Você também pode gostar
- Resumen de Simplicity Wins de Günter Rommel, Jürgen Kluge y Rolf-Dieter KempisNo EverandResumen de Simplicity Wins de Günter Rommel, Jürgen Kluge y Rolf-Dieter KempisAinda não há avaliações
- Fabricar o SubcontratarDocumento7 páginasFabricar o SubcontratarYeison Camilo Zapata DavidAinda não há avaliações
- Tendencias actuales de administración: JIT, outsourcing, TQM y benchmarkingDocumento17 páginasTendencias actuales de administración: JIT, outsourcing, TQM y benchmarkingNAILEN YISEL OCAMPO L�PEZAinda não há avaliações
- Fabricar o SubcontratarDocumento3 páginasFabricar o SubcontratarSamir Alejandro Machado100% (1)
- Modelo Articulo de Opinion Lean MantenimientoDocumento3 páginasModelo Articulo de Opinion Lean MantenimientoTECELENAV SAAinda não há avaliações
- Manufactura ágil, la solución flexibleDocumento5 páginasManufactura ágil, la solución flexibleZabdiel GarciaAinda não há avaliações
- Valeska Feliz Matos 100292911Documento6 páginasValeska Feliz Matos 100292911Valeska FelizAinda não há avaliações
- Manufacturing-Missing Link in Corporate Strategy by Skinner (Traducido)Documento14 páginasManufacturing-Missing Link in Corporate Strategy by Skinner (Traducido)Orelly CisnerosAinda não há avaliações
- Apunts 2n Parcial Estrategia PDFDocumento49 páginasApunts 2n Parcial Estrategia PDFSofia Estrada GarciaAinda não há avaliações
- La Conveniencia de ComprarDocumento4 páginasLa Conveniencia de CompraremanuelAinda não há avaliações
- Unidad 5 Tema 5.3 Producción Ajustada y La GestiónDocumento18 páginasUnidad 5 Tema 5.3 Producción Ajustada y La GestiónArantxa GarfellaEsparzaAinda não há avaliações
- La Miopia de Las ManufacturerasDocumento14 páginasLa Miopia de Las ManufacturerasSerilita Vazquez VazquezAinda não há avaliações
- Rhaciendo Funcionar La Personalizacion MasivaDocumento13 páginasRhaciendo Funcionar La Personalizacion MasivaPedro José ZapataAinda não há avaliações
- La Fábrica Convencional Intenta Hacer Demasiadas Tareas de Producción en Conflicto Dentro de Un Conjunto Incoherente de Políticas de FabricaciónDocumento13 páginasLa Fábrica Convencional Intenta Hacer Demasiadas Tareas de Producción en Conflicto Dentro de Un Conjunto Incoherente de Políticas de FabricaciónLuis Angel Diaz MoralesAinda não há avaliações
- Semana 8Documento17 páginasSemana 8Oscar CalaguaAinda não há avaliações
- Tarea 7 - N I 2Documento8 páginasTarea 7 - N I 2MynorAinda não há avaliações
- Benchmarking PopinDocumento29 páginasBenchmarking PopinBenjamin Reyes0% (1)
- Contrato de ManufacturaDocumento15 páginasContrato de ManufacturaEvelyn Figueroa100% (1)
- Custom Molds IncDocumento4 páginasCustom Molds IncJesus Garcia ReveloAinda não há avaliações
- Linea de ProduccionDocumento37 páginasLinea de ProduccionKenia Lizbeth Gallegos MartinezAinda não há avaliações
- The Power of Product IntegrityDocumento28 páginasThe Power of Product IntegrityJorge SanchezAinda não há avaliações
- Libro 2: Ingenieria Concurrente 19/04/2020 Rafael Martinez Dominguez 3378847Documento5 páginasLibro 2: Ingenieria Concurrente 19/04/2020 Rafael Martinez Dominguez 3378847Rafa MartinezAinda não há avaliações
- Material Unidad IiiDocumento7 páginasMaterial Unidad IiiXavier PolancoAinda não há avaliações
- Flexibilidad y Reducción de CostosDocumento2 páginasFlexibilidad y Reducción de CostosMarco TesenAinda não há avaliações
- Capitulo 3. Producción Diseño de Bienes y ServiciosDocumento62 páginasCapitulo 3. Producción Diseño de Bienes y Serviciosandyedu09.as.as.as100% (1)
- Tarea 3 Proceso de Diseño y Desarrollo de ProdDocumento7 páginasTarea 3 Proceso de Diseño y Desarrollo de Prodcarlosp2810Ainda não há avaliações
- Guia de Soluciones FDMDocumento11 páginasGuia de Soluciones FDMHECTOR IBARRAAinda não há avaliações
- JMTE - Antecedentes Historicos.Documento10 páginasJMTE - Antecedentes Historicos.Jose Manuel Treviño EspinoAinda não há avaliações
- Informe Estudio de Caso Neumaticos y RinesDocumento3 páginasInforme Estudio de Caso Neumaticos y RinesKlauss KrussAinda não há avaliações
- TEMA 1 - Diseño de ProductoDocumento7 páginasTEMA 1 - Diseño de ProductoDanielAinda não há avaliações
- Proyecto Final de Calidad TotalDocumento23 páginasProyecto Final de Calidad Totalemop1350% (2)
- Desarrollo de Nuevos ProductosDocumento26 páginasDesarrollo de Nuevos ProductosCarlos Arturo Martinez RamirezAinda não há avaliações
- Acelere Las GananciasDocumento35 páginasAcelere Las GananciasAlanCisnerosFAinda não há avaliações
- Sesión 02 Laboratorio de Dirección Estratégica de OperacionesDocumento5 páginasSesión 02 Laboratorio de Dirección Estratégica de OperacionesLuis Alberto Portilla VasquezAinda não há avaliações
- Planeacion y Desarrollo Del Producto PDFDocumento38 páginasPlaneacion y Desarrollo Del Producto PDFWAMBITA1909Ainda não há avaliações
- Analisis de Caso Fabrica de NeumaticosDocumento3 páginasAnalisis de Caso Fabrica de NeumaticosMaria Salome Diaz CantilloAinda não há avaliações
- Resumen Chase AquilanoDocumento65 páginasResumen Chase Aquilanoedgarpoe7100% (2)
- Manufactura de Clase Mundial 11Documento12 páginasManufactura de Clase Mundial 11BYRON ROMERO ALONZOAinda não há avaliações
- Confiabilidad OperacionalDocumento5 páginasConfiabilidad OperacionalCarmen ViraAinda não há avaliações
- OutsourcingDocumento17 páginasOutsourcingMauricio Elizarraraz SalazarAinda não há avaliações
- 4 Estrat de Operaciones y ProductividadDocumento5 páginas4 Estrat de Operaciones y ProductividadPichy RzAinda não há avaliações
- Proyecto Final - Parte 1 - Resumen de Artículos J Estudiante Luis A. Casanova NinaDocumento8 páginasProyecto Final - Parte 1 - Resumen de Artículos J Estudiante Luis A. Casanova NinaLuis Alfredo Casanova NinaAinda não há avaliações
- Manufactura Delgada y Seis Sigma) en Empresas MexicanasDocumento19 páginasManufactura Delgada y Seis Sigma) en Empresas MexicanasAndresMartinez28Ainda não há avaliações
- Diseño Del Proceso de ProduccionDocumento2 páginasDiseño Del Proceso de ProduccionKey MendozaAinda não há avaliações
- Haciendo Funcionar La Personalizacion MasivaDocumento13 páginasHaciendo Funcionar La Personalizacion Masivabetilee2413100% (1)
- Factores clave en diseño de procesosDocumento4 páginasFactores clave en diseño de procesosjeferson casoluaAinda não há avaliações
- Tarea 5 Admon EstrategicaDocumento5 páginasTarea 5 Admon EstrategicaMarissa Hernández MAinda não há avaliações
- Ventaja competitiva-Claves para lograr costos bajos y diferenciar productosDocumento4 páginasVentaja competitiva-Claves para lograr costos bajos y diferenciar productosPaz SepulvedaAinda não há avaliações
- Creación de Ventaja Competitiva Mediante Una Estrategia FuncionalDocumento46 páginasCreación de Ventaja Competitiva Mediante Una Estrategia FuncionalGrad Industrial Nuevas Opciones60% (5)
- Justificacion de La Compra de MaquinariaDocumento7 páginasJustificacion de La Compra de MaquinariaDavid LlanosAinda não há avaliações
- JMTE - Ejemplo Manufactura Clase MundialDocumento14 páginasJMTE - Ejemplo Manufactura Clase MundialJose Manuel Treviño EspinoAinda não há avaliações
- ComakershipDocumento15 páginasComakershipBoris EngelmanAinda não há avaliações
- Silos Mckinsey y Libro Todos Somos UnoDocumento8 páginasSilos Mckinsey y Libro Todos Somos UnoLuis Antonio CastroAinda não há avaliações
- Procesos Alternos de Reorganizacion AdministrativaDocumento34 páginasProcesos Alternos de Reorganizacion AdministrativaAnonymous Uw0zhkM75% (28)
- Proyecto Calidad 2 ProcesoDocumento14 páginasProyecto Calidad 2 ProcesoMarianito GonzalezAinda não há avaliações
- Presentacion de Proyecto LeanDocumento15 páginasPresentacion de Proyecto LeanCarlos Chavez FriasAinda não há avaliações
- Estrategias - Funcionales 2Documento48 páginasEstrategias - Funcionales 2Héctor SotoAinda não há avaliações
- INTRODUCCIÓNDocumento11 páginasINTRODUCCIÓNKismeth Morales LeonAinda não há avaliações
- ACC enfrenta amenaza de DJCDocumento3 páginasACC enfrenta amenaza de DJCWilmer Ventura100% (1)
- Unidad 3 - Seleccion y Renovacion de EquiposDocumento19 páginasUnidad 3 - Seleccion y Renovacion de Equiposk92hv79d5pAinda não há avaliações
- SeñalesDocumento1 páginaSeñalesRemigio Clemente Guevara BaculimaAinda não há avaliações
- 2022 - 11 - Semana 46Documento1 página2022 - 11 - Semana 46Remigio Clemente Guevara BaculimaAinda não há avaliações
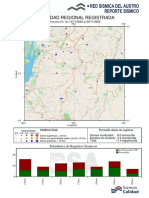
- Sismicidad Regional Registrada: Del 12 de Octubre de 2022Documento1 páginaSismicidad Regional Registrada: Del 12 de Octubre de 2022Remigio Clemente Guevara BaculimaAinda não há avaliações
- SeñalesDocumento1 páginaSeñalesRemigio Clemente Guevara BaculimaAinda não há avaliações
- SeñalesDocumento1 páginaSeñalesRemigio Clemente Guevara BaculimaAinda não há avaliações
- Microprocesadores 1 (2013-2014)Documento6 páginasMicroprocesadores 1 (2013-2014)Remigio Clemente Guevara BaculimaAinda não há avaliações
- SeñalesDocumento1 páginaSeñalesRemigio Clemente Guevara BaculimaAinda não há avaliações
- 2022 - 11 - Semana 46Documento1 página2022 - 11 - Semana 46Remigio Clemente Guevara BaculimaAinda não há avaliações
- SeñalesDocumento1 páginaSeñalesRemigio Clemente Guevara BaculimaAinda não há avaliações
- SeñalesDocumento1 páginaSeñalesRemigio Clemente Guevara BaculimaAinda não há avaliações
- DesgasteDocumento11 páginasDesgasteMiluska Villarreal HernandezAinda não há avaliações
- Extensometros GBDocumento4 páginasExtensometros GBRemigio Clemente Guevara BaculimaAinda não há avaliações
- 1) IntroducciónDocumento40 páginas1) IntroducciónRemigio Clemente Guevara BaculimaAinda não há avaliações
- Tutorial Gerber ToolDocumento8 páginasTutorial Gerber ToolRemigio Clemente Guevara BaculimaAinda não há avaliações
- Instrumentacion Electronica - Formulas para Transductores Y Errores en La MedidaDocumento24 páginasInstrumentacion Electronica - Formulas para Transductores Y Errores en La MedidaRemigio Clemente Guevara BaculimaAinda não há avaliações
- SismoDocumento6 páginasSismoAnthonny MeyerAinda não há avaliações
- SismoDocumento36 páginasSismoAlejandro Quezada SolísAinda não há avaliações
- El Arte de La GuerraDocumento40 páginasEl Arte de La GuerraSegundo Gerardo Ulloa BocanegraAinda não há avaliações
- SismoDocumento36 páginasSismoAlejandro Quezada SolísAinda não há avaliações
- Manual para Usar SImulador ProteusDocumento16 páginasManual para Usar SImulador Proteuslab_digitales100% (2)
- Teoria de Control - Libro GuíaDocumento378 páginasTeoria de Control - Libro GuíaRemigio Clemente Guevara BaculimaAinda não há avaliações
- Gil Nobajas - INGENIERÍA DE CONTROLDocumento147 páginasGil Nobajas - INGENIERÍA DE CONTROLRemigio Clemente Guevara Baculima0% (1)
- T10890CAP1Documento58 páginasT10890CAP1Remigio Clemente Guevara BaculimaAinda não há avaliações
- Teoria de Control - Libro GuíaDocumento378 páginasTeoria de Control - Libro GuíaRemigio Clemente Guevara BaculimaAinda não há avaliações
- Certif. Inform-Sder-Clei 5Documento11 páginasCertif. Inform-Sder-Clei 5MAGDA LORENA ARIAS ORTIZAinda não há avaliações
- Examen Unidad I 03112020Documento1 páginaExamen Unidad I 03112020Elias PaxiAinda não há avaliações
- Procedimiento Atencion Reparacion AveriasDocumento5 páginasProcedimiento Atencion Reparacion Averiasmeiling1306Ainda não há avaliações
- Informe de Ingenieria IndustrialDocumento7 páginasInforme de Ingenieria IndustrialElvisAinda não há avaliações
- Sublimado de tazasDocumento35 páginasSublimado de tazasJoel Rivera33% (3)
- 10VRA-FR-031-Sílabo Versión 2.0 - Emprendimiento y Marketing DigitalDocumento23 páginas10VRA-FR-031-Sílabo Versión 2.0 - Emprendimiento y Marketing DigitalClaudio Ibarra RiosAinda não há avaliações
- Impacto de Android en La IndustriaDocumento32 páginasImpacto de Android en La Industriajonnathan ferney pedrozaAinda não há avaliações
- Evaluación 3 Froilan MaraniDocumento3 páginasEvaluación 3 Froilan Maranilando_8Ainda não há avaliações
- 9-Actividad Partida DobleDocumento7 páginas9-Actividad Partida DobleJohana AnaconaAinda não há avaliações
- Diseño de circuitos secuenciales digitalesDocumento13 páginasDiseño de circuitos secuenciales digitaleselvis0% (1)
- Programacion Avanzada JavaDocumento31 páginasProgramacion Avanzada JavaJORGE JESUS BALANZA ESTRADAAinda não há avaliações
- Presentacion de Formacion Critica SID2BDocumento10 páginasPresentacion de Formacion Critica SID2BCarlos LizcanoAinda não há avaliações
- Reactivos Reingenieria GingerDocumento4 páginasReactivos Reingenieria GingerJonathan RobayoAinda não há avaliações
- Formilas Basicas - Cuadro de NotasDocumento8 páginasFormilas Basicas - Cuadro de NotasRuben PulidoAinda não há avaliações
- Planificación y programación de proyectos: FundamentosDocumento77 páginasPlanificación y programación de proyectos: FundamentosAlvaro CastroAinda não há avaliações
- IA-Aplicaciones principalesDocumento8 páginasIA-Aplicaciones principalesGabrielN.EspinozaHuamanAinda não há avaliações
- Características de los principales SMBD móviles: Sybase, SQL Server, SQLiteDocumento1 páginaCaracterísticas de los principales SMBD móviles: Sybase, SQL Server, SQLiteUriel PelcastreAinda não há avaliações
- My Sweet CandyDocumento1 páginaMy Sweet CandyWILMERAinda não há avaliações
- 1.3 Objetivos de La Organización.Documento56 páginas1.3 Objetivos de La Organización.contrakillerAinda não há avaliações
- Apple Iphone 4S - Caracteristicas y EspecificacionesDocumento10 páginasApple Iphone 4S - Caracteristicas y EspecificacionesAsher SelahAinda não há avaliações
- Taller de Trabajo en TerritorioDocumento36 páginasTaller de Trabajo en TerritorioMarisolSantosAinda não há avaliações
- ITLA módulo 2 directorios archivosDocumento2 páginasITLA módulo 2 directorios archivosStranbotica OgandoAinda não há avaliações
- Practica 3-CED-Is - Funcion Combinacional Con Puertas NANDDocumento6 páginasPractica 3-CED-Is - Funcion Combinacional Con Puertas NANDSofia Fernandez MorenoAinda não há avaliações
- Directorio Unicauca 2016Documento18 páginasDirectorio Unicauca 2016Andres Felipe Ramirez OrozcoAinda não há avaliações
- Actividad Eje 4 Criptografía Y Mecanismos de Seguridad - IS - 202260-6A - 064Documento14 páginasActividad Eje 4 Criptografía Y Mecanismos de Seguridad - IS - 202260-6A - 064Xime Camero CoralAinda não há avaliações
- PRACTICA 8 El Motor de Arranque Por CapacitorDocumento8 páginasPRACTICA 8 El Motor de Arranque Por Capacitorgerahunterz96Ainda não há avaliações
- Manual Del Propietario Manual Del Propietario - Lucky Lion 1Documento35 páginasManual Del Propietario Manual Del Propietario - Lucky Lion 1Martin S OioiAinda não há avaliações
- La Globalizacion en ColombiaDocumento12 páginasLa Globalizacion en ColombiamaritzaAinda não há avaliações
- Medición Del Trabajo Teoria BasicaDocumento20 páginasMedición Del Trabajo Teoria BasicaxAinda não há avaliações
- Outsourcing en ChileDocumento6 páginasOutsourcing en Chilevalentina javieraAinda não há avaliações