Você também pode gostar
- Chiller Daikin Ed-Ual-160 - 210Documento52 páginasChiller Daikin Ed-Ual-160 - 210hector martinezAinda não há avaliações
- Hvac PG DiplomaDocumento5 páginasHvac PG DiplomaThava SelvanAinda não há avaliações
- Manual Tehnic START and PLUS EnglishDocumento28 páginasManual Tehnic START and PLUS EnglishiuliAinda não há avaliações
- HVAC Coil DesignDocumento7 páginasHVAC Coil DesignAnonymous 73gEYyEtLAinda não há avaliações
- AlphaCool 8 101kW Precicison Air Conditioning Technical Manual UpflowDocumento78 páginasAlphaCool 8 101kW Precicison Air Conditioning Technical Manual Upflowstudent1291100% (1)
- Ebook PDF Conceptual Physical Science 6th Edition PDFDocumento41 páginasEbook PDF Conceptual Physical Science 6th Edition PDFamy.martin707100% (37)
- Service Report MR - AcangDocumento5 páginasService Report MR - Acangboy qsiAinda não há avaliações
- EM MultiVIV OutdoorUnits 06 15 20150601125716Documento156 páginasEM MultiVIV OutdoorUnits 06 15 20150601125716towiwaAinda não há avaliações
- Vapour AbsorptionDocumento15 páginasVapour AbsorptionSatheesh ChandranAinda não há avaliações
- A Book On RefrigerationDocumento13 páginasA Book On Refrigerationedo100% (1)
- FLAC DynamicDocumento294 páginasFLAC DynamicMaximillian KrisnadiAinda não há avaliações
- Air-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&ANo EverandAir-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&ANota: 5 de 5 estrelas5/5 (1)
- Everything You Need To Know About TX ValvesDocumento6 páginasEverything You Need To Know About TX Valvescalishe1Ainda não há avaliações
- Psychrometry: © American Standard Inc. 1999Documento90 páginasPsychrometry: © American Standard Inc. 1999Lenard de Leon100% (1)
- Rfactor f1 Setup GuideDocumento8 páginasRfactor f1 Setup GuideJohnMerrAinda não há avaliações
- Isobutane (R600A) DanfosDocumento12 páginasIsobutane (R600A) Danfosjob_openings4094Ainda não há avaliações
- Catalogue Water Cooled Screw ENG FDocumento44 páginasCatalogue Water Cooled Screw ENG FAdolfo PerezAinda não há avaliações
- Refrigerant PipingDocumento23 páginasRefrigerant PipingbarelihbAinda não há avaliações
- Design and Analysis of Centrifugal CompressorsNo EverandDesign and Analysis of Centrifugal CompressorsAinda não há avaliações
- Manual Wigam HP150Documento32 páginasManual Wigam HP150Sergio Rubio del Pozo0% (1)
- Sugar Factory InsulationDocumento29 páginasSugar Factory InsulationZerihun Negash100% (1)
- Refrigeration Tech Student VersionDocumento94 páginasRefrigeration Tech Student VersionAbdalhady JoharjiAinda não há avaliações
- Absorption Chiller System DesignDocumento85 páginasAbsorption Chiller System DesignThái Nguyễn Quốc100% (1)
- TE Lab Manual 2011Documento47 páginasTE Lab Manual 2011gash287Ainda não há avaliações
- Water (R718) Turbo Compressor and Ejector Refrigeration / Heat Pump TechnologyNo EverandWater (R718) Turbo Compressor and Ejector Refrigeration / Heat Pump TechnologyAinda não há avaliações
- Transfair Refrigerator Cooling Circuit Designing - Transfair CFC-free PDFDocumento157 páginasTransfair Refrigerator Cooling Circuit Designing - Transfair CFC-free PDFIsmailMouaouedAinda não há avaliações
- CO2 Heat Pumps PotentialDocumento3 páginasCO2 Heat Pumps PotentialAnonymous ub0Yzv1PCAinda não há avaliações
- Refrigeration FundamentalsDocumento92 páginasRefrigeration FundamentalsThomas Westgate100% (1)
- Low Temperature RefrigerationDocumento9 páginasLow Temperature Refrigerationguadalupe_cortes_21100% (2)
- Refrigeration SystemsDocumento100 páginasRefrigeration SystemsRay RavelAinda não há avaliações
- GEHC Service Manual CARESCAPE Monitor B850 v1 2011Documento172 páginasGEHC Service Manual CARESCAPE Monitor B850 v1 2011NguyễnCảnhBắcAinda não há avaliações
- LH514 - OkokDocumento6 páginasLH514 - OkokVictor Yañez Sepulveda100% (1)
- York Cond Unit Piping GuidelinesDocumento128 páginasYork Cond Unit Piping Guidelinesdokundot100% (1)
- IMST ArtDocumento257 páginasIMST ArtsubruaAinda não há avaliações
- Concrete ON MALDIVESDocumento55 páginasConcrete ON MALDIVESKãrthìçk JkrAinda não há avaliações
- L15 - Parallel Magnetic CircuitsDocumento6 páginasL15 - Parallel Magnetic CircuitsParikshit MishraAinda não há avaliações
- Understanding SuperheatDocumento9 páginasUnderstanding SuperheatElmerAinda não há avaliações
- WEG CFW 11m Afw 11mDocumento4 páginasWEG CFW 11m Afw 11mAngie RomeroAinda não há avaliações
- Engineering GuideDocumento43 páginasEngineering GuideJohnMerrAinda não há avaliações
- Boil-Off Gas CalculationsDocumento14 páginasBoil-Off Gas CalculationsAlberto100% (1)
- Transcritical Co2 Refrigeration - PDFDocumento11 páginasTranscritical Co2 Refrigeration - PDFHector Fabian Hernandez Algarra100% (1)
- Installation Guide VentilationDocumento16 páginasInstallation Guide VentilationmohdrashidAinda não há avaliações
- Sewage Water Interesting Heat Source For Heat Pumps and ChillersDocumento12 páginasSewage Water Interesting Heat Source For Heat Pumps and ChillersAdrian BorsosAinda não há avaliações
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationAinda não há avaliações
- Kingdom Fungi: - Characteristics of Fungi - Oomycota - Zygomycota - Ascomycota - Basidiomycota - DeuteromycotaDocumento15 páginasKingdom Fungi: - Characteristics of Fungi - Oomycota - Zygomycota - Ascomycota - Basidiomycota - DeuteromycotaLeah Rice100% (1)
- 1423 Brief Info Components Refrigerant R744 BHS ENDocumento3 páginas1423 Brief Info Components Refrigerant R744 BHS ENArtur MkrtchyanAinda não há avaliações
- Roy J Dossat Principles of Refrigeration PDF - p448 461Documento14 páginasRoy J Dossat Principles of Refrigeration PDF - p448 461deckyAinda não há avaliações
- Ecodan Ehpt SeriesDocumento116 páginasEcodan Ehpt SeriesviltermAinda não há avaliações
- Absorption ChillersDocumento49 páginasAbsorption ChillersNallasivam Be A BizzaroAinda não há avaliações
- AC Systems Lectures ModDocumento38 páginasAC Systems Lectures ModAhmed SherifAinda não há avaliações
- Effect of Flash Gas Bypass On Performance of VCR SystemDocumento4 páginasEffect of Flash Gas Bypass On Performance of VCR SystemesatjournalsAinda não há avaliações
- Manual Load CalculationDocumento6 páginasManual Load Calculationganesh gundAinda não há avaliações
- Understanding Oil Return in Refrigeration SystemsDocumento6 páginasUnderstanding Oil Return in Refrigeration SystemsSvetoslav VlashkiAinda não há avaliações
- Carnot Refrigeration CycleDocumento11 páginasCarnot Refrigeration CycleZaimAinda não há avaliações
- GEA Grasso V Series: Reciprocating Compressors For Industrial RefrigerationDocumento12 páginasGEA Grasso V Series: Reciprocating Compressors For Industrial RefrigerationHarsha Vardhan BAinda não há avaliações
- MaterialDocumento37 páginasMaterialSrelonyAinda não há avaliações
- Copeland Subcooling CompresorDocumento20 páginasCopeland Subcooling CompresorEmmanuel Ayegba100% (1)
- Liebert Challenger 3000 With Liebert ICOM - Operation & Maintenance ManualDocumento48 páginasLiebert Challenger 3000 With Liebert ICOM - Operation & Maintenance Manualluis100% (1)
- Tube Wire Vs Wall Condenser PDFDocumento15 páginasTube Wire Vs Wall Condenser PDFHimanshu100% (1)
- Alternatives To HFCs in The Refrigeration and Air Conditioning Sector: Practical Guidelines and Case Studies For Equipment Retrofit and ReplacementDocumento82 páginasAlternatives To HFCs in The Refrigeration and Air Conditioning Sector: Practical Guidelines and Case Studies For Equipment Retrofit and ReplacementUnited Nations Environment ProgrammeAinda não há avaliações
- Daikin Engineering Data VRV-WIII (2015)Documento356 páginasDaikin Engineering Data VRV-WIII (2015)Adam Chan100% (1)
- GPDocumento26 páginasGPceni_4Ainda não há avaliações
- CS (Cu) - Yc18 24MKV Phaam1101059c3Documento51 páginasCS (Cu) - Yc18 24MKV Phaam1101059c3Mukhammad Ken Adi IrwansyahBieberAinda não há avaliações
- Performance and Efficiency Test of Refrigeration Sysytem: (Mel Lab 3 Report)Documento14 páginasPerformance and Efficiency Test of Refrigeration Sysytem: (Mel Lab 3 Report)Yhan SombilonAinda não há avaliações
- Refrigeration InforDocumento152 páginasRefrigeration InforRavi Roberson100% (1)
- SuperFan Whole House FanDocumento3 páginasSuperFan Whole House FanOrganic MechanicAinda não há avaliações
- Design of A Water-CO2 EvaporatorDocumento78 páginasDesign of A Water-CO2 Evaporatortasos1970Ainda não há avaliações
- Selection of Capillary Tube For Refrigeration SystemDocumento4 páginasSelection of Capillary Tube For Refrigeration SystemInternational Journal of Engineering Inventions (IJEI)100% (2)
- Progress in Refrigeration Science and Technology: Proceedings of the XIth International Congress of Refrigeration, Munich, 1963No EverandProgress in Refrigeration Science and Technology: Proceedings of the XIth International Congress of Refrigeration, Munich, 1963Ainda não há avaliações
- Kingston: Features BowlDocumento2 páginasKingston: Features BowlJohnMerrAinda não há avaliações
- ACCA Manual J - Residential Load CalculationDocumento132 páginasACCA Manual J - Residential Load CalculationViktor Minovski81% (21)
- Capacitor-Start Cradle-Mount MotorsDocumento1 páginaCapacitor-Start Cradle-Mount MotorsJohnMerrAinda não há avaliações
- Deep Vacuum PrinciplesDocumento4 páginasDeep Vacuum PrinciplesJohnMerrAinda não há avaliações
- Capacitor-Start Base-Mount MotorsDocumento1 páginaCapacitor-Start Base-Mount MotorsJohnMerrAinda não há avaliações
- System Evaluation GuideDocumento32 páginasSystem Evaluation GuideJohnMerr100% (1)
- Duct Sizing Charts & Tables Carrier Air-Conditioning Manual (1960 ?)Documento5 páginasDuct Sizing Charts & Tables Carrier Air-Conditioning Manual (1960 ?)JohnMerrAinda não há avaliações
- Flanges, Gaskets, Nuts & BoltsDocumento10 páginasFlanges, Gaskets, Nuts & BoltsJohnMerrAinda não há avaliações
- Dynamic Simulation in Motorsport DiFina TREngineering GermanyDocumento27 páginasDynamic Simulation in Motorsport DiFina TREngineering GermanyJohnMerrAinda não há avaliações
- Ta 1Documento6 páginasTa 1JohnMerrAinda não há avaliações
- ADT Cat D400EDocumento2 páginasADT Cat D400EEbran AndromedaAinda não há avaliações
- SW Chapter 21 KeyDocumento9 páginasSW Chapter 21 KeykylevAinda não há avaliações
- Bài 1: Fill in The Blank With Present Simple, Present Continuous or Past SimpleDocumento6 páginasBài 1: Fill in The Blank With Present Simple, Present Continuous or Past SimplePhương Anh Đỗ NgọcAinda não há avaliações
- RadarDocumento65 páginasRadarAsifa LiaqatAinda não há avaliações
- De Thi Vao 10 Chuyen Hoa Nguyen Trai Hai Duong 20212022Documento2 páginasDe Thi Vao 10 Chuyen Hoa Nguyen Trai Hai Duong 20212022Trần Ngọc BíchAinda não há avaliações
- Sorsogon State College Engineering & ArchitectureDocumento11 páginasSorsogon State College Engineering & ArchitectureArianne Mae De Vera GallonAinda não há avaliações
- Union Fork & Hoe No. 19Documento68 páginasUnion Fork & Hoe No. 19Jay SAinda não há avaliações
- Ashok Leyland Project ReportDocumento40 páginasAshok Leyland Project ReportGovind kumarAinda não há avaliações
- B.W.G. - Birmingham Wire Gauge: The Wall Thickness of Pipes - Gauge and Decimal Parts of An InchDocumento3 páginasB.W.G. - Birmingham Wire Gauge: The Wall Thickness of Pipes - Gauge and Decimal Parts of An InchLuis Fernando Perez LaraAinda não há avaliações
- Conversion Tables by Cafe Fernando Food BlogDocumento5 páginasConversion Tables by Cafe Fernando Food BlogElston FooAinda não há avaliações
- BSN Curriculum 2012Documento1 páginaBSN Curriculum 2012Joana Bless PereyAinda não há avaliações
- Tsang Mui Millennium School 2019-2020 English Worksheet: Fill in The Blanks With The Correct Form of The VerbsDocumento46 páginasTsang Mui Millennium School 2019-2020 English Worksheet: Fill in The Blanks With The Correct Form of The VerbscocoyipAinda não há avaliações
- Ddrive Transmission ReportDocumento43 páginasDdrive Transmission Reportelah150% (2)
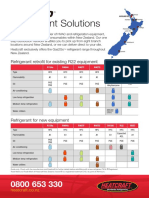
- Refrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentDocumento2 páginasRefrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentpriyoAinda não há avaliações
- DHL Product Solutions Portfolio 2017Documento1 páginaDHL Product Solutions Portfolio 2017Hanzla TariqAinda não há avaliações
- NavaDocumento2 páginasNavasaikiranAinda não há avaliações
- Site AnalysisDocumento20 páginasSite AnalysisCarlo RosaioAinda não há avaliações
- Full Download Test Bank For Environmental Economics and Management Theory Policy and Applications 6th Edition Callan PDF Full ChapterDocumento27 páginasFull Download Test Bank For Environmental Economics and Management Theory Policy and Applications 6th Edition Callan PDF Full Chapterscissionrideau941m100% (20)
- Instant Download Professional Nursing Practice Concepts Perspectives 7th Blais Hayes Test Bank PDF ScribdDocumento32 páginasInstant Download Professional Nursing Practice Concepts Perspectives 7th Blais Hayes Test Bank PDF ScribdDanielle Searfoss100% (10)
- Learning Guide: Central Texas College Department of NursingDocumento26 páginasLearning Guide: Central Texas College Department of Nursingapi-3697326Ainda não há avaliações
- Eoq PDFDocumento10 páginasEoq PDFविनय कुमार शर्माAinda não há avaliações