Escolar Documentos
Profissional Documentos
Cultura Documentos
Control Valves Sizing & Selection
Enviado por
ABVSAIDescrição original:
Título original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Control Valves Sizing & Selection
Enviado por
ABVSAIDireitos autorais:
Formatos disponíveis
CHAPTER 1
CLASSIFICATION OF VALVES
1.1 INTRODUCTION
Efficient and economic running of any process plant depends on the efficiency of
the control element in responding to regulating (control) requirements or isolating
requirements of the process .One such control element is the valve. Isolating valve is
used for on/off purpose. A control valve is always a pressure-reducing device. A valve is
either automatic or manual operated device for controlling the process fluids lie liquid!
gas! corrosive chemicals! slurries! liquid metals! and radio active materials etc through
pipes. "alves usually allow movement of fluid in one direction.#ontrol valves must $e
selected taing into consideration the control purpose! process conditions! pipe si%es and
all other related factors. It is very important to select an optimum si%e for the control
valve! which is the final control element in a control loop. If the final control element is not
of proper si%e for a particular process application! or if the selected valve does not
function as planned! the total effort goes in vain.
A control valve may have pneumatic! hydraulic! electric or other e&ternally
powered actuator that automatically positions the valve plug as dictated $y the signal
transmitted from the controller. 'hese signals may $e derived from process varia$les
such as pressure! temperature! flow! and level. #ontrol valves are used primarily to
throttle energy in a fluid stream and not for shut off purpose. (ue to this the control valve
$ody assem$ly is considera$ly different from the shut-off valve. "alves may operate at
pressures in the vacuum region to pressures of )***g /cm
+
or more! temperatures from
cryogenic region to those of molten metals.
'he si%ing of a valve is a part of valve selection. ,i%ing is accorded more
importance $ecause the very function of the valve selection proceeds depends on the
accuracy of si%ing. Optimum si%ing of a valve will give the correct controlla$ility and $etter
performance of the system. On the other hand using a higher si%e valve will a$normally
increase the cost.
1.2 CLASSIFICATION OF VALVES
"alves can $e classified according to nature of the closure mem$ers employed.
Almost all valves will fall into one of the fallowing $asic eight categories
1
1.2.1 BALL VALVE
It is $asically a ported sphere inside the housing. -otation of the sphere $y .*
*
changes the position from open to close./all valves are used in a wide range of
applications including flow control! pressure control and shut-off. 'hese valves generally
have a very low pressure drop and low leaage.'he seat of the $all valve is su$0ect to
e&trusion in throttling applications.
1.2.2 BUTTERFLY VALVE
It consists of a disc which rotates a$out a shaft in the housing! and close against
a ring seal (seat) to shut off the flow.'hese are generally used in large diameter lines and
in systems where leaage is relatively unimportant!vi%. pen stocs of hydro-stations!
#.1. lines in thermal stations. 'hese valves require high actuation force.
1.2.3 GATE VALVE
It is characteri%ed $y a sliding disc or gate! which is moved $y the actuator
perpendicular to the direction of flow. 'hese are used primarily as stop valves. I.e. fully
open or fully closed . 2ate valves have slow response characteristics and require large
actuating force.
1.2.4. GLOBE VALVE
'here are three types of valves in the glo$e family!vi%. glo$e! angle and 3 type.
'he closure mem$er! usually a disc or a plug is moved $y an actuator stem
perpendicular to a ring shaped seat. 4rimarily it is a general-purpose flow control valve .It
is faster in opening and closing than the gate valve. 2lo$e valves are often heavier than
other valves of the same flow rating.
1.2.5 PINCH VALVE
'hese valves are characteri%ed $y one or more fle&i$le elements such as
diaphragms! ru$$er tu$es! which can $e moved together to press against a stop to pinch
off the flow. 'hese valves are used in systems carrying slurries! gel etc. It is relatively low
cost! has low-pressure drop and can $e tightly closed. 5le&i$le mem$ers are su$0ected to
wear and require periodical replacement.
1.2.6 POPET VALVE
6ainly used in pressure control! safety and relief functions. 7as e&cellent leaage
control! and low pressure drop.
2
1.2.7 TAPPER PLUG VALVE
,imilar to $all valve e&cept that the closure mem$er is a tapered plug instead of a
$all and there is no through port in the plug. 'hese are useful in high temperature! low-
pressure applications. 'hese are not usually suited for steam services.
1.2.8 SWING VALVE
4rimarily used as chec "alves to $loc flow in one direction.It suffers from high
leaage and is su$0ected to contamination $uild upon the closure mem$er and in the
clearances.
5urther depending on their construction the valves can also $e classified as sliding
stem or rotary type.
1.3 VALVE SELECTION PARAMETERS
'he "alves are selected mainly considering the following parameters.
A. T!"# ,ingle seated! dou$le seated (5igs 8o. 9.9 to 9.:)! ,liding stem type!
-otary type! Angle type (5igs 9.; to 9.)) etc.
B. S$%"# #apacity to handle the flow rate.
C. E&' ()&&"(*$)& *!"# 5langed! ,crewed! 1elded! etc.
D. P+",,-+" R.*$&/# (etermined $y the 'emperature and 4ressure of the
medium.
E. C.!.($*# #v "alue determined $y designed flow rate.
F. F0)1 C2.+.(*"+$,*$(,< Equal percentage! =inear! >uic opening! etc.
G. P0-/ T!"# #ontour! ?"@ ported! ,oft seated 'ight ,hut-off! etc.
H. A(*-.*)+# 'he valve plug! ,tem and the "alve /ody have to $e designed to
with stand the thrust of the Actuator.
I. M.*"+$.0, )3 *2" B)' 4 T+$5# 'his depends on the nature of the fluid
handled. /ody material is normally #.I.! #.,.! #,, or other special alloys
suited to the fluid handled. 5or high 'emperature applications the $ody is
made of creep resistant alloy steel containing chromium and 6oly$denum.
'rim (internal parts) is made of corrosion resistant stainless steel. In order to
withstand wire drawing and erosion the valve plug and seat rings are
hardened with stellite.
3
FIG: 1.1
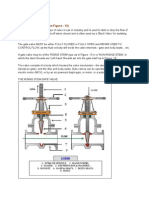
(ou$le seated low noise valves are featured with very low operating noise
(aerodynamic noise) when they are used to handle compressi$le fluids (such as steam!
air! natural gas! and ethylene gas). 'hese valves operate still more silently than "(#
cage valves.
'he cage and valve plugs are of a multiple hole construction. 'he components for
Arestriction! divergenceB and Ae&pansionB are laid out in a rational manner to accomplish
low noise pressure reducing action. #omponents are interchangea$le with those of the
"(# cage type valves.
5I2 < 9.+
4
(ou$le seated high pressure low noise valves are featured with very low operating noise for
higher pressure rating of A8,I .**-+C** when they are used to handle compressi$le fluids
(such as steam! air! natural gas! ethylene gas and etc.). #omponents are interchangea$le with
those of the "(# high-pressure cage valve.
6odel <"(8
(ou$le ,eated =ow 8oise "alve
(-ating < A8,I )** or =ess )
6odel <"(8
(ou$le ,eated 7igh 4ressure =ow
8oise "alve
(-ating < A8,I .** - +C** )
5I2< 9.:
"(#< (ou$le seated cage valve.
-ating< A8,I )** Or less
Fig:1.4
"enturi throat type angle valves are used for directing hori%ontally flowing fluid to the
downward direction. It is particularly used for slurries and viscous or flashing mediums.
5
(ou$le seated cage valves can $e used for general applications as top and $ottom
guiding dou$le seated valves. 7owever! $alanced holes in the plug can eliminate the
un$alanced thrust in great efficiency and provide dependa$le operation against vi$ration
and attrition with flashing fluids or at high pressure differentials. 'he valves can provide
$u$$le-tight shut-off with the seat. 'he $ody is constructed for simpler disassem$le!
faster checing and easier part replacement. Also! the change of flow characteristics and
capacity can $e e&change of the cage only.
6odel <"A"
"enturi 'hroat 'ype Angle
"alve
6
In cage type angle valves! the plug is provided with $alancing holes so that the
un$alanced thrust caused $y fluid will efficiently cancel out each other. 'he design
affords dependa$le operation at high-pressure differentials without requiring a large
actuator. 'he valve plug is housed entirely in the cage! and strongly resistant to
vi$ration and wear.
'hese are cage type angle valves with forged $ody suita$le for high-pressure service.
'he valve plug is provided with $alancing holes so that the un$alanced thrust caused
$y fluid can $e reduced. 'he unit can $e made in large si%es! and affords dependa$le
operation at high pressure or high-pressure differentials.
5I2<9.)
6odel <"A#
#age 'ype Angle "alve
5I2< 9. C
Model :VAC
Cage Type High Pressre
A!gle Val"e
T.60" 1.1 V.07" ,"0"(*$)& /-$'"
P8 !))+. N)* +"()55"&'"' F 8 3.$+9 B"**"+ (2)$(" .7.$0.60"
G 8 /))'9 R"()55"&'"' 3)+ -," -&'"+ &)+5.0 ()&'$*$)&,.
/all /@fly 2ate 2lo$e
4inc
h
4lug 4oppet ,wing
#hec "alve 4 4 4 4 4 4 2 2
#ontamination 5ree 2 5 2 2 2 2 5 4
#orrosive 5luids 2 4 4 2 4 4 2 4
7ydrogenic 5luids 2 4 4 2 4 4 2 4
2asses 2 2 2 2 2 2 2 2
7igh 4 4 4 5 2 4 5 5 4
7igh 5low 2 2 2 2 2 2 2 2
7igh 4ressure 2 4 4 2 4 4 2 4
7igh 'emperature 2 2 2 2 4 4-2 2 2
=eatight 2 4 2 2 2 2 2 4
=ight 1eight 2 2 5 4 5 2 2 2
=iquid 2 2 2 2 2 2 2 2
=ow Actuation 5orce 5 4 4 4 4 4 2 2
=ow #ost 2 5-2 2 5-2 , 2 2 2
=ow 4 2 2 2 4 2 2 2 2
=ow 5low #ontrol 2 2 4 2 4 2 2 2
-apid Opening 2 2 4 5-4 2 2 2
-elief 4 4 4 4 4 4 2 4
safety valve 4 4 4 4 4 4 2 4
,eat Erosion
resistance
5 4 4 2 4 5 5-# 4
,lurries 5-2 4 4 4 2 4 4 5
,mal physical si%e 2 2 4 4 4 2 2 2
,team service 2 4 4-5 2 4 4 2 4
'arqiling 4 4 4 2 5-4 4 2 4
"i$ration free 5 4 4 2 2 2 4 4
#
CHAPTER 2
CONTROL VALVE SELECTION AND APPLICATION
2.: INTRODUCTION
"alve selection depends upon the function the valve has to perform after it has
$een installed! the properties and woring conditions of the woring fluid. 'he material of
the valve also depends on the woring fluid. 2eneral valve functions can $e On-Off
service! 'hrottling service! 4revention of reverse flow! 4ressure control and special
functions that include (irectional flow control! ,ampling service! =imiting flows! ,ealing
vessel and other miscellaneous functions.
2.1 FLUID PROPERTIES
,pecific gravity! viscosity! corrosiveness and a$rasiveness etc. of liquid / gas /
slurry handled through the valve should $e nown. An analysis of the system should $e
made! to determine passage of more than one fluid through the valve.
2.1.1 FLUID FRICTION LOSSES
"arious types of valve e&hi$it varying degree of pressure drops due to friction to
the flowing medium. A system requirement of permissi$le pressure drop must $e taen
into consideration during valve selection.
2.1.2 FLUID PROPERTIES AND VALVE MATERIAL
'he valve material selection is directly related to the fluid properties of
corrosiveness and a$rasiveness. 'he com$ination of operating pressure and temperature
will also influence in determining the permissi$le materials of construction.
.
2.2 OPERATION CONDITIONS
Esta$lishment of actual operating conditions of each valve will simplify valve
selection procedure. One normally encounters the following while selecting the #ontrol
"alves for different applications.
a. =eaage
$. -angea$ility
c. #avitations
d. 8oise! "i$ration D 5low "elocity
e. 7igh 4ressure
f. 7igh 'emperature
g. =ow 'emperature
$
h. =ow 5low
i. "iscous and slurry streams
2.2.1 LEA;AGE
Any flow through a fully closed control "alve when e&posed to the operating
pressure differentials and temperatures is referred to as =eaage. It is e&pressed as a
cumulative quantity over a specified time period for shut off designs and as a percentage
of full capacity for conventional control valves. (-efer American national standard control
valve seat leaage Appendi&-9).
2.2.2 FACTORS EFFECTING LEA;AGE
8ormally the valve co-efficient (leaage) is applica$le to fully closed valve. 'his
figure applies only to the new valves or valves operating at am$ient temperatures with
clean woring fluids. After a few years of service valve leas vary drastically as effected
$y the factors such as erosion of seat materials and due seating forces! fluids carrying
a$rasive particles! temperature variations! pipe line forces.
'he general e&perience is that either the valve $ody is at a different temperature
than the trim or the thermal e&pansion factor for the valve plug is different from the
e&pansion factor for the $ody material. In such cases it is usual practice to provide
additional clearance to accommodate the e&pansion of the trim! when designing a valve
for hot fluid services. If this valve is operated at low temperatures the leaage will $e
higher.
'emperature gradient across the valve can also generate strains that promote
leaages. eg< three way valves used for com$ining services where the two fluids
involved are at different temperatures.
,train thrusted on control valves $y pipes will lead to leaage. 7ence! sufficient
supports to pipe line should $e provided such that the control valve will not $e loaded
with e&cessive $olting strain when connecting it or placing it in the pipeline.
,eating materials are selected for compati$ility with service conditions and stellite
or hardened stainless steel is an appropriate choice for non-lu$ricating! a$rasive! high-
temperature and high pressure drop services. 'hese hard surface materials increase the
life of valves $y reducing the riss or cuts occurring on the seating surfaces.
2.2.3 RANGEBILITY
-ange$ility of a control valve is defined as the ratio $etween the ma&imum
Dminimum flows within the limits of the inherent flow #haracteristics of the #ontrol "alve.
'he range$ility of a regular cage type and contoured type 'rim is :*<9.
a. It tells the points at which the valve is e&pected to act on off or lose control completely.
%
$. It esta$lishes the points at which the flow E lift characteristics starts to deviate from the
e&pected.
2.2.4 NOISE
'he noise is generated $y the passage of process fluids through the interior of the
valve. 'hree main types of noise occur due to mechanical vi$ration! cavitation and
aerodynamics. Each can $e avoided or alleviated $ut the methods are very e&pensive.
2.3 VALVES FOR HIGH PRESSURE AND TEMPERATURE
#ontrol "alve for high pressure and high temperature applications require special
selection of materials and design to ensure long and trou$le free service.
2.3.1 VALVE BODY
6aterials chosen for the valve $ody should have enough tensile yield and creep
resistance to withstand high temperature. Alloy castings as per A,'6 A+9F are usually
specified for $ody components of valves handling steam and other non-corrosive fluids at
temperature $etween ;** to C**
*
#. 'hese alloys meet the pressure and temperature
ratings listed under car$on-moly and chrome-moly steels of A8,I / 9).C. ! 2rade 1#9! a
car$on moly alloy and grade # C! a chrome-moly alloy are the most commonly used.
2rade # C is often used on valve $odies handling steam condensate and $oiler feed
water in power plants even though the pressure and temperatures are low. 6oly$denum
provides creep strength at high temperatures and chromium adds to corrosion resistance
and strength. All these steels are of welding quality and should $e annealed after
welding. #hrome-moly alloys have higher hardness! which helps to withstand flashing
and cavitation of high-pressure liquids lie feed water.
'he end connection used for high temperature valve is $utt-welding. 1elded
connection avoids leaages through flanged 0oints su$0ected to thermal cycling.
2.3.2 BONNET
/onnet materials are same as that of valve $ody materials. 5or temperature
a$ove +**
*
#! an e&tension $onnet with radiating fins is used. 1here this construction is
not practical special high temperature pacings are used. /raided as$estos with inconel
wire reinforcement and lu$ricated with graphite permits operation up to C;*
*
#. 2raphoil
a new form of solid car$on pacings may $e employed at temperatures of G**
*
# and
a$ove.
2.3.3 BOLTS
'he $olting used on #ast steel and alloy steel $odies is generally as per A,'6 A
9.:.'he grade commonly used up to ;C*
*
# is /F and /9; for higher temperatures. 8uts
used on studs are generally as per A,'6 A 9.;! grade +7 for temperatures up to ;C*H#
and grade ; or G for higher temperatures.
1&
2.3.4 TRIMS FOR HIGH PRESSURE DROP
5lashing and cavitations occurs under high-pressure drop of liquids as in the case
of feed water valve. It further causes hydrodynamic noise. 'o avoid this! the trim is so
designed that the pressure drop is made to occur in steps. 'he pressure drop at each
stage is so designed that the pressure of the liquid does not drop $elow the saturated
vapour pressure at the 'emperature.
11
CHAPTER 3
CONTROL VALVE FLOW COEFFICIENT
3.: INTRODUCTION
Once the type of valve is chosen for an application the ne&t step is to determine
correct si%e. #ontrol valve si%ing will give the optimum port si%e for $etter controlla$ility
and performance of the system. Ising higher si%e will a$normally increase the cost and
lower si%e will not meet the requirements of the process. Also! $ased on discriminating
analysis of past e&perience it is necessary to get correct data for arriving at correct si%ing
of a valve. 5or e&le! if it is assumed that the flow is large $ut the pressure drop
across the valve is e&cessively low then $oth these factors lead to a larger valve si%e.
'his will result in higher investment! hence the actual flow rate and pressure must $e
nown to arrive at correct si%e.
3.1 VALVE COEFFICIENT < FLOW COEFFICIENT OF VALVES =C7>
#v is actually a means of nowing the relative capacity of each si%e of valve. /y
definition it is Athe num$er of 246 of water at )*H 5 that will pass through the valve with a
pressure differential of 9 psiB.
#v for liquids (1ater)
#v J " 2/(4
O-
" J #v (4/2
O-
(4 J 2 ( " / #v)
+
1here #v < 5low coefficient of valve
(4< 4ressure drop (psi) at ma&imum flow
2 < specific gravity at fluid temperature
" < flow volume (I.,.g.p.m) at fluid temperature
(ifferent valve designs will have different #v. 'he numerical e&le is wored out $elow
for evaluation of #v.
E?.5!0"
#alculate the #v value for the following conditions!
6a&imum flow J )** g.p.m. 5luid
'emperature J C**H5
,pecific gravity J *.F at C**H 5
4ressure drop J F* psi
#v J " 2/(4
J )** & *.F / F*
12
J )*
3.2 DETAILS RE@UIRED FOR SIAING OF VALVE
'he following information are required for optimum si%ing of the valve.
i) 5low application data
a) 5low rate < 6a&imum! minimum D normal
$) 4ressure < Ipstream! downstream at ma&imum! minimum and
8ormal flow.
c) 'emperature < Of the fluid
ii) 5luid data
a) 8ame of the fluid
$) 5luid phase < liquid! gas! or slurry etc.
c) (ensity! specific gravity! specific weight! molecular weight etc.
d) "iscosity (=iq)
e) "apour pressure (=iq)
iii) 4iping influence<
4resence of reducers or other distur$ances at the valve which will change the
rated capacity.
iv) "alve selection information.
a) -ange a$ility
$) #orrosion D erosion resistance.
c) ,pecial requirement (tight shut off! low noise etc)
v) ,i%ing calculation
6anufactureKs si%ing co-efficient! si%ing formulas! monographs etc.
3.3 VISCOSITY CORRECTION
"iscosity represents a factor of flow resistance of a fluid. One can e&perience a
well-nown fact that water flows out of a $ottle rapidly than honey! at the same
temperature. 'he reason is viscosity of honey. If water and honey are allowed to pass
through same type of valve with same temperature and with same pressure! more water
flows out than honey in the given time. 5or the same quantities of water and honey to
flow out of the valve in the same period! the valve opening for honey flow must $e made
larger! than that of water flow.
13
8o viscosity correction is required for a fluid having viscosity less than 9** ssu
(say$olt second universal). In other cases! viscosity correction should $e made to get
relia$le results /flow. ,teps for calculation of viscosity factor are given $elow.
9. #alculate the #v value as mentioned in e&le of section :.9 using flow and
pressure drop.
+. #alculate viscosity factor - $y using equation / for process fluid having viscosity
more than +** ssu or equation A if the viscosity is less than +** ssu after converting
the unit into cs (centistoes)
cs J( (*.++) (ssu) E 9G*/ssu))
Equation A< factor - J (9*!***) (v) / #v & cs
Equation /< factor -J(;)!C**)(v)/ #v & ssu
where ! v< flow volume (g.p.m)
ssu < viscosity (say $olt seconds universal )
cs< viscosity (centistoes)
:. On the viscosity correction curve (5ig:.9)! read the correction factor at intersection
point of factor -
;. 6ultiply the #v value calculated in step (I) $y the correction factor.
C. Ise this corrected #v to select the valve type / si%e from the pu$lished #v data.
E?.5!0"
#alculation of #v value when ma&imum flow! specific gravity at operating
temperature! pressure differential across the ports and viscosity of fluid are nown.
#onditions of process<
6a&imum flow J ;+g.p.m (9**H 5)
5luid temperature J9**H 5
,pecific gravity J *..C (at 9**H 5)
4ressure differential J C psi
"iscosity J +G** ssu (9**H5)
#v J v g/p J ;+*..C/C J 9G
14
VISCOSITY CORRECTION FACTOR
F$/ 3.1
#v after applying viscosity correction is as $elow
1. #v J v g/p J ;+ *..C/C J 9G(appro&)
+. ,ince the viscosity is greater than +** ssu!calculate factor using equation /
5actor - J ;)!C** L ;+ J 9): (appro&)
M9G & +G**
:. from the correction curve (fig) the #v correction factor to $e 9.:*
;. 'he corrected #v value is calculated to $e 9G & 9.:* J +:.;
5rom the #v value a valve can $e chosen $y matching the calculated #v to that of the
manufacturer@s #v verses port si%e chart for different valves. 'his may result in more than
one type! which may have to $e restricted $y selecting suita$le type of valve for particular
application as 'a$le 9.9
3.3 FLASHING OF LI@UID
15
C
"
C
o
r
r
e
'
(
i
o
!
)
a
'
(
o
r
'he state of fluid depends on its temperature and pressure. 1hen the temperature
is $elow the $oiling point! the fluid is in the liquid state. 1hen the temperature is higher
than the $oiling point! the fluid is in the gas state. 'he $oiling point! is a function of the
pressure! as the pressure is higher! the $oiling point is higher.
In certain applications the fluid enters the valve inlet! in liquid state! and flows out
as a mi&ture of gas and liquid or in gaseous state. 'his indicates that the fluid while
passing through the control valve changes its state partially or fully to a gaseous state
$etween inlet and out let of the control valve. In this circumstance! a pro$lem of whether
the fluid is to $e regarded as liquid or as a gas for valve si%ing arises.
It is impractica$le to accurately measure flashing! and relia$le formulae for valve
si%ing for flashing fluids are not availa$le. In such cases the formula for flashing water
descri$ed $elow gives a closer solution. 1hen hot water at or near saturation
temperature flows through a control valve with! pressure reduction! thermo dynamic
consideration indicates that a mi&ture of water and steam will e&ist at the outlet of the
valve.
5or determining #v value and valve si%ing in such cases! the allowa$le pressure
drop is calculated! result is compared with the desired pressure drop! and smaller of the
two is used as 4 in flashing liquid equation.
9. 'he allowa$le pressure drop! when the in let temperature is lower than the
saturation temperature $y CH5 or over! is determined as shown.
Allowa$le pressure drop J *.. (49- 4s)
1here! 49 J Inlet pressure (4sia)
4s J ,aturation pressure (4sia) corresponding to
inlet temperature
EBAMPLE
#alculate the #v value nown conditions are<
Inlet temperature J ::*H 5
Inlet pressure J 9)C 4isa
Outlet pressure J .C 4isa
4ressure drop J F* 4isa
6a&imum flow J :C* g.p.m water
,olving the for #v
9. 4l J 9)C psia (saturation temperature J :))H5)
4s J 9*: psia (saturation pressure corresponding to inlet temperature
:: *H5
16
+. 'he inlet temperature (::*H5) is lower than the saturation temperature $y
:)H5.
:. Allowa$le pressure drop J*..(9)C-9*:)JCC.G 4si.
;. ,ince allowa$le pressure drop is lower than the desired pressure drop
therefore! this figure is used for #v calculation in this case. #v J;).G.
1hen the inlet temperature is lower than the saturation temperature $y CH5
or less! the equation given $elow is used to determine the allowa$le pressure drop
Allowa$le pressure drop J *.*) 49
1here 49 J pressure (4sia) at inlet
EBAMPLE
#alculate #v value nown conditions is.
6a&imum flow J F*g.p.m. water
Inlet temperature J :;*H5
Inlet pressure J 9+* 4sia
4ressure drop J :* 4sia
,olving for #v
9. 49J9+* 4sia (saturation temperatureJ:;9H5)
+. 'he inlet temperature is lower than saturation temperature $y 9H5.
:. Allowa$le pressure drop J *.*) & 9+*JF.+psi
;. 'his pressure drop figure is lower than the actual pressure drop
(:* psi) and! therefore! this figure is used for calculation.
C. ,olving the equation (for liquid) for #v! #v J +)
3.4 LI@UIDS OTHER THAN FLASHING WATER
As mentioned earlier! accurate measuring methods of flashing water are not
availa$le! therefore empirical methods are used for si%ing of valve. A method often used
for flashing liquids other than water involves a) flashing degree is estimated $) #v values
for liquid and gas are separately calculated and c) the two #v values are added to o$tain
the required #v value. 'his method results in a large #v and valve si%e $ecomes slightly
larger than actually required. In this method it is assumed that steam or gas e&isted
already when the liquid entered the valve and that the flow speed of steam or gas is
same as that of liquid.
EBAMPLE
5luid ammonia
6a&imum flow 9** g.p.m
5lashing rate 9*N
5luid temperature G:H 5
4ressure drop C*psi
Inlet pressure 9C*psig.
Outlet pressure 9**psig.
1#
12
5&
$% . &
%&
G
V Cv
,pecific gravity (gas) *.C.)
,pecific gravity (liquid) *.G.
,olving for #v
9. Estimate the liquid and gas flow volumes of the valve.
(a) .*N of 9** g.p.m J .* g.p.m of liquid.
($) 9*N of 9** g.p.mJ9* g.p.m of gas.
As converted into scfh 9*g.p.m of gas J.F.G9* scfh
+. #alculate the #v value for liquid
:. #alculate the #v value of gas $y the formula
> J quantity of gas in standard cu$ic feet /hour at 9;.Fpsia and )*
O
5
2 J specific gravity at )* deg. 5
'a J A$solute temperature (;)*O
O
5)
4 J 4ressure drop
49J Inlet pressure(4sia) at ma&imum flow
4+ J Out let pressure(4sia) at ma&imum flow
;. Addition of the a$ove two values gives the #v value
9+.**O9C.++J+F.++
3.5 VALVE SIAING FOR GASES
2as is a compressi$le fluid and its density depends up on pressure. As the gas
flows through the control valve! its density varies as its pressure falls. All formulae for
valve si%ing for gasses assume average densities. "alve si%e $ecomes smaller if the
upstream density is used! it $ecomes larger if the downstream density is used. 'he
density cannot $e ascertained accurately. It is assumed that the gas is of ideal nature
and the relationship $etween pressure and density is linear. 'he formulae are $ased on
an assumed density of average pressure! which is (49O4+) / +.'he assumption has $een
proved to $e effective through actual application tests.
1$
( )
( )
( )
22 . 15
# . 114 # . 164 5&
$3 46& 5%6 . &
%63
%#$1&
2 1 %63
+
+
P P P
GTa Q
Cv
EC-.*$)& 1
1hen the pressure drop is less than a half of the inlet pressure ( inlet a$solute pressure )
EC-.*$)& 2
1hen the pressure drop is equal to or more than a half of the inlet a$solute pressure
<
1here< #v < 5low coefficient of valve
2 < ,pecific gravity at )*
*
5(air J 9.*)
49 < Inlet pressure(psia) at ma&imum flow.
4+ < Out let pressure(psia) at ma&imum flow.
4 < 4ressure drop (psi) at ma&imum flow.
> < 5low ( ft
:
/ hr ) at 9;.F psia !)*
*
5
'a < A$solute temperature (;)*O
*
5)
EBAMPLE
6a&imum flow J 9!C**!*** scfh.
4ressure drop J ;* psi.
,pecific gravity J *.) (at )*
*
5).
Inlet pressure J 9;* psig.
Outlet pressure J 9** psig.
Inlet temperature J +**
*
5.
,ince P4 is smaller than a half of 49 (inlet a$solute pressure) equation 9 is used.
EBAMPLE
#alculate the #v value . nown conditions are<
6a&imum flow J 9*
C
scfh.
4ressure drop J G** psi
,pecific gravity J 9.* at )*
*
5.
Inlet pressure J 9*
:
psig.
Outlet pressure J +** psig.
5luid temperature J ++*
*
5.
,ince PQ is greater than a half of 49! equation + is used.
1%
( )
( )
2%5
# . 114 # . 154 4&
2&& 46& 6 . &
%63
&&& * 5&& * 1
+
+
Cv
1 $35P
GTa Q
Cv
( ) 2 1 %63 P P
GTa Q
Cv
+
3.6 STEAM
"alve si%ing for steam applications! the formulae is derived from liquid formulae
employing appropriate unit conversion factors. 5ormulae are developed on assumption
that steam follows the law of the ideal gas. Errors encountered in this method of valve
si%ing for steam applications are found to $e negligi$le.
9. 1hen the pressure drop is less than a half of the a$solute inlet pressure
+. 1hen the pressure drop is the same or more than half of the a$solute inlet
pressure
1here<
1 J l$s/hr
49 J inlet pressure (psia)
4+ J Outlet pressure (psia)
#v J flow coefficient of valve.
, J super heating
EBAMPLE
6a&imum flow J ;C&9*
:
l$s/hr
Outlet pressure J +C* psig.
Inlet pressure J :G* psig.
4ressure drop J 9:* psi.
,uperheating J +**
*
5.
,ince PQ is smaller than a half of 49 equation 9 is used.
E?.5!0"
#alculate the #v value. Rnown conditions are
6a&imum flow J ) & 9*
:
l$s/hr
Inlet pressure J 9** psig.
2&
( )
( )
1 . 3
# . 1&14 $35
22& 46& & . 1
1&
5
+
Cv
( )
( ) 2 1 12 . 2
&&&# . & 1
P P
s W
Cv
+
+
( )
1 $4 . 1
&&&# . & 1
P
s W
Cv
+
( )
( )
( )
( )
$3
# . 264 # . 3%4 13& 12 . 2
2&& &&&# . & 1 &&& * 45
2 1 12 . 2
&&&# . & 1
+
+
+
+
P P
S W
Cv
Outlet pressure J +* psig.
4ressure drop J G* psi.
,uperheating J :
3.7 CONVERSION OF C7 FORMULA
In this section the formulas for computation of #v in metric units are given.
FOR LI@UIDS
17E-E
" J 6a&imum flow! m
:
/hr.
2 J ,pecific gravity.( water J9)
49J Inlet pressure! g/cm
+
4+ J Outlet pressure! g/cm
+
.
3.7.1 VISCOSITY CORRECTION FORMULAE
9. 5irst solve for the #v! assuming no viscosity effect.
2 +. ,olve for factor - from equations! AK or !/K for viscosity in centi stoes / ssu .).
" < 6a&imum flow!m
:
/hr
6cs < #entistoe at flowing temperature
#v < #v value uncorrected for viscosity.
6ssu <,,I at flowing temperature
Eq AK valid for viscosity S +** ,,I
Eq /K valid for viscosity T +** ,,I.
:. Intercept of factor - with the viscosity curve gives the correction factor.
;. 6ultiply #v $y the correction factor of step :.
C. Ise this corrected #v to select the valve si%e from the metric #v ta$le .
FOR GASES
21
( )
( )
4 . 34
# . 114 $4 . 1
3&& &&&# . & 1 1& 6
3
+
Cv
2 1
1# . 1
P P
G
V Cv
( )
( ) +
6&& * 2&4
+
&&& * 44
B
Mssu Cv
V
R
A
Mcs Cv
V
R
9. 'he following formula shall $e used for calculation with no corrections when the
ma&imum flow is given at the standard conditions ( F)* mm7g and 9C.)
*
#)
1hen PQ S 49 / +
1hen
2
1
P
P
( )
1 24%
, 2#3
P
G tf
Q CV
+
> < 6a&. flow (m: /hr) at F)* mm7g! 9C.)
*
#
2 < ,pecific gravity(air J 9)
tf <5luid temperature(
*
# )
49 < A$solute inlet pressure (Rg/cm
+
a$s) at ma&imum flow.
4+ < A$solute outlet pressure(g/cm
+
a$s) at ma&imum flow
PQ J 4U - 4+ (g/cm
+
)
FOR STEAM
5or the case V 4 J W 49 / +
1
% . 11 P
WK
Cv
1 < 6a&imum flow(g /hr)
49 <A$solute inlet pressure(g/hr a$s)
4+ <A$solute outlet pressure(g/cm
+
a$s)
PQ J 4U - 4+ (g/cm
+
)
(8O'E< 49 and 4+ denote the pressure at ma&imum flow.)
22
( )
( )
2 1
2#3
2$# P P
tf G Q
Cv
+
+
2
p
'ase For (he
1
<
( )
2 1
6# . 13 P P
WK
Cv
+
R< 9 O (*.**9: & superheat
*
#)
FOR VAPORS
1hen 4+ S X 49! use p9/+ in place of P4! "+ used must $e that corresponding to 49/+
1 < 6a&imum flow (g/hr)
"9 < specific volume (cm: / gr at 49)
"+ < specific volume (cm: / gr at 4+)
49 < A$solute inlet pressure (g / cm+ a$s.)
4+ < A$solute outlet pressure (g / cm+a$s.)
P4 < 49 - 4+ (g/cm+)
49 and p+ denote the pressure at ma&imum flow.
N)*"
;7 VALUE< wherever the valve capacity is e&pressed in Rv it denotes the
ma&imum flow rate of water through the valve in m
:
/ hr under a pressure
differential 9g/cm
+
. 'he relation $etween #v and Rv is given as C7 8 1.17 ;7.
3.8 BUTTERFLY VALVE C7
5low #o-efficient of $utterfly valve for regulating and on of services are derived from the
$elow formulae.
9. #v J 9F( (for )* N opening)
#v - flow co-efficient! ( - port diameter in inches (regulating service)
+. #v J +F( (for .*N opening)(on-off service)
3.D SPECIAL FEATURES OF BUTTERFLY VALES
9. "alve is specially meant for low-pressure drop application at low static head.
+. It is very economical $ecause cost of metal required for valve $ody us very
less in comparison with glo$e type valve $ody.
:. 'ight shut off is achieved $y providing resilient sealing on the $ody or vane.
;. 1henever valves are used for high temperature service it is supplied with
metal searing having sear leaage! confirming to reputed internal standards.
C. (esign is very compact.
23
P
V V W
Cv
2 1
121&
). Actuator torque required is very less in comparison with any other valve.
F. "alve is well $alanced at fully closed condition.
G. "alve can $e used for throttling service $etween 9*-)* opening $eyond this it
causes insta$ility and no control.
.. It reduces the pumping cost $ecause pressure drop across the valve is very
less.
9*. It has ma&imum flow capacity.
99. ,pace required for the valve is minimum on the pipeline.
9+. Installation and handling is very easy.
T.60" 4 ET!$(.0 C7 7.0-", 3)+ '$33"+"&* V.07", .&' !)+* ,$%",.
P)+* T2+"" 1. 7.07", A'F-,*.60" P)+* 6-**"+30 7.07",
,$%" !)+* 7.07", ,$%"
"'6 "'( "%A (mm.dia.) "/= "/,
A8,I :**l$ "/6 YI,
Or =ower "/7 9* Rg/cm+
YI, "/Z
9* Rg/cm+ A8,I :**!
)** l$
X G* 9)* 9)*
24
[ ).: 9** +G* +)*
9 9* 9+C ;C* ;9*
9 \ - 9C* )9* CG*
9 X +: +** 9!*;* .)*
+ ;* 9** +C* 9!F** 9!CC*
+ X ): 9:* :** +!;G* +!+C*
: .* F* 9;* :C* :!:** :!***
; 9)* 9:* +C* ;** ;!:C* ;!***
C +C* +** ;+* ;C* C!C** C!***
) :)* +F* CF* C** )!G** )!+**
G );* ;G* 9!*** CC* G!+** F!;**
9* 9!*** FC* 9!)** )** .!G** .!***
9+ 9!;;* 9!*G* )C* 99!;**
F** 9:!:**
FC* 9C!:**
G** 9F!:**
.** +9!.**
9!*** +F!***
CHAPTER 4
OTHER METHODS FOR VALVE SIAING
4.: INTRODUCTION
25
Once the #v of a valve is nown! the amount of flow at a given pressure drop can
$e found! conversely! the pressure drop can $e determined for a specific flow. On the
other hand! for a specified flow and pressure drop! the flow coefficient can $e computed
and the type and si%e of the valve to $e used can $e determined from pu$lished #v data.
In this chapter various formulas for valve si%ing and equivalent orifice method of valve
si%ing is descri$ed.
4.1 DETERMINATION OF PROCESS PARAMETERS FOR VALVES
"arious parameters lie differential pressure! flow of viscous fluids and selection of
suita$le valve from pu$lished #v data for +B valve is dealt here $y means of numerical
e&les. 'he #v values for +B valves are given in 'a$le ;.9 $elow.
TABLE 4.1 # TYPICAL C7 VALUES FOR 2 $&. VALVE
TYPE C7
Angle valve );.*
/all chec valve 9C;.C
/all valve (full port) ++G
/all valve (standard port) 9+*
/utterfly valve 9;C
#oa&ial valve 9C;.C
#one poppet chec valve 9))
5lat poppet chec valve 9::
2ate valve +9*
2lo$e valve ;;.:;
4inch valve 9G9
4lug tapper valve F*
,wing chec valve 9:G.+
y-valve
;CH angle F+.*
)*H angle F*.+
EBAMPLE
'o calculate the e&pected pressure drop in a + in. full port $all valve is to carry water
at a rate of CC) gpm.
5rom 'a$le ;.9 #v J ++G! thus<
26
psi P
P
%5 . 5
44 . 2
22$
556
EBAMPLE
A +-in. glo$e valve is allowed a pressure drop of ); psi when carrying water. 'o
calculate the gallons/ minute of oil (specific gravity *.G! inematic viscosity *.G+) that will
pass through the valve and the e&pected pressure drop. 'he inematic viscosity of water
is *..:.
5rom 'a$le ;.9 #v J ;;.:;! thus<
1
4 - 1
1 1
1 2
1
2
2
P P
,
_
gpm Q
Q
psi
P
v
v
S
43 . 45&
$ . &
56 . $2
34 . 44
56 . $2
64
$2 . &
%3 . &
$ . &
1
1
4 - 1
1
4 - 1
1
2
,
_
,
_
EBAMPLE
(etermination of an appropriate type of + in- valve to carry 9** gpm of water with a
pressure drop of 9..G psi across the valve.
#1
%$ . 1
1&&
P
Q
Cv
5rom 'a$le ;.9 it is seen that a )*H angle valve will meet the requirements.
T.60" 4.2 E@UATIONS FOR VALVE SIAING
2#
#omputation of > E flow quantity in gpm.
#omputation of deo E equivalent orifice
#omputation of d - trail and error method of equivalent orifice.
#omputation of 1 - l$s./hr
2$
4 . 62
$1 . 2%
, .
2365 . &
2%2 . 1
236
4 . 62
% . #
$1 . 2%
2
4 - 1
2 - 1
&# . 1
2
2
,
_
,
_
,
_
,
_
V
f
L EO
V EO
L
EO
l
v
v
v
f
C
Q
P
P
S
C
Q
d
d C d
C d
K
d
d
g
P
d Q
P C Q
P
P
C Q
S
P
C Q
S
P
d C Q
1
1
]
1
,
_
,
_
,
_
+
+
- , 1 .
1
2
- 2
1
2
1
1
, 1 ,. 1 .
1
1
2
4
2
5
1
2
1
2
4 . 62
% . 2%
1& $ . 1
P
P
P
P g
RT
AP C
W
g
RT
AP C
W
P
C
K
d
C
d
KQ
P
f
f
V
L
V
L
4.2 E@UIVALENT ORIFICE METHOD
,ince the flow through a sharp edge orifice can $e conveniently calculated with
good accuracy! it would $e desira$le to relate flow through a valve to that through a sharp
edge orifice. 'his can $e done to high accuracy with the use of the equivalent orifice
method.
'his procedure consists of three $asic steps. 'he first step is to compute the sharp
edge orifice diameter. 'his can $e found from one of the following equation (see 'a$le
;.+ for alternate forms of equation) for liquids9 depending on nown quantities.
S
P
d C Q
f
2
$1 . 2%
formula for gasses under sonic flow conditions.
( ) ( ) , 1 - 1
4
1
2
1
1
2
+
,
_
g
RT
d P C
W
f
2%
'he ne&t step is to determine the equivalent orifice diameter from one of the
following equations depending on nown quantities.
4
2%2 . 1
K
d
d
L
EO
F
C
V
3162 . &
2365 . &
. If dEO can $e computed! an ad0ustment is made in one or more parameters until
dEO is made equal to d. 'his can $e done $y changing d= for a value of nown R or $y
changing R to meet a required line si%e. If neither is nown! R may $e computed from
or
2
2
2
2
44 . 44%
24 . 145%
F
A
K
C
A
K
V
and the line si%e chosen to meet this R-factor. Alternatively! a new valve and R factor may
$e chosen to fit a line si%e.
If dEO cannot $e computed from nown information! a trial and error
procedure can $e used. ,et dEO equal to d and use figs.;. 9 and ;.: to choose a valve.
5rom its coefficient # and dEO find the proper line diameter! or conversely! from a required
line diameter find the valve type from the coefficient #. once the valve coefficient and line
diameter are nown! the R-factor for the valve may $e found from fig.;.+.
In summary! to fully si%e a valve for a given flow and pressure drop!
determine the coefficient #! the R-factor of the valve! and its line diameter. 8ote that one
or two! $ut not all of these may $e specified $efore hand. All three may $e specified if the
flow and/or pressure drops are not specified.
E?.5!0"
A 9X -in full port $all has a valve flow coefficient # of 9.F. 'he num$er of
gallons per minute of water it will pass with a pressure drop (p) of 9.+ psi is found as
follows.
5rom fig.;.: for # J 9.F* !dEO J +.)+ in . 7ence
gpm Q
S
P
d C Q
f
5 . 134
2 . 1 , 62 . 2 ,. 6 . & . $1 . 2%
$1 . 2%
2
2
3&
31
32
Val"e )lo/ 'oe))i'ie!( C. The "ale )or Val"es is 0ased o! )ll por(ed desig!.
Fig 4.1
H1A2 3455 FACT46 F46 VA3V15
5ig ;.+
33
V
l
a
"
e
C
o
!
)
i
g
r
a
(
i
o
!
C
H
e
a
d
3
o
s
s
F
d
a
'
(
o
r
7
I!side dia8e(er o) li!e * d 3.i!, d 1o9 C.d3,1.&#,
BUTTERFLY VALVE CvG
Inside diameter of line d= (in)
5I2 ;.:
34
I!side 2ia8e(er d
3 . i!,
E
q
u
i
p
m
e
n
t
s
o
r
i
f
i
c
e
d
i
a
m
e
t
e
r
,
d
E
O
(
I
n
)
V
a
l
v
e
f
l
o
w
c
o
e
f
f
i
c
i
e
n
t
C
CHAPTER 5
PLUGS AND THEIR CHARACTERISTICS
5.: INTRODUCTION
A plug is a closure mem$er of a valve. 'his part of the valve actually closes the
orifice to stop the flow. (epending on the shape of the plug different flow characteristics
can $e o$tained. 7ere three main contours vi%. Equal percentage! linear! quic opening
normally encountered in process application are e&plained.
5.1 E@UAL PERCENTAGE CONTOUR PLUG
'his is designed to give a constant rate of change of flow for unit change in lift!
i.e. equal increments of lift produces a ?rate of change@ in flow which is proportional to the
amount flowing $efore the change occurred. It provides the necessary control
characteristic where control is required over a wide range and meets the ma0ority of
installation requirements. #ontours of C*<9 ratio are generally availa$le. 'his plug is
usually employed in the following applications.
1here the pressure drop across the valve is a small portion of the total e.g.
generally less than ;*N.
1here the pressure drop across the valve varies widely e.g. storage vessel run E
down or varying set point conditions.
1here the required valve capacity is uncertain as it is more difficult to oversi%e a
valve for this characteristics.
1here ever considera$le lag e&ists in the system and for reasons when the rate or
derivative action is in the controller.
35
5ig C.9
5.2 LINEAR CONTOUR PLUG
In linear contour plug the flow characteristics are linear.the fluid flow is in direct
proportion to the valve lift. Equal increments of lift produces equal increments of flow
through out its range.
'his is usually employed in the following applications
a) 1here the pressure drop across the valve is always more than ;*N of the
total pressure drop
.
$) 1henever corrective action requires to $e linear and at the same rate
throughout the range of opening e.g. the level control of a constant cross
sectional vessel.
36
c) 1here the process lag is small and the proportional $and is less than 9*N .
5.3 @UIC; OPENING PLUG
'he flow characteristics in this type of valve will $e ma&imum flow for minimum
travel. 'he plug is $asically a flat disc with the addition as a linear contour for the first
+CN of the stroe to counteract severe line shoc. 7ence it is also called as semi throttle
poppet or $eveled plug. 'his trim is employed in normal on- off control applications. 'he
plugs are of reduced stroe and cylinder actuators are used for quic action.
5.4 TRIM
'rim generally refers to the remova$le internal parts of a valve which come in
contact with the flowing fluid. 'he components included in trim are different depending
on the type of valve! $ut they usually include pacing retaining ring! stem! stem loc pin!
guide $ushing! valve plug and seat ring(cage). 'he standard materials used for trim are
:*; ,,! :9) ,, and precipitation hardened stainless steels(;;*-# for guide $ushing)
,election of the most suita$le material must $e made with due consideration of the
temperature! pressure differential across the valve plug and corrosive conditions.
3#
VALVE PLUG AND SEAT RING =CAGE>
5ig C.;
3$
5.5 CAGE AND PLUG
#ages are employed in the control valves to reduce the aero dynamic noises and
to reduce the un$alanced forces which causes vi$ration in trim parts.
5low characteristics of a cage valve are determined $y the shape of the opening
provided within the cage! and can $e either Aequal percentageB (N") or AlinearB (="). 'he
plug is availa$le with 'eflon seat.
V.07" (2.+.(*"+$,*$(,
5ig C.C
3%
5ig C.)
5.7 SPECIALITIES OF HIGH PRESSURE FEED WATER CONTROL VALVES
5eed water control valves face particular pro$lems such as high and varia$le
pressure drops! high velocities! sudden temperature changes and flashing conditions all
of which impose severe mechanical and thermal shocs on the valves. ,pecial care has
to $e taen to decrease the tur$ulence to the minimum and there$y increase the life of
the internals as well as the $ody. 6any design innovations have $een incorporated $y
renown manufacturers for such duties! which are e&plained $elow.
5.7.1 MUFFLE CHAMBER TRIM =F$/ 5.7>
'his is a cage guided throttle plug type! designed to reduce the discharge
pressure of flashing fluids where noise is a pro$lem. 'he cage normally is e&tended
downstream of the seat and a series of $affles incorporated in the $ore. =ong operational
4&
5.6 PLUGS FOR ONGOFF SERVICE
'he plugs for this purpose are availa$le
in two types< with 'eflon seat and with stellite
seat. /oth types can provide $u$$le-tight shut
off.
O&G)33 !0-/ 1$*2 T"30)& ,".*
'his type is used when the fluid
temperature is under 9+* deg c and an
a$solute seal must $e ensured. 5or si%es
larger than 99/+ inches! the linear contoured
plug with 'eflon seat is used for on-off
services.
O&G)33 P0-/ 1$*2 ,.*"00$*" ,".*
'his type is used when the use of the
'eflon seat plug is unfeasi$le. 'he satellite is
finished with particularly careful lapping.
S*".5 H.(I"*
A steam 0acet accessory is to $e used with fluid causing condensations
when cooling down.
life is attained $y using solid satellite for the valve seat and linings of the $affle orifices.
4ressure reflections from the $affles together with careful design of the plug com$ine to
effect a considera$le noise reduction at valve outlet.
5.7.2 SPEICAL CAGE TRIM =ANTIGFLASH TRM>=F$/ 5.8>
'his em$odies a cylindrical seat-ring and a guide with several tapped holes. 'he
si%e and num$er of holes (or ports) are dependent upon the flow coefficient and flow
characteristics. 'he holes are tapped (ports are rough finished) to provide tur$ulence
within themselves and the direction of flow so as to allow each high velocity 0et to impinge
on each other within the seat ring throat! which in turn acts as energy a$sor$er of the flow
medium.
'he upstream potential energy developed $y the inlet pressure is converted to
heat via fluid friction $y massive tur$ulence within the throat of the seat ring itself! which
provides for continuous contact $etween parts within the valve and fluid. 7ence!
discouraging cavity formation. It also provides pressure reducing with no pressure
recovery! thus precluding low pressure and within the valve which may fall $elow the
vapour pressure of the fluid
5.7.3 CASCADED TRIM =F$/ 5.D>
'his is designed to overcome the severe conditions imposed $y e&tremely high
pressure drops! thus offering longer valve life with minimum maintenance. An e&tension
of the valve plunger in a guide downstream of the main valves seat and a series of
annular grooves or steps in one of them help produce a cascade effect each step
contri$uting to a pressure drop with minimum of vi$rations. 'hus the drop across the
valve seating surface is a fraction of the total and the internal stream velocities are
greatly reduced to attain minimum erosion! cavitation and noise.
In all the a$ove designs! special materials for internals such as satellite! 9F.; 47
,,! #olmonoy-) or ;;*-# are adopted to resist the duty and give trou$le-free service.
41
5ig C.F!C.G and C.
42
CHAPTE !
VALVE INSTALLATION
6.: INTRODUCTION
'he satisfactory performance of control valve depends on proper installation.
#orrectly si%ed and selected control valve might fail in performance! if the installation has
not $een carried out as per the requirement and esta$lished practices. And further it may
lead to serve damage to the piping or equipment installed down stream of control valve.
,afety of manpower and equipment is one of the prime considerations in any
industrial installation. 1hile designing a control valve! adequate safety factors should $e
taen into consideration! in selecting the material for $ody! and for internal parts of
control valve! eeping in view the pressure and temperature of the fluid to $e handled.
Even after taing all precautions during design and manufacturing stage! of a control
valve! there is a possi$ility of leaage through gland or gasets during commissioning or
at a later stage of operation.
6.1 INSTALLATION PRECAUTIONS
It is important and very essential! that the location for installing the valves $e
selected in such a way that leaage does not harm the operator and equipment located
near $y.In the event of shut down! control valves are liely to retain system pressure. 'his
pressure must $e released $efore attempting for any maintenance wor on these control
valves. 4articularly in case of tight shut off valves installed along with $loc valves!
trapping of fluid at considera$ly higher pressure is possi$le. Even at low pressure to&ic
fluids can endanger the life of a technician while opening the valve. In such application
adequate venting and draining facilities are essential in the piping system. 5urther! these
vents and drains may have to $e terminated in safer locations.
It is a nown fact! that the control valve can $e considered as a varia$le
orifice and as such piping arrangement recommended for orifice assem$lies would apply
to valve installation also to a great e&tent. It is always prefera$le to allow 9* to +* pipe
diameters of straight run upstream and : to C pipe diameters of straight run down stream
of control valve. ,traight run at inlet ensures the steady inlet pressure of the fluid at
different flow conditions. It is ideal to provide control valves with the facility for manual
operation. In that case location of control valve $e easily identifia$le $y the operator.
,uita$le monitoring instruments should $e provided in the vicinity! so that the operator
can o$serve that change in the parameter while manually operating the control valve.
6.2 PREVENTIVE METHOD FOR THERMAL EBPANSION
the valves used for isolation application and handling high temperature fluids! will
e&perience the entrapment of fluid in the $onnet portion of the valve. 'his fluid
temperature may rise due to ad0acent pipe or an e&ternal source. 'his will cause fluid
thermal e&pansion. 'herefore the internal pressure in the $onnet section will rise and the
43
valve will not open due to high stem torque required. 5ollowing measures are adopted to
avoid over pressuri%ation due to liquid thermal e&pansion.
9. 5or the valve to which hydrostatic test pressure is applied from same direction as
flow! a $alance hole is provided to connect the disc pressure applying side of the
disc to the chest of main valve $ody.(refer fig. in ne&t page).
+. 5or the valve to which hydrostatic test pressure is needed to $e applied from $oth
inlet and outlet or from opposite side of flow! the outside $alance pipe (a stop
valve is installed in $etween) should $e provided from chest of main valve $ody
to the up-stream side! and when testing hydraulically! the $alance valve should
$e closed and while operating this valve $e fully opened and loced.(refer fig in
ne&t page).
:. 5or the valve of which flow direction may $e changed $y the operational
condition! the $alance pipes with an intermediate stop valve shall $e provided
from the chest of main valve $ody to $oth inlet and outlet of main valve! the stop
valve in high pressure side during operation shall $e normally opened.(refer fig in
ne&t page).
44
45
CHAPTER 7
CONTROL VALVE INSPECTION PROCEDURE
7.: INTRODUCTION
#ontrol valves are essentially metallurgy intensive! and they have to withstand
e&treme temperature! high-pressure! stresses and other usual environmental conditions.
In fact control valve applications call for special alloys containing 5E--O=II6!
'I'A8II6! ZE-#O8II6 etc! to cater the multifunctions of the valve. 5rom design point
of view! and user point of view to ensure the quality the control valves should $e
inspected to esta$lish their via$ility for specific application. Inspection mainly comprises
of! material inspection! parts inspection! functional testing.
7.1. MATERIAL INSPECTION
7.1.1 PHYSICAL AND DIMENSIONAL CHEC;
"alve components are made from castings and forge materials. 7ence e&ternal
appearance inspection is required to chec surface defects lie $lowholes! crac!
shrinage@s! flow directions! $atch no@s etc. Apart from these! dimensions! shapes!
profiles checs on random samples must $e done depending on the importance of the
parameters checed.
7.1.2 NONGDESTRUCTIVE TESTING =NDT>
8(' is a versatile tool for maintaining the >uality of parts manufactured! and is
used for find out su$-surface and surface defects of material. ,ome of the important 8('
techniques are a) -adiographic e&amination $) Iltrasonic testing c) 6agnetic particle test
d) =iquid penetrate chec. All the these tests help in finding the internal soundness of the
material! parts and detect defects lie $low and gas holes! porosity! cracs! shrinage@s!
etc.
7.1.2.1 RADIOGRAPHIC EBAMINATION
L-rays O- 2amma rays are used for this type of e&amination. 1hen a film
e&posed to radioactive isotope lie #o$alt )* or Iridium 9.+! an invisi$le change is
produced in the film. 1hen developed! the defects of material are e&posed as dar
patches! indicating the defects and their intensity. 'he tests are carried out as per A,'6
standards class-III! A,'6 reference standards E;;) etc.
46
7.1.2.2. ULTRASONIC TESTING
'his test is $ased on the fact! that impedance offered $y the metals of standard
reference to the metals with the defects such as $lowholes! cavities! to the sound waves
are different. 'his helps in identifying the su$surface defects in terms of depth and
magnitude. "alve $ody and $onnet castings and forgings are normally tested $y this
method.
7.1.2.3 MAGNETIC PARTICLE INSPECTION
'his test is carried out to find out the discontinuities in the ferro magnetic
materials. 8ormally used to find out surface defects of the o$0ects. 'his inspection is of
three steps.
a) Esta$lishing a suita$le magnetic field in the test o$0ect.
$) Applying magnetic particles to the surface of the test $ody.
c) E&amining the test o$0ect surface for accumulation of the particles.
7.1.2.4 LI@UID =DYE> PENETRANT INSPECTION
'his is one of the oldest methods of 8(' process. 'his is a routine chec $ased
on penetrants seeping in to a discontinuity in the o$0ect $ody. 8ormally surface cracs or
porosity are detected $y this method.
7.1.3 PARTS INSPECTION
All the components of valves need to $e made precisely so that it would facilitate
a perfect assem$ly of mating parts. All the parts are su$0ected to
a) (imensional inspection for length! diameter threads etc.
$) E&ternal appearance inspection.
c) 4ressure resistance test.
d) Elasticity inspection
e) Accuracy test
f) Init inspection
7.1.3.1 PRESSURE RESISTANCE TEST
"alve $odies have to $e tested hydraulically for their internal soundness $y
applying twice the design pressure of the valve for a period 9* minutes conforming to the
applica$le standards.
4#
7.1.3.2 ACCURACY TEST
5low characteristic of the valve is dependent on the contour of the valve plugs
and seat finishing. 'herefore conformity to the design dimensions is very important. Ip to
:inch si%e! plug is inspected in the profile pro0ected $y magnifying the o$0ect to 9*!+* or
:* times with optical profile checing device. ,i%es a$ove : inch will $e directly
checed.,urface roughness and straightness of stem are also checed for good sealing
and longer life.
7.1.4 FUNCTIONAL TESTING
7.1.4.1 SEAT LEA;AGE TEST
Once the valve is assem$led it is su$0ected to seat leaage test with plug in
closed position! without the actuator.
If it is a single seated valve! the leaage is checed $y applying air pressure! and
the dou$le seated valves with water pressure. In the case of single seated valves
leaage is measured with -ota meter cali$rated to *.*9 l /min! and for dou$le seated
valves leaages are measured with measuring YA-, which will give direct result.
5or leaages! less than *.*9 l /min! the leaage is measured $y fi&ing a $lind
flange with a )mm diameter copper tu$e to one valve flange. 'his tu$e is immersed in
water and the air $u$$les per min through water is counted! which gives direct readings
of the leaage through valve.
7.1.4.2 ACTUATOR TEST =!&"-5.*$( .(*-.*)+>
6ain parts of the actuator are the diaphragm casting! diaphragm and spring.
'he diaphragm cham$ers (casting) with diaphragm are tested with cyclic loading for
a$out 9*!*** times to assess their life span. After the test the diaphragm is checed for
physical damage (this test is done on random $asis for every 9* pieces).
'he valve spring is su$0ected to load at intervals of +CN! C*N and 9**N in $oth
directions and the relationship for the movement with respect to load will reveal the
linearity as well as hysterisis if any present. 'est for threshold sensitivity to determine no
deflection must $e conducted for ad0ustment of spring tension.
7.1.4.3 VALVE PERFORMANCE INSPECTION
It consists of stroe test! valve open start and return point! linearity! hysterises!and
evaluation of flow coefficient ie.#v.
7.1.4.4 STRO;E TEST
'he travel of the valve stem is tested $y applying *.+ to 9 g/cm+ air pressure signal
to the actuator.'he travel should $e within Oor- :N of the rated travel. 'hen $y applying
9.+g./cm+ the over travel also will $e checed to ascertain the life of the valve. "alve
4$
stroe is shown in figure $elow. 8ormally the allowa$le over travel will $e given $y
manufacturer and depends on the type of valve.
5ig F.9
7.1.4.5 VALVE OPEN START AND RETURN POINT
'he open start point of valve and return point must $e within the prescri$ed
tolerance in respect to the input pressure settings.
7.1.4.6 LINEARITY CHEC;
'he actual travel of +CN. C*N and FCN input! the valve travel in the opening and
closing direction are tested. 'he travel must $e within the tolerances with respect to the
set travels. 'he graph shows the linear movement of valve stem in ideal conditions with
the input of *.+ to 9!* g / sqcm D curves of stem travel with O9N and E9N deviations.
Ideally the travel must $e linear.
4%
5ig F.+
7.1.4.7 FLOW COGEFFICIENT MEASUREMENT
'he flow co-efficient A#vB is defined as the num$er of I, gallons per minute of
water that will pass through fully open valves for 9-psi pressure drop.
'he valve to $e tested will $e mounted on the pipeline of it si%e. #lean water is
pumped under control pressure] the pressure drop is ad0usted to one psi across the
valve! using throttling valves and manometer. 'he flow rate is then measured with
precession flow meters and the test can $e carried out for +CN! C*N! FCN openings to
find out the relation at respective opening.
7.2 CONTROL VALVE AUBILLARY INSPECTION
'he control valve performance mainly depends on the functional aspects at the
connected au&iliaries! such as "alve positioner! Air filter regulator! Air loc relay! and
position transmitters.
7.2.1. VALVE POSITIONER
A valve positioner provides (au&iliary air supply) necessary pressure to the
actuator so that the valve operates strictly as per the control signal in all circumstances
even if a$normal conditions such as e&cess 2land friction etc! occurs. 5urther! air
5&
flow rate for pilot assem$ly! top D$ottom no%%le leaage checing is carried out to find out
the air consumption and actual leaage respectively. 8o air leaage is permitted over the
top and $ottom no%%les when the signal is either minimum or ma&imum.
7.2.2 AIR FILTER REGULATOR
'hese are tested to find out -egulator flow characteristics! 8ormal Air
consumption (more than *..+ l / min is not permitted) and overall leaage.
7.2.3 REGULATOR FLOW CHARACTERISTICS
'he inlet of the regulator is connected to the air supply and outlet to the rotameter
and pressure gauge. A supply pressure of 9.; or +.) g/cm+ is set at the inlet without flow
through regulator. 'hen air flow of C* 8l / min is allowed through regulator! and the
pressure drop across the regulator should not e&ceed 9*N.
7.2.4 OVERALL LEA;AGE
'he air supply pressure is maintained to the ma&imum at its capacity or at
9*g.cm+! which ever is low! and soap solution is applied all over the 0oints. 8o leaage
is allowed.
7.2.5 AIR LOC; RELAY
'hese relays are used with control valves to loc in the loading pressure when
the supply pressure fails. (i.e. =oc in last position / ,tay put condition).
'his relay is su$0ected to pressure tight test! performance test! flow measurement and
cyclic test.
7.2.6 POSITION TRANSMITTER =5)*$)& *+.&,5$**"+>
'he position transmitter can $e either pneumatic or electrical. In pneumatic system
pressure gauge is used for position indication. If electrical transmitter is used then
position indication is $y either a voltmeter (which indicates N of valve plug travel) O- a
travel limit switch (with light indication representing the valve plug position). 'he position
transmitter must $e cali$rated and checed for its performance.
51
CHAPTER 8
NOISE IN CONTROL VALVES
8.: INTRODUCTION
'he noise levels in industrial location must $e maintained to accepta$le limits
considering the safety of human $eings and structures in industrial area etc. 'he noise is
increasingly $eing regarded as a pollutant! which detracts from the quality of life. 8oise is
an unwanted sound. 'he fluctions in the atmospheric pressure due to noise produces
unwanted auditory sensation the effect of this depends on the sound intensity and the
power transmitted in the direction of travel of noise. 'he unit of noise power is d/.
8.1 NOISE MEASUREMENT
6ost 8oise measurements are given in deci$els (d/). 'he reasons for using a
relative instead of on a$solute scale is $ecause of the magnitude of its pressure range
involved. 'he smallest sound pressure $y which a normal person can respond is *.***+
$ar. At a$ove +** $ar the sound is felt! as well as heard! while a$ove +*** $ar the
pressure levels are un$eara$le
.
It will $e convenient to measure the actual sound pressure compare it with
reference level (*.***+ $ar)! and then e&press the result in deci$els. 'hus sound
pressure level (spl) can $e given $y scale $etween * and 9+* d/ in mathematical term
,pl J +* log
po
p
1here p J measured pressure in $ar
p* J *.***+ $ar
An increase of : d/ represents a dou$ling of the sound intensity. ,ound is
attenuated as the distance from the source to the o$server is increased. 1hen maing
noise measurements from a valve! it is usual to tae readings at points situated ;C
*
from
the pipeline ($oth upstream and downstream) and at a radius of 9 meter away from the
valve $ody.
8.2 S)-+(", )3 7.07" &)$,"
6a0or sources of valve noises generated $y the passage of the process fluid through the
valve can $e due to a) mechanical vi$ration! $) cavitation! and c) aerodynamic.their
causes remedies are discussed here.
8.2.1 MECHANICAL VIBRATION
It is induced $y the pulsations of the flowing fluid. ,ome times it can lead to
resonance of valve trim and fatigue failure of stem! guides! etc 'he slacness in the
$earing or guides can give rise to oscillation of the internals. In severe cases the trim may
go into resonance followed $y rapid fatigue failure.
52
-eductions of guide clearance for $etter guiding! increasing the stem si%e!
change of mass or stiffening up of the plug! reversal of flow direction are some of the
possi$le solutions. -esonance phenomena generally occur at frequencies $etween +***
and F*** cycles/sec.
8.2.2 CAVITATION
'he collapse of vapour $u$$les in the liquid due to pressure recovery in
downstream! of the valve orifice results in cavitation.
'he velocity of fluid stream increases while passing through the control valve.
'he velocity is ma&imum at veena contracta! hence pressure is less. If the pressure is
less than the vapour pressure of the fluid! vapours are formed causing voids or cavities in
the stream. Once the down stream pressure recovers vapour cannot e&ist. 'hen the
voids / $u$$les are forced to collapse or implode. 'his implosion is the final stage of
cavitation and produces noise! vi$rations and occasionally leads to mechanical damage
to valve parts.
#avitations can $e alleviated $y reducing the pressure drop across the valve! $y
selecting low recovery trims/multiple velocity head loss trims.
8.2.3 AERODYNAMIC NOISE
'his is caused $y the re conversion of inetic energy through tur$ulence into
heat! down stream of throttling orifice handling compressi$le fluids. Aerodynamic noise
also produced $y a gas (compressi$le fluids) accelerating to super sonic velocity at
critical or higher pressure drops through the trim. 'he resulting shoc waves and general
tur$ulence at the fluid $oundary generate sound which travels down stream. 'his noise is
worst of all! ranging from whistling sound to a heavy roar (eg. (uring $oiler safety valve
discharge). ,ound pressure levels of 9:*d/A have $een noticed in severe cases.
/efore final selection of valve! if the e&amination of flow data suggests the
pro$a$ility of noise pro$lem!adopting some of the methods listed here can alleviate this
pro$lem.
a) /y fitting special internals! improved trims with in the valve.
$) /y fi&ing one are more fi&ed area devices in the down stream to reduce the
differential pressure across the valve in turn to reduce the noise
c) 7eavy wall piping down stream of the valve.
d) -educing the differential pressure across the valve $y manipulating the upstream
and down stream pressures wherever possi$le.
It is always $etter to anticipate a noisy situation and cater for it than have to try to
remove the difficulty later on! $ecause the pro$lems involved in rectifying an already
noisy installation can $e considera$le.
53
54
BODY AND BONNET OR COVER MATERIALS APPENDIX 1
,36/O=,'EE= -E=A'E( 'E64E-A'I-E =I6I'A'IO8, A44=I#A'IO8
A6E-I#A
,'A8(A-(,
=#/ car$on A,'6 -C* to :C* -C* to :C* =ow temperature
A:G+ E=#/
1#/ car$on A,'6 -+* to 9*** -:* to C;* ,team ! water! oil
A 9)-1#/ vapor gas and
general services.
1#9 car$on A'6 -+* to 9*** -:* to C;* 7igh temperature
6oly$denum A+9F E1#9
X N 6o
1#) #hromium A,'6 -+* to 9+** -:* to );C ,team! 1ater! Oil
6oly$denum "apor! 2as and
9.9/;N #r.9N6o 2eneral services
1#. #hromium A,'6 -+* to 9+** -:* to );C
6oly$denum A+9F-1# .
+.9/;N #r.9N 6o
#C #hromium A,'6 -+* to 9+** -:* to );C corrosive EErosive oil
6oly$denum A+9F-# C refinery service
CN #r.9/+N 6o
#9+ #hromium A,'6 -+* to 9+** -:* to );C
6oly$denum A+9F-# 9+
.N #r.9N 6o
,election of materials will $e dependent upon actual service conditions
A44=I#A'IO8 6A'E-IA= ,E-"I#E 'E64.-A82E (H5) A44-OL
'rim stainless steel standard trim material for most applications.
9G-9*-6o(:9))56/) high corrosion resistance. On clean liquids will
1ithstand pressure drop of +** psi] on clean -9** to G**
gases! critical pressure drop and $eyond
,tainless steel 9G-G-8$ similar to a$ove! $ut with slightly different
(:;F)(5#/) corrosion resistance properties. -:** to G**
,tainless steel G-G-'i
(:+9)(5(4) As a$ove -:** to G**
hardened stainless /rinell hardness ;**/;C*. good resistance to
steel (;+*)(57) erosion] for high pressure drop service. 5air
corrosion resistance. 6a& trim si%e ; in. -+* to G**
stellite face on co$alt-chromium-tungsten alloy. /rinell hardness on seats only
,tainless steel :)*/;**. good resistance to erosion for high -9** to G**.on
(9G-9*-6o) pressure drop service on liquids! steam or gasses seats and guides
E9** to 9C**
commonly face on As a$ove ! $ut high nicel chrome alloy $rinell on seats and guides
stainless (9G-9*-6o) hardness C:C/):* -9** to9C**
6anganese /ron%e low pressure and temp. service! should not $e -+** to :C*
used where a$rasive particles are present in the
fluid
6onel F*N nicel! :*N copper alloy. 7igh corrosion
-esistance! especially on alalis and salt solutions. -:** to 9***
-ecommended for reducing agents rather than
O&idi%ing
7astelloy ?$@ )CN nicel! :*N moly alloy. 7igh pressure -:** to 9***
-esistance against mineral acids (hydrochloric!
4hosphoric! sulphuric). 8ot recommended for
o&idi%ing agents.
7astelloy ?c@ )CN nicel! 9GN moly 9CN chrome alloy. 7igh -:** to 9***
#orrosion -esistance against o&idi%ing agents!
nitric acid !free chlorine! and acid solution of ferric
and cupric salts
8icel 7igh corrosion resistance against strong -:** to 9***
concentration of hot caustic soda and other alaline.
or neutral salts. 8ot recommended for strong
o&idi%ing agents
III /olts and 8uts
,tud $olt 9N chrome \ N 6ost regular applications. special alloys supplied when
moly steel required for special corrosion resistance.
8uts 7igh tensile
7igh treated steel
APPENDIB 2
SPECIFIC GRAVITY OF WATER AT VARIOUS TEMPERATURES
H5 H# 2 H5 H# 2 H5 H# 2 H5 H# 2
)+ 9F 9.*** +** .: *..): :9* 9C; *..9: ;+* +9) *.G;:
9** :G *...C +9* .. *..C. :+* 9)* *..*G ;:* ++9 *.G:)
99* ;: *...+ ++* 9*; *..CC ::* 9)) *..*; ;;* ++F *.G+G
9+* ;. *...* +:* 99* *..C9 :;* 9F9 *.G.) ;C* +:+ *.G+*
9:* C; *..GF +;* 99) *..;F :C* 9FF *.G.* ;)* +:G *.G9+
9;* )* *..G: +C* 9+9 *..;: :)* 9G+ *.GG; ;F* +;: *.G*;
9C* )) *..G* +)* 9+F *..:G :F* 9GG *.GFG ;G* +;. *.F.)
9)* F9 *..FF +F* 9:+ *..:: :G* 9.: *.GF9 ;.* +C; *.FGG
9F* FF *..F; +G* 9:G *..+. :.* 9.. *.G); C** +)* *.FG*
9G* G+ *..F* +.* 9;: *..+; ;** +*; *.GCF CC* +GG *.F:)
9.* GG *..)) :** 9;. *..9. ;9* +9* *.G;. )** :9) *.)GG
APPENDIB 3
SPECIFIC GRAVITY OF COMMON LI@UIDS =AT 15 C <16F>
Acetic Acid 9.*) Ether *.F: 8aphtha *.F)
Astron *.F. Ethyl Alcohol *.FG. 8itric Acid 9.C*
Alcohol (#ommercial ) *.G: 5luoric Acid 9.C* Olive Oil *..9.
Alcohol (4ure) *.F. 2asoline *.F+ 4alm Oil *..F
Ammonia *.G. 2asoline (8atural)*.)G 4entane *.)+;
/en%ene *.). 2lycerin 9.+) 4etroleum Oil *.G+
/en%oic Acid 9.+F 7ydrochloric Acid 9.9. 4hosphoric Acid 9.F)
/romine +..F 7ydrofluoric Acid *... -ape Oil *..+
#ar$olic Acid *..) Rerosene *.G* ,ulphuric Acid 9.G;
#ar$onic Acid *..+ =inseed Oil *..; 'ar 9.**
#ar$on (isulphide 9.+) 6# -esiduum *..:C 'urpentine Oil *.GF
#ar$on 'etrachloride 9.)* 6ercury 9:.CF "egeta$le Oils *..:
#hlorine 9.C) 6ethyl Alcohol *.F.) "inegar 9.*G
#hloroform 9.C* 6ineral Oil *..+ 1ater 9.**
(istillate *.GC 6uriatic Acid 9.+* 1ater (,ea) 9.*:
A44E8(IL ;
PHYSICAL PROPERTIES OF COMMON GASES
8ame 5O-6I=A Appro&. .
molecular 1t.
,pecific gravity
relative to air
,pecific heat
ratio (at 9 atm)
Acetylene #+7+ +).* *..* 9.+)
Air - +..* 9.** 9.;*
Ammonia 87: 9F.* *.C. 9.:*
Argon A ;*.* 9.:G 9.)F
/utane #;79* CG.* +.*G 9.99
#ar$on di o&ide #O+ ;;.* 9.C+ 9.:*
#ar$on mono&ide #O +G.* *..F 9.;*
#hlorine #l+ F9.* +.;. 9.:C
#yalogen #+8+ C+.* 9.G9 9.+)
Ethane #+7) :*.* 9.*; 9.++
Ethyl chloride #+7C#l );.C +.:) 9.9:
Ethylene #+7; +G.* *..F 9.++
5luorine 5+ :G.* 9.:9 -
7elium 7e ;.* *.9; 9.))
7ydro$romic acid 7/r G9.* +.F9 -
7ydrochloric acid 7#l :).C 9.+F 9.;*
7ydrogen 7+ +.* *.*). 9.;9
7ydrogen sulphide 7+, :;.* 9.9. 9.:+
Rrypton Rr G:.C +.G+ 9.)G
6ethane #7; 9).* *.CC 9.:+
6ethyl chloride #7:#l C*.C 9.FG 9.+*
8atural gas
- 9..C *.)F 9.+F
8eon 8e +*.+ *.).) 9.);
8itric o&ide 8O :*.* 9.*:) 9.;*
8itrogen 8+ +G.* *..F 9.;*
8itrous o&ide 8+O ;;.* 9.C+ 9.+G
O&ygen O+ :+.* 9.9* 9.;*
4entane #C79+ F+.* - 9.*.
4hosgene O##l+ ...* - -
4ropane #:7G ;;.* 9.C) -
4ropylene #:7) ;+.* 9.;C -
,ulphur dio&ide ,O+ );.* +.+) 9.+.
Lenon Le 9:9.* ;.C: 9.))
APPENDIB 5
CRITICAL PRESSURE OF VARIOUS FLUIDS
/ars (a$s) l$f/im+ (a$s)
Acetic Acid CG.* G;9
Acetone ;F.F ).9
Acetylene )+.+G .99
Air :F.F C;F
Ammonia 99+.G 9):)
Argon ;G.) F*C
/en%ene ;G.: F*9
/utane :).; C+G
#ar$on dio&ide F:.. 9*F+
#ar$on mono&ide :C.; C9;
#hlorine FF*+ 999.
(owtherm ^A^ :+.9 ;)C
Ethane ;..C F9F
Ethylene C9.+ F;+
5reon ;*.* CG*
7elium +.: ::
7ydrogen 9:.* 9GG
7ydrogen chloride G+.) 99.G
Iso$utene :F.C C;:
6ethane ;).; )F:
6ethyl alcohol F..F 99C)
8eon +).: :G9
8itrogen :;.* ;.:
8itrous o&ide F+.F 9*C;
O&ygen C*.; F:*
4entane ::.C ;GC
4hosgene C).G G+:
4ropane ;+.) )9G
4ropylene ;C.) ))9
-efrigerant 9+ ;*.F C.*
-efrigerant ++ ;..; F9)
sulphur dio&ide FG.F 99;9
water ++9.: :+9*
APPENDIB 6
AMERICAN NATIONAL STANDARD FOR CONTROL VALVE SEAT LEA;AGE
PURPOSE
'his standard esta$lishes a series of seat leaage classes for control valves and
defines the test procedures.
SCOPE AND LIMITATIONS
9. ,election of a leaage class is not restricted as to valve design $ut accepta$le values
for various commercially availa$le designers are suggested for each class.
+. 'he standard cannot $e used as a $asis for predicating leaage at conditions other than
those specified.
:. 'he standard does not apply to control valves with a rated #v less than *.9
DEFINITIONS
CONTROL VALVE
9. A valve with a power positioning actuator for moving closure mem$er to any position
relative to valve port or seat in response to and in proportion to an e&ternal signal. 'he
energy for a control valve actuator is derived from an independent source.
+. #ontrol valve $ody su$assem$lies on which an actuator is to $e mounted at some later
date are with in the intent of this definition.
:. #v An e&perimentally determined valve si%ing coefficient. (-ef. I,A ,:..9! +! : and ;)
;. -ated valve capacity. 'he quantity of test fluid (air or water) that would pass through the
valve at rated travel under! stated pressure conditions as determined $y the appropriate
equations and manufactures ratings.
C. -ated travel. 'he valve travel at which the manufacturer@s rating is esta$lished.
). ,eat leaage. 'he quantity of test fluid passing through an assem$led valve in the
closed position under the conditions as defined.
LEA;AGE SPECIFICATIONS 4 CLASSES
'he ma&imum allowa$le seat leaage as specified for each class shall not e&ceed
the seat leaage in 'a$le 9 using the test pressure as defined in section C. 5or #lass II
through I" each and every valve shall $e tested.
CLASS I
A modification of any class II! III! or I" valves where design intent is the same as the
$asicclass! $ut $y agreement $etween user and supplier! test is required.
CLASS II
'his class esta$lishes the ma&imum permissi$le leaage generally associated with
commercial dou$le seat. (ou$le seat control valves or $alanced single port control valves
with a piston ring seal and metal Eto- metal seal! use the test procedure type A.
CLASS III
'his class esta$lishes the ma&imum permissi$le leaage generally associated with
class II! (;.+.+) $ut requires higher degree of seat and seal tightness. Ise test procedure
'ype A
CLASS IV
'his class esta$lishes the ma&imum permissi$le leaage generally associated with
commercial un$alanced single - port! single seat control valves and $alanced single E port
control valves with e&tra tight piston rings or other sealing means metal Eto-metal seats.
Ise test procedure 'ype A
CLASS V
'his class is usually specified for critical applications where the control valve may $e
required to $e closed! with out a $locing valve! for long periods of time with high differential
pressure across the seating a surfaces. It requires special manufacturing assem$ly and
testing techniques. 'his class is generally associated with metal seat! un$alanced single E
port! single seat control valves or $alanced single port designs with e&ceptional seat and
seal tightness. Ise test procedure 'ype / using water at the ma&imum operating differential
pressure.
CLASS VI
'his class esta$lishes the ma&imum permissi$le seat leaage generally associated with
resilient seating control valves either un$alanced or $alanced single-port with AOB rings or
similar popular seals. Ise test procedure 'ype #.
TABLE E 1
L".I./"
(0.,,
M.?$5-5 ,".* 0".I./" T",* !+)("'-+"
#=A,, I
#lass II
,ee ;.+.+)
#lass III
(,ee ;.+.:)
#lass I"
(,ee ;.+.;)
,ee 4aragraph ;.+.9
*.CN of rated valve capacity
*.9N of rated valve capacity
*.*9N of rated valve capacity
8one
'ype A
(,eeC.9)
'ype A
(,eeC.9)
'ype A
(,eeC.9)
#lass " C & 9*
-;
ml per minute of water per 'ype /
Inch of orifice diameter per psi differential (,eeC.+)
(C&9*
-9+
m
:
per second of water per mm of
orifice diameter per $ar differential).
#lass "I =eaage as per paragraph C.:.; as e&pressed 'ype #
In ml per minute versus port diameter. (,eeC.:)
TEST PROCEDURES
T",* !+)("'-+" *!" A.
'est medium shall $e clean air or water at 9*-C+
*
# (C*-9+CH 5).
4ressure of test medium shall $e :-; $ar (;C-)* psig) or the ma&imum
operating differential pressure whichever is less.
=eaage flow and pressure data shall $e accurate to _ 9* percent of reading.
'he test fluid shall $e applied to the normal or specified valve $ody inlet. 'he valve
$ody out let may $e open to atmosphere or connected to a low headless-
measuring device.
'he actuator shall $e ad0usted to meet the operating conditions specified .'he full
normal closing thrust as applied an air pressure! a spring or other means shall
then $e applied. 8o allowance or ad0ustment shall $e made to compensate for the
increase in seat load o$tained! when the test differential is less than the ma&imum
valve operating differential pressure.
On valve $ody assem$lies made for stoc! tested without the actuator. A test
fi&ture should $e utili%ed which applies a net seat load not e&ceeding the
manufacturer
!
s normal e&pected load under ma&imum service conditions.
On water test! care shall $e taen to eliminate air pocets in the vale $ody and
piping.
'he leaage rate thus o$tained can then $e compared to the calculated values for
#lass 99!999! and 9"! in ta$le 9.
TEST PROCEDURE TYPE B
'he test fluid shall $e clean water at 9*-C+
*
(C*-9+Cf)
'he water test differential pressure shall $e the ma&imum service pressure drop
across the valve plug! not e&ceeding the ma&imum operating pressure at room
temperature as determined $y A8,I /9).9! /9).C! or /9).:;! or some lesser
pressure $y individual agreement (F $ars or 9** psi pressure drop minimum).
4ressure measurement accuracy is to $e in accordance with paragraph C.9.:.
'est fluid shall $e applied to the normal or specified inlet of the valve $ody. 'he
valve plug shall $e opened and the valve $ody assem$ly filled completely with
water! including outlet portion and any downstream connecting piping and then
closed.
'he water test differential pressure as specified in C.+.+ is then applied with the
actuator ad0usted to meet the operating conditions specified. 'he net actuator
thrust shall $e the specified ma&imum. 8et actuator *2+-,* .6)7" the specified
ma&imum is not to $e used.
1hen leaage flow is sta$ili%ed! the quantity should $e o$served over a period of
time sufficient to o$tain the accuracy under paragraph C.9.:.
'he leaage rate thus o$tained shall not $e greater than the value calculated from
the definition of ma&imum seat leaage for class " as shown in ta$le 9. 'he orifice
diameter is understood to $e the diameter at the point of seating contact at the
nearest + millimeters(9/9) inch)
TEST PROCEDURE TYPE CG CLASS VI
'est medium shall $e air or nitrogen gas at 9*-C* deg c (C+-9+C 5)
4ressure of the test medium shall $e the ma&imum rated differential pressure across the
valve plug or :.C $ar (;C psi) whichever the least.
'he test fluid shall $e applied to the normal or specified valve $ody inlet! and the outlet
connected to a suita$le measuring device.
1ith the control valve ad0usted to meet the operating conditions specified (see
paragraphs C.9.C! and C.9.)) and with sufficient time allowance for sta$ili%ing flow! the
lea rate shall not e&ceed the values in 'a$le +.
TABLE 2
8ormal port diameter leaage
6illimeters inches ml per minute $u$$les per minute
+C 9 *.9C 9
:G 9.C *.:* +
C9 + *.;C :
); +.C *.)* ;
F) : *..* )
9*+ ; 9.F* 99
9C+ ) ;.** +F
+*: G ).FC ;C
/u$$les per minute as ta$ulated are a suggested alternative $ased on a suita$le
cali$rated measuring device! in this case *.+C inch ().: mm) O.(. & *.*:+ inch (*.G mm)
wall tu$e su$merged in water to a depth of from 9/G to \ inch (: to ) mm). 'he tu$e end
shall $e cut square and smooth with no chamfers or $urrs and the tu$e a&is shall $e
perpendicular to the surface of the water. Other operators may $e constructed and the
num$er of $u$$les per minute may differ from that shown in ta$le + as they correctly
indicate the flow in ml per minute.
4rovisions should $e made to avoid over pressuri%ing of the measuring devices
resulting from inadvertent opening of the valve plug.
APPENDIB 7
TYPICAL SPECIFICATION FOR CONTROL VALVE.
#lient< 'hermal station.
4ro0ect< '4, +&+9*. 61.
4urpose< #ondensate drain of ,#A47.
>uantity< +&+
FLOW DATA #
5luid< #ondensate.
'emperature< ++C
*
#
In let pressure(49) 9C ata.
4ressure drop (si%ing) *..+F g/cm
+
() N of p9)as fluid is flashing.
(iff pressure (shut off) 9C ata.
5low rate (ma&) (nor.) 9+*** g/ hr.
,.2/(ensity/61/"iscosity < *.GFF9
#v cal/ (esign 9C.;/+;
II. VALVE SPECIFICATIONS#
,i%e $ody/port< 9 XB & 9 XB
6odel depends on application Din consultation with supplier
End connections< A8,I :** -5
/ody material< A +9) 2r 1#/(scph +)
'rim material< AI,I :9) ,telited.
#haracteristics< =c@ on-off.@
4lug guiding< 'op.
/onnet< 5inned.
2asets< "-C;:.`
Action on air failure< #lose.
Isolating valve< yes
ACTUATOR#
6odel< Electrical / pneumatic
,pring range(Rg/#m
+
) 'ype ? A @with linear movement 6a&. 'hrust +*** Rg .,troe E +Cmm.
ACCESSORIES #
4ositioner. 'orque switches with holding relays! motion
'ransmitter (* E 9+* )! position indicator.
O-
4neumatically operated etc.
7and wheel ,ide/'op< 3es('op).
=imit switch 3es (+ nos)
I/- certificate< 3es.
E&tra information< As applica$le.
APPENDIB 8
VALVES FOR DIFFERENT APPLICATIONS.
L)(.*$)& )3 .!!0$(.*$)& C2.+.(*"+$,*$( A(*-.*)+ M.I"<,-!!0$"+
-.7 Emergency $loc valve 5lash flow linear (iaphragm /lacD/arough
type
5eed water control valve J N "4 E ) I.=.4.
5eed water control valve =inear "4 - F I.=.4.
,.7. ,pray control valve 5lash flow J N (iaphragm /lacD/arough
-.7. ,pray control valve !! !! !!
,#A47 drain =.#. on-off Electrical I.=.4.(-oper)
7ot- well mae-up control J N "A9( A
,team to wagon heating J N "A+( A
#./.(.e&pander drain level =.#. "A9- A
Au&iliary steam to deaerator 4r. J N " "A+( A .
control
#old reheat steam to !! !! !! "A;( A
5.1.#. valve N" "4.F A
=o-load feed control !! "4.) A
Au&.steam to fuel oil- N # 7'4 A
-suction header
=*2$, 5. &)* 6" . +-0" *) -," *2" ,.5" *!" )3 7.07" $& .00 ,$5$0.+ .!!0$(.*$)&,. -,"+,
.+" +"C-",*"' *) -&'"+,*.&' ".(2 .!!0$(.*$)&9 .&' ,"0"(* *2" ,-$*.60" 7.07".>
APPENDIB D
(IA47-A26- 8ylon -einforced 8eoprene! E&tra =arge Area Assures Accurate
4ositioning Of Inner "alve.
,4-I82 A(YI,'6E8'-Allows : 'o 9C 4,I Inner "alve 'ravel 5or All =ine 4ressures
'-A"E= I8(I#A'O--7andy -eference $etween 5ull Open to 5ull #losed.
4A#RI82 #=A8(-2raphite As$estos or 'eflon 4acing -ings Assure A 'ight ,eal with
6inimum 5riction.
I88E- "A="E- "-4orted 1ith 'op And /ottom ,irt 2uide.
/OO'-Availa$le In A ,election Of 6aterials And End #onnections.
(I"E-'I82 4A''E-8-One Inlet! 'wo Outlets! "-4ort Inner "alve 4rovides 6odified
=inear 5low #haracteristic 5or Each Outlet.
6ILI82 4A''E-8-'wo Inlets! One Outlet! "-4ort Inner "alve 4rovides 6odified =inear
5low #haracteristic 5or Each Inlet.
=I/-I#A'O--(8ot ,hown) "alve Application (etermines 'ype Of =u$ricant 5urnished.
=u$ricator Isolation "alve ,upplied 1ith #ast ,teel #ontrol "alves.
DIVERTING OPERATION
'he Inner "alve Is =ocated Outside 'he 'wo ,eat -ings. 5or A 'hrottling 4ositions
'he "-4ort 4lugs Always #lose Against 'he 5low Of 'he #ommon Inlet! Adding 'o
Operational ,ta$ility. 'he 4ossi$ility Of ?,lamming@ And ?7ammer@ Are Eliminated
Even 1hen 'he Inner "alve Is Yust Off 'he ,eat.
MIBING OPERATION
'he Inner "alve Is =ocated Inside 'he 'wo ,eat -ings. 5or All 'hrottling 4ositions
'he "-4ort 4lugs Always #lose Against 'he Incoming 5low. Internal 5orces
(eveloped /y 'he 'wo Inlet Oppose Each Other! #reating =ittle If Any In$alance
And 'here$y Assuring Against 'he 4ossi$ility Of ?,lamming@ And ?7ammer@ 1hen
'he Inner "alve Approaches 'he #ritical 4osition Yust Off 'he ,eat.
Val"e si:e;< =< 1< 1 1-4<1 ;<2< 21-2<Mi>i!g
5.3#.211.32&.13&.54$.&#$.$2i"er(i!g5.5#.611.%21.132.&5&.4$2.#Val"e
si:e3<4<5<6<$<1&<12<Mi>i!g1&11422143#6662%3111&&2i"er(i!g1&614%2253%66%
5%#$12#&
APPENDIB 1:
'hrottle 4lug #ontrol "alve recommended for low pressure drop applications. 'he
machined contour around the plug periphery maes the valve suita$le for fluids carrying
suspended solids.
APPENDIB 11
V PORT CONTROL VALVE
"-port #ontrol valve used for precise throttling control. 'ypical applications such as feed
water control! steam pressure radiation! heater level control! etc.
APPENDIB 12
VOLUMETRIC RATE OF FLOW
=itre 4er
second
t/s
=itre 4er
minute
t/min
#u$ic meter
4er hour
6:/h
#u$ic foot
4er hour
5t:/h
#u$ic foot
4er minute
5t:/m
IR gallon
4er minute
I, gal/min
IR gallon
4er minute
I, gal/min
I, $arrel
per day
I,
$arrel/d
1
:.:17
:.278
:.::8
:.472
:.:76
:.:63
:.::2
6:
1
16.667
:.472
28.317
4.546
3.785
:.11:
3.6
:.:6
1
:.:283
1.66D:
:.2728
:.2271
:.::66
127.133
2.118D
35.3147
1
6:
D.6326
8.:2:D
:.2338
2.118D
:.:353
:.5886
:.:167
1
:.16:5
:.1337
:.::3D
13.2
:.22
3.666
:.1:4
6.22D
1
:.833
:.:24
18.85
:.264
4.4:3
:.125
7.48:
1.2:1
1
:.:2D
543.43D
D.:57
15:.D55
4.275
256.475
41.175
34.286
1
FORCE
8ewton
8
Rilonewton
8
Rilogram-force `
Rgf
4ound-force
l$f
9
9***
..G*F
;.;;G
*.**9
9
*.**.G
*.**;;
*.9*+
9*9..F
9
*.;C;
*.++C
++;.G9
+.+*C
9
MOMENT OF FORCE
APPENDIB 13
8ewton
6eter (8 6)
Rilonewton
6eter (8 m)
Rilogram force
6eter (Rgf m)
4ound force
Inch(=$f in)
4ound 5oot
(=$f ft)
9
9***
..G*F
*.99:
9.:C)
*.**9
9
*.**.G
9.9:`9*-;
*.**9;
*.9*+
9*9..F+
9
*.*99C
*.9:G
G.GC
GGC9
)).G
9
9+
*.F:G
F:F.)
F.+::
*.*G:
9
B$60$)/+.!2
9. "alve users manual edited $y Y.emplay.
+. =yons Encyclopedia of valves $y Yerry =. =yons ! 4.E.
#arl . =. Asland.0r.
:. #ontrol valves lecture notes $y ,. -aghavachari
;. #ourse meterial of I=4.
C. 'echnical $rochures of E
a) /lae$orough valves.
$) 4u$lications of /7E=.
#) 5isher governor
d) I=4 product catalogue.
e) 6asoneilan
f) /ailey /ritain
g) /acon rotor controls
h) Reltron control
). 'echnical papers from power maga%ines.
F. 84'I control D instrumentation manuals
G. #ontrol valves lecture notes $y ,. Rarthieyan I=4.
.. #ontrol valves lecture notes $y '.,.8am$iar I=4
9*. #ontrol valves lecture notes $y 2.R.4illai I=4.
Você também pode gostar
- Siemens Valve SizingDocumento32 páginasSiemens Valve SizingSteven Wei100% (2)
- Cavitation GuideDocumento4 páginasCavitation Guidezulfikar1980Ainda não há avaliações
- Logix Architecture: (Confidential - For Internal Use Only)Documento71 páginasLogix Architecture: (Confidential - For Internal Use Only)ABVSAIAinda não há avaliações
- GE FanucDocumento21 páginasGE FanucABVSAIAinda não há avaliações
- PhastDocumento36 páginasPhastNilambar Bariha100% (1)
- Control Valve Sizing. BaumanDocumento12 páginasControl Valve Sizing. BaumanEdgar HuancaAinda não há avaliações
- European Standards For Control Valve SizingDocumento11 páginasEuropean Standards For Control Valve SizingleotvrdeAinda não há avaliações
- Control Valve SizingDocumento7 páginasControl Valve SizingJojolasAinda não há avaliações
- Basic Control Valve and Sizing and SelectionDocumento38 páginasBasic Control Valve and Sizing and SelectionNguyen Anh Tung50% (2)
- Control Valve Presentation (Compatibility Mode)Documento134 páginasControl Valve Presentation (Compatibility Mode)mms2007Ainda não há avaliações
- Valve Selection PDFDocumento5 páginasValve Selection PDFKamil MarszałekAinda não há avaliações
- Manuals Control ValveDocumento257 páginasManuals Control Valvetreetree100% (1)
- Control Valve Sizing PDFDocumento5 páginasControl Valve Sizing PDFjainrakeshj4987Ainda não há avaliações
- Control ValvesDocumento26 páginasControl ValvesTirado Melchor Angel Miguel100% (1)
- Control Valve SizingDocumento144 páginasControl Valve SizingIbrahim Naseer100% (10)
- Control Valve Questions PDFDocumento106 páginasControl Valve Questions PDFRajesh Krishnamoorthy80% (5)
- Pressure Relief ValvesDocumento42 páginasPressure Relief ValvesMohamed Sayed Abdo100% (2)
- Control Valve Technical SpecificationDocumento17 páginasControl Valve Technical Specificationzainrajakmawi100% (2)
- Engineering Design Guideline Control Valve Rev 6Documento20 páginasEngineering Design Guideline Control Valve Rev 6ask_friend50% (4)
- System Curves-Pump CurvesDocumento87 páginasSystem Curves-Pump CurvesChandaKundaAinda não há avaliações
- Safety Valve SizingDocumento33 páginasSafety Valve SizingAshok Kumar100% (1)
- Control Valves Sizing HandbookDocumento28 páginasControl Valves Sizing Handbookakamalapuri388100% (1)
- ABB Control ValveDocumento30 páginasABB Control ValveHafzi88% (8)
- Pressure Drop in Pipe Fittings and Valves - Equivalent Length and Resistance CoefficientDocumento9 páginasPressure Drop in Pipe Fittings and Valves - Equivalent Length and Resistance CoefficientRapee PuaksungnoenAinda não há avaliações
- Open Vessel Level CalculationDocumento11 páginasOpen Vessel Level CalculationAnurag GuptaAinda não há avaliações
- Control Valve CalcDocumento7 páginasControl Valve Calcartneves100% (1)
- Control ValvesDocumento103 páginasControl ValvesImtinan Mohsin100% (2)
- PSV Scenario and CalculationDocumento35 páginasPSV Scenario and Calculationminhphuongpham100% (9)
- Control Valve SizingDocumento36 páginasControl Valve SizingOmar Samir100% (2)
- General Control Valves TrainingDocumento37 páginasGeneral Control Valves TrainingMohd Amani100% (2)
- Control Valve SizingDocumento21 páginasControl Valve Sizingtiwarishailendra2198Ainda não há avaliações
- Pipe Fittings, ValvesDocumento10 páginasPipe Fittings, Valvesaasatti100% (1)
- Types of ValvesDocumento11 páginasTypes of ValvesRahulTewariAinda não há avaliações
- Walworth Check ValvesDocumento24 páginasWalworth Check ValvesFahad RockingAinda não há avaliações
- Lesson Diaphragm Valves, Pinch Valves and Instrument Valves: Sub-ObjectiveDocumento8 páginasLesson Diaphragm Valves, Pinch Valves and Instrument Valves: Sub-Objectivemister pogiAinda não há avaliações
- Figure 7-7 - Plug Valve Detail: Ball ValvesDocumento8 páginasFigure 7-7 - Plug Valve Detail: Ball ValvesEmad SaadAinda não há avaliações
- Design and Selection Criteria For Check ValvesDocumento26 páginasDesign and Selection Criteria For Check Valvesmhopgood100% (3)
- Valves 110722053925 Phpapp01Documento77 páginasValves 110722053925 Phpapp01Jogi Oscar SinagaAinda não há avaliações
- Valves Gate DamperDocumento54 páginasValves Gate DamperLalit MeenaAinda não há avaliações
- ValveTypesSelection - ControlsWikiDocumento42 páginasValveTypesSelection - ControlsWikiMayur PatelAinda não há avaliações
- Control ValveDocumento37 páginasControl Valvevipin12krishnan100% (2)
- Fdocuments - in Valves PPTPPTXDocumento87 páginasFdocuments - in Valves PPTPPTXAh HmedAinda não há avaliações
- Valves: Oscar Mauricio Cala Camacho - 2152815 Iván Darío Nova Uribe - 2142795 Facilidades de Superficie Grupo H1 2020-1Documento34 páginasValves: Oscar Mauricio Cala Camacho - 2152815 Iván Darío Nova Uribe - 2142795 Facilidades de Superficie Grupo H1 2020-1Oscar CalaAinda não há avaliações
- Valve: Jump ToDocumento26 páginasValve: Jump Topratishgnair100% (1)
- Valves All TypesDocumento77 páginasValves All TypesShyam Prasad K S100% (1)
- ValvesDocumento44 páginasValvesأحمد محمد قدريAinda não há avaliações
- List The Main Features of Globe ValveDocumento3 páginasList The Main Features of Globe ValveArvin Rei SanquilosAinda não há avaliações
- Control ValveDocumento39 páginasControl Valveryukyu100% (1)
- Lesson Check Valves: Sub-ObjectiveDocumento7 páginasLesson Check Valves: Sub-Objectivemister pogiAinda não há avaliações
- Lesson Globe Valves: Sub-ObjectiveDocumento9 páginasLesson Globe Valves: Sub-Objectivemister pogiAinda não há avaliações
- Valve SelectionDocumento8 páginasValve SelectionShreya Sahajpal KaushalAinda não há avaliações
- Gate ValveDocumento19 páginasGate ValveMohammed Jawad AyubAinda não há avaliações
- Valves: Training Centre Monday, April 21, 2014Documento77 páginasValves: Training Centre Monday, April 21, 2014Abdullah Sabry AzzamAinda não há avaliações
- Control Valve PDFDocumento39 páginasControl Valve PDFRush SfAinda não há avaliações
- Valve Types and ApplicationsDocumento82 páginasValve Types and Applicationsrajeshn1Ainda não há avaliações
- Lesson Piston Valves: Sub-ObjectiveDocumento4 páginasLesson Piston Valves: Sub-Objectivemister pogiAinda não há avaliações
- ESD ValveDocumento4 páginasESD ValveKyrie Abaya100% (1)
- ValvesDocumento82 páginasValvespuru55980Ainda não há avaliações
- Chapter 8Documento19 páginasChapter 8Ronald Zapata VásquezAinda não há avaliações
- Valve & Type of ValesDocumento82 páginasValve & Type of Valesvipinct83% (6)
- Valves: Training Centre Wednesday, December 7, 2 016Documento77 páginasValves: Training Centre Wednesday, December 7, 2 016Hoang DucAinda não há avaliações
- WWW - Previousyearpapers.in - Pdfview - HTML - Id 0BzOoGOAZC - 3wemFqUHpoOHJLUTQ&name Class 9Documento1 páginaWWW - Previousyearpapers.in - Pdfview - HTML - Id 0BzOoGOAZC - 3wemFqUHpoOHJLUTQ&name Class 9ABVSAIAinda não há avaliações
- Instrument HOOK - UP Drawing Basics - Industrial Automation - Industrial Automation, PLC Programming, Scada & Pid Control SystemDocumento2 páginasInstrument HOOK - UP Drawing Basics - Industrial Automation - Industrial Automation, PLC Programming, Scada & Pid Control SystemABVSAIAinda não há avaliações
- Process Control Fundamentals 2Documento73 páginasProcess Control Fundamentals 2Otuekong Ukpong100% (2)
- GT Control FundamentalsDocumento31 páginasGT Control FundamentalsJitu Jena100% (4)
- Final List For Website 2014-15 PDFDocumento156 páginasFinal List For Website 2014-15 PDFABVSAIAinda não há avaliações
- Asset Management MaximoDocumento446 páginasAsset Management MaximoABVSAIAinda não há avaliações
- Basic InstrumentDocumento85 páginasBasic InstrumenthaseebmonAinda não há avaliações
- Instrumentation & Control: Larsen & Toubro Limited Epc Power Training ManualDocumento62 páginasInstrumentation & Control: Larsen & Toubro Limited Epc Power Training ManualABVSAIAinda não há avaliações
- Steam and Water Sampling System: Larsen & Toubro Limited Epc Power Training ManualDocumento13 páginasSteam and Water Sampling System: Larsen & Toubro Limited Epc Power Training ManualABVSAIAinda não há avaliações
- Maximo Comp OverviewDocumento16 páginasMaximo Comp OverviewABVSAIAinda não há avaliações
- Continuous Emission Monitoring System (CEMS) : Larsen & Toubro Limited Epc Power Training ManualDocumento28 páginasContinuous Emission Monitoring System (CEMS) : Larsen & Toubro Limited Epc Power Training ManualABVSAIAinda não há avaliações
- Generator Relay SettingsDocumento34 páginasGenerator Relay SettingsABVSAI50% (2)
- Governor TroubleshootingDocumento11 páginasGovernor TroubleshootingABVSAIAinda não há avaliações
- Advant Controller 4050series eDocumento124 páginasAdvant Controller 4050series eABVSAIAinda não há avaliações
- Excitation Sys & SFCDocumento55 páginasExcitation Sys & SFCABVSAI100% (1)
- SyncronisingDocumento17 páginasSyncronisingABVSAIAinda não há avaliações
- Fault Level AnalysisDocumento24 páginasFault Level AnalysisABVSAIAinda não há avaliações
- AlternatorProtection REV 01Documento42 páginasAlternatorProtection REV 01ABVSAIAinda não há avaliações
- Chapter 30 Fundamentals of Welding ProcessesDocumento28 páginasChapter 30 Fundamentals of Welding ProcessesNguyên Bành QuốcAinda não há avaliações
- L-20 General Characterstics of The P-Block ElementsDocumento10 páginasL-20 General Characterstics of The P-Block ElementsAkhilesh KumarAinda não há avaliações
- Lecture 2 Non Ideal FlowDocumento35 páginasLecture 2 Non Ideal FlowRobinson AAinda não há avaliações
- ASTM D 635 - 百度文库Documento7 páginasASTM D 635 - 百度文库Anonymous ntZm8aUSuAinda não há avaliações
- Cbse Sample Paper 2023 Class 10Documento11 páginasCbse Sample Paper 2023 Class 10Garvit BhelAinda não há avaliações
- SLV General Introduction To Welding TechnologyDocumento35 páginasSLV General Introduction To Welding TechnologyMohammad Sobhan RajabiAinda não há avaliações
- Report On ICM Project: Rutherford ScatteringDocumento10 páginasReport On ICM Project: Rutherford ScatteringSaurabh KumarAinda não há avaliações
- Ps 12Documento2 páginasPs 12CLERK SULCA QUISPEAinda não há avaliações
- What Is Polymer Chemistry?Documento8 páginasWhat Is Polymer Chemistry?ハジャ 咲良Ainda não há avaliações
- Lactic Acid Production From Glycerol Using CaO As Solid Base CatalystDocumento8 páginasLactic Acid Production From Glycerol Using CaO As Solid Base CatalystlarguedasAinda não há avaliações
- Sri Chaitanya IIT Academy., India.: Key SheetDocumento38 páginasSri Chaitanya IIT Academy., India.: Key SheetAjay BhatnagarAinda não há avaliações
- Practice Test-03 For AIATS-05Documento16 páginasPractice Test-03 For AIATS-05Urja Moon0% (1)
- What Is Wave Soldering Temperature Profile A Comprehensive Guide To SolderingDocumento13 páginasWhat Is Wave Soldering Temperature Profile A Comprehensive Guide To SolderingjackAinda não há avaliações
- Alchemical TalesDocumento15 páginasAlchemical TalesVic LoveAinda não há avaliações
- ASTM D 323 (Presión de Vapor Reid)Documento11 páginasASTM D 323 (Presión de Vapor Reid)Shirley GutierrezAinda não há avaliações
- UraniniteDocumento14 páginasUraniniteThet Htoo SanAinda não há avaliações
- Assignment 1Documento2 páginasAssignment 1Sakshi Gupta0% (1)
- TKC BiodataDocumento39 páginasTKC Biodataevie manullang0% (1)
- Cc1 Amino AcidsDocumento8 páginasCc1 Amino AcidsDarwin CruzAinda não há avaliações
- Ceramkii WebDocumento2 páginasCeramkii WebD01Ainda não há avaliações
- Coa Edta 4naDocumento1 páginaCoa Edta 4nahuythai2011Ainda não há avaliações
- 5lab - Serial DilutionDocumento3 páginas5lab - Serial DilutionBianca AAinda não há avaliações
- System Practices For Ammonia and Carbon Dioxide RefrigerantsDocumento27 páginasSystem Practices For Ammonia and Carbon Dioxide Refrigerants1940LaSalleAinda não há avaliações
- Poortalari 2017Documento57 páginasPoortalari 2017DWNLD USRMLAinda não há avaliações
- Swissvax HandbookDocumento72 páginasSwissvax HandbookMohsen GolmohammadiAinda não há avaliações
- Practice Exam Questions: Unit 4Documento2 páginasPractice Exam Questions: Unit 4alamphyAinda não há avaliações
- Polyethylene TerephthalateDocumento4 páginasPolyethylene TerephthalateClarisse Joyce GenerAinda não há avaliações
- Cell Free Gene Expression Methods and Protocols Humana, 2022Documento437 páginasCell Free Gene Expression Methods and Protocols Humana, 2022rommell AlvaradoAinda não há avaliações
- Sedimentation Tank DesignDocumento7 páginasSedimentation Tank DesignMichael Asmith Unique67% (3)