasWorksheet in Internal Rejection - Week II (Compatibility Mode)karthikeyan1992Ainda não há avaliações
- Model 2347 Floating Piston Cylinder BrochureDocumento2 páginasModel 2347 Floating Piston Cylinder Brochureridho99_450338707Ainda não há avaliações
- Pneumatic Test ProDocumento4 páginasPneumatic Test ProWalha WassimAinda não há avaliações
- Kuliah 12 Aliran KompresibelDocumento67 páginasKuliah 12 Aliran KompresibelherawanadifAinda não há avaliações
- 502 CAC-Unit IIIDocumento22 páginas502 CAC-Unit IIIGauri ShindeAinda não há avaliações
- Technical Spec Movable Bridge Kap 50 Ton Taipa PaluDocumento2 páginasTechnical Spec Movable Bridge Kap 50 Ton Taipa PaluSiprianus GamurAinda não há avaliações
- MPV 080Documento2 páginasMPV 080elias garibayAinda não há avaliações
- Iso 2604-2Documento15 páginasIso 2604-2Yusri WyeuserieyAinda não há avaliações
- Cat Pneumatics - Febcatruary 2014Documento20 páginasCat Pneumatics - Febcatruary 2014victorberrospiAinda não há avaliações
- EASA TCDS E.036 Rolls Royce Plc. Trent 1000 Series Engines 04 10092013Documento14 páginasEASA TCDS E.036 Rolls Royce Plc. Trent 1000 Series Engines 04 10092013makumba1972Ainda não há avaliações
- Cargo Hand - Syst.p35 - MB601-60 (1-2)Documento1 páginaCargo Hand - Syst.p35 - MB601-60 (1-2)Anonymous CMrDqBGiIhAinda não há avaliações