Escolar Documentos
Profissional Documentos
Cultura Documentos
GonzalezMartinez Diego TD 2013
Enviado por
Jesus Martinez CruzDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
GonzalezMartinez Diego TD 2013
Enviado por
Jesus Martinez CruzDireitos autorais:
Formatos disponíveis
UNIVERSIDAD DE A CORUA
DEPARTAMENTO DE INGENIERIA NAVAL Y OCENICA
ESCUELA POLITECNICA SUPERIOR
EVOLUCIN DE LOS PROCESOS DE DISEO,
FABRICACION Y MONTAJE DE TUBERIA EN
CONSTRUCCION NAVAL: OBTENCIN DE UN
PROCESO DE CONTROL INTEGRADO DE
DISEO DE TUBERIA APLICABLE A BUQUES
MILITARES Y A BUQUES CIVILES
AUTOR: DIEGO GONZALEZ MARTINEZ
DIRECTOR: JOSE ANGEL FRAGUELA FORMOSO
AO: 2013
TESIS DOCTORAL
UNIVERSIDAD DE A CORUA
DEPARTAMENTO DE INGENIERIA NAVAL Y OCENICA
ESCUELA POLITECNICA SUPERIOR
EVOLUCIN DE LOS PROCESOS DE DISEO,
FABRICACIN Y MONTAJE DE TUBERIA EN
CONSTRUCCIN NAVAL: OBTENCIN DE UN
PROCESO DE CONTROL INTEGRADO DE
DISEO DE TUBERIA APLICABLE A BUQUES
MILITARES Y A BUQUES CIVILES
AUTOR: DIEGO GONZALEZ MARTINEZ
DIRECTOR: JOS NGEL FRAGUELA FORMOSO
AO: 2013
TESIS DOCTORAL
AGRADECIMIENTOS
A mi Director de Tesis, el Doctor Ingeniero Naval Jos ngel Fraguela
Formoso, por su incansable estmulo y por lo gran persona que me ha
demostrado ser.
A D. Alberto Fernndez Lozano gerente de la empresa Diseo Naval e
Industrial S.L. por confiar en mi para su empresa en la que he aprendido
muchas de las cosas que hoy se.
A D. Angel Agustn Garca Carro y a D. Agustn Cagigao Porto por su paciencia
a la hora revivir los modos de trabajar en los de departamentos de tuberas de
oficina tcnica de tiempos pasados, as como por su empeo en mostrarme los
actuales.
Y ya por ltimo, agradecer a todos aquellos que de algn modo u otro han
hecho posible la realizacin de esta Tesis.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
1
INDICE GENERAL
CAPITULO 1. RESUMEN....................................................................... 4
CAPITULO 2. INTRODUCCIN............................................................. 7
CAPITULO 3. OBJETIVOS................................................................... 14
CAPITULO 4. ESTADO DEL ARTE..................................................... 15
4.1. EVOLUCIN DE LOS TRABAJOS DE DISEO DE TUBERA Y DE LOS
MTODOS Y ESTRATEGIAS APLICADAS EN CONSTRUCCIN DE BUQUES... 17
4.1.1. Representacin didrica de los aos 60. .............................................. 17
4.1.2. Representacin isomtrica de principio de los aos 70. ........................ 17
4.1.3. Clculo por ordenador (deformacin del dibujo) de mediados de los
aos 70.. .................................................................................................. 19
4.1.4. Conexin entre ingeniera de diseo de tubera y fabricacin de tubera
de mediados de los aos 70. ........................................................................ 19
4.1.5. Maquetas de mediados y finales de los aos 70.................................... 20
4.1.6. Sistema pelmatic de principio de los aos 80. ...................................... 21
4.1.7. Sistemas cad/cam de las dcadas de los 80-90. .................................... 21
4.1.8. Sistemas de interferencias de las dcadas 80-90. ................................. 23
4.1.9. Etapas de construccin y productos intermedios de los aos 90. .......... 29
4.1.10. Prefabricacin de tubera y mdulos de los aos 90............................ 32
4.1.11. Armamento integrado (aos 90 y ao 2000 en adelante). ..................... 39
4.1.12. Control estadstico de los procesos en la construccin integrada
(finales de los aos 90 y ao 2000 en adelante). ............................................ 43
4.1.13. Estrategia constructiva (aos 90 y ao 2000 en adelante). ................... 43
4.1.14. Gestin del ciclo de vida del producto: PLM (product lifecycle
management) el Futuro ............................................................................. 54
4.2. EVOLUCIN DE LOS TRABAJOS DE FABRICACIN DE TUBERA EN
BUQUES..................................................................................................... 65
4.2.1. Almacenamiento y suministro de materiales ........................................ 65
4.2.2. Identificacin y corte de tubera........................................................... 68
4.2.3. Curvado de tubos ............................................................................... 69
4.2.4. Verificacin o inspeccin de la tubera................................................. 71
4.2.5. Supresin de defectos ........................................................................ 73
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
2
4.2.6. Limpieza de tubera............................................................................. 73
4.2.7. Unin de tubos e incorporacin de accesorios e injertos. ..................... 75
4.3. EVOLUCIN DE LOS TRABAJOS DE MONTAJE DE TUBERA EN
BUQUES.................................................................................................... 89
4.3.1. Mejora de los trabajos de montaje de tubera con la utilizacin de
herramientas CAD/CAM............................................................................... 89
4.3.2. Aparatos a instalar en la fase de montaje de la tubera.......................... 91
4.3.3. Fases o modos de realizar el montaje de tubera ................................ 126
4.3.4. Premisas bsicas a tener en cuenta en el montaje de tubera .............. 128
CAPITULO 5. METODOLOGA CUALITATIVA............................... ..129
5.1. GENERALIDADES SOBRE LA NORMALIZACION Y REGLAMENTACION
DE LOS PROCESOS DE DISEO DE TUBERA EN BUQUES......................... 129
5.2. NORMATIVALIZACION DIMENSIONAL Y REGLAMENTACION.
INFLUENCIA EN LA MEJORA DE LOS PROCESOS DE DISEO DE TUBERA
EN BUQUES.............................................................................................. 129
5.3. NORMALIZACION DE MATERIALES. INFLUENCIA EN LA MEJORA DE
LOS PROCESOS DE DISEO DE TUBERA EN BUQUES.............................. 138
5.3.1. Seleccin del tipo de material de tuberia a emplear en base sus
propiedades mecnicas y qumicas............................................................ 138
5.3.2. Requisitos y criterios de uso de materiales de tubera en buques para
la obtencin de un buen diseo ................................................................. 141
5.3.3. Ventajas del uso de materiales fluoroplsticos en tuberias para
solucionar problemas de diseo y operativos ............................................. 149
5.4. CRITERIOS DE TRAZADO DE SERVICIOS PARA LA MEJORA DEL
DISEO DE TUBERA EN BUQUES............................................................. 150
5.4.1. Consideraciones generales del diseo de tuberias ............................. 151
5.4.2. Tubera interna en tanques de doble fondo ........................................ 151
5.4.3. Tubera del servicio del propio tanque ............................................... 151
5.4.4. Tubera ajena al servicio del propio tanque ........................................ 155
5.4.5. Tubera de sondas y aireaciones ....................................................... 157
5.4.6. Tubera en cmara de mquinas ........................................................ 158
5.4.7. Tubera fuera de cmara de mquinas................................................ 163
5.4.8. Tubera hidrulica............................................................................. 164
5.4.9. Mangueras y conexiones flexibles ..................................................... 165
5.4.10. Generalidades ................................................................................ 167
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
3
5.5. DOCUMENTACIN TCNICA DEL DISEO ......................................... 172
5.6. MODELIZACIN................................................................................ 172
5.6.1 Modelos de tuberas .......................................................................... 172
5.6.2. Marcado de elementos del modelo..................................................... 173
5.7. DOCUMENTACIN TCNICA: PLANOS .............................................. 178
CAPITULO 6. METODOLOGA CUANTITATIVA .............................. 182
6.1. REALIZACIN DE UN PROCEDIMIENTO DE DISEO INTEGRADO DE
TUBERA EMPLEANDO EL MTODO DE TRAZADO POR UNIDAD
CONSTRUCTIVA O PRODUCTO INTERMEDIO ........................................... 182
6.2. REALIZACIN DE UN PROCEDIMIENTO INTEGRADO DE CONTROL DE
DISEO DE TUBERA PARA BUQUES (MILITARES Y CIVILES)..................... 196
6.2.1- Almacenamiento en base de datos de informacin general del
documento (plano). ................................................................................... 197
6.2.2.- Estadsticas en BBDD del documento entregable: tiempos, fechas,
ratios (h/tubo plano) .................................................................................. 198
6.2.3.- Motivos de revisin/correccin de errores del documento entregado.. 199
6.2.4.- Avances del trabajo de tubera: avance planificado, avance
consumido, avance real (curvas s de proyecto)........................................... 204
6.2.5.- Entregas de documentacin: desviaciones en entregas..................... 211
6.2.6.- Seguimiento de trabajo en modelo 3D............................................... 212
6.2.7.- Seguimiento de trabajo en modelo 2D............................................... 214
6.2.8.- Rendimiento de diseadores: ratios (h/tubo diseador) ..................... 216
6.2.9.- Operatividad de la base de datoS ..................................................... 217
CAPITULO 7. RESULTADOS Y CONCLUSIONES........................... 222
CAPITULO 8. BIBLIOGRAFIA........................................................... 231
CAPITULO 9. ANEXOS...................................................................... 234
9.1. ANEXO 1 .......................................................................................... 234
9.2. ANEXO 2 .......................................................................................... 246
9.3. ANEXO 3 .......................................................................................... 253
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
4
CAPITULO 1. RESUMEN
Debido a los malos tiempos que estamos atravesando, en los que la economa
mundial est pasando por un duro momento, y en los que cada vez se hace ms
complicado el conseguir financiacin para la construccin de nuevos buques por su
alto coste de financiacin, se hace necesario el innovar en la Construccin Naval.
Dentro de los trabajos de diseo y construccin de un buque, el trabajo de tuberas es
el que tradicionalmente ha condicionado los plazos de construccin, as como el coste
total del buque, por lo que, conseguir mejorar los procesos de diseo, fabricacin y
montaje de tubera, puede dar lugar a un menor coste total del buque as como una
mayor competitividad en plazo con otros astilleros mundiales.
El mercado de la construccin naval sufre una gran competitividad originada en gran
parte por la globalizacin y la explotacin de las economas emergentes. Los precios
son cada vez ms bajos forzando a los astilleros a realizar un gran esfuerzo de diseo
y productividad. Es por ello que, en esta Tesis se estudiarn los distintos procesos de
diseo, fabricacin y montaje de tuberas centrndose sobre todo la atencin en el
diseo de tuberas por ser la rama en la cual desempea su cargo el autor de la Tesis.
Se estudiar tambin la reglamentacin y normativa a tener en cuenta en el diseo de
tubera y los materiales a seleccionar para un buen diseo, adems de ahondar en las
mejoras de los procesos de diseo y su influencia econmica en la construccin global
del buque.
Por ltimo, se realizar un procedimiento para la realizacin del diseo de tubera por
unidades constructivas o productos intermedios y se programar una herramienta para
control del diseo de tubera para cualquier tipo de Buque (Militar o Civil), con la
capacidad de controlar todas las tareas del diseo (en oficina tcnica) y as poder
corregir posibles desviaciones del mismo que acarrean prdidas econmicas
importantes en la fase productiva.
El autor, en su cargo actual de jefe de la seccin de servicios (tubera, ventilacin, aire
acondicionado, instrumentacin y transmisiones de vlvulas) perteneciente a la
Empresa Diseo Naval e Industrial, S.L., y por lo tanto, como coordinador de proyecto
de todos los trabajos de diseo de tubera que dicha empresa realiza para distintos
Astilleros nacionales y extranjeros en los ltimos 5 aos (Fragatas de la clase F-100,
Buques de Proyeccin Estratgica BPE para Armada Espaola, Buques ALHD para
armada Australiana, Remolcadores, Buques Supply, etc), y anteriormente en
Cartagena como responsable tecnolgico de la tubera y coordinador de proyecto de
diseo de tubera que dicha empresa realiz para Navantia Cartagena S.A. durante 3
aos (Submarinos de la Clase Scorpene), ha tomado parte activa en el desarrollo y en
la ejecucin de los trabajos de diseo, fabricacin y montaje de tubera.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
5
SUMMARY
Because of the hard times we are experiencing, in which the world economy is going
through a hard time, and in which it is becoming more difficult to secure financing for
the construction of new vessels for its high cost of financing, it is necessary innovate in
the Shipbuilding.
Within the work of design and construction of a vessel, pipe work is what has
traditionally conditioned construction time and total cost of the ship, so that achieve
improved processes Design, Manufacture and Installation of pipe, can lead to a lower
total cost of the ship and more competitive with others shipyards world.
The shipbuilding market suffers great competitiveness caused largely by globalization
and the exploitation of the emerging economies. Prices are getting lower forcing a
major effort to design and productivity by shipyard.
That is why, in this thesis will explore the different processes of Design, Manufacture
and Installation of pipes and mostly focusing attention on the design to be the branch
that holds office the author of the thesis. It will also explore the regulations and
standards to be considered in the design of pipe and materials to select for good
design, in addition to further improvements in design processes and economic
influence in the overall construction of the ship.
Finally a process for the realization of pipe design by construction units or intermediate
products will be made and a tool for pipe design control will be programmed for any
type of vessel (Military or Civil), with the capacity to control all design tasks (in
Technical office) so you can correct any deviations which carry significant productive
economic losses.
The author, in his current position as Chief of the Services (Piping, Ventilation, Air
Conditioning, Instrumentation and Operating Gear Miscellaneous Valves) belonging to
the Naval Design and Industrial Company Ltd., and therefore, as coordinator of all jobs
piping design that the company has made for different national and foreign Shipyards
in the last 5 years (Class Frigates F-100, BPE Strategic Projection Ship for Spanish
Armada, ships ALHD for Australian armed, Tugboats Supply Vessels, etc), and
previously in Cartagena as technologist and coordinator of pipe for Navantia Cartagena
S.A. for 3 years (Class Scorpene Submarines), has taken active part in the
development and implementation of the work of Design, Manufacture and Installation of
piping.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
6
RESUMO
Por mor dos tempos difciles que atravesamos , en que a economa mundial est
pasando por un momento difcil , e nos que cada vez mis difcil conseguir
financiamento para a construcin de novas embarcacins polo seu alto custo de
financiamento, necesario innovar na Construcin Naval.
Dentro do traballo de deseo e construcin dun buque, o traballo de tubos o que
tradicionalmente condiciona os prazos de construcin, as como o custe total do
buque, de xeito, conseguir mellorar os procesos de deseo, fabricacin e montaxe dos
tubos pode levar a reducir o custo total do barco as coma a unha maior
competitividade en prazo con outros estaleiros do mundo. O mercado da construcin
naval sofre gran competitividade causada en gran parte pola globalizacin e pola
explotacin das economas emerxentes. Os prezos son cada vez mis baixos forzando
aos estaleiros a realizar un grande esforzo en deseo e produtividade. por iso que,
nesta tese estudaranse os diferentes procesos de deseo, fabricacin e montaxe de
tubos centrando sobre todo a atencin no deseo de tubos por ser o sector no que
desenrola o seu cargo o autor da tese. Tamn se estudarn as normas e
regulamentos a seren consideradas no deseo de tubos e os materiais a elixir en prol
dun bo deseo , as como outras melloras nos procesos de deseo e a sa influencia
econmica na construcin global do buque.
Por ltimo , realizarase un procedemento para a realizacin do deseo dos tubos para
unidades de construcin ou produtos intermedios e programarase unha ferramenta de
proxecto para o control do deseo da tubos para calquera tipo de embarcacin (militar
ou civil), coa capacidade de controlar todas as tarefas do deseo (oficina tcnica) e as
poder corrixir posibles desviacins, as cales dan lugar a perdas econmicas
significativas na fase de producin.
O autor , na sa actual posicin como xefe da seccin de Servizos do Buque (tubos ,
ventilacin, climatizacin , instrumentacin e transmisins de vlvulas), pertencente a
empresa Diseo Naval e Industrial, S.L., e polo tanto, como coordinador de proxecto
de todos os traballos de deseo de tubos que a empresa realiza a varios estaleiros
nacionais e estranxeiros nos ltimos 5 anos (fragatas da clase F -100, BPE Buque de
Proxeccin Estratxica para a Armada Espaola , buques ALHD para a armada de
Australia, rebocadores, buques de abastecemento, etc.), e anteriormente en
Cartaxena como responsable tecnolxico da tubos e coordinador de proxecto de
deseo de tubos que dita empresa realizou en Navantia Cartaxena SA durante 3 anos
( submarinos da clase Scorpene), foi activo no desenvolvemento e realizacin do
traballo de deseo, fabricacin e instalacin de tubos.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
7
CAPITULO 2. INTRODUCCIN
La internacionalizacin de la industria de construccin naval ha obligado a desarrollar
tecnologas y mtodos cada vez ms competitivos y complejos.
En los ltimos aos se ha producido en Espaa la transicin a la construccin por
mdulos y especialmente al diseo por ordenador, donde los sistemas CAD/CAM
actuales son punteros, y permiten liderar el mercado de ciertos tipos de buques de alta
tecnologa. Dicha evolucin de los proceso de diseo (modularizacin, sistemas
CAD/CAM, integracin, productos intermedios) puede ser, en ocasiones, ms
laborioso en su fase inicial por su elevada definicin y detalle que los procesos
tradicionales en los que se empleaba el trazado a mano, y en los que no exista una
herramienta para almacenar y gestionar la informacin. Ahora bien, se llega a la
conclusin de que, una alta definicin en esta fase de Ingeniera de detalle, har
abaratar el coste global del buque debido a una disminucin de los plazos tanto de
esta etapa de diseo como de la etapa de produccin, debido a la mayor productividad
en lo que a fabricacin y montaje se refiere.
Hace muchos aos que la construccin naval en casi todos los pases super esa
etapa inicial de construir para casa, y se convirti en un negocio global, llegando a
ser uno de los ms globales.
En el camino recorrido por esta industria se super tambin hace muchos aos la
etapa de la construccin competitiva de barcos de diseo tradicional, en la que la
capacidad de vender se basaba exclusivamente en una produccin eficiente y barata
de barcos convencionales.
En la actualidad, adems de la carrera por la reduccin de los costes de construccin
del barco, la mayora de los astilleros de Espaa destinan sus esfuerzos a la
fabricacin de productos cada vez ms especiales y sofisticados, en los que el precio
de venta del barco est justificado por su exclusividad y su tecnologa.
La especializacin en tipos de buques ha sido elegida por cada constructor naval
despus una reflexin estratgica, en la que la posesin de tecnologas avanzadas es
un factor diferencial decisivo.
Sin embargo, la realidad nos ha enseado que cada da es ms difcil mantener ese
diferencial. La tecnologa se desarrolla con esfuerzo, a veces se intercambia o se
compra, y otras hasta se copia. Es un ingrediente tan esencial para la supervivencia
del negocio, que casi todo vale para conseguirla. Junto con la tecnologa, hay otro
aspecto importante en el desarrollo actual y futuro de la industria de construccin de
barcos. Es la calidad del enlace de la fabricacin de barcos con los negocios aguas
arriba y aguas abajo, con los eslabones prximos de la cadena, suministradores y
clientes. Estos dos factores han sido clave en todas las pocas, y decirlo no deja de
ser una obviedad, que con frecuencia no se tiene en cuenta, como se olvidan los
aspectos estratgicos en favor de problemas ms inmediatos operativos.
Para poder asumir los riesgos de las decisiones que dibujen el futuro, se cuenta con el
conocimiento del negocio, con la experiencia de haber recorrido un largo camino, con
la vocacin histrica por los barcos y todo lo que representan, y sobre todo, con el
entusiasmo y la confianza de las personas, porque el horizonte tiene ms sombras que
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
8
luces, y para verlo slo hace falta mirar a la construccin naval de nuestros vecinos en
Europa.
Procesos tcnicos y de Diseo.
Elegidos los barcos/clientes, las oficinas de diseo de los astilleros y sus direcciones
tcnicas y de proyecto tienen que adaptarse. No basta con repetir o retocar los
proyectos conocidos, los clientes quieren otras respuestas para sus nuevos negocios.
El grado de automatizacin, los sistemas de navegacin, los sistemas de seguridad a
bordo, los sistemas de control por si solos exigan el conocimiento y la integracin de
la electrnica en el diseo. En estos casos otras industrias poseen conocimientos y
tecnologas especficas y los astilleros adaptan estas tecnologas al medio marino.
Adems la respuesta tiene que ser competitiva, el cliente busca eficiencia en costes, y
tambin en muchos casos una apuesta arriesgada en un terreno an no totalmente
dominado. El astillero tiene que ajustar su precio y con ello sus costes.
Se ha aprendido mucho en las relaciones con Japn en cuanto a la eficiencia de los
mtodos productivos, pero sobre todo se ha de tomar conciencia de la necesidad de
mejorar de forma continua. Para ello se tendr que producir un salto cualitativo
importante, quizs el ms importante en la carrera por abaratar los costes de
produccin. Este salto apareci entre las direcciones de produccin, pero ha de
trasladarse necesariamente a las oficinas de diseo del astillero, esta tecnologa se
conoce como el diseo orientado a la produccin.
No basta con una respuesta brillante para resolver las necesidades del cliente,
adems las direcciones tcnicas tienen que proponer las soluciones ms eficientes
desde el punto de vista econmico.
Se trata de que los componentes que hay que adquirir en el mercado sean de calidad
pero de coste ajustado, se trata de eliminar elementos de uso tradicional y sustituirlos
por otros equivalentes ms baratos, se trata de reducir y simplificar el diseo para que
tuviera un componente menor de mano de obra, reducir el contenido de trabajo que
desde el departamento tcnico se enva a los talleres, incluso si es posible se deban
de eliminar definitivamente algunos componentes.
Si nos centramos en el diseo, como todos los cambios de cultura, el movimiento
hacia la nueva filosofa de diseo en las oficinas tcnicas es traumtico, y es muy
difcil conseguir que todas las personas implicadas en el proyecto tengan en cuenta
estas nuevas condiciones. La actitud tradicional en los proyectos haba sido la de
limitarse a alcanzar una buena solucin tcnica, y ahora lo que se pretende ser
introducir el componente econmico, y con l nuevos roles al ingeniero. Este tiene que
contar el nmero de unidades de coste que de su propuesta tcnica, y explorar otras
alternativas, con imaginacin y con trabajo. El perfil profesional del proyectista naval
tradicional se acerca necesariamente al del diseador, pero no basta con repetir
esquemas, el componente de creacin exige ms trabajo, ms preparacin tcnica,
ms conocimiento del mercado de componentes, y hasta ms consenso y
colaboracin con las direcciones de compras y de produccin del astillero. Ser
tambin muy importante para el autor de esta tesis la faceta de Controller que ha de
adquirir el responsable del proyecto, pues ello dar lugar a una anticipacin a las
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
9
posibles desviaciones propias de cada proyecto. El Controller debe analizar todos y
cada uno de los procesos que se llevan a cabo, evaluar qu procedimientos de mejora
son aplicables en cada momento y controlar que esas propuestas son satisfactorias y
que se llevan a cabo segn lo indicado. Adems, el Controller debe de velar por la
maximizacin del resultado que la empresa obtiene de su actividad. Por ello, no debe
de estar sujeto a una definicin extremadamente rgida de su actividad. Debe de gozar
de una libertad amplia y de una autonoma casi completa. Slo de este modo no se
ver coartado por las relaciones jerrquicas que podran deformar su actividad. Es por
ello que, la figura del Controller se ha convertido en algo imprescindible en todas las
grandes empresas. Se trata de un profesional especializado, con amplia experiencia
en el anlisis de procesos. Con conocimientos en diversos campos: financiero,
comercial, logstica, etc. Un profesional, pues, que suele contar con una elevada
remuneracin y un alto grado de autonoma. En este aspecto, la construccin naval en
Espaa debera seguir el camino y la prctica de otros sectores industriales.
Si la respuesta flexible a los clientes elegidos ha propiciado un desarrollo de las
capacidades tcnicas y de diseo como respuesta al mercado, este nuevo paso exige
otro nuevo incremento y transformacin de las capacidades de cara al proceso interno
de construccin de los barcos. Los nuevos barcos tienen menos metros de tubera que
comprar y montar, menos metros de soldadura que realizar. Los resultados de esta
nueva filosofa de diseo son muy positivos, sobre todo en la reduccin de los
contenidos de trabajo, y a pesar de que el tiempo y recursos empleados en el diseo
son mayores, el coste de los buques mejora sensiblemente.
El foco de este movimiento est en la reduccin de las necesidades de mano de obra,
y en la reduccin del coste de los componentes y materiales del mercado de
proveedores.
Otro frente de presin proviene del mercado, y tiene tambin efectos beneficiosos para
el astillero, los clientes quieren sus barcos en el menor plazo posible, una reduccin de
un mes en el plazo de entrega significaba empezar a ganar dinero un mes antes, y con
ello empezar un mes antes a amortizar el barco. El astillero cobra antes, y adems
aumentaba la rotacin de sus instalaciones.
La respuesta, como en el caso de los frentes que hemos mencionado, no es simple,
pero si tiene una base filosfica sencilla, todas las operaciones del proceso completo
de fabricacin del barco que estn condicionadas por la terminacin de operaciones
anteriores deben de volver a estudiarse, se trata de simultanear el mayor nmero
posible de operaciones para reducir el plazo total del buque desde contrato a entrega.
Tambin en este terreno nos guiamos por lo realizado en otros sectores industriales,
con ello cambiamos el proceso constructivo de los barcos, y se desarrolla la tecnologa
de construccin por mdulos que se explicar ms adelante con detalle.
La construccin tradicional anterior ya haba dado un paso de gigante cuando cambi
el sistema de construccin chapa a chapa en grada por la prefabricacin en bloques o
trozos de estructura de acero, que despus se montaban formando un puzzle en la
grada, y dio otro paso tambin importante cuando a los bloques de acero de la
estructura se le incorporaron algunos elementos de armamento como tuberas,
soportes, y algunos equipos.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
10
El paso que se materializa en los aos 90 fue el de la construccin por mdulos. Los
mdulos son componentes complejos del buque, estructuralmente independientes de
la estructura principal, y que incluyen servicios completos o casi completos, y se
pueden construir en los talleres mientras se construye el casco del barco. Incluyen, por
lo tanto, toda la tubera, cableado, soportes, equipos, y sus interconexiones as como
el tratamiento superficial, ya que se fabrican sobre estructuras autoportantes en
talleres y una vez terminados y probados se llevan a la grada con vehculos especiales
de gran capacidad (hasta 250 toneladas), y se izan a bordo e incorporan al buque
como grandes piezas de un mecano. Ello permite simultanear el trabajo de las
estructuras de acero del barco con el trabajo de lo que se conoce como armamento
del buque en la nomenclatura naval, que tiene que ver, con los sistemas de propulsin,
de generacin de energa, de control, de carga, de habilitacin, cocina, aire
acondicionado, vapor, comunicaciones, etc. Se trata, por lo tanto, de planificar todas
las operaciones de fabricacin del barco en el punto ms alejado posible de la entrega,
y para ello tiene que cambiar de nuevo la filosofa de diseo, ya que adems de
proyectar un barco adecuado para el cliente, y de bajo coste, hay que disear el
despiece en mdulos de todo el barco, con el criterio de simultanear en el tiempo
todas las operaciones posibles para acortar el ciclo total de fabricacin.
La fabricacin por mdulos tiene otro rdito tambin positivo en cuanto a costes, ya
que montar un tubo en la grada por el procedimiento tradicional, con necesidad de
grandes medios de izada, andamiajes, accesos a veces complicados, trabajo
incmodo, y con recursos limitados, a veces a la intemperie, es mucho ms caro que
montar ese mismo tubo en un taller cubierto, con acceso a nivel del suelo, con
recursos de taller. De hecho en el taller costa como media un tercio de lo que costa a
bordo.
Procesos Productivos.
Adems de la ingeniera orientada a la produccin es necesaria la tecnologa de
mejora de los procesos de produccin. Para el conjunto de procesos de produccin
parece ms adecuada una solucin a medida para cada operacin o cada caso, en un
punto intermedio entre los procesos manuales y los procesos totalmente automticos,
sin descartar que en el futuro nuevos desarrollos de la robotizacin permitan extender
su utilizacin a otras operaciones.
Se fabricarn nuevos utillajes y mquinas, de fcil manejo por parte de los operarios
para as permitir reducir la inversin de mano de obra, aumentar la seguridad y
ergonoma laboral.
Muy importante ser la tecnologa logstica, pues los barcos son unidades complejas,
con millones de componentes que han de ser estudiados desde este punto de vista
logstico. Todo ha de estar terminado en el momento adecuado, los planos, las listas
de materiales, los materiales en si, los componentes que vienen del exterior, los
componentes o productos intermedios, los medios de transporte y elevacin, los
montajes provisionales, los accesos, el personal, los medios de prevencin de riesgos.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
11
La tecnologa es comprada por los astilleros o proporcionada por las industrias
suministradoras, a travs de alianzas tcnicas, de proyectos, etc. Tambin puede
suceder que sea el astillero el que apoye a la industria suministradora, a travs de
transferencia de tecnologas, de procesos de organizacin o de produccin, auditorias
de calidad, formacin de sus mandos. Otro aspecto que ha cubierto la industria auxiliar
es el de equilibrar las fluctuaciones de carga de trabajo que tradicionalmente afecta a
la industria de la Construccin Naval.
La Construccin Naval ha sido siempre un negocio que ha estado muy condicionado
por las necesidades de los armadores, y en las ltimas dcadas ha sido cclica para
los distintos tipos de buques, de modo que, a periodos de gran demanda, han seguido
otros de escasez de pedidos. Los constructores navales han tenido que sufrir enormes
altibajos en las ventas y esta experiencia les ha hecho prudentes en cuanto a sus
capacidades. En pocas de gran demanda era necesario responder al mercado con el
mximo de capacidad constructora, y en pocas de baja demanda, adems de sufrir
una bajada en los precios, tenan que reducir su capacidad, e incluso diversificar su
construccin en otros productos. La eleccin de varios tipos de buques diferentes en la
cartera de productos de los astilleros tiene tambin como finalidad evitar la
dependencia exclusiva de unos determinados mercados. Por lo tanto, est claro que
se establece un grado de colaboracin llega a sobrepasar la simple relacin cliente
proveedor.
Tecnologas de la Construccin Naval.
La razn de que haya sobrevivido la Construccin Naval en Espaa en la dcada de
los 90 fue la capacidad para crear nuevas tecnologas de aplicacin a los barcos, que
diferenciaron estos barcos de los que hacan otros competidores. Y el autor de esta
Tesis entiende que la posibilidad de seguir sobreviviendo al mercado en el siglo XXI
tambin estar ligada a la capacidad para diferenciarse tecnolgicamente de los
competidores.
Desde las primeras conversaciones tcnicas de un astillero con su cliente se empieza
a concebir la solucin a su demanda. Esa solucin se vuelve un anteproyecto, que
sirve para comprobar que su demanda se ha entendido, que es tcnicamente posible
realizarla, que entra dentro de las capacidades del astillero, que tiene alternativas, que
tiene un coste estimado, un precio de venta estimado, que encajan o no con las
pretensiones del cliente, que tiene un plazo de entrega determinado, y que, concebido
como un proyecto tiene unos riesgos tcnicos, de suministros, de materiales y de
ejecucin admisible y asumible por ambas partes (armador y astillero).
Los ingenieros de proyecto trabajan con programas informticos con los que agilizan
su labor, eliminan errores, emiten la informacin requerida con rapidez, y sobre todo
conciben el proyecto como una unidad, llegando a obtener toda la informacin con un
alto nivel de coherencia e integracin. Pero, antes de la aparicin de programas
informticos que resolvan estas cuestiones, los ingenieros de proyecto manejaban los
datos con la experiencia, el criterio, y el conocimiento profesional, y todo el
anteproyecto era un conjunto de clculos manuales de todo tipo, que concluan en una
informacin menos precisa que la que se obtiene ahora, y con la que se cuenta para
tomar decisiones, y que adems de gran esfuerzo requera mucho tiempo.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
12
La informacin tcnica descriptiva y planos para poder firmar un proyecto de buque
son extensos, ya que garantiza que el futuro barco cumplir con todos los requisitos
detallados por el cliente, y queda condensado en una especificacin tcnica, adems
de los planos generales del buque. Todo ello debe de ser extremadamente preciso
pues se convierte en documento contractual con valor legal.
Firmado el contrato de construccin con el cliente y resueltos los problemas
financieros, todo el desarrollo tcnico posterior tambin estar soportado por el
programa informtico.
Para tener una idea de las capacidades de un programa informtico describimos su
funcionamiento de modo resumido, pues este punto se desarrollar ms al detalle en
el apartado 4.1 de esta Tesis.
Evolucin de los trabajos de diseo de tubera:
- Los programas CAD/CAM actuales permiten crear un modelo nico tridimensional
de un buque, permiten trabajar desde estaciones de trabajo distantes de modo que
un mismo proyecto puede estar desarrollndose simultneamente y en colaboracin
desde puntos geogrficamente distantes, de hecho oficinas tcnicas externas
comparten el diseo con las propias de los astilleros, y lo hacen sobre una base
comn, siendo el progreso del diseo coherente, y la incorporacin de los cambios
en tiempo real en las diferentes estaciones de trabajo.
- Define las formas de las carenas, y realiza los clculos de arquitectura naval, define
la estructura del casco, y el armamento, electricidad, acomodacin, y permite
gestionar las bases de datos de productos, todo ello con el nivel de definicin que se
necesita, incrementando el detalle en las diferentes fases de diseo: conceptual,
contractual, bsico, de detalle, y por ltimo la informacin de fabricacin.
- Permite un acceso controlado a la informacin del proyecto por motivos de
confidencialidad, y permite tambin definir partes o piezas independientemente del
bloque a que pertenezcan.
- Alisa las formas del casco, desarrolla su superficie, y define con precisin cada
elemento de la estructura, pieza a pieza, calcula los pesos, centros de gravedad, y
superficies de pintado, anida las piezas estructurales de acero para su corte en
mquinas automticas, define las camas de fabricacin de piezas en 3 dimensiones,
crea informacin de soldadura y de control dimensional, gestiona las penetraciones
de elementos de armamento en la estructura, tales como pasos de tubera. Acota los
planos, define las rutas de cables, diagramas de tubera y clculo de las prdidas de
presin, explora interferencias entre componentes y rutas, define soportados de
tuberas y equipos, informacin necesaria para la fabricacin.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
13
El Futuro.
El futuro de las herramientas CAD/CAM para construccin naval en lo que a Gestin
de la informacin se refiere pasa por conseguir la trazabilidad de todos y cada uno de
los componentes/productos que forman el buque pasando por todas las fases, esto es,
desde que se conciben en la fase de ante-proyecto, pasan al esquema o diagrama
funcional, se disean en el modelo, se plasman en el plano y son montados a bordo,
probados y controlados a lo largo de la vida til del buque (Gestin del Ciclo de Vida
del Producto). Esto dar lugar a una mayor rapidez a la hora de identificar el estado de
cada uno de los componentes, as como a preveer su puesta en marcha.
En la actualidad, esto ya se est llevando a cabo en sectores como el Aeronutico o la
Automocin y recibe el nombre de PLM (Product Lifecicle Management). Este punto se
desarrollar ms adelante por ser para el autor muy interesante para su aplicacin en
la Construccin Naval, ya que hasta el momento, aunque se est avanzando en este
campo, todava no existe una herramienta slida que pueda gestionar el modelo desde
que este se concibe.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
14
CAPITULO 3. OBJETIVOS
El objetivo inicial de esta Tesis doctoral se basa en el estudio de los procesos de
diseo, fabricacin y montaje de tuberas de los buques a lo largo del tiempo,
centrndonos sobre todo en los procesos del Diseo y en su control para as llegar a
obtener con ello una mayor productividad en la fabricacin y el montaje de la tubera,
que repercutir en una disminucin en plazo y coste de la construccin global del
buque.
Otro objetivo, englobado dentro de la metodologa cualitativa, ser el estudio de los
reglamentos y normativas a aplicar para optimizar con ello el diseo de tubera.
Se establecern las exigencias y criterios a adoptar a la hora de seleccionar los
materiales con los que se trazar la tubera para un mejor diseo intentando romper el
tpico del uso de los materiales aleados.
Tambin se establecern, dentro de esta metodologa cualitativa, unos criterios de
trazado de servicios de tubera que darn lugar a una mejora en el diseo de esta.
Como objetivo final de la Tesis, y dentro ya de la metodologa cuantitativa, se tiene el
de realizar un procedimiento para el diseo de tubera por unidades constructivas o
productos intermedios, as como la de programar una herramienta para el Control del
Diseo de Tubera en cualquier tipo de Buque (Militar o Civil), con la que podamos
controlar todas las tareas o fases del diseo y as poder corregir posibles desviaciones
del mismo que acarrean prdidas econmicas importantes en la fase Productiva.
Se demostrar en el apartado referente a conclusiones y resultados que, con la mejora
en los procesos empleados en el Diseo se mejorar considerablemente en la
produccin, y por lo tanto, en los resultados econmicos finales de un astillero.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
15
CAPITULO 4. ESTADO DEL ARTE
Antes de adentrarnos en la historia de la mejora del diseo, fabricacin y montaje de
tuberas en la construccin naval, definiremos varios conceptos relacionados con la
tubera y que sern citados en la Tesis.
As, se entienden por tuberas los rganos que sirven para la conduccin de lquidos y
gases, como medio de transmisin de las funciones que tienen que realizar los
diversos aparatos del buque para que ste resulte operativo.
Adems de las tuberas propiamente dichas, los componentes relacionados con los
sistemas de tuberas se agrupan en 3 categoras:
Elementos de soportado y penetraciones (soportes, abarcones, elementos de
fijacin, etc.)
Elementos de conexin entre tubos o con equipos (bridas, mangueras flexibles,
piezas de conexin, etc).
Accesorios, como vlvulas, imbornales, eyectores, bombas manuales, etc.
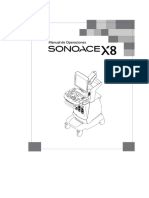
En la representacin siguiente (Figura 4-1) se detallan algunos de los componentes
siguientes:
- Soporte y Abarcn.
- Soporte para vlvulas.
- Penetracin tipo Manguito.
- Mangueras Flexibles.
- Vista General.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
16
Figura 4-1: Componentes generales empleados en tubera
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
17
En la historia de la Construccin Naval, hasta mediados de los aos 60 la mayora de
los tubos se fabricaban montando los equipos a bordo y tomando medidas con una
plantilla (tubos maleables de cobre) que los conectaban entre s. Con estas plantillas
se fabricaban los tubos a bordo o en el taller. La realizacin de plantillas y el montaje
tubo a tubo daban lugar a un mayor tiempo en la consecucin de los trabajos, tanto de
las fases de diseo como del proceso constructivo. Consecuencia de ello se produca
una excesiva inversin de horas y por lo tanto mayor coste global del buque. Los tubos
que se fabricaban en el taller, basndose en planos y hojas de tubos, eran pocos, ya
que la mayora de ellos eran hechos a bordo. Aquellos que se realizaban en taller se
fabricaban poniendo tubos con sobre largo entre ellos, denominando a estos, tubos de
cierre, por lo que, con ello se desperdiciaba gran cantidad de tubera.
Los trabajos en techo o en interiores de tanques con este modo de trabajar hacan que
se incrementasen las horas y el estar en posiciones de soldeo no siempre fciles
reduca el nivel de acabado de los trabajos realizados.
4.1. EVOLUCIN DE LOS TRABAJOS DE DISEO DE TUBERA Y DE LOS
MTODOS Y ESTRATEGIAS APLICADAS EN CONSTRUCCIN DE BUQUES.
A continuacin se har un repaso cronolgico de la evolucin del diseo de tubera y
de los mtodos y estrategias que se han aplicado en la Construccin Naval desde que
he podido obtener informacin hasta la fecha de hoy e incluso prediciendo lo que
puede ser el futuro.
4.1.1. Representacin didrica de los aos 60.
No tenemos referencias anteriores a los aos 60, pero suponemos que por aquel
entonces el diseo se basaba en la prueba y el error, con dibujos trazados a mano en
papel que eran llevados a la prctica en los talleres o Astilleros normalmente de
Ribera. Fue en la poca de los 60 cuando se iniciaron las primeras hojas de tubos, las
cuales eran de tuberas en el interior de tanques y bajo cubierta. Se trataba de tubos
sencillos, realizndose como tubos de cierre los de geometra complicada. La
representacin era didrica y, al ser tubos sencillos, bastaba en la mayora de los
casos con una vista, siendo pocos los que requeran una segunda y muy pocos los
que necesitaban una tercera para su representacin.
4.1.2. Representacin isomtrica de principio de los aos 70.
La dificultad de la comprensin del diseo didrico para tubos complicados, junto con
el aumento de la prefabricacin de tubos, dio lugar al comienzo de la representacin
isomtrica para los tubos complicados. As fue como se simplific el diseo, ya que, lo
que para un tubo difcil requera varias vistas didricas, se simplificaba en un solo
isomtrico.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
18
La primera fase del diseo de isomtricas fue a mano y en base a los datos necesarios
por el Taller de Plomeros y por la Oficina de Ingeniera de produccin del Astillero
(I.P.A.). Las disposiciones en isomtrica incluan la informacin siguiente:
- Los tubos llevaban los soportes correspondientes sin cotas de situacin.
- Cada hoja de isomtrica llevaba indicada la planta, seccin o alzado de la
Disposicin a la que perteneca.
- Se indicaban las cotas globales cuando en una misma direccin la lnea llevaba
varios tubos y accesorios.
Para ver un ejemplo vase Figura 4-2 siguiente:
Figura 4-2: Isomtrica realizada a mano para el Taller de Tubos e I.P.A (Ao 1976)
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
19
4.1.3. Clculo por ordenador (deformacin del dibujo) de mediados de los aos
70.
Se lleva a cabo el empleo del ordenador para la realizacin y clculo de los datos de
las isomtricas, siendo el paso siguiente el de crear un sistema que simplificase la
introduccin de las caractersticas geomtricas de los tubos, as, por medio de un
lenguaje sencillo se describe cualquiera de las caractersticas que sirve para definir la
geometra de un tubo. Es con esta definicin con la que se obtiene un dibujo del tubo
en perspectiva isomtrica o didrica, una tabla de caractersticas, una lista de
materiales y una valoracin de la fabricacin y montaje del tubo, almacenando todos
estos resultados en una base de datos del programa.
Un truco que emplea el programa para que los dibujos se adapten al papel es, tanto en
la representacin isomtrica como didrica, la posibilidad de deformar el dibujo, esto
es, dar a cada tramo una longitud mnima de dibujo para facilitar su representacin en
el papel en el que se ver reflejado.
En la revista de Ingeniera Naval en su artculo de ngel Urriticoechea (1967) Un
procedimiento de elaboracin de tubera se recomendaba ya por aquel entonces el
uso de la informtica para el clculo de todos estos datos (Bibliografa 8.64.).
En el Anexo 1 se muestran las Normas Orientativas sobre el acotado de Tubera y
accesorios para el programa de Ordenadores Sistema PRIME. Dicha informacin ha
sido extrada de un manual del ao 1976 empleado por los delineantes de aquel
entonces en la empresa nacional Bazn de Construcciones Navales Militares S.A. de
Ferrol (en adelante Bazn).
Para los accesorios tambin existan unas claves, las cuales se tabulaban a mano y se
introducan posteriormente en el programa PRIME. As, en el Anexo 2 se muestran
dichas tablas de los accesorios realizadas a mano (ao 1976).
4.1.4. Conexin entre ingeniera de diseo de tubera y fabricacin de tubera de
mediados de los aos 70.
Se elaboran Sistemas de diseo automtico de tubera que sirven para el diseo de
los tubos y dar las tarjetas de entrada para su fabricacin en el taller de modo
automatizado. A efectos de fabricacin de tubera, era y sigue siendo muy importante
el conocer las mquinas de curvado de la tubera a emplear en el taller, y esto debe
estar totalmente interrelacionado con el programa utilizado para disear la tubera. As,
necesitamos las normas de curvado de la Tubera empleadas. El objetivo de la norma
de curvado es definir el sistema de curvado de los tubos a emplear en el Astillero, con
el fin de elevar la produccin en el mismo; debido a ello se utilizan al mximo las
mquinas de curvar. En aquel entonces en el Astillero de Bazan (ahora Navantia) se
empleaban las mquinas de curvar WALLACE.
Para ver las tablas que eran introducidas en el Programa PRIME por aquel entonces,
se han incluido en el Anexo 3 dichas tablas, as como el mtodo para curvado de
tubos a tener en cuenta en el diseo de tubera y a efectos de alimentar la base de
datos con los parmetros de la curvadora.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
20
4.1.5. Maquetas de mediados y finales de los aos 70.
A la hora de simplificar los planos de disposiciones generales se realizan maquetas.
Las consecuencias que dieron lugar al uso de maquetas por aquel entonces fueron el
aumento de la prefabricacin de tubos en el taller y la dificultad de estudio de las
interferencias en los planos de disposiciones generales de tuberas.
Por norma general, las maquetas eran representaciones fsicas a escala 1/20. En la
gran mayora se trataban de maquetas de la cmara de mquinas por ser esta de muy
elevada complejidad de cara a la integridad de todos los elementos que la componan
(tubera, equipos, motores principales y auxiliares, exhaustaciones, lnea de ejes, etc.)
El material con el que se fabricaban dichas maquetas era el plstico.
Las etapas que componen la modelizacin o maquetizacin comienzan con el
modelizando de la estructura de acero, basndose en el plano de formas y en los
planos constructivos, y fabricando plataformas y bulrcamas. Despus se modelizan el
motor principal, los auxiliares, bombas, enfriadores, etc. Existen en plstico tubos a
escala de distintos dimetros as como vlvulas, bridas, etc., que se incorporan a la
maqueta uniendo los aparatos de acuerdo con los esquemas. Tambin se incorporan
el resto de los elementos de armamento tanques, conductos de ventilacin, tecles, etc.
El trabajo de la maqueta exige, adems de los conocimientos de un proyectista de
cmara de mquinas, una gran habilidad manual para trabajar con el plstico.
Despus de concluir el trabajo de modelizado de la tubera, se realizan las hojas de
tubos tomando medidas sobre la maqueta y transformndolas segn la escala en la
que se ha realizado la maqueta. Esta operacin es muy difcil, pues adems de la falta
de espacio de algunos lugares, los errores se ven multiplicados por la escala, lo que
nos lleva a aumentar los tubos de cierre. Para paliar este problema, adems de la
maqueta se hacan planos de disposicin general por plantas, en los que se
comprobaban las dimensiones de los tubos.
La realizacin de las maquetas signific un importante paso en el diseo de tuberas y,
basndose en ellas, se aument la prefabricacin de tuberas y se simplificaron las
disposiciones generales. Esta simplificacin se mantuvo posteriormente en los buques
que se realizaron sin maquetas, basndose en la experiencia anterior y en los
sistemas informticos de definicin de hojas de tubos.
Pero hay que tener en cuenta que el mtodo tena algunos defectos y el mayor de
ellos era que la realizacin de trabajos en plstico alarga el plazo que va del comienzo
del diseo a la fabricacin de la tubera. Desde la crisis de construccin naval de
mediados de los 70 se dejaron de contratar grandes series de buques y los plazos de
contrato a entrega no han cesado de reducirse. En estas condiciones, el retraso
mnimo de 2 meses que implica la realizacin de la maqueta, puede llevar a una
importante reduccin del armamento avanzado que no puede ser compensado por las
ventajas de la maqueta.
Pero para aquel entonces cabe destacar que la implementacin de las maquetas
fueron un avance debido a una mejor distribucin del espacio disponible, una
optimizacin del trazado de tubera disminuyendo su longitud y una reduccin de
interferencias.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
21
Maquetas en Buques Civiles y Buques Militares.
Para Buques Civiles, el inconveniente del aumento del plazo de entrega que el diseo
con maquetas supona, hizo que se abandonase el uso de maquetas. No fue as en
buques de guerra, en los que el plazo de diseo era mayor y el espacio ms reducido
por el elevado nmero de equipos a disponer.
4.1.6. Sistema Pelmatic de principio de los aos 80.
A principios de los aos 80, la firma finlandesa de ingeniera Elomatic Oy con la ayuda
de los fondos para el desarrollo del gobierno finlands, desarrolla un sistema
denominado Pelmatic con el que se realizan fotografas, sin error de perspectiva, a
partir de las cuales se pueden tomar las coordenadas de los tubos midiendo
directamente o con una mesa digitalizadora. Y es en este segundo caso, donde las
coordenadas se introducen en el ordenador para ser procesadas por un programa de
obtencin de hojas de tubos a partir de las coordenadas de los vrtices. El mtodo de
obtencin de las imgenes se realiza con un aparato compuesto por un bastidor sobre
el que se desplaza transversal y verticalmente una unidad de lser que, descendiendo
en escalones de 0,2 mm despus de cada desplazamiento transversal, efecta un
barrido del modelo a fotografiar. Un rayo es emitido por la unidad de lser, la cual se
refleja en el objeto y mide la intensidad del rayo reflejado, modulando un diodo emisor
de luz situado en la parte posterior. A su vez el diodo emisor de luz incide en la parte
de atrs del bastidor sobre una placa fotogrfica y produce una fotografa de igual
escala y sin perspectiva del modelo. El rea de la fotografa es de 80 x 50 cm y las
fotografas se utilizan para la obtencin tanto de hojas de tubos, como se ha explicado
anteriormente, como de disposiciones generales del conjunto (Bibliografa 8.53.).
Dicho mtodo se empleaba sobre todo a la hora de hacer buques en serie con las
mismas configuraciones de tubera, pues como es obvio las fotografas que se
obtenan con este mtodo eran de tubera ya montada a bordo, o mdulos hechos en
taller, por lo que, la fase productiva era anterior a la fase de diseo, cosa poco usual
hoy en da.
4.1.7. Sistemas CAD/CAM de las dcadas de los 80-90.
En sus inicios, los sistemas eran de ejecucin deferida o batch. Estos sistemas daban
las isomtricas con todos los clculos y datos geomtricos, listas de materiales y
valoracin de horas de trabajo. Posteriormente, y con dichos datos se obtenan las
tarjetas para fabricar la tubera. Para completar la informacin de la tubera se
empleaba el sistema ANA (Arquitectura Naval Automatizada). Tal y como se explicar
en el punto siguiente, el sistema ANA, junto con un sistema de obtencin de
interferencias, detectaba dichas colisiones. Al mismo tiempo, junto con las hojas de
isomtricas, se incluan las listas de materiales.
La introduccin de datos era por medio de instrucciones especiales que se pasaban al
principio a una ficha perforada y ms tarde eran introducidos en el ordenador
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
22
directamente con una pantalla alfanumrica. Mediante un proceso en diferido o
"batch", se ejecutaba el programa, saliendo los datos alfanumricos en una impresora
y el dibujo en un ploter.
La mejora de los sistemas informticos y de las pantallas grficas llev a la sustitucin
de los sistemas anteriores por sistemas grficos interactivos o sistemas CAD/CAM, lo
que se explica en el artculo publicado en la revista de la A.I.N.E. (Asociacin de
Ingenieros Navales de Espaa) de Enero de 1985 en el artculo referente a la
aportacin de los sistemas CAD/CAM a la innovacin tecnolgica en construccin Naval
(Bibliografa 8.18.)
Antes de adentrarnos en el uso de los sistemas CAD/CAM en Construccin Naval, y
ms concretamente en la realizacin del diseo de la tubera, definiremos varios
conceptos bsicos.
a) Concepto de CAD.
Las siglas CAD corresponden al acrnimo de Computer Aided Design. En la
traduccin es donde se presenta un pequeo conflicto, ya que puede haber dos
acepciones, Diseo asistido por ordenador (Design) y Dibujo asistido por ordenador
(Drafting). Es, en esta diferencia lingstica donde se pone de manifiesto la evolucin
que ha sufrido este concepto a lo largo de los ltimos aos, desde el concepto de
Dibujo de los primeros aos del desarrollo de esta tecnologa, hasta el concepto de
Diseo que actualmente es el ms acertado. Por Diseo se entiende la plasmacin
grfica de una idea, la labor mediante la cual y con ayuda de un ordenador, el
diseador plasma en una realidad grfica su idea. CAD significa el uso del ordenador
(hardware y software) para el diseo de productos, lo que implica la integracin de
mtodos computacionales y de ingeniera en un sistema basado en un ordenador.
Esto requiere una base de datos, algoritmos de representacin, subsistemas de
comunicacin para entrada y salida de datos, etc. El CAD se puede combinar con
otras tecnologas (CAM, CAE) para hacer un desarrollo integral de un proyecto desde
su fase de diseo hasta su produccin en lnea, con lo que consigue un espectacular
ahorro en el tiempo de desarrollo del proyecto.
b) Concepto de CAM.
Por CAM se entiende la utilizacin de ordenadores para tareas tcnicas y de gestin
tcnica en la fabricacin y montaje, como la elaboracin de planos de mecanizado,
planos de amarre y de herramientas, incluyendo la programacin CN (Control
Numrico). Las mquinas CN son tambin componentes de un sistema CAM.
El principal objetivo del CAM es pues, proporcionar una serie de herramientas para
completar la geometra (CAD) con el contenido tecnolgico preciso para que la pieza
se pueda fabricar.
La primera aplicacin del CAM fue la programacin de piezas por control numrico, es
decir, la generacin de programas para mquinas que dispongan de CN. Este sistema
permite programar dichas mquinas off-line (fuera de lnea), sin interrumpir su trabajo,
con la consiguiente disminucin de tiempos muertos que ello supone. Esta ventaja que
supone la programacin off-line es llevada a cabo no solamente en la Programacin
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
23
de control numrico, sino que es posible aplicarla en la Programacin de Robots y a la
Programacin de PLC.
c) Programacin de Control Numrico.
A pesar de que cada da los CN son ms elaborados, la programacin manual de los
mismos es ardua y muy dada a errores, por lo que los sistemas de programacin
asistida cobran una gran importancia ya que una correcta programacin optimizar la
utilizacin de la mquina, con el consiguiente aumento de rendimiento que ello supone
en la prctica.
Uno de los principales beneficios de la utilizacin de estas mquinas es la prctica
eliminacin de las pruebas en mquina, siendo muchas las empresas que pasan
directamente del programa en el sistema CAD/CAM al mecanizado del primer lote de
produccin
d) Ventajas del uso de sistemas CAD/CAM y su relacin con los trabajos de diseo de
Tubera.
La estrecha combinacin de los diseos asistidos por ordenador con la fabricacin
asistida por ordenador provoca una mayor influencia mutua entre ambas reas. As,
con el CAD/CAM tanto los diseadores por un lado como los planificadores de la
produccin y los programadores de CN por el otro disponen de un dispositivo de
trabajo con el cual:
- Se pueden acortar notablemente los tiempos de desarrollo, planificacin y
fabricacin de los productos.
- Mejora la calidad de los distintos componentes y del producto acabado.
- Se reducen los tiempos muertos.
- Se facilita la valoracin de soluciones alternativas para la reduccin de precios o la
mejora de funciones.
- Se facilitan los clculos previos y posteriores de los precios as como su control
constante y configuracin.
- Se hace posible la optimizacin de la distribucin del grado de utilizacin de las
mquinas.
- Se consigue mayor flexibilidad.
4.1.8. Sistemas de interferencias de las dcadas 80-90.
Una vez se puso en desuso la realizacin de maquetas, en muchos astilleros, para
mantener la fabricacin de la mayor parte de los tubos se plantea la necesidad de
disponer de un sistema de interferencias. Tanto Astilleros Espaoles como Astano
(ahora Navantia) y otros astilleros en el mundo crean sistemas de clculo numrico de
interferencias. Estos sistemas transforman elementos complejos de cmara de
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
24
mquinas a modelos simples, como prismas, cilindros, toros, y comprueban por medio
de clculo si existen interferencias entre ellos. La gran dificultad de modelizacin de
los elementos, especialmente de la estructura de acero, hace que estos programas
hayan sido poco utilizados.
Con el empleo del sistema ANA (Arquitectura Naval Automatizada), al existir una
modelizacin automtica de los tubos que se hacia almacenado en la base de datos
al definir las isomtricas, se facilitaba la consulta de interferencias tubo con tubo. Y
con el empleo de programas se hacia posible la obtencin de secciones por un plano
de las isomtricas definidas, lo que permita la comprobacin visual de interferencias.
Todos estos programas eran de ejecucin diferida o Batch, entrando las Instrucciones
en el ordenador primero con fichas perforadas y luego con pantallas alfanumricas.
Actualmente dichas tcnicas estn en desuso y las empresas especializadas en la
mejora de herramientas de diseo han desarrollado y mejorado una herramienta de
Realidad Virtual para la industria de la Construccin Naval, ya que, en un mundo
donde la realidad virtual es ampliamente utilizada para todo tipo de simulaciones, la
industria de la construccin naval no poda quedarse atrs.
Los buques son plataformas costosas y complejas que integran mltiples sistemas y
equipos. En un entorno muy competitivo, sin margen de error, tanto en el diseo y
como en las fases de produccin, deben ser monitoreados y revisados para evitar
gastos innecesarios. La disponibilidad de una herramienta avanzada para la
navegacin virtual a travs del modelo del Buque, desde las primeras etapas del
diseo, facilita el control de proyectos y la toma de decisiones de forma rpida y
eficiente.
El factor clave es la creacin de un modelo 3D del buque desarrollado con una
herramienta CAD 3D, integrando todas las disciplinas de diseo en un nico entorno.
De dicha integracin ya se habl en las ICCAS 82 y en las ICCAS 85 (Bibliografa
8.24 y Bibliografa 8.65).
Como consecuencia natural, el desarrollo de una solucin que permite la navegacin
en 3D e incluso la interaccin con el modelo en una experiencia inmersiva, abre un
amplio abanico de posibilidades que se benefician todas las partes interesadas. En
este punto se describen las ventajas de usar un entorno de realidad virtual en la
industria de la construccin naval, teniendo en cuenta todos los agentes implicados en
el diseo, la produccin y el ciclo de vida de los buques. Algunas de estas ventajas
son la evaluacin rpida de las modificaciones y cambios de diseo, deteccin de
interferencias, el control de la produccin y aprobacin, simulacin de tareas de
mantenimiento, desmontaje y operacin, la formacin de las tripulaciones etc. As, la
eficiencia es la condicin base en la navegacin real virtual alrededor de un buque.
Para mejorar, hay tres factores importantes que juegan un papel fundamental:
- Tener un sistema adecuado de CAD con toda la informacin del buque en una
sola base de datos.
- Tener un visor, que es una herramienta que permite la gestin del modelo 3D para
ser utilizado en entornos de realidad virtual. No hay necesidad de decir que una
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
25
buena integracin entre el espectador y el sistema CAD se traduce en una mayor
funcionalidad y un mejor rendimiento.
- Por ltimo, es importante el hardware, lo que hace posible la navegacin Real
Virtual en muchos entornos diferentes.
La industria de la construccin naval militar se ve afectada por los requisitos ms
exigentes, tanto en las fases de diseo y como en las fases de produccin. Es cierto
que este tipo de proyectos navales, tanto en submarinos y en buques de superficie,
son extensos y complejos, aunque tienen ms recursos humanos. Pero, al final, el
proyecto debe cumplir con las ms estrictas normas y tambin con los presupuestos
establecidos por los ministerios. Esta no es una tarea fcil, y es por eso que toda la
ayuda en el control y supervisin del proceso es realmente bienvenido. Es en esta
rea de la construccin naval, donde las soluciones de Realidad Virtual han sido bien
recibidas tiempo atrs. La aplicacin de las tecnologas ms avanzadas por lo general
comienza en programas ambiciosos con grandes innovaciones y presupuestos. Ese
es el caso de la aplicacin de la realidad virtual en la construccin naval, porque no
podemos olvidar que el tener una adecuada solucin de Realidad Virtual es costoso, y
que los proyectos militares a largo plazo son los que a priori tienen un mayor
presupuesto para pagarlos.
Otro uso importante en torno a la construccin naval est en el lado del Ejrcito. El
uso de la realidad virtual es una ventaja para el entrenamiento de la tripulacin. En
submarinos esto puede ser particularmente interesante para la falta de espacio. La
simulacin es otra importante actividad, ya que no slo es muy difcil de mejorar algn
tipo de operacin en el interior de un submarino, sino que tambin en un buque de
superficie. La ayuda de la realidad virtual para simular operaciones y
desmantelamiento y las tareas de mantenimiento es incuestionable. Es por ello que
aqu hay una gran rea de mejora.
Inconvenientes y mejoras del uso de la herramienta de realidad virtual.
Desde otro punto de vista, todava hay algunos inconvenientes a mencionar en torno
al uso de este tipo de tecnologa en la construccin naval. El ms importante es el
precio, ya que, un buen hardware suele ser caro, y hay que aadir los costes del
software, la implementacin, la formacin, etc.
Otro inconveniente importante es la necesidad de disponer de un modelo 3D del
buque bien de los barcos. A veces esto no es posible, porque hay varios sistemas
CAD aplicados en el mismo proyecto, con la dificultad de tener slo un modelo del
buque con toda la informacin. Para evitar esta situacin es mucho mejor el desarrollo
del proyecto en su totalidad en el mismo CAD, o al menos contar con las herramientas
necesarias para integrar la informacin en un visor compatible con todos ellos, lo que
a veces resulta ser una tarea muy difcil.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
26
Para ver ejemplos de algunas interferencias se muestran a continuacin unas
imgenes en las que se aprecian algunas de ellas en la que la tubera ha sido el
elemento de interseccin (ver Figuras 4-3, 4-4, 4-5, 4-6 y 4-7).
Figura 4-3: Interferencia de tubera con refuerzo vertical.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
27
Figura 4-4: Interferencia de tubera con pata de tecle.
Figura 4-5: Interferencia de tubera con canalizacin elctrica primaria.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
28
Figura 4-6: Interferencia de tubera con canalizacin elctrica primaria.
Figura 4-7: Interferencia de tubera (imbornal) con reforzado de Amura
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
29
4.1.9. Etapas de construccin y productos intermedios de los aos 90.
Es entonces cuando surge la idea de partir al Buque en Productos intermedios, tan
grandes como la capacidad de elevacin disponible por el Astillero.
Se puede ver la construccin de un buque como una serie de momentos de
oportunidad, llamados etapas, a travs de las cuales pasan los Productos Intermedios
(PI) hasta la competa finalizacin del buque. Se define momento de oportunidad como
en nivel ptimo en el cual un trabajo debe ser llevado a cabo.
a) Definicin de Producto Intermedio.
Los Productos Intermedios son unidades fsicas resultantes de la subdivisin del
buque y de sus sistemas en unidades cada vez menores. Estas unidades constituyen
por s solas e independientemente del resto un elemento claro y preciso a fabricar. En
un sentido ms amplio, un PI puede ser tambin el resultado de un proceso que se
entrega a un Cliente Interno, por ejemplo, un sistema probado en el proceso de
pruebas durante el armamento a flote.
La unin sucesiva de Productos Intermedios (de rango inferior o superior) generar el
producto final, esto es, el buque. Por lo tanto y de manera general, se entiende la
construccin de un buque como la sucesin de una serie de procesos que van
recorriendo los PIs, hasta la completa realizacin del producto final, es decir del
buque. Los PIs estn organizados segn un jerarqua lgica basada en como se
ajustan dentro del proceso de produccin. Los PIs estn divididos en diferentes
grupos o clasificaciones (en orden descendente). La construccin de un buque se
puede dividir o clasificar en nueve niveles o etapas desde el inicio del proceso, cuando
se fabrican los elementos ms simples, hasta las pruebas finales de aceptacin del
buque por parte del cliente.
b) Productos Intermedios por Niveles de produccin.
A continuacin se describen los niveles que podramos emplear en buques militares
para conseguir el producto final a partir de los sucesivos productos intermedios:
Nivel 1: Fabricacin de elementos simples Es el primer nivel de Produccin. La
fabricacin de elementos simples produce componentes para el buque que no pueden
ser subdivididos en elementos de menor entidad. Son los PIs de ms bajo nivel, como
por ejemplo tubos, conductos, piezas simples de aceros, etc.
Nivel 2: Prefabricacin de sub-bloques Es el segundo nivel de Produccin e incluye
los procesos de unin y soldadura de las piezas simples de acero elaboradas en la
etapa de nivel 1. El PI resultante es el sub-bloque.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
30
Nivel 3: Prefabricacin de bloques Es el tercer nivel de Produccin e incluye los
procesos de unin y soldadura de las piezas simples de acero elaboradas en la etapa
de nivel 1. El PI resultante son los bloques.
Nivel 4: Fabricacin de mdulos La fabricacin de mdulos es el cuarto nivel de
Produccin. Los PIs resultantes son de distintos tipos como se definir ms adelante.
Nivel 5: Prearmamento de fase P1 El quinto nivel de Produccin es el prearmamento
llamado de fase P1, el cual incluye la integracin en bloques y sub-bloques de todos
los elementos elaborados durante los niveles 1 y 3 y que requieren soldadura. Por
ejemplo, tubera, conductos de ventilacin soportes de equipos elctrico, mdulos de
tuberas, etc. Los sub-bloques y bloques con prearmamento de fase P1 son los PIs en
este nivel.
Nivel 6: Granallado y Pintado El sexto nivel de Produccin es el granallado y pintado
de bloques, durante la cual tiene lugar la preparacin de superficies y el pintado. En
este nivel el bloque pintado es el PI.
Nivel 7: Prearmamento de fase P2 El sptimo nivel de Produccin es el
prearmamento llamado de fase P2, claramente definido porque el trabajo llevado a
cabo no necesita ser soldado. Por ejemplo, montaje de equipos, tendido de cables,
aislamiento, mdulos. Los sub-bloques y bloques con prearmamento de fase P2 son
los Productos Intermedios en este nivel.
Nivel 8: Montaje de bloques en la grada y armamento de zonas El octavo nivel de
Produccin es el montaje de bloques en la grada con alto contenido de prearmamento.
Los bloques son montados en la grada y se van formando las zonas del buque. Se
definen para esta etapa la instalacin de los equipos propulsores (turbina de gas,
motor propulsor, engranaje reductor), tendido de cables principales, acabado de
sistemas y locales, etc. Las zonas de armamento son los PIs de este nivel.
Nivel 9: Armamento a flote El noveno y ltimo nivel de Produccin es el armamento
a flote. Se definen, principalmente, para este nivel el montaje de los equipos del
Sistema de Combate y la realizacin de las funcionales de Sistemas y pruebas HAT y
SAT. Uno de los PIs ms relevantes de esta fase son las pruebas. El resultado de
este ltimo nivel es el buque terminado. En este nivel se diferencian dos sub-niveles:
- Acabado de la instalacin, que es la ltima fase por zonas.
- Pruebas funcionales, que es por sistemas.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
31
La jerarqua de los Productos intermedios por productos intermedios descrita
anteriormente se muestra grficamente en Figura 4-8 siguiente:
ARMAMENTO
A FLOTE
MONTAJE DE
BLOQUES
EN GRADA
PREARMAMENTO
FASE P2
8
7
6
GRANALLADO Y
PINTADO
DE BLOQUES
5
PREARMAMENTO
FASE P1
4
P
R
U
E
B
A
S
FABRICACION DE
MODULOS
3
PREFABRICACION DE
SUB-BLOQUES 2
ELABORACIONES
ELEMENTOS SIMPLES
1
ARMAMENTO
A FLOTE
MONT. BLQ.
ARMA. ZONAS
P2
BLOQUES
GRANALLADO
Y
PINTADO
POLINES PERFILES TUBOS
CUBIERTAS FORROS
UNION
SUBBLOQUES
y P1
P1
SUBBLOQUES
SUB-
BLOQUES
MODULOS
P1
SUBBLOQUES
RACKS
CABINAS
ETC
CONDUCTOS CHAPAS
P
R
U
E
B
A
S
Y BLOQUES
Figura 4-8: Jerarqua de los Productos Intermedios
c) Ejemplos de Productos Intermedios.
A continuacin se describen algunos ejemplos de Productos Intermedios:
- Bloque, es el Producto Intermedio principal originado de la divisin del buque en
estructuras tridimensionales sobre los que se basa gran parte de la Estrategia
Constructiva del Astillero. La configuracin de un bloque viene determinada por la
estructura y el diseo del buque, las instalaciones del Astillero y el proceso de
construccin y prearmamento. Las secuencias de construccin, prearmamento y
montaje se construyen a partir de la definicin de los bloques. La descomposicin de
un bloque en otros elementos ms pequeos da lugar a los sub-bloques.
- Mdulo, es un trozo del buque que incorpora materiales, accesorios y puede
incluir equipos, con frecuencia montados sobre una bancada comn, el cual puede
ser montado como una unidad independiente. Los mdulos son clasificados por su
fabricacin y por el contenido de trabajo. Hay cinco tipos de mdulos:
BUQUE
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
32
Mdulo de Taller, consiste en un conjunto formado por un entramado de
ngulos de acero, en el que se instalarn las tuberas de los distintos servicios,
as como polines, aparatos y tecles. Estos mdulos integran diferentes sistemas
funcionales.
Mdulo de Equipo, formado por aparatos (bombas, filtros,), con sus
accesorios (vlvulas, tubos,...) interconexionados entre si, incorpora tambin los
cuadros de maniobra, aparatos de medicin o control local. Este tipo de mdulo
pertenece a un mismo sistema funcional.
Mdulo/Rack de Tubera, constituido nicamente por tuberas con sus
accesorios, soportados sobre una bancada comn.
Cabina Modular de Habilitacin, formada por los mamparos que delimitan el
local a modularizar (tipo de nido de abeja o de tipo sandwich de lana de roca),
incorporando mobiliario y servicios (rociadores, tuberas, ventilacin y
alumbrado) y no llevan piso. Esta cabina modular puede complementarse con el
mdulo de aseo correspondiente, que s incorpora un falso piso para acomodar
los desages.
Mdulos electrnicos, los mdulos electrnicos estn formados por el sub-
bloque estructural correspondiente, incluyendo el falso piso, totalmente
prearmado, con el 100% del trabajo industrial terminado y todos los equipos
(incluyendo la antena) instalados y conexionados. Los mdulos son construidos
as en el taller y trasladados al buque como si fueran super-equipos. El
embarque podr hacerse en cualquier momento, incluso antes de la botadura.
La alineacin final se har con el buque a flote, en una condicin de carga
intermedia entre las condiciones de carga que va a tener el buque en servicio.
4.1.10. Prefabricacin de tubera y mdulos de los aos 90.
A medida que aumenta la prefabricacin de tubos y que mejoran las tolerancias de
fabricacin, aumenta el agrupamiento de tubos y otros elementos de armamento en
mdulo.
4.1.10.1. Concepto de Mdulo
Como ya se ha explicado en el Apartado 4.1.9., se entiende por mdulo a todo
producto intermedio del armamento del buque definido expresamente como tal por la
Oficina Tcnica, independientemente de que su diseo, prefabricacin y/o instalacin
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
33
sea realizada por el astillero o por subcontratistas externos. Quedan excluidos, por
tanto, los productos elaborados, equipos, etc suministrados por proveedores que no
sean expresamente definidos como mdulos.
4.1.10.2. Tipos de Mdulos
Otra divisin ms detalla en lo que a tipos de mdulos se refiere podra ser la
siguiente:
Mdulos de tubera.
- Rack de tubera.
- Colectores de tomas de mar.
- Mdulos de vlvulas.
- Paneles.
Mdulos de equipo.
Mdulos de falsos pisos.
Mdulos de habilitacin.
- Cabinas modulares.
- Aseos modulares.
Mdulos de sistemas completos.
- Ascensores y montacargas.
- Hlices de proa.
- Aletas estabilizadoras.
- Puertas/rampa para vehculos.
- Escala real.
- ()
A continuacin, y por tratar el contenido de la Tesis de tubera, se describirn los
mdulos de tubera y se indicar una propuesta de las reas a modularizar.
Mdulos de Tubera: Son los que ms importancia tienen para esta Tesis, adems de
que, en el Diseo de la tubera, se est tendiendo a realizar dichos conjuntos para
ganar tiempo en produccin. Puesto que las labores fabricacin de dichos mdulos en
taller son menos costosas que el realizar la totalidad del trabajo que representa el
mdulo a bordo. Bajo esta denominacin genrica se engloban diferentes tipos de
mdulos en los que los elementos ms significativos son las tuberas, tanto por el
nmero de elementos que integran como por la funcin que cumple el conjunto.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
34
Se consideran los siguientes sub-tipos de mdulos de tubera:
a) Racks de Tubera.
Son productos intermedios en los que se agrupa un conjunto de tubos que circulan
paralelamente fijndose a una estructura de soporte comn formada por perfiles
metlicos (ver Figura 4-9). Incorporan tambin todos los accesorios propios de las
tuberas (vlvulas, filtros, etc) y si fuese necesario parte de los mamparos que
atraviesen junto con los pasantes de tubera correspondientes. La fijacin a la
estructura de los mdulos se realiza con uniones soldadas de los entramados de
soporte. Los racks de tubera se han empleado tradicionalmente en techos de pasillos
cuando el nmero de tubos que circulaban por ellos justificaba la solucin.
Figura 4-9: Rack de tubera
Sera recomendable extender su uso a las reas que se indican:
Techo/mamparos del hangar.
Techo/mamparos del dique/garaje de carga pesada.
Cmaras de mquinas.
La instalacin de estos mdulos se realiza preferentemente durante el prearmamento
de los bloques, generalmente durante la prefabricacin de los sub-bloques en posicin
invertida. No resulta factible estandarizar este tipo de mdulos, pero sera interesante
estandarizar los componentes que los integren (entramados de soporte, elementos de
fijacin, etc), los detalles constructivos, etc.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
35
b) Mdulos de colectores de Tomas de Mar.
Son productos intermedios en los que se integran los tubos, accesorios (vlvulas,
filtros, etc), elementos de soporte, etc formando los colectores de interconexin entre
tomas de mar. Su fijacin a la estructura se realiza por la unin soldada de los
soportes que integran. Dada la finalidad para la que estn destinados, estos mdulos
se caracterizan por sus grandes dimensiones. Estos colectores se sitan
habitualmente en las cmaras de mquinas, y salvo excepciones no debera haber
ningn inconveniente para que todos los colectores del buque fuesen modulares. Su
instalacin se realiza preferentemente durante la fase P1 del prearmamento de los
bloques.
La estandarizacin de estos mdulos no resulta demasiado factible, pero podra
intentarse estandarizar los componentes que los integren (soportes, elementos de
fijacin, etc), los detalles constructivos, etc.
c) Mdulos de vlvulas.
Son productos intermedios en los que se integran varias vlvulas (o accesorios
similares) de los servicios del buque situadas muy prximas entre si, junto con los
tubos a los que se conectan. Los tubos generalmente sirven adems como soporte y
elemento de conexin entre las vlvulas y aportan consistencia al conjunto, aunque
eventualmente puede existir un entramado de soporte. La fijacin de estos mdulos se
realiza por conexin de sus tubos y/o vlvulas a otros tubos del buque ya instalados
(generalmente mediante uniones embridadas), o mediante algn elemento de soporte
para fijacin del conjunto directamente a la estructura. Su utilizacin debera ser
extensiva a todo el buque, siempre que la solucin est justificada por el nmero de
vlvulas a integrar.
La instalacin de estos mdulos se realiza preferentemente durante el prearmamento
de los bloques.
Las posibilidades de estandarizacin de estos mdulos se centran en los componentes
que los integren (soportes, elementos de fijacin, etc), los detalles constructivos, etc.
d) Mdulos de Paneles.
Son productos intermedios en los que sobre un panel generalmente metlico, se
instalan un conjunto de tubos, mangueras flexibles, accesorios y aparatos diversos
(vlvulas, elementos de instrumentacin, etc) con sus elementos de conexin y fijacin
al propio panel. El panel acta como soporte de todos los elementos mencionados y a
la vez como elemento de fijacin del conjunto a la estructura del buque, que puede ser
soldada o empernada a un poln. Este tipo de paneles ha sido utilizado habitualmente
en construcciones anteriores aunque en muchos casos no se les daba el carcter de
mdulo. Algunos de los tipos utilizados hasta ahora han sido:
Paneles de instrumentos (termmetros, manmetros, sensores, etc).
Paneles de actuacin de sistemas de contra incendios.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
36
Se propone continuar utilizando este tipo de mdulos de acuerdo con las tipologas
mencionadas. La instalacin de estos paneles se realizar preferentemente durante el
prearmamento de los bloques. Las posibilidades de estandarizacin de estos mdulos
son muy altas. Podran estandarizarse sus componentes, polines, detalles
constructivos, etc, e incluso definirse un catlogo de paneles estndar.
4.1.10.3. Criterios para la definicin de los Mdulos.
Es necesario tener en cuenta los criterios que se indican a continuacin en el
momento de la definicin y diseo de los elementos modulares.
a) Integracin en las disposiciones y estructura.
Es necesario definir los elementos a modularizar desde las etapas iniciales del
proyecto para poder integrar los mdulos en las disposiciones de los locales y si fuese
necesario en la estructura, en lugar de que, posteriormente, sea necesario definir el
mdulo en funcin de una disposicin ya consolidada.
Este aspecto afecta especialmente a los mdulos de equipos en cmaras de
mquinas, mdulos de habilitacin, casetas modulares de superestructura, etc.
b) Integracin de la instalacin.
Para la definicin de los mdulos, especialmente aquellos de que puedan tener
grandes dimensiones, se debern tener en cuenta los condicionantes relativos a su
instalacin en lo referente a:
Sistema previsto para el transporte de los mdulos y su puesta en obra: rigidez del
conjunto, facilidad de manejo, necesidad de elementos de maniobra especficos, etc.
Etapa previsible de embarque y/o instalacin en previsin de una mayor facilidad
para su introduccin en el buque, dimensiones mximas admisibles, etc.
Secuencia de instalacin. Cuando se instalan conjuntos de mdulos (como en el
caso de mdulos de habilitacin), la secuencia de instalacin puede condicionar la
posibilidad de modularizar una determinada zona.
Sistema de fijacin a la estructura.
Objetivo de la Modularizacin.
El objetivo de la modularizacin es la reduccin de costes y del tiempo de constriccin
y se basa en dos importantes principios:
- Adelantar la mayor cantidad posible de trabajo a las etapas ms tempranas de la
fabricacin de un buque, lo cual posibilitar desacoplar la construccin de los
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
37
mdulos de la planificacin del buque, lo que permite su comienzo en una fase
mucho ms temprana.
- Realizar el trabajo en talleres en las mejores condiciones de seguridad y ambiente,
lo que proporcionar una mayor calidad y rendimiento.
Para ver lo explicado anteriormente, se ha plasmado en la Figura 4-10 abajo expuesta
una estrategia a seguir a la hora de realizar los mdulos en un local de Generadores
de un buque y su puesta en prctica ms tarde a la hora de disear (ver figuras 4-11 y
4-12).
Local de Generadores
Figura 4-10: Estrategia inicial a seguir para la modularizacin de un local de Generadores.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
38
Figura 4-11: Imgenes de mdulos de tubera en posicin normal y en posicin invertida -
Tubera y Tecles.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
39
Figura 4-12: Imagen de un mdulo de Disposicin de Estructura y Equipos
4.1.11. Armamento integrado (aos 90 y ao 2000 en adelante).
La metodologa de trabajo adoptada desde principios de los 90 para buques cuyas
dimensiones ya sean considerables, es la Construccin Integrada (C.I.) o Armamento
Integrado. Esta metodologa de trabajo persigue la realizacin de la construccin y
armamento completo e independiente de productos intermedios que posteriormente se
integran entre si conformando el buque (producto final). La aplicacin de esta
metodologa se basa en la definicin de una Estrategia Constructiva desde las etapas
iniciales del programa y con el mayor grado de detalle posible, de este modo el diseo
conceptual ya debe considerar aspectos de CI y tener la orientacin a la produccin.
En ella se establece la particin del buque en reas de trabajo y la definicin de etapas
de construccin, que combinados entre si, definen los productos intermedios a los que
se asignarn los paquetes de trabajo. La clave por tanto, es planificar con la mayor
precisin posible la ejecucin de los trabajos identificados previamente.
El objetivo perseguido son los paquetes de trabajo para lograr con ello una mayor
eficiencia tanto en calidad como en plazo y costes. Dentro de la filosofa de la
Construccin Integrada, esta planificacin de la construccin conlleva una planificacin
paralela del diseo y el aprovisionamiento.
La metodologa de la Construccin Integrada se basa en los siguientes puntos
fundamentales:
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
40
- El diseo de detalle y la preparacin de las rdenes de trabajo debe estar
orientado a los productos intermedios.
- El proceso de construccin se basa en el armamento por zona y etapa con:
- Alto grado de prearmamento.
- Extensa aplicacin de mdulos.
- Finalizacin de trabajos por zonas.
- La estructura organizativa del Astillero debe estar organizada y apoyar esta
metodologa de construccin.
- El Aprovisionamiento debe estar plenamente integrado con objeto de una logstica
de materiales justo a tiempo.
Caractersticas Principales de la Construccin Integrada.
Para hacer operativa en grado mximo la C.I. es necesario definir e implantar los
siguientes principios bsicos:
a) Fabricacin por familias.
Disear de forma que se pueda descomponer el producto final buque en Grupos de
Familias de Productos Intermedios., tanto Estructurales como de Armamento, de
acuerdo con sus caractersticas de Elaboracin, material, tamao y operaciones
necesarias para producirlas, de forma que cada Grupo est formado por P.I. con
procesos de elaboracin semejantes, que se fabrican en Lneas de Proceso fijas,
tratando con ello de obtener el mximo rendimiento de la mano de obra as como
de la maquinaria e instalaciones.
b) Estrategia Constructiva.
Planear la forma de construir y disear el buque desde su etapa de diseo
conceptual, o lo que es lo mismo, la forma en la que se quiere construir el buque. La
definicin de la EC, es la base fundamental para poder planificar y dirigir
organizadamente todas las actividades que afectan a la Produccin, influyendo por lo
tanto, en aspectos del Diseo, Materiales, Planificacin y Calidad. La EC de un buque
est formada por un conjunto de actividades que se refleja en una serie de
documentos que definen la forma de disear y construir el buque. Estos documentos
se realizan paralelamente a las diversas fases del Proyecto del buque, comenzando
en la etapa de Diseo Conceptual y desarrollndose paulatinamente en el tiempo a
medida que el Proyecto avanza.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
41
c) Planificacin Integrada.
Disponer de una planificacin realizada antes del desarrollo del proyecto coherente
con la Estrategia Constructiva. Esta planificacin avanzada es primordial para poder
realizar con xito el Armamento por Zonas. La planificacin debe relacionar las fechas
de necesidad de la documentacin tcnica y los materiales con la fecha de realizacin
de los trabajos correspondientes a cada Zona-Etapa. Tambin debe establecer las
cargas de trabajo para las diversas Unidades Productivas. La definicin en la
Estrategia Constructiva de los Paquetes de trabajo por ZONA/ETAPA/UNIDAD
PRODUCTIVA permite una Planificacin Operativa integrada entre las actividades de
DISEO - APROVISIONAMIENTO - PRODUCCIN.
d) Construccin integrada por Zonas-Etapas.
La Construccin Integrada por Zonas-Etapa es la forma de aplicar las ventajas de la
fabricacin en serie a la construccin naval. Hay que definir Grupos de Trabajo Multi-
funcional en las diversas reas del Astillero en espacios controlados, y con medios de
produccin y herramental especifico, realizando repetidamente trabajos con procesos
similares en una determinada Etapa y para unas determinadas Zonas (cada Zona
tiene unas Etapas determinadas), o sea en Productos Intermedios semejantes.
e) Diseo orientado a la Produccin.
Realizar un diseo orientado a la produccin (producibilidad) y a sus lneas de
proceso, potenciando el concepto de familias de Productos Intermedios segn el
Catlogo de P.I. existentes en cada Astillero. La documentacin tiene que estar
desarrollada por ZONAS (P.I. estructurales o Zonas Geogrficas)/ETAPA/UNIDADES
PRODUCTIVAS, de acuerdo con lo desarrollado en la Estrategia Constructiva del
buque. Desde este punto de vista el diseo es la forma de documentar la Estrategia
Constructiva. La organizacin de una Oficina Tcnica que pertenece a un Astillero que
realiza una Construccin Integrada debe favorecer el diseo orientado a los Productos
Intermedios En este tipo de organizacin los diseadores recogen las actividades a
realizar, segn indica la Estrategia Constructiva, por ZONAS/ETAPA/UNIDAD
PRODUCTIVA y guiados a su vez por planos de coordinacin o control de diseo
realizados en la fase de transicin (durante el desarrollo del proyecto funcional y antes
de iniciarse el proyecto de desarrollo) realizan los planos de construccin en la forma
que la Construccin Integrada requiere.
f) Paquetes de trabajo por Zona-Etapa.
En la Construccin Integrada, el Paquete de Trabajo (P.T.), es el conjunto de las
rdenes de Trabajo que lleva un Producto Intermedio desde un determinado nivel a
otro nivel inmediato superior aadiendo valor a la obra. A cada Zona-Etapa le
corresponden uno, varias o ningn Paquete de Trabajo.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
42
g) Grupos de Trabajo Multifuncionales.
Las caractersticas de los componentes de los Grupos de Trabajo que componen las
Unidades Productivas son:
- Ser MULTIFUNCIONAL, es decir que sus componentes acepten la polivalencia
que su formacin les permite.
- Trabajar por objetivos de plazo, coste y calidad.
- Realizar un Autocontrol de la calidad, cumplimentando los Procedimientos
definidos por el Astillero.
Aunque se debe tratar que los Grupos de Trabajo sean lo ms estable posible, sus
componentes aceptarn la movilidad a otras Unidades Productivas de acuerdo con las
cargas de trabajo.
- La implantacin en los Grupos de Trabajo del concepto de Cliente Interno: Cada
Grupo de Trabajo debe finalizar los Productos Intermedios que ha de entregar al
Grupo de Trabajo siguiente, en adecuadas condiciones de Plazo, Calidad y Grado de
Finalizacin.
La finalidad ltima de los Grupos de Trabajo es llegar a convertirse en Crculos de
Calidad, con capacidad de anlisis de sus procesos de trabajo y consiguiente auto-
mejora.
h) Aprovisionamientos.
La Construccin Integrada permite realizar mediante la Estrategia Constructiva una
logstica de materiales Justo a tiempo, al contemplar esta el momento de montaje de
los diversos aparatos y equipos del buque, pudiendo de esta forma planificar las
fechas de necesidad de las Especificaciones de compra cara a iniciar tempranamente
las gestiones con los suministradores, en lo que respecto a informacin tcnica y
formalizacin de los pedidos. El resto de los materiales se puede estimar con
suficiente fiabilidad, una vez definido el diseo funcional y ayudado por el diseo
transicional (planos de coordinacin o control de diseo) as como de datos
estadsticos de otras construcciones. Esta primera aproximacin se debe hacer a
partir de los productos estandarizados; Esta estandarizacin es indispensable en la
metodologa de construccin que se est abordando para no poner en riesgo el
proceso de entrega "justo a tiempo". Hay que tener especial cuidado con los
materiales de importacin o de largo plazo de entrega. Los pedidos a los
suministradores de ciertos materiales puede realizar inicialmente condicionndolos a
entregas parciales de acuerdo con la Estrategia Constructiva.En la Construccin
Integrada los suministradores, a travs de Aprovisionamientos, se convierten en
colaboradores, aportando no solo materiales sino tambin ingeniera; como puede ser
la necesaria para la construccin de ciertos mdulos de equipos, cabinas modulares,
etc.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
43
i) Control Estadstico.
Las teoras sobre le control estadstico de los procesos permite decir a un Astillero
que est fabricando por el mtodo de Construccin Integrada.
4.1.12. Control estadstico de los procesos en la construccin integrada (finales
de los aos 90 y ao 2000 en adelante).
Una vez implantado el diseo y la construccin por productos intermedios y agrupados
los mismos por caractersticas afines de fabricacin para ser realizados en las diversas
lneas de Proceso, hay que conseguir que estas trabajen estabilizadas; es decir que
los procesos estn bajo control estadstico. Una vez conseguido esto, el siguiente
paso es ir optimizndolas. Las teoras sobre control estadstico de los procesos, es el
mtodo de anlisis de los procesos productivos que nos permite detectar
desviaciones, corregirlas y optimizar las Lneas de Proceso, con el consiguiente
incremento continuado de la Productividad. Sus teoras sirven no solo para los
procesos productivos, si no tambin para cualquier actividad (Realizacin de planos,
trabajos administrativos, etc.), en la que est establecida una cierta metodologa.
Dentro de este apartado est el Control Dimensional, basado en mtodos estadsticos,
y que nos sirve para realizar el seguimiento y el control de las desviaciones de la
exactitud dimensional de los Productos Intermedios Estructurales y de Armamento.
Mejora de la seguridad y de las condiciones de trabajo en Produccin
Con el empleo de la Construccin Integrada, se desvan trabajos que tradicionalmente
se realizaban a bordo a los talleres (Prefabricacin de Mdulos y Prearmamento en
Bloques) se produce una mejora en las condiciones de trabajo a la vez que una
disminucin de la peligrosidad, con e consiguiente incremento de la productividad.
Calidad
La estabilidad de los procesos de produccin en la Construccin Integrada requiere
una uniformidad de Calidad en todas las etapas del proceso, de acuerdo con el
concepto de Cliente interno.
4.1.13. Estrategia constructiva (aos 90 y ao 2000 en adelante).
4.1.13.1. Introduccin a la Estrategia Constructiva.
La Construccin Integrada se basa en la Estrategia Constructiva o plan preestablecido
con el cual el Astillero quiere construir el buque. Por lo tanto, la Estrategia Constructiva
define, lo antes posible, la divisin del buque en productos intermedios y la
clasificacin del trabajo de produccin en zonas y etapas. Las actividades de definicin
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
44
de la Estrategia Constructiva se basan en la aplicacin de tcnicas de ingenieras
concurrentes y de esta forma, despus de un primer borrador realizado por el
departamento de Ingeniera de Produccin, basado en la experiencia alcanzada con
buques anteriores, las peculiaridades de cada proyecto se aaden por medio de
debates/discusiones en los cuales participan todos los departamentos involucrados:
Planificacin, Produccin, Oficina Tcnica, Aprovisionamientos y Calidad.
El proceso de definicin de la Estrategia Constructiva consta de los siguientes
procesos:
Divisin del buque en bloques y divisin de cada bloque en productos estructurales
intermedios (sub-bloques).
Preparacin del Programa de Fabricacin y Montaje de Bloques, que se convierte en
referencia permanente y base de informacin provisional para todos los esfuerzos de
programacin (planos, pedidos, rdenes de trabajo, etc.) que deben hacerse en el
Astillero hasta que tenga lugar la botadura del buque.
Realizacin de la lista preliminar de planos desde dos aspectos fundamentales:
- Organizacin de los planos.
- Fechas de necesidad de los planos de produccin.
Programa de necesidad de equipos principales.
Definicin de la Estrategia Constructiva Bsica.
Anlisis detallado de los trabajos necesarios para la construccin del buque (tipo de
documentacin necesaria, divisin del trabajo por zonas, decisiones sobre productos
intermedios que deben utilizarse, aberturas provisionales en el casco y rutas de
montaje de equipos).
Identificacin y definicin de tareas, agrupacin de las mismas en Ordenes de
Trabajo y reparto del presupuesto con objeto de establecer el Presupuesto 0 para
el Control de Obra.
Actualizacin peridica de la documentacin de definicin de la Estrategia
Constructiva, que cubra las variaciones entre un buque de la clase y otro, as como
cualquier otra mejora que se considere necesaria.
4.1.13.2. Estrategia Constructiva para Tuberas.
Desde el punto de vista de la estrategia constructiva, se establece la siguiente
clasificacin de los sistemas de tubera:
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
45
Tuberas en general. Incluye la tubera de todos los sistemas del buque excepto los
mencionados en los apartados siguientes. Dentro la tubera general, se pueden
identificar los siguientes sub-tipos:
- Tubera interna. Se considera tubera interna toda aquella que circula por el
interior de los tanques.
- Tubera de cierre. Se considera tubera de cierre la situada en reas de unin
entre bloques.
- Tubera de conexin a equipos. Se contempla, dentro de este grupo, los tramos
de tubos y conexiones flexibles que conectan con los equipos, as como el
conexionado de las bandejas de derrames.
Tubera de purgas de condensado de equipos CVAA.
Tubera de sistemas hidrulicos.
Tubera neumtica y termoneumtica.
Tubera hidrulica de accionamiento de vlvulas de cierre rpido.
Tubera en espacios sanitarios, incluyendo la grifera y elementos similares.
Tubera en duchas de estaciones de descontaminacin.
La tubera se clasifica en cuanto al proceso de fabricacin en:
FA: tubos de fabricacin anticipada. Fabricacin en el taller, previamente al montaje.
Geometra definida en las isomtricas de elaboracin.
FASL: tubos de fabricacin anticipada con sobrelargo. Se destinan a corregir las
diferencias que tengan que absorberse en obra. Fabricacin en el taller previamente
al montaje, pero con sobrelargo en los extremos para permitir su ajuste durante la
instalacin. Geometra definida en las isomtricas de elaboracin, que contemplan el
sobrelargo.
CPB: tubo a comprobar plantilla en obra. Se usan para cierres entre bloques y
conexin con equipos. Fabricacin en taller previamente al montaje. Geometra
definida preliminarmente en las isomtricas de fabricacin, pero requiere comprobar
en obra la geometra definitiva.
FB: tubos de fabricacin en obra. Fabricacin en obra durante el montaje. La
geometra puede estar definida en la isomtrica de elaboracin o no estar definida
(planos esquemticos o planos de disposicin de tubera sin isomtrica). Es el caso
de la tubera tipo Blucher (ver Figura 4-13) y la tubera termoneumtica, por ejemplo.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
46
Figura 4-13: Tubera tipo Blucher
4.1.13.3. Estrategia Constructiva para Elaboraciones y Prefabricaciones de
Tubera.
Excepto las tuberas FB, que se fabrican a bordo, los tubos tienen un proceso de
fabricacin previo al montaje.
El proceso de elaboracin de la tubera contempla:
Recepcin, seleccin e identificacin del material en taller.
Cortes/ curvado y desengrasado.
Conformado y soldadura.
Limpieza y proteccin.
Las elaboraciones de componentes se realizarn tomando como referencia el
momento de instalacin. Se contemplan tres fases de elaboracin con paquetes de
fabricacin separados:
Elaboraciones para prearmamento fase 1.
Elaboraciones para prearmamento fase 2.
Elaboraciones de armamento en trabajos de uniones en grada y zona.
Los soportes estndar se adquirirn como material comercial. La elaboracin de los
soportes mltiples y los soportes especiales se considerar como una operacin
asociada al montaje de la tubera.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
47
4.1.13.4. Estrategia Constructiva para Prearmamento Fase 1 de Tubera.
Durante esta fase se desarrollarn las actividades relacionadas con las tuberas que
se indican a continuacin:
Instalacin completa de tubera general, excepto los sub-tipos de tubera de cierre y
conexiones a equipos.
Instalacin de tubera interna.
Instalacin de soportes y penetraciones de tubera hidrulica.
Instalacin de soportes y penetraciones para tubera neumtica y tubera
termoneumtica.
Instalacin de tubera hidrulica para vlvulas de cierre rpido, soportes y
penetraciones as como la instalacin de los soportes para las unidades de
accionamiento.
Se buscar aprovechar la posicin ms favorable del bloque para realizar los trabajos.
La tubera situada bajo cubierta o en mamparos, se instalar preferentemente en
posicin invertida.
La tubera de unin entre sub-bloques se instalar una vez que la unin estructural
est suficientemente avanzada. Se realizar en posicin normal o invertida en funcin
de cmo se realice la unin.
Se iniciar la instalacin de la tubera interna de doble fondo con anticipacin
suficiente para permitir que se completen los trabajos antes del forrado del casco
(cierre del tanque).
Durante el prearmamento fase 1 se presentar la tubera de los sistemas hidrulicos
para situar e instalar los soportes y penetraciones. Una vez instalados se desmontar
la tubera que se almacenar hasta el momento de su instalacin definitiva.
Para la instalacin de soportes y penetraciones de la tubera neumtica,
termoneumtica y del sistema hidrulico de accionamiento de vlvulas de cierre
rpido, se realizar un trazado previo en el bloque.
Para facilitar las tareas de chorreado y pintado, se desmontarn temporalmente los
tramos que fuesen necesarios para acceder a zonas ocultas por la tubera,
reponindose tan pronto como sea posible.
4.1.13.5. Estrategia Constructiva para Chorreado y Pintado de Tubera.
Al inicio de esta etapa se protegern los accesorios y los extremos abiertos de las
tuberas. Se mantendrn protegido durante todo el proceso. No se chorrear la tubera
de CuNi, acero galvanizado ni acero inoxidable (incluyendo tubera tipo Blucher).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
48
Cuando se encuentre instalada tubera de alguno de estos materiales, se proteger
adecuadamente del chorreado.
Se podrn pintar, por razones estticas, aquellos tramos de los materiales
mencionados en el prrafo anterior que se considere conveniente. De manera general,
no ser necesario pintar los tramos de tubera que se encuentren sobre falsos techos y
detrs de forros decorativos.
4.1.13.6. Estrategia Constructiva para Prearmamento Fase 2 de Tubera.
Se reinstalar la tubera desmontada temporalmente previamente al chorreado y
pintado. Durante esta fase se iniciar la instalacin de la tubera de conexin a
equipos (equipos instalados durante P2), incluyendo el conexionado de bandejas de
derrames y conexiones flexibles cuando corresponda. Estos trabajos continuarn en
fases posteriores.
4.1.13.7. Estrategia Constructiva para Trabajos de Uniones de Tubera.
Durante los trabajos de unin entre bloques (en grada o durante la formacin de
grandes bloques) se realizar la instalacin de la tubera de cierre entre bloques.
4.1.13.8. Estrategia Constructiva para Trabajos en Zona de Tubera.
Durante esta fase se desarrollarn las actividades relacionadas con las tuberas que
se indican a continuacin:
Instalacin de tubera de conexionado a equipos que no se haya instalado
previamente, as como los soportes necesarios.
Instalacin de purgas de condensado para equipos de CVAA.
Instalacin de tubera de sistemas hidrulicos.
Instalacin de tubera neumtica y termoneumtica.
Instalacin del sistema hidrulico de accionamiento de cierre rpido de vlvulas,
incluidas unidades de accionamiento.
Instalacin de tubera y accesorios de espacios sanitarios.
Instalacin de tubera de duchas en estaciones de descontaminacin.
Se instalar definitivamente, durante esta fase, la tubera de los sistemas hidrulicos.
El montaje de las tuberas que se indican en la tabla siguiente (Tabla 4-1) est
condicionado por los sistemas/ equipos/ elementos que se detallan. Una vez
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
49
instalados dichos sistemas/ equipos/ elementos, se instalarn las tuberas
correspondientes.
Clasificacin Montaje condicionado por
Tubera de
Conexionado a equipos
Equipos a los que conexiona
Sistema de tubera asociados al equipo
Purgas de Aire
Acondicionado
Equipos de aire acondicionado relacionados
Sistema de evacuacin asociado al equipo
Tubera
Termoneumtica Panel de vlvulas
Tubera y Accesorios
de espacios sanitarios Aparatos Sanitarios
Tubera de duchas en
estaciones de
descontaminacin
Instalacin de piso y forro de las estaciones de
descontaminacin
Tabla 4-1: Secuencia de Montaje de Tubera
4.1.13.9. Estrategia Constructiva para Trabajos a nivel de buque y sistema de
Tubera.
Una vez completada la instalacin del sistema de tubera, se realizarn las pruebas
hidrulicas y la limpieza en los sistemas que lo requieran. Estas pruebas se podrn
realizar dividiendo los sistemas por partes, no siendo necesario hacerlas sobre los
sistemas al completo. La limpieza de los sistemas se realiza una vez finalizada la
prueba hidrulica y con el sistema completo.
4.1.13.10. Estrategia Constructiva para Puntos Crticos en la definicin de la
Estrategia Constructiva de Detalle por productos intermedios de Tubera.
Dimensiones de los tubos. Es necesario comprobar que las dimensiones de los tubos
permiten un embarque e instalacin adecuado segn la estrategia prevista.
Cuando la instalacin de tuberas est condicionada por otras tareas, se
establecern las secuencias apropiadas.
4.1.13.11. Estrategia Constructiva para Mdulos de Taller.
Excepto donde se indique lo contrario, el centro de Tuberos ser el rea del Astillero
responsable de los trabajos relacionados con:
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
50
Elaboracin de tubera.
Preinstalacin de tubera en los mdulos durante su prefabricacin.
Instalacin de mdulos a bordo (excepto mdulos de equipo).
Conexionado de tuberas a los servicios del buque durante la instalacin de mdulos.
Excepto donde se indique lo contrario, el centro de Aceros ser el rea del Astillero
responsable de los trabajos relacionados con:
Elaboracin y prefabricacin de los entramados y polines para mdulos de equipo.
Instalacin de polines y reforzados para mdulos de equipo.
Excepto donde se indique lo contrario, el centro de Monturas ser el rea del Astillero
responsable de los trabajos relacionados con:
Preinstalacin de equipos durante prefabricacin de los mdulos de equipo.
Montaje a bordo de mdulos de equipo.
Excepto donde se indique lo contrario, el centro de Pintores ser el rea del Astillero
responsable de los trabajos relacionados con:
Pintado de mdulos o componentes durante la prefabricacin de los mdulos.
El taller de Mdulos ser el centro del Astillero en el que se realizar la prefabricacin
de los mdulos, siendo responsable de la coordinacin de las actividades que
contemplen.
4.1.13.12. Estrategia Constructiva para Trabajos de Elaboracin y Prefabricacin
de Mdulos de Taller.
Los mdulos de taller requieren unos procesos de elaboracin y prefabricacin previos
a su instalacin. Para ello, primeramente se elaboran los componentes necesarios
(tuberas, entramados, etc.) y posteriormente se ensamblan.
Las tareas de elaboracin que se desarrollan durante esta etapa son:
Elaboracin de tubera (para ms informacin sobre el proceso de fabricacin de
tubera, ver el punto 4.1.13.2).
Elaboracin y prefabricacin de entramados y polines para mdulos de equipo.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
51
Los paneles base para los mdulos tipo panel se adquirirn como productos
elaborados por lo que no est prevista ninguna tarea de fabricacin por parte del
Astillero.
La tubera para los paneles, por ser de pequeo dimetro no requiere elaboracin
anticipada.
Las tareas que se desarrollan durante la prefabricacin de los mdulos son:
Prefabricacin de soportes mltiples para mdulos tipo rack.
Preinstalacin de tubera y accesorios (vlvulas, etc) en los mdulos.
Preinstalacin de equipos en mdulos de equipo.
Pintado de mdulos o componentes.
Los trabajos de pintado de mdulos, durante esta fase, comprenden el pintado de
componentes en paneles y mdulos de equipo, el pintado de zonas de difcil acceso,
cuando sea requerido, en mdulos tipo rack y colectores, y el imprimado de soportes
mltiples, entramados y polines.
4.1.13.13. Estrategia Constructiva para Trabajos de Prearmamento Fase 1 de
Mdulos de Taller.
Durante el prearmamento fase 1 se realizan las siguientes tareas:
Instalacin de mdulos tipo rack.
Instalacin de polines y reforzados para mdulos de equipo con fijacin empernada
a la estructura (cuando existan).
Conexionado de tuberas de los mdulos a los servicios del buque.
Excepto donde se indique lo contrario, la instalacin ser completa y no se montarn
los mdulos o componentes afectados por uniones.
Se aprovechar la posicin invertida de los subbloques para la instalacin de
elementos a techo y la parte alta de los mamparos (ver Figura 4-14), especialmente
mdulos tipo rack y reforzados bajo cubierta.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
52
Figura 4-14: Montaje de Rack de Tubera
4.1.13.14. Estrategia Constructiva para Trabajos de Chorreado y Pintado de
Mdulos de Taller.
Previamente al inicio del chorreado se protegern adecuadamente los componentes
instalados en los paneles que se hayan instalado durante el prearmamento fase 1.
Para la proteccin de tubera o accesorios de los mdulos instalados durante
prearmamento fase 1 ver punto 4.1.13.2.de Tubera.
4.1.13.15. Estrategia Constructiva para Trabajos de Prarmamento Fase 2 de
Mdulos de Taller.
Durante el prearmamento fase 2 se realizan las siguientes tareas:
Instalacin de mdulos tipo panel.
Instalacin de mdulos de equipo.
Conexionado de tuberas de los mdulos a los servicios del buque.
Excepto donde se indique lo contrario, la instalacin ser completa.
No se montarn los mdulos o componentes afectados por uniones ni los mdulos de
equipo situados sobre la cubierta superior de los bloques.
En el caso de los mdulos de equipo con fijacin soldada a la estructura y mdulos
tipo panel, durante su instalacin se protegern adecuadamente los elementos
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
53
dispuestos en las proximidades para evitar causarles daos, llegando si fuese
necesario a desmontarlos temporalmente.
4.1.13.16. Estrategia Constructiva para Trabajos en Uniones de Mdulos de
Taller.
Durante los trabajos de unin entre bloques (en grada o durante la formacin de
grandes bloques) se realizarn las tareas que se indican:
Instalacin de mdulos afectados por uniones de bloques.
Instalacin de mdulos de equipo situados sobre la cubierta superior de los
bloques.
Excepto donde se indique lo contrario, la instalacin ser completa.
Excepto donde se indique lo contrario, la instalacin ser completa. Una vez instalados
los mdulos, en los mdulos de equipo y mdulos tipo panel se protegern
adecuadamente los equipos, accesorios, etc que se puedan ver afectados por los
trabajos industriales asociados a la unin. El embarque de los mdulos se coordinar
con la maniobra de montaje de los bloques.
Generalmente los mdulos debern se embarcados previamente a la realizacin de la
unin y estibados temporalmente en las proximidades de su situacin definitiva
mientras se completan los trabajos de unin estructural.
4.1.13.17. Puntos crticos en la definicin de la Estrategia Constructiva de
Detalle por productos intermedios.
Durante la definicin de la Estrategia Constructiva de Detalle por productos
intermedios se realizarn las tareas que se indican a continuacin:
Identificar el tipo de mdulo.
Identificar mdulos que con unin empernada a la estructura diferencindolos de los
que tienen unin soldada.
Identificar los mdulos cuya instalacin est afectada por uniones de bloques.
Identificar los mdulos que puedan resultar crticos para el embarque por sus
dimensiones o peso y definir las rutas y secuencias de embarque apropiadas.
Analizar el aumento de peso de armamento que supone la instalacin de los mdulos
de cara a la maniobra de montaje en grada de los bloques, por si pudiese poner en
riesgo dicha maniobra.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
54
4.1.14. Gestin del ciclo de vida del producto: PLM (Product Lifecycle
Management) El Futuro
En la humilde opinin del autor, la gestin del Ciclo de Vida del Producto debe ser el
futuro de la Construccin Naval en lo que a gestin de la informacin se refiere.
4.1.14.1. Definicin de un Sistema PML.
El PLM (Product Lifecycle Management) es una solucin informtica empresarial que
permite implementar una estrategia de gestin de toda la informacin relacionada con
el producto, desde la primera idea hasta su retirada del mercado.
Es preciso remarcar que PLM no es tanto una tecnologa o sistema informtico como
una estrategia que saca provecho de esta tecnologa, en la que los procesos son tan
importantes como los datos que se gestionan.
Los sistemas PLM integran las islas de informacin existentes en las empresas,
provocadas por unos procesos secuenciales, fragmentados, basados en papeles y
archivos desperdigados con mucha intervencin manual. Sin PLM, los lanzamientos
de nuevos productos son lentos, consumidores de recursos que son escasos, tienen
poca visibilidad, y son difciles de gestionar y controlar.
4.1.14.2. Utilidad de un PLM en empresas de Construccin Naval.
Un sistema PLM sirve para:
- Centralizar y organizar todos los datos del producto (buque).
- Gestionar formalmente los proyectos de diseo y desarrollo de productos.
- Integrar los procesos de diseo con los de industrializacin y produccin.
En virtud de esto, un PLM permite tener bajo control y optimizar todos los procesos
relacionados con el diseo y lanzamiento a produccin de un nuevo producto (el
buque), as como los posteriores cambios durante toda su vida.
El PLM contribuye a mejorar substancialmente la innovacin de producto, los procesos
de desarrollo y los de ingeniera y, como consecuencia, aumentar las ventas y reducir
el coste del producto.
Es importante entender que el PLM sirve para funciones muy diferentes del ERP. Con
el ERP se gestiona el capital fsico (activos tangibles) de la empresa, mientras que el
PLM gestiona el capital intelectual (activos intangibles). Ambos son necesarios y
complementarios. Con un PLM gestionamos toda la informacin virtual del producto,
y con el ERP gestionamos los productos reales. La frontera acostumbra a estar en el
momento de la liberacin para la produccin. Por ejemplo, con el PLM podremos
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
55
gestionar las sucesivas versiones de las tuberas y listas de materiales del buque en
sus fases de desarrollo, y slo cuando ste sea liberado para produccin los datos del
trabajo de tubera sern transmitidos al ERP, para hacer las compras y la planificacin
de la produccin. El sistema PLM mantiene el histrico de la evolucin del producto,
respondiendo a las preguntas de quin, qu, cuando, porqu, cmo, y el ERP
acostumbra a tener slo la visin en un cierto instante: ahora y aqu.
4.1.14.3. Relacin del PLM con la Innovacin.
La innovacin supera cualquier otra estrategia cuando se trata de ganar mercados o
crear otros nuevos. Un producto innovador en un nuevo mercado no tendr
competidores y la empresa trabajar con mrgenes generosos. Es la situacin ideal,
en la que se maximizan simultneamente la rentabilidad de la empresa y la
penetracin en un determinado mercado.
Los sistemas PLM son la herramienta fundamental que permite a la empresa
establecer y aplicar con xito estrategias de innovacin, puesto que van dirigidos a la
mejora radical de los procesos que forman parte del corazn de la empresa: el
desarrollo de nuevos productos y su puesta en el mercado.
Por su naturaleza, el PLM consolida y facilita el acceso al conocimiento. Toda la
informacin de los productos y procesos queda almacenada en un sistema que est
siempre a disposicin de todas las personas.
El PLM mejora muy notablemente los siguientes puntos:
- La reutilizacin del conocimiento: Por conocimiento podemos entender la
informacin que queda a disposicin de la empresa de entre toda la que las
personas van creando en su trabajo diario. Cuando una empresa se plantea disear
un nuevo producto o una mejora sobre uno ya existente tiene inmediatamente
accesible todo su conocimiento en forma de archivo histrico de diseos y lecciones
aprendidas. Permite recuperar fcilmente proyectos anteriores y estudiar alternativas
y evoluciones con mucha agilidad. Tambin fomenta la reutilizacin de componentes
y modelos ya probados, ahorrando prototipos y pruebas.
- La colaboracin: PLM permite trabajar concurrente y armnicamente sobre un
mismo proyecto a todas las personas involucradas, de todos los departamentos,
tanto local como remotamente. Facilita la participacin de los clientes y de los
proveedores y pone en comn los mejores talentos de la empresa. Con PLM se
pueden tomar decisiones ms fundamentadas ya desde las primeras fases del
diseo, en las que se fijan las caractersticas del producto y quedan comprometidos
los costes del proyecto.
- Los resultados son: Productos ms innovadores, Superior calidad, Cumplimiento
de normativas, El time to market se acorta notablemente, Incremento de los
ingresos (ver Grfico 4-1).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
56
PROPUESTA DE VALOR DEL PLM: ELEVADO RETORNO DE LA
INVERSION
Diseo Lanzamiento
de producto
Mantenim./
Servicio
Transicion
final
ETAPAS
(
-
)
G
A
S
T
O
S
;
(
+
)
I
N
G
R
E
S
O
S
PROCESO CON PLM Proceso de desarrollo tradicional
Grfico 4-1: Propuesta de valor del PLM
4.1.14.4. Caractersticas y funciones de un sistema PLM de Ingeniera.
a) Arquitectura de un sistema PLM.
Los sistemas PLM tienen una arquitectura informtica del tipo cliente-servidor, aunque
en las ltimas generaciones se observa una creciente presencia de arquitecturas
puramente web.
- El servidor: En el servidor opera una base de datos relacional en la que se almacena
y gestiona toda la informacin.
- Los clientes: El acceso para los usuarios al servidor se hace mediante una aplicacin
cliente instalada en los ordenadores personales. Este acceso puede hacerse tanto va
red local como remotamente va web. Las aplicaciones (CAD, ofimtica, etc.) que
generan la informacin que se quiere gestionar estn integradas con el PLM.
As, en el sistema PLM se guardan automticamente todos los archivos generados por
las numerosas aplicaciones informticas y que de otra forma acostumbran a estar
diseminados y desprotegidos por las carpetas y discos de los diversos ordenadores y
servidores. De la misma manera, cuando se quiere consultar, visualizar o recuperar
cualquier informacin, sta se busca en el sistema PLM.
- El hardware: Se requiere un servidor las caractersticas del cual dependern del
volumen de documentacin a gestionar y del nmero de usuarios del sistema, pero
nada especialmente diferente a otros sistemas de gestin empresarial2. En cuanto a
los PCs clientes, se utilizan los mismos que ya tienen los usuarios para sus tareas
habituales.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
57
b) La informacin gestionada.
Los sistemas PLM son muy flexibles. En la base de datos del servidor (llamada vault o
caja fuerte) se archivan objetos de informacin de todo tipo, sin limitacin. La
estructura de informacin que ofrecen los sistemas PLM es muy rica y se puede
adaptar a las necesidades y procesos de cualquier empresa.
Una caracterstica fundamental es que cada objeto de informacin est guardado slo
una nica vez en el sistema, lo que se conoce como dato nico. Cuando este objeto
tiene que formar parte de una nueva estructura, grupo o proyecto se establece un
vnculo entre su ubicacin lgica original y el nuevo lugar en el que se utiliza, de
manera que nunca se duplica.
En Ingeniera la parte de ingeniera hace referencia a la informacin relacionada con
los productos fsicos (materiales, productos y referencias) los cuales en el PLM se
llaman tems.
Con un sistema PLM, la estructura del producto y los tems que lo componen son
creados por los ingenieros en el propio sistema PLM, tarea para la cual ofrece
funciones especializadas.
Esta estructura es ms completa que la de diseo y est orientada a las compras y a
la planificacin de la produccin. Tambin se gestionan las distintas configuraciones
de la estructura del producto, opciones y variantes, as como otros objetos de
ingeniera como los resultados de anlisis, simulacin y validacin. Para eliminar
tareas manuales de transferencia de informacin, habitualmente se conectan los
sistemas PLM con los ERP, transfirindoles automticamente la estructura de
producto del PLM para acelerar el lanzamiento a produccin.
c) Principales funciones de un sistema PLM.
Las primeras funciones de un sistema PLM son las que se enuncian a continuacin:
- Almacenar, organizar y proteger los datos: El PLM agrupa todos los datos del
producto en un servidor nico. Los datos dejan de estar dispersos entre las carpetas
de Windows. Organiza los documentos de una forma estandarizada, por criterios
lgicos simultneos tales como proyectos, productos o clientes.
- Gestionar los documentos y sus cambios: Gestionar los documentos: entre otras
funciones, el PLM graba los documentos en la base de datos, lo que permite buscar y
recuperarlos, crear versiones o validarlas. Por documento se entiende cualquier objeto
creado por el usuario con una aplicacin informtica. Este puede ser, por ejemplo, un
texto de ofimtica, un modelo hecho con un sistema de CAD 3D, o el diseo de una
placa electrnica.
- Gestionar los cambios: es una funcin fundamental del PLM que permite la completa
trazabilidad de la historia de los documentos. stos pasarn por diferentes etapas en
su ciclo de vida, tales como: borrador, revisado, aprobado y obsoleto. Se controla qu
se puede hacer con un documento en funcin de su estado. Se guardan todas las
versiones y su historial, as como los detalles de los cambios (quin, cundo, porqu).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
58
- Buscar y recuperar la informacin: Con el PLM, los usuarios tienen a su disposicin
potentes mecanismos que permiten encontrar instantneamente cualquier documento
o conjunto de los mismos. Una vez encontrado un documento se puede conocer y
recorrer gilmente toda la estructura documental relacionada.
Por ejemplo, a partir de un plano encontrar la pieza y, a partir de la misma, los
conjuntos a los cuales pertenece.
- Compartir datos con usuarios de forma controlada: El PLM permite que varios
usuarios puedan acceder a un mismo documento simultneamente de manera que se
evite el riesgo de sobrescribirlo.
- Ejecutar procesos y flujos de trabajo (workflows): Los sistemas PLM ayudan a
ejecutar y controlar los diferentes procesos que los usuarios tienen que hacer con la
informacin. Permiten definir fcilmente y de forma grfica un flujo de trabajo,
indicando las tareas a realizar, las personas que tienen que participar y las reglas de
negocio a cumplir. Un flujo de trabajo habitual es la gestin del cambio de diseo de
una pieza.
- Visualizar datos y documentos: En un sistema PLM se puede visualizar cualquier
documento sin que el usuario tenga instalada la aplicacin que se us para crearlo. No
se permite ningn tipo de manipulacin, pero habitualmente disponen de funciones de
comentario y marcaje para poder opinar e informar sobre el contenido.
- Crear, clasificar y gestionar artculos: Es una prestacin fundamental y necesaria de
un sistema PLM, ya que no basta con gestionar documentos, sino que stos han de
estar relacionados con los tems o productos fsicos a los que hacen referencia.
Haciendo uso de esta prestacin, los usuarios crean los artculos y los vinculan con los
documentos; estos vnculos se mantienen cuando el artculo se utiliza en un nuevo
proyecto o estructura, de manera que la estructura documental y la de producto estar
siempre en sincrona. Esta es una caracterstica que diferencia claramente los
Sistemas PLM de los llamados Sistemas de Gestin Documental, los cuales, al no
gestionar tems, no pueden establecer vnculos entre documentos y artculos.
-Crear estructuras y listas de materiales: Una vez creados los artculos, el PLM permite
que los ingenieros los relacionen entre ellos, conformando la estructura del producto a
diversos niveles. Despus, se pueden derivar mltiples vistas adicionales: la vista de
produccin, la de compras, la de mantenimiento. En un producto multidisciplinar, la
estructura incluir todo tipo de artculos: mecnicos, elctricos, electrnicos, software,
etc. Tambin se pueden crear estructuras con opciones y variantes segn criterios de
configuracin.
Habitualmente se dispone de funcionalidades para comparar dos estructuras entre s,
o interrogar dnde se utiliza un determinado artculo o grupo. Esto permite valorar el
impacto de un cambio de ingeniera. Tambin se pueden generar todo tipo de informes
como las listas de materiales.
- Integrar la informacin de ingeniera con otros sistemas y procesos informticos
empresariales: Los sistemas PLM ofrecen funciones de exportacin de la informacin
generada para que sea utilizada por los otros sistemas de la empresa. La aplicacin
ms relevante es la de transferir automticamente los tems, estructuras y listas de
materiales al sistema de gestin a fin de hacerlas accesibles a los departamentos de
compras y produccin. Sin PLM, ste es un proceso sin ningn de valor aadido, que
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
59
habitualmente se hace de forma manual, lo que puede causar graves errores en las
fases productivas posteriores (ver Figura 4-15).
Figura 4-15: Integracin entre PLM y ERP intercambiando artculos y Estructuras
4.1.14.5. Evaluaciones a realizar a la hora de implantar un sistema PLM.
Encontrar y evaluar un sistema PLM que sirva las necesidades de una empresa a
corto y largo plazo puede ser una tarea larga y compleja si no se hace con una
adecuada metodologa. Hay que escoger correctamente el software y la empresa que
lo implante. Para una industria que tiene producto propio, el PLM afecta a procesos
fundamentales. Hacerlo bien significa obtener un rpido retorno de la inversin y
elevadas ganancias durante muchos aos. Hacerlo mal significar incurrir en gastos
no previstos, retrasos en la implementacin, insatisfaccin y rechazo de los usuarios, y
puede que repetir el mismo proceso a medio plazo para enmendar la decisin
incorrecta.
4.1.14.6. Sistemas PML adaptables a la Construccin Naval PDM (Product Data
Management).
El implantar un sistema PML para la construccin Naval puede ser un excelente
soporte a las necesidades de los ingenieros y participantes en los procesos de diseo
y definicin del producto previo al lanzamiento a produccin adems de una muy
buena integracin con las herramientas de CAD y de creacin de informacin.
Es un soporte adecuado a los procesos posteriores, as como un foco en los procesos
posteriores al lanzamiento a produccin y en la logstica de la cadena de suministro,
con menor soporte a los procesos de ingeniera y de creacin de informacin.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
60
Su objetivo inicial fue solucionar la problemtica de gestin de datos de diseo (PDM,
Product Data Management) y con los aos han evolucionado en funcionalidad y
prestaciones hasta convertirse en potentes sistemas PLM. Entre stos se encuentran
los productos Enovia Smarteam y Enovia V6 (Dassault Systmes), Teamcenter
(Siemens PLM) y Windchill (PTC). Ofrecen una funcionalidad modular y pueden crecer
a medida que la empresa lo requiera. Casi todos tienen configuraciones tanto para
PYME como para gran empresa. Son productos especialmente adecuados para los
sectores de productos discretos y dan muy buen soporte y flexibilidad a los procesos
de ingeniera. Disponen de funciones de integracin con sistemas. Tambin ofrecen
mdulos especficos para los sectores de consumo, proceso, moda, vestido y calzado.
4.1.14.7. Eleccin de un PLM.
La eleccin de la metodologa de implantacin de un sistema PLM es una decisin
muy importante, tanto o ms que la propia eleccin del sistema.
- Preparacin: La implantacin de un sistema PLM requiere planificacin y aplicar
metodologa de gestin de proyectos. No es esencialmente un proyecto informtico,
aunque el aspecto informtico es relevante. Es necesario determinar los objetivos a
alcanzar: describir las cosas cmo son ahora, y definir cmo tendrn que ser una
vez el sistema est en produccin. Tambin se deber escoger cul es el mejor
momento para hacer la implantacin. Las pocas de baja actividad son muy
adecuadas, pues hay disponibilidad de recursos humanos.
- El equipo del proyecto: Se preparar un equipo formado por personal interno y
externo, este ltimo del consultor de implementacin. El equipo interno se formar con
miembros de todos los departamentos involucrados en la futura explotacin del
sistema. Estas personas tendrn un buen conocimiento de los procesos y necesidades
de la empresa.
La eleccin del consultor externo es un aspecto crtico. El consultor tendr
conocimientos contrastados de la tecnologa PLM y de los procesos industriales, y
deber acreditar experiencia en implantaciones similares.
- Implementacin por fases: Un proyecto PLM puede llegar a ser de gran alcance,
segn el tamao de la empresa y las reas de aplicacin (ver Tabla 4-2).
Tabla 4-2: Cronograma de implantacin de un PML en una PYME
Cronograma de implantacin PLM tpico en una PYME 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Fase 0: Analisis 2 sem.
Fase 1: Gestin de CAD, planos y modelos 3D 4 sem.
Fase 2: Gestin de items, estructuras y configuraciones 4 sem.
Fase 3: Conexin con ERP 3 sem.
Fase 4: Gestin de proyectos y otros documentos 3 sem.
Fase 5: Gestin de procesos (Workflows) 2 sem.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
61
Es muy recomendable una implementacin gradual por fases, las cuales se definirn
en funcin de los objetivos a alcanzar. Es necesario hacer una aproximacin
pragmtica: pensar a largo plazo pero ejecutar en pequeas fases bien controladas.
Una implementacin por fases minimiza los riesgos y facilita la aceptacin de los
usuarios. Los beneficios obtenidos en alcanzar una fase sern el impulso para
desplegar la siguiente. Por lo que, a la vista del grfico anterior podemos ver que en
un periodo de 23 semanas (5-6 meses aprox.) podremos tener implantado un PLM en
una PYME.
4.1.14.8. Beneficios de implantar un PLM.
A continuacin se citarn los Beneficios de implantar un PLM, dentro de los que
tendremos; beneficios en la ejecucin del negocio, beneficios para la propia
organizacin que implanta el PLM, beneficios para los usuarios que emplean el PLM,
beneficios para el producto a comercializar o servicio a ofrecer por la empresa que
implanta el PLM.
a) Beneficios en la ejecucin del negocio.
Los beneficios que un PLM tiene a la hora de la ejecucin del negocio los podemos
resumir en los siguientes:
- Disminuye los costes gracias a un mejor acceso a datos coherentes.
- Aumenta las oportunidades de negocio.
- Fomenta la innovacin, la predictibilidad, la flexibilidad y una mejor gestin.
- Mejora la calidad.
- Aumenta la velocidad del negocio y la respuesta a los cambios del mercado:
lanzamientos de producto y lanzamientos a produccin.
- Ayuda a cumplir las normas industriales y las regulaciones gubernamentales.
- Mantiene la trazabilidad de las acciones.
Ver Grfico 4-2 abajo expuesto.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
62
LOS COSTES EN EL CICLO DE VIDA DEL PRODUCTO
Costes incurridos
Costes para los
Clientes
Costes Definidos
0%
20%
40%
60%
80%
100%
120%
140%
Inicio Ingeniera Produccin Postventa Final
TIEMPO
C
O
S
T
E
S
(
%
)
Costes Incurridos
Costes Definidos
Grfico 4-2: Costes del Ciclo de Vida del Producto.
El PLM ayuda a explorar alternativas de diseo e ingeniera al principio de la vida de
un producto. En las etapas iniciales hacer un cambio tiene un coste muy bajo, pero
impacta decisivamente sobre los costes futuros. Hacer cambios una vez est lanzado
el producto supone costes muy elevados para la empresa y los clientes.
b) Beneficios para la organizacin.
Los beneficios que un PLM tiene para cualquier organizacin empresarial podran
resumirse en los siguientes:
- Elimina las barreras geogrficas y facilita la internacionalizacin.
- Ayuda a hacer cambios en la organizacin.
- Facilita la subcontratacin y la participacin de proveedores en los procesos.
- Fomenta que los proyectistas reutilicen componentes, diseos y procesos.
- Consolida el conocimiento de toda la organizacin, tanto de datos como de
procesos.
- Disminuye el riesgo de perder conocimiento cuando se marcha personal.
- Facilita la rpida incorporacin de nuevas personas al ofrecerles un entorno de
trabajo organizado.
- Maximiza las inversiones hechas en otros sistemas informticos.
- Aumenta la seguridad en el acceso y proteccin de los datos.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
63
c) Beneficios para los usuarios.
Los beneficios que un PLM tiene para los usuarios los podemos resumir en los
siguientes:
- Encuentran en el PLM todos los datos que necesitan.
- Ofrece una interfaz de acceso comn a todos los datos.
- Cohesiona personas, datos y procesos.
- Proporciona mayores recursos a los trabajadores.
- Reduce la ejecucin de tareas administrativas.
- Reduce las posibilidades de trabajar sobre datos que estn siendo modificados por
otros.
d) Beneficios para el producto o servicio.
Los beneficios que un PLM tiene para el propio producto o servicio que este ofrece los
podemos resumir en los siguientes:
- Fomenta la reutilizacin de componentes estndar y de diseos anteriores.
- Facilita la definicin y gestin modular del producto.
- Reduce los cementerios de piezas y recambios obsoletos.
- Permite aumentar la complejidad del producto de forma controlada.
- Facilita la extensin de la cartera de productos.
- Gestiona las estructuras del producto, las versiones y las configuraciones.
- Mejora la respuesta a las solicitudes de los clientes.
- Facilita las mejoras del producto en las primeras etapas del diseo.
- Disminuye los errores en las configuraciones y listas de materiales, reduciendo su
impacto una vez el producto ha sido lanzado a produccin.
- Acorta los plazos de entrega.
- Gestiona todos los datos del producto durante todo su ciclo de vida.
En la ltima dcada, las herramientas PLM (Product Lifecycle Management) estn
ayudando a todos los sectores productivos a ser ms efectivos. Desde que en los aos
80 se empez a generalizar el uso de herramientas CAD (Computer Aided Design)
para acortar el tiempo de diseo de los productos, el Time-to-market se ha reducido
drsticamente, al tiempo que la complejidad de los productos se ha ido incrementando
ms y ms.
Las herramientas PLM permiten gestionar los datos del producto desde la fase inicial
de diseo del producto hasta la fase final de produccin y mantenimiento. El uso de
estas herramientas es imprescindible en los sectores de automocin y aeronatica,
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
64
donde el volumen de datos creados que se deben gestionar, el nmero de personas
que participan en el diseo de producto y fabricacin es muy alto e incluso de
diferentes pases, con un nivel de especificacin alto y con una tendencia cada vez
mayor a subcontratar paquetes completos.
El proceso comienza con la gestin de los requerimientos y especificaciones del
producto. Con las herramientas de simulacin de fluidos y aerodinmica, se definen
como sern las superficies del barco, especialmente de los elementos sustentadores y
estabilizadores, lo que permite tener un primer modelo del buque. A partir de ah la
creacin de maqueta digital durante la fase de diseo preliminar, directamente en 3D
con las herramientas CAD, permite empezar a realizar la reserva de espacios para las
diferentes estructuras y sistemas de los que se compondr el buque. Ms tarde, el
clculo por elementos finitos y el diseo de detalle terminarn definiendo la forma,
material y comportamiento de cada uno de los elementos del buque.
Pero no solo hay que definir (disear) lo qu se va a fabricar. Tambin es necesario
disear cmo y con qu recursos se va a fabricar. La Ingeniera de fabricacin debe
definir el utillaje necesario para fabricar todas las piezas as como el proceso
productivo, instrucciones de trabajo detalladas para la fabricacin de los diferentes
componentes del buque. Por ltimo, se realiza la definicin del proceso de ensamblaje
final de los bloques del buque, donde se unirn las diferentes partes sub-bloques.
Todo el proceso se realiza con herramientas informticas en 3D, y es un proceso
iterativo de ingeniera concurrente, en el que los diferentes departamentos de
funcional, diseo preliminar, diseo detallado, clculo, ingeniera de fabricacin,
ingeniera logstica, ingeniera de procesos, etc., utilizan un mismo modelo digital del
producto, proceso y recursos que permite analizar, evaluar e integrar las necesidades
de cada uno de estos departamentos durante todas las fases de diseo y fabricacin
del buque y trabajar sobre unos mismos datos.
Las herramientas PLM son herramientas de diseo (CAD), Simulacin (CAE, CFE),
fabricacin (CAM), gestin de datos (PDM/MDM) pero tambin son herramientas de
integracin de todas ellas y de sus datos para permitir la ingeniera colaborativa,
mediante el acceso a la maqueta digital de todos los actores implicados, en el
momento y lugar adecuados, con los permisos adecuados. Ello facilita que haya
diferentes equipos de trabajo en diferentes pases y en diferentes empresas,
accediendo a los mismos datos en tiempo real con las modificaciones que cada uno de
los equipos este realizando en cada momento.
Adems las herramientas PLM permiten la simulacin del producto y proceso
productivo, reduciendo el nmero de prototipos necesarios e incluso la simulacin y
optimizacin una fbrica completa mucho antes siquiera de que hayan acabado las
fases de diseo del avin. Hoy en da, se puede comenzar la formacin y
entrenamiento de los operarios de la fbrica antes de tenerla construida.
Tambin las herramientas PLM permiten gestionar la configuracin de un producto, lo
que nos permite, por ejemplo en automocin, poder personalizar y elegir entre las
distintas opciones de un coche, de forma que nuestro coche se fabrica a medida, o en
aeronutica, controlar la trazabilidad de cada uno de los aviones, pudiendo conocer
cules son las soluciones de diseo y componentes de cada avin en particular.
La evolucin de los productos y procesos productivos, la reduccin del Time-to-market,
el tiempo que pasa desde que comienza la concepcin de un producto hasta que este
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
65
est en el mercado, y la rebaja en los costes de produccin, tal y como la conocemos
hoy, no sera posible sin las herramientas PLM.
Para profundizar an ms sobre los sistemas PLM el autor recomienda las citas
bibliogrficas 8.22, 8.48, 8.58 y 8.62 en las que se expone lo ya citado y se ahonda
todava ms en mltiples conceptos de dicho sistema PLM.
4.2. EVOLUCIN DE LOS TRABAJOS DE FABRICACIN DE TUBERA EN
BUQUES
Al igual que los trabajos de Oficina Tcnica han ido evolucionando en el tiempo, los
trabajos de Produccin y en este caso, la elaboracin de la tubera, se ha ido
adaptando a los de Oficina Tcnica alcanzando un feedback cada vez mayor, debido
al objetivo del diseo orientado a la Produccin.
Todo proceso de elaboracin se basa en la informacin de Diseo (isomtrica, lista de
materiales, etc).
Etapas para la fabricacin de tuberas:
4.2.1. Almacenamiento y suministro de materiales.
4.2.2. Identificacin y corte de tubos.
4.2.3. Curvado de tubos.
4.2.4. Verificacin o Inspeccin de la tubera.
4.2.5. Supresin de defectos.
4.2.6. Limpieza y tratamiento de superficies.
4.2.7. Unin de tubos e incorporacin de accesorios e injertos.
Estas etapas pueden variar dependiendo de las instalaciones existentes.
Tambin puede variar su orden de ejecucin o incluso pueden realizarse varias a la
vez, pero las indicadas son las ms empleadas.
4.2.1. Almacenamiento y suministro de materiales
Los tubos en todo proceso de produccin debern cumplir los siguientes requisitos:
- Todos los tubos hasta su instalacin en bloque o en buque deben tener una
etiqueta donde se especificar su orden de trabajo, bandeja y nmero de tubo para
facilitar su identificacin.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
66
- En ningn caso de almacenar tubera de acero inox. Con otros materiales para
evitar su contaminacin.
- La tubera de acero inox. Dispuesta en las bandejas de transporte deber estar
aislada de la misma mediante una base de madera protegida con plstico.
- Los tubos modificados en bloque o en buque deben ser entregados en el Taller
deTuberos, y en ningun caso se almacenarn en otros talleres, muelles, grada, etc.
Ver Figuras 4-16 y 4-17 abajo expuestas.
Figura 4-16: Forma adecuada de estibar la tubera
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
67
Figura 4-17: Forma en la que no se debe estibar la tubera
Los materiales base de las tuberas estarn de acuerdo a lo establecido en la
especificacin de contrato y como norma general estos estarn encuadrados dentro de
grupos. As, podremos tener por ejemplo los siguientes grupos:
- Grupo S1 = Acero al Carbono.
- Grupo S3 = Acero al Carbono- Molibdeno
- Grupo S4 = 1-1/4 Cromo 1/2 acero Molibdeno.
- Grupo S5 = 2-1/1/2 Cromo 1 acero Molibdeno
- Grupo S8 = Acero Austentico resistente a la corrosin.
- Grupo S21 = Aluminio.
- Grupo S22 = Aleaciones de aluminio.
- Grupo S31 = Cobre.
- Grupo S32 = Latn.
- Grupo S34 = Cupro-Niquel 90/10.
- Grupo S34 = Cupro-Niquel 70/30.
- Grupo S42 = Niquel-Cobre.
- Grupo S43 = Ni-Cr-Fe (Inconel 600).
- Grupo S43 = Ni-Cr-Mo-Cb (Inconel 625).
Es una fase importante que, de no ser estudiada cuidadosamente, puede consumir
una parte importante del tiempo de fabricacin de tuberas. Por otro lado, en muchos
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
68
astilleros, al ser los trabajos de despacho y distribucin de materiales a control
indirecto, es frecuente que no se le dedique la atencin debida.
Dependiendo del tamao del taller, contaremos con instalaciones ms o menos
sofisticadas para el despacho de tubos y accesorios. En cualquier caso, no obstante
consideramos fundamental el disponer de algn sistema que permita, de forma simple,
el movimiento de tubos por un solo operario. Tambin es importante que se tengan en
el taller, a libre depacho y fcilmente accesibles, los accesorios mas comunes.
En Astano (Navantia) disponen de dispensadores o casetes de tuberas a la entrada
del taller, (teniendo ste ltimo capacidad para unos 7000 tubos), que suministran a
ste mediante un sistema de ascensor y cinta transportadora. En Astano (Navantia)
existe tambin un dispensador de bridas que alimenta a los posicionadores que las
sitan en los tubos.
4.2.2. Identificacin y corte de tubera
a) Identificacin.
La tubera ser entregada por el Almacn General al Taller de Tuberos, en la seccin
de corte, la cual ser estibada en la zona de almacenamiento para el corte.
A la entrada del material se comprobar, que la tubera suministrada est de acuerdo
en cuanto a sus dimensiones fundamentales con lo especificado en la documentacin
recibida. En caso de producirse un rechazo en el suministro de materiales, el material
rechazado se devuelve al Almacn General.
b) Corte.
La tubera se cortar de acuerdo con los datos indicados en la orden de trabajo
correspondiente. El corte de la tubera se podr realizar por los siguientes
procedimientos:
Corte mecnico: sierra de cinta.
Corte trmico: se realiza por medio de oxicorte, o por medio de plasma seco,
(excepto los materiales comprendidos en los grupos S-3, S-4, S-5, cuyo corte se
realizar siempre por medios mecnicos de arranque de viruta).
La eleccin de uno u otro tipo de corte se realizar en funcin del material del tubo, as
como el tipo de corte que se precise realizar (corte recto, inglete, vaciado etc).
El encargado de la seccin ser el responsable que firmar la hoja de control de
elaboracin, certificando que el trabajo se ha realizado de acuerdo a la documentacin
recibida.
Una vez realizado el corte y cumplimentada la documentacin, los tubos cortados que
sean rectos, son enviados a la seccin de fabricacin; y los tubos que requieran
curvado, son enviados a la seccin de curvado para continuar con el proceso.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
69
Existe una gran variedad de sistemas para realizar estos trabajos con mayor o menor
sofisticacin. El corte se puede realizar con herramientas cermicas o con sopletes de
propano, acetileno o plasma. Estas herramientas pueden ser fijas o porttiles y
trabajar con mayor o menor precisin.
c) Etiqueta de identificacin.
Desde el momento en que la tubera se ha troceado de acuerdo a la documentacin
recibida, al tubo resultante se le ha de incorporar una etiqueta de identificacin en la
que se especificarn como mnimo los siguientes datos:
Nmero de buque.
Orden de trabajo.
Marca del tubo
Bandeja
Si en el momento del corte de la barra del tubo, queda un sobrante de material que no
tenga identificacin, se proceder a reproducir en el extremo el cdigo para poder
identificar la tubera.
4.2.3. Curvado de tubos
Antes de realizar el curvado, la tubera deber encontrarse en condiciones adecuadas
para realizar el proceso de curvado sin problemas de ningn tipo. Esto quiere decir,
que en funcin del material, se recibir del suministrador recocido, revenido, templado,
sin tensiones, etc.
Siempre que sea posible, se realizar el curvado del tubo en fro, esto ser en general,
cuando se disponga del utillaje preciso para realizar la operacin, pero tambin aqu
existe una gran variacin en los sistemas empleados en distintos astilleros.
a) Curvado en Fro.
Para el Curvado en fro se tendrn que cumplir las siguientes condiciones:
- Recocido: Antes de realizar el curvado en fro, en los casos que sea necesario (cobre
o partidas de material con especial dureza) se realizar un recocido en la zona en la
que se realizar la curva antes de introducir el tubo en la curvadora.
- Relleno: La tubera ser curvada haciendo uso del utillaje adecuado (mandriles
rgidos o articulados, cuando se precisen). Cuando no se disponga del mandril
adecuado y se precise un soporte interior, se podrn utilizar materiales de relleno que
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
70
realicen esa funcin. El material de relleno que se podr utilizar ser arena silcea,
limpia y seca.
Este tipo de relleno se podr emplear para todos los tipos de tubera contempladas en
el apartado 1.1 (Almacenamiento y suministro de materiales). La arena se compactar
por vibrado o por retacado. Los extremos de los tubos que precisen material de relleno
se taparn mediante tapones de madera. La arena utilizada para realizar el relleno de
tubera frrica no podr ser utilizada para rellenar tubera de otras calidades o
viceversa.
- Lubricacin: Se lubricar el interior del tubo para facilitar el desplazamiento del
mandril. Esta operacin se podr realizar mediante una lubricacin de mandril
automtica o bien por aplicacin manual.
- Temperatura: Las temperaturas mximas para realizar el curvado en fro, sern las
establecidas en la Tabla II para las distintas calidades de los materiales.
b) Curvado en Caliente.
Se utilizar el curvado en caliente cuando no sea posible realizar el curvado en fro, y
se tendrn que cumplir las siguientes condiciones:
- Relleno: Cuando la tubera a la que se va a realizar el curvado en caliente lo
requiera, ser llenada compactamente mediante retacado con arena silcea seca,
limpia y no contaminada con materiales distintos a los del grupo de calidad en los que
se encuentre encuadrada la tubera a curvar. Los extremos de los tubos se taparn
con tapones de madera.
- Calentamiento: El tubo se calentar por medio de soplete, que se desplazar
continua y uniformemente por la zona de curvado. Solamente se calentar el tubo en
la longitud necesaria para poder efectuar el curvado. Las temperaturas de curvado que
se utilicen estarn comprendidas entre los lmites establecidos en la Tabla 4-3, para
calidad del material. Los tubos comprendidos en los grupos de calidad S-8, S-34, S-42
y S-43 no son recomendables para realizar el curvado en caliente.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
71
Tabla 4-3: Temperaturas de Curvado
- Aplicacin de Fuerzas: La operacin de curvado, una vez alcanzada la temperatura
adecuada, se realizar aplicando fuerzas, lenta y regularmente.
- Agentes enfriadores: No se podr utilizar agua como agente enfriador para limitar la
zona de curvado. Cuando finalice la operacin de curvado, se dejar enfriar al aire a la
temperatura ambiente.
4.2.4. Verificacin o inspeccin de la tubera
a) Inspeccin Visual.
Despus de la operacin de curvado, se realizar una inspeccin visual del tubo, para
comprobar la ausencia de posibles abolladuras, grietas o arrugas.
En esta fase, los inspectores verifican, que los siguientes puntos, cumplan las
especificaciones:
La preparacin de bordes en tubos y accesorios, como escuadrado de cortes,
biselados, rebarbos, ovalizacin, etc.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
72
El deterioro de la superficie de tubos y accesorios, como el provocado por golpes,
abrasiones, araazos, proyecciones, etc.
Las deformaciones en la zona curvada, como arrugas, abollamientos,
ovalizaciones, etc.
Las juntas soldadas cumplen las caractersticas de la unin y ofrecen un buen
acabado.
En el caso de que en la inspeccin visual se aprecien arrugas, se proceder a la
medicin y aplicacin de clculo que se establece para tal efecto, y despus del cual el
tubo ser aceptado o rechazado si est dentro o fuera de las tolerancias. En el caso
de que el tubo contenga ms de una curva, y varias tengan defectos, se realizar el
clculo del defecto ms crtico, y si este se encuentra dentro de las tolerancias, no
ser necesario realizar el de las otras curvas. Una copia de dicha hoja se adjuntar
con el resto de documentacin que acompaa al tubo (isomtrica, lista materiales, hoja
de ruta).
En caso de que el defecto de la curva se encuentre fuera de las tolerancias, el tubo
ser achatarrado y se curvar un tubo nuevo.
Cuando durante el transcurso de la inspeccin visual surja alguna duda sobre la
validez de una curva, una soldadura o cualquier otro aspecto de la elaboracin
subcontratada, los inspectores pueden recabar la colaboracin del responsable de la
correspondiente seccin del Taller de tuberos para que proceda a la valoracin del
defecto de igual manera y usando el mismo procedimiento que en la produccin
propia. Su valoracin debe de ser tenida en cuenta por los inspectores de manera
determinante para el resultado de la inspeccin. El encargado de la seccin ser el
responsable que firmar la hoja de control de elaboracin, certificando que el trabajo se
ha realizado de acuerdo a la documentacin recibida.
b) Comprobacin dimensional.
En el transcurso de la fase de la inspeccin se comprueban, de manera habitual, las
siguientes dimensiones:
Los dimetros y espesores de tubos y accesorios.
Las longitudes de cada vara del tubo.
Los ngulos de curvatura y reviro.
Las longitudes totales que dan lugar a la posicin relativa de cada extremo en
relacin a los dems.
Cuando lo requiera la especificacin de contrato, la tubera curvada que pertenezca a
servicios que soporten altas temperaturas y presiones ser sometida a una
comprobacin dimensional, para medir el espesor del tubo en la cara exterior de la
curva, por medio de ultrasonidos.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
73
c) Resultado de la Inspeccin.
Una vez rematada la recepcin, la inspeccin visual y las mediciones se procede a
declarar el tubo inspeccionado como aceptado o rechazado y son los propios
inspectores los que le colocarn a cada tubo una etiqueta adhesiva una de color verde
si el tubo es ACEPTADO. Cuando el resultado de la inspeccin del tubo sea
RECHAZADO se le colocar una etiqueta de color rojo.
A continuacin se procede al registro informtico de la inspeccin y su resultado
ACEPTADO o RECHAZADO. En este caso tambin se consignar el motivo del
rechazo. Una vez acabado el registro informtico de todos los tubos que
inspeccionamos se imprime el INFORME DE INSPECCION DE TUBERIAS DE
ELABORACION SUBCONTRATADA, es firmado y archivado en el taller.
Los informes que se generen como resultado de las inspecciones llevadas a cabo se
enviarn peridicamente al responsable de Calidad de la Delegacin de Compras, a
los efectos de evaluacin continua de proveedores.
d) Consecuencias de la Inspeccin.
Si el resultado es ACEPTADO, para todos los tubos que componen una bandeja, sta
se incorpora al proceso de elaboracin de produccin propia en la seccin
inmediatamente posterior a la subcontratada.
Si el resultado, para algn tubo o tubos que forman parte de una bandeja, es
RECHAZADO el resto de los tubos de esa bandeja son inmovilizados en el Taller de
Tuberos hasta que el subcontratista corrija las deficiencias observadas en el tubo o
tubos, tantas veces sea necesario, hasta que la totalidad de los tubos de la bandeja
sean aceptados, procedindose en ese caso como en el apartado anterior.
4.2.5. Supresin de defectos
La supresin de defectos, arrugas, abolladuras y mnimas desviaciones en el ngulo
de curvatura se podr corregir golpeando con un martillo la zona arrugada; bien en fro
o bien realizando un calentamiento local de la zona defectuosa por medio de soplete,
hasta alcanzar la temperatura de curvado en caliente para el tipo de material que se
trate (ver Tabla punto 1.3.2. Temperatura para el curvado en fro y en caliente).
4.2.6. Limpieza de tubera
Una vez realizado el curvado del tubo, se eliminarn los restos del lubricante, bien
podr ser por medios qumicos o mecnicos, de tal forma que no afecte a los procesos
siguientes ni a la manipulacin posterior. Acto seguido se enva la tubera ya limpia y
seca a la seccin de fabricacin.
La limpieza se realiza a veces al comenzar la fabricacin y otras con el tubo acabado.
Hay distintos sistemas de limpieza, citaremos el de chorreado de Astano (Navantia), el
de cepillado de Odense Steel Shipyard, y el de limpieza con vapor utilizado en Ingalls
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
74
Shipbuilding. El sistema ms frecuente, no obstante, es la limpieza con soluciones
bsicas o decapado.
Para la tubera de agua, el tratamiento normal es el galvanizado en caliente
introduciendo los tubos en cubas galvnicas. Despus de estos tratamientos, parte de
los tubos se pintan con distintos esquemas de pintado. La mayora de estos procesos
se realizan en instalaciones fuera de los astilleros. Los astilleros de Kockums y Astano
(Navantia) tienen unas buenas Instalaciones de chorreado y pintado y este ltimo
posee adems una instalacin de galvanizado.
a) Grados de limpieza.
Existen unos grados de limpieza en base al tipo de limpieza requerido (cualitativa y
cuantitativamente) en la fabricacin de tubos y componentes, as como en el manejo
de los mismos. Los grados de limpieza que se establezcan, se conseguirn
exclusivamente por inmersin de los tubos en baos adecuados.
Las inspecciones sern siempre visuales, sin la ayuda de medios especiales, tales
como contadores de partculas o filtros especiales.
Grado A
Limpieza de Grado A es aquella que deja la superficie de los tubos libres de:
- Grasas, aceites y flujos.
- Partculas visibles a simple vista.
- xidos.
- Cascarilla.
- Al finalizar se comprobar que el tubo est libre de las contaminaciones indicadas.
Se rellenar un impreso donde se certifique que el proceso seguido, as como la
aprobacin final que ser firmada por el personal que realice la inspeccin.
Grado B
Tiene las mismas exigencias que el Grado A, pero no se certifica en el impreso
correspondiente. El personal de la seccin de limpieza, responsable y cuidadoso debe
producir este grado de limpieza normalmente.
b) Asignacin de grados.
Como norma general se realizar la limpieza de Grado B que ser habitual, a menos
que el plano de especificacin de contrato indique Grado A, en cuyo caso este ltimo
ser el de aplicacin.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
75
4.2.7. Unin de tubos e incorporacin de accesorios e injertos.
Esta etapa incluye las operaciones necesarias para formar conjuntos de tuberas
partiendo de los tubos cortados y doblados e incorporando los accesorios descritos en
la hoja de tubos.
La unin de tubos se puede realizar empleando los siguientes medios:
4.2.7.1. Bridas: Definicin, materiales, clasificacin, dimensiones, situacin de
agujeros, tipos, tratamiento de caras, tornillos y juntas de Brida.
Definicin de Brida.
Una brida se define como un dispositivo de tipo de placa, normalmente redonda, que
est unido al extremo de un sistema de tubera, accesorio, vlvula u otro para facilitar
el montaje y desmontaje de un sistema de tuberas. Durante muchos aos el nico
mtodo prctico de unin de tuberas de acero haba sido conectando extremos de los
tubos roscados con acoplamientos. Las mejoras en la soldadura de acero al carbono
redujeron los costes de mano de obra y proporcionaron un sellado y unin mucho ms
fuerte. En la mayora de los sistemas actuales de tuberas, las uniones roscadas son
generalmente limitadas a tamaos de tubera de 2 " (DN 50) y menores. La tubera
ms grande (3" y mayores) es normalmente unida por soldadura continua a tope entre
tuberas y accesorios o por bridas en aquellas uniones que pueden requerir el
desmontaje. Las bridas (3 " y mayores) son tambin estndar para la mayora de las
conexiones a equipos y vlvulas.
Las bridas por lo tanto, son los elementos de unin ms habituales para la tubera de
DN superior a 1-1/4 (DN 32). Se utilizan para la unin entre tubos para facilitar su
montaje o desmontaje por motivos de mantenimiento, unir a vlvulas, filtros,
diafragmas o equipos del sistema con conexiones bridadas. Existen diferentes tipos de
bridas en funcin de la forma de unin al tubo.
Las bridas varan de tamao, nmero de agujeros, dimetro de los agujeros, espesor,
etc. todo en funcin de los DN y las Presiones requeridas por el servicio.
Materiales de construccin de Bridas.
Las bridas se fabrican en todos los diferentes materiales para que coincidan con el
material de la tubera y accesorios a los que estn siendo unidas. Mientras que
algunas bridas estn hechas de Hierro fundido. La gran mayora de las bridas son de
acero forjado de carbono.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
76
Clasificacin de las bridas Forjadas.
Para las bridas de acero forjado se hicieron siete clasificaciones principales segn
normativa ASME/ANSI:
- Clase150
- Clase 300
- Clase 400
- Clase 600
- Clase 900
- Clase 1500
- Clase 2500
La clasificacin primaria est en una relacin de presin/temperatura.
Existen Bridas bajo la Normas Europeas, que utilizan la denominacin PN (Presin
Nominal en Bares), as tendremos:
- PN20
- PN50
- PN64
- PN100
- PN150
- PN250
- PN420
Ejemplo: Una brida forjada Clase 150 (PN20) se utiliza para 150 PSIG a 500 F. Esta
misma pestaa puede tambin ser utilizada para 275 psig a 100 F. Esta misma brida
tambin se podra utilizar en 100 PSIG a 750 F. Observe la relacin inversa. Cuando
la presin aumenta, la temperatura baja y viceversa. Los rangos de presin se utilizan
como una gua para disear con seguridad los sistemas de tuberas y tambin para
normalizar los componentes de tuberas fabricados. Las mismas calificaciones son
vlidas para tornillos y bridas de soldadura a encastre.
Clasificacin de las bridas de hierro fundido.
Las dos clasificaciones ms comunes de bridas de hierro fundido son la Clase 125
(PN16) y la Clase 250 (PN250). Otras clasificaciones de bridas estn disponibles, pero
no son tan comunes. Las bridas de Hierro fundido se encuentran generalmente
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
77
asociadas a vlvulas de baja presin de hierro fundido y a equipos con toberas de
hierro, como algunas bombas y turbinas. Las bridas de acero forjado acopladas a
bridas de fundicin pueden presentar el riesgo de daos por "debilidad" del hierro
fundido. El principal punto a recordar es que una brida de acero fundido Clase 125
(PN16) se podr acoplar a una brida de acero forjado Clase 150 (PN20), y una brida
de acero fundido Clase 250 (PN250) se puede acoplar a una brida de acero forjado
Clase 300 (PN50). La solucin al problema potencial de dao ser discutido ms
adelante en superficies de las bridas.
Dimensiones de Bridas.
Una brida tiene muchas dimensiones. La ms crtica es la "longitud" de la brida. Esta
dimensin variar con cada tipo de brida. Todas las dems dimensiones de la brida,
normalmente sern las mismas en todos los tipos de bridas pero variar con cada
clasificacin de la brida.
Estas dimensiones ms comunes son:
- Dimetro exterior de Brida.
- Espesor de Brida.
- Centro de Pernos.
- Nmero de Pernos.
- Tamao agujeros para los pernos.
- Tamao de Pernos.
Situacin de agujeros de tornillos.
Como ejemplo de la situacin de los agujeros de los tornillos investigando vemos que
la ASME B16.5 (bibliografa 8.4.) tiene un estndar para agujeros que son utilizados
por todos los fabricantes de bridas en EE.UU. para tamaos de hasta 24". El nmero
de orificios de pernos necesarios vara con el tamao y la clasificacin de la brida. Sin
embargo, el nmero y tamao es el mismo sin importar el tipo de brida. Los orificios de
los pernos se espacian uniformemente alrededor de la brida en un crculo de pernos
concntricos. Siempre habr un nmero par de orificios para los pernos, en
graduaciones de 4 (es decir, 4, 8, 12, 16, etc). A menos que se especifique lo contrario
por el diseador de tuberas (y slo si se tiene un motivo lgico) todos los orificios de
la brida se colocarn sobre las lneas centrales "naturales". Esta la regla de orientacin
de agujeros de bridas para colocacin de pernos. Esta regla central "natural" de la
brida se conoce, se entiende y se sigue por todos los fabricantes de equipos
responsables y fabricantes de tubera.
La regla es la siguiente:
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
78
- Para una cara de la brida vertical (la cara de la brida en vertical y la lnea es
horizontal) los orificios de los pernos debern estar orientados a horcajadas sobre las
lneas centrales verticales y horizontales.
- Para una cara de la brida horizontal (la cara de la brida es horizontal y la lnea es
vertical hacia arriba o vertical hacia abajo) los agujeros de los tornillos debern estar
orientados a horcajadas sobre ella (en planta) lneas centrales norte / sur.
Todo proveedor de equipos o fabricante de tubera ha de tener cuidado de revisar las
orientaciones que no coincidan con esta regla. Cuando se encuentra una excepcin,
puede demandarse el cambio de orientacin de los agujeros de los pernos, o el detalle
de montaje en cuestin. Esta regla de orificios de los pernos a caballo entre las lneas
naturales centrales se refiere a veces como brida a "Two-Hole". Esto significa que los
dos agujeros se sitan en la lnea central. Para una brida con "One-hole" significar
que la brida se ha girado de manera que hay un agujero justo en la lnea central
natural. Un 99,999% de veces que hay una brida "One-Hole" y esto se trata de un
error que aadir un costo extra a la realizacin la tubera.
Resumiendo tenemos lo siguiente:
a) Orientacin de Perno pasante
Durante el prefabricado de una brida que une con por ejemplo, un codo, la posicin de
los orificios de los pernos es de particular importancia. Todos los orificios de los
tornillos de la brida se sitan en las lneas centrales. Eso significa: Para una cara de la
brida vertical (la cara de la brida en la vertical y la lnea en horizontal) los agujeros
estarn orientados a horcajadas sobre las lneas centrales en la planta Norte, tal y
como se muestra a continuacin:
Posicin correcta horizontal Posicin incorrecta horizontal
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
79
Para una cara de la brida horizontal (la cara de la brida es horizontal y la lnea es
vertical por encima o vertical por debajo) los orificios de los pernos deben estar
orientados a horcajadas sobre las lneas centrales de la Planta Norte, tal y como se
muestra a continuacin:
Posicin correcta horizontal Posicin incorrecta horizontal
Es muy importante, que no se desve la orientacin del agujero del perno estndar. Y
slo a peticin expresa de cliente ser modificado. En el 99 por ciento de todos los
casos, donde se encuentra una orientacin diferente, se puede asumir que se trata de
un error. Esta norma de centrado para bridas ser entendida y seguida por todos los
fabricantes de equipos, responsables y fabricantes de tubera.
Planta Norte: Una planta norte, es un punto de referencia horizontal, y se deriva de un
punto de referencia oficial geogrfico. La planta norte se aplica tal y como sigue:
1= punto de referencia oficial
2 = ngulo sur oeste de nueva planta
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
80
X = distancia de nueva planta para el punto de referencia Este Oeste
Y = distancia Norte Sur de la nueva planta de punto de referencia.
Muy importante ser tener en cuenta que dicha orientacin no se reflejar en los
planos isomtricos de tubera salvo en las excepciones de tener la brida fuera de ejes,
pues como ya he citado anteriormente, dicha colocacin ha de ser conocida por los
que fabrican la tubera en taller.
A continuacin se relacionarn a modo breve los tipos de bridas ms empleados:
Brida Roscada.
El cuerpo de la brida tiene rosca interiormente para permitir el roscado del tubo o
accesorio a la misma (ver Figura 4-18).
Figura 4-18: Brida Roscada
Brida de Cuello (Welding Neck).
Suelda a tope y directamente al tubo (ver Figura 4-19).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
81
Figura 4-19: Brida de Cuello
Brida Deslizante (Slip-on).
El tubo pasa por dentro de la brida y se suelda en los dos extremos, del tubo y de la
brida (ver Figura 4-20).
Figura 4-20: Brida deslizante
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
82
Brida Loca: (Lap Joint).
Utilizada con tubo abocardado, va suelta en el tubo, sin soldadura, permite ajuste y
alineacin en el montaje. Es necesario, previamente al montaje, el abocardado del
extremo del tubo (ver Figura 4-21).
Figura 4-21: Brida Loca
Brida compuesta.
Es el mismo tipo que la Brida loca pero con el trozo de tubo abocardado (collarn) para
soldar a tope al tubo del sistema (ver Figura 4-22).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
83
Figura 4-22: Brida Compuesta
Brida Encastre: (Socket Weld).
El tubo penetra por dentro de la brida hasta el tope que limita la profundidad del
encastre. Se suelda por la parte exterior de tubo y brida (ver Figura 4-23).
Figura 4-23: Brida Encastre
Brida Ciega (Blid Flange).
Se usa para cerrar el extremo de una tubera bridada, la cual se espera que alguna
vez se ample, o necesite limpieza peridica (ver Figura 4-24).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
84
Figura 4-24: Brida Ciega
Caras de Brida
Las caras de Brida son en diferentes formas. Algunas formas son ms comunes, otras
ms antiguas y otras ms modernas. Estas formas antiguas se pueden pedir, pero
posiblemente slo para coincidir con una pieza existente de equipos antiguos.
Las formas de cara de la brida son:
- De cara plana (FF) - La cara plana se utiliza principalmente en bridas de hierro
fundido. Para obtener esta cara plana, la parte de contacto de la brida se mecaniza
plana.
- Cara elevada (RF) - La cara elevada es la ms comn de todas las caras de brida.
La brida tiene un rea elevada que ha sido mecanizada en la cara de la brida
equivalente al rea de contacto de la junta.
- Junta tipo anillo (RTJ) - Esta es una forma de cara de la brida que se est volviendo
obsoleto. Este tipo tiene una parte elevada sobre la cara en la que una ranura anular
ser mecanizada.
- Machihembrado (T & G) - Esta es tambin una forma de la cara de la brida que est
quedando obsoleto. Con este tipo, las bridas deben ser igualadas. Una cara de la
brida tiene un anillo elevado (Lengua) mecanizado en la cara de la brida mientras que
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
85
la brida de unin tiene una hendidura (Groove) mecanizada en su cara para adaptarse
a la anterior.
- Macho y hembra (M & F) - Esta es otra forma de la cara de la brida que est
obsoleto. Con este tipo las bridas tambin deben coincidir las caras de las bridas. Una
cara de la brida tiene una superficie que se extiende ms all de la cara de la brida
normal (macho). La brida de acoplamiento tiene la depresin correspondiente
(hembra) mecanizada en su cara.
Caras de bridas diferentes como las RTJ, T & G y F & M nunca se atornilla
juntas. La razn principal de esto es que las superficies de contacto no coinciden y no
hay una junta que tenga un tipo de un lado y otro tipo en el otro lado. Ni siquiera se ha
de pensar en ello.
Bridas de cara plana nunca deben ser atornilladas a una brida de cara elevada. Si se
necesita un perno para unir una brida de acero forjado con una de hierro fundido,
entonces se debe mecanizar la brida de acero forjado poniendo la cara plana.
Finalizacin de caras de Bridas
La parte de la brida donde la junta tiene contacto se llama la superficie de contacto.
Esta zona es la zona ms crtica para la prevencin de fugas. Esta rea de la brida
debe ser protegida desde el momento en que se mecaniza y claro est, a travs de
todos los diversos procesos de fabricacin y montaje, envo, almacenamiento,
fabricacin y perodos de instalacin. Las caras de las bridas estarn fabricadas con
acabados estndar. Sin duda, el ingeniero de material de las tuberas podra solicitar
otra acabado especial, pero que slo aadira un costo adicional. El acabado ms
comn para la cara de la brida es una ranura concntrica (o fonogrfica). Este patrn
es mecanizado en la cara de la brida y proporciona el agarre de la junta.
Juntas de Bridas
Se pueden tener bridas de acero inoxidable de Clase 600 y con los tornillos
completamente apretados pero si no se tiene una junta (o la junta adecuada), tendrn
lugar una gran cantidad de fugas. Tener la junta correcta es muy importante. Las
juntas proporcionan el sello hermtico que retiene la presin y mantiene el gas o el
lquido en el tubo. Las juntas se disean y ms tarde se eligen teniendo en cuenta los
mismos problemas acaecidos para la seleccin de la tubera. Estos incluyen la
presin, la temperatura, y la corrosividad de la tubera o material en cuestin.
Las juntas estn hechas de una amplia gama de materiales. Estos incluyen el caucho,
elastmeros y grafito. La junta enrollada en espiral tiene un grafito o tefln material
enrollado con una banda de metal que se mantiene en la forma de un anillo de metal
plano. Este anillo de retencin de metal tambin acta como una herramienta de
centrado para asegurar que no est mal alineada, pudiendo provocar bloqueo del
flujo. Las juntas para bridas tipo de anillo comn son simplemente un anillo de metal
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
86
slido. Hay dos formas de seccin transversal bsicos para la junta RTJ. Se trata de
"Oval" y "Hexagonal".
Tornillos de Bridas:
Es el elemento final de un conjunto de junta de brida completa. Una vez ms tenemos
algunas variaciones. El ms comn es el esprrago. Siguiente es normalmente el
Tornillo de rosca. Y por ltimo tenemos el tornillo de la mquina.
a) Esprragos: El Perno es una varilla roscada de largo (sin la cabeza en cada
extremo) y dos tuercas. El esprrago se utiliza en todos los lugares donde se tengan
dos normales con bridas el acceso a la parte trasera de ambas bridas y ambos
extremos de la viga.
b) Tornillos: El Tornillo es una varilla totalmente roscada con una cabeza en un
extremo. El tornillo de rosca se utiliza normalmente en todos los lugares en los que la
brida est unida a una pieza de equipo, donde slo hay agujeros roscados.
c) Tornillos de mquina: Un perno de mquina es una varilla con una cabeza
hexagonal en un extremo y rosca en algunos de la longitud. Los tornillos de mquina
se hacen normalmente de un material de menor resistencia que los esprragos.
Por lo tanto, los pernos y se usarn nicamente si se requiere baja resistencia de
apriete. Estas aplicaciones a menudo incluyen bridas de hierro fundido.
4.2.7.2. Tuercas de Unin.
Son accesorios roscados, Generalmente tres piezas, que sirven para la unin entre
tubos o de tubos a otros accesorios o equipos. Suelen utilizarse en tamaos de tubera
inferiores a 2 (DN50) (ver Figura 4-25).
Figura 4-25: Tipos de tuercas de Unin
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
87
4.2.7.3. Codos.
Accesorios comerciales para sustituir a curvas de mquina en el tubo por falta de
espacio o imposibilidad de curvar. Sueldan a tope, encastre o roscados; macho y
hembra (ver Figura 4-26).
Figura 4-26:Codos
4.2.7.4. Acoplamientos.
Para la unin de tubos, soldados y por encastre o penetracin del tubo en el accesorio.
Tambin se utilizan acoplamientos de reduccin (ver Figura 4-27).
Figura 4-27: Acoplamientos
4.2.7.5. Tes.
Accesorios que facilita la ramificacin de la tubera. Pueden ser de soldar a tope,
encastrar o roscadas. Pueden utilizarse con ramificacin a 90 o 45 (ver Figura 4-28).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
88
Figura 4-28: Tes
4.2.7.6. Reducciones.
Accesorio para cambio de dimetro de una tubera. Pueden ser soldados a tope,
encastre, roscados, concntricos o excntricos, de insercin, etc. (ver Figura 4-29).
Figura 4-29: Reducciones
La recopilacin de dichas piezas de unin ha sido fruto de la investigacin en varios
catlogos de fabricantes y astilleros como Gibbs & Cox, Navantia, as como la
consulta de varios documentos como las citas bibliogrficas 8.30 y 8.33.
4.2.7.7. Futuro en la unin de la Tubera.
La tendencia futura es la sustitucin de las grandes instalaciones por clulas de
fabricacin flexible en las que utilizando robots y posicionadores y variando la
programacin, se pueden realizar distintos trabajos dentro de los que se encuentran
los de la unin de la tubera de modo automtico.
Uniones Straub
Como medida para reduccin de peso y para evitar las soldaduras y su consecuente
tratamiento de limpieza (Flushing), en algunos buques se emplean para la unin de
tubera, las uniones Straub (ver Figura 4-30). Este tipo de uniones son ms propias de
la fase del montaje de la tubera, por lo que se describirn en el apartado 4.3.2.3.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
89
Penetraciones comerciales
A los efectos de atravesar mamparos, baos, longitudinales etc, otra medida para la
reduccin de peso y para la compatibilidad de materiales (atravesar cubiertas de
diferentes materiales con el consecuente posible par galvnico), es el empleo de
penetraciones comerciales de materiales plsticos los que ganarn con el tiempo
mayor utilizacin (ver Figura 4-30).
Figura 4-30: Uniones Straub y Penetraciones Comerciales
4.3. EVOLUCIN DE LOS TRABAJOS DE MONTAJE DE TUBERA EN BUQUES
4.3.1. Mejora de los trabajos de montaje de tubera con la utilizacin de
herramientas CAD/CAM
Con el paso de los aos se est siendo ms conciente de la necesidad de hacer el
diseo orientado a la produccin, y se ha mejorado mucho a lo largo de los ltimos
aos a la vez que han ido mejorando las herramientas CAD/CAM. As, en el conjunto
Diseo/Montaje de sistemas de tubera se han ido tomando en consideracin las
siguientes consideraciones que han ido mejorando el montaje de la tubera:
a) Facilidad de Operacin.
Los puntos de operacin y control tales como vlvulas, instrumentos, toma-muestras y
drenajes y las uniones embridadas, debern ser ubicados de modo que puedan ser
fcilmente accesibles.
b) Accesibilidad para Mantenimiento.
El sistema de tuberas deber ser proyectado de manera tal que cada porcin del
sistema pueda ser reparado o reemplazado con mnima dificultad. Deben proveerse
espacios libres para realizar las labores de mantenimiento de los equipos.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
90
c) Economa.
Deben llevarse a cabo estudios de ruta de las tuberas para determinar el trazado ms
econmico del sistema. Existe una tendencia frecuente a prever excesiva flexibilidad
en los sistemas de tuberas. Esto puede incrementar los costos de material de
fabricacin ms de lo necesario y algunas veces puede conducir a vibraciones
excesivas en el sistema.
d) Requerimientos Especiales de Proceso.
Para algunos sistemas de tubera, la presin disponible es crtica, de modo que las
prdidas de presin debido a codos y otros accesorios en la lnea deben ser
minimizadas.
e) Apariencia.
El sistema de tubera deber proyectarse de forma que armonice fsicamente con los
equipos, canalizaciones elctricas, conductos de ventilacin y los elementos
estructurales del buque.
f) Separaciones para Expansin Trmica.
Debe preverse la separacin suficiente, entre tuberas adyacentes y entre la tubera y
elementos estructurales adyacentes, para tomar en cuenta la libre expansin trmica
de la tubera. Las separaciones requeridas deben basarse en las mximas
expansiones trmicas diferenciales aun bajo condiciones anormales.
g) Soportabilidad.
El exceso de flexibilidad puede requerir soportes o sujeciones adicionales para evitar
movimiento y vibraciones.
Las tuberas propensas a vibrar, tales como lneas de aspiracin o descarga de
bombas, debern ser diseadas con sus soportes propios e independientes en la zona
ms prxima al equipo. El diseo debe permitir el uso de apoyos fijos o soportes
rgidos que ofrezcan resistencia al movimiento y provean cierta capacidad de
amortiguacin.
h) Maximizar el uso de soportes.
Donde sea posible, la tubera debe disponerse sobre soportes mltiples o racks de
haces tubulares, conformando mdulos con el fin de reducir costes de construccin y
ampliar la caracterstica de construccin modular e integrada. La capacidad de carga
de los soportes debe ser evaluada, para asegurarse que puede soportar la carga de
las tuberas.
Incluimos en los trabajos de montaje de tubera las operaciones necesarias, desde la
salida de los tubos terminados del taller de fabricacin hasta las pruebas de
funcionamiento de las instalaciones.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
91
El control de materiales y la paletizacin, para que al comenzar los trabajos estn
todos los materiales necesarios, son operaciones a las que no se le suele dar en
astilleros suficiente importancia, con lo que se aumentan enormemente los plazos y la
inversin.
4.3.2. Aparatos a instalar en la fase de montaje de la tubera
En este apartado nos centraremos en los aparatos de mayor entidad a montar en la
tubera como son las vlvulas, los filtros, los diafragmas y las mirillas.
4.3.2.1. Vlvulas: definicin y conceptos.
Una vlvula se puede definir como un aparato mecnico con el cual se puede iniciar,
detener o regular la circulacin (paso) de lquidos o gases mediante una pieza movible
que abre, cierra u obstruye en forma parcial uno o ms orificios o conductos.
Las vlvulas son unos de los instrumentos de control ms esenciales en la industria.
Debido a su diseo y materiales, las vlvulas pueden abrir y cerrar, conectar y
desconectar, regular, modular o aislar una enorme serie de lquidos y gases, desde los
ms simples hasta los ms corrosivos o txicos. Sus tamaos son variables y abarcan
toda la gama en funcin del Dimetro Nominal, (DN). Pueden trabajar con presiones
que van desde el vaci hasta mas de 20000 lb/in (140 Mpa) y temperaturas desde las
criognicas hasta 1500 F (815 C). Las vlvulas se elaboran de diferentes materiales
atendiendo a las necesidades de cumplimiento con el fluido que pasa a travs de ellas.
El tipo de conexionado es variable igual que los accesorios de tubera mencionados
anteriormente, bridadas, roscadas, encastre, a tope, etc.
La palabra flujo expresa el movimiento de un fluido, pero tambin significa para
nosotros la cantidad total de fluido que ha pasado por una seccin determinada de un
conducto. Caudal es el flujo por unidad de tiempo; es decir, la cantidad de fluido que
circula por una seccin determinada del conducto en la unidad de tiempo.
4.3.2.2. Categoras y tipos de Vlvulas.
Debido a las diferentes variables, no puede haber una vlvula universal; por tanto,
para satisfacer los cambiantes requisitos de la industria naval se han creado
innumerables diseos y variantes con el paso de los aos, conforme se han
desarrollado nuevos materiales.
Los tipos de vlvulas ms utilizados son: vlvulas de compuerta, vlvulas de globo,
vlvulas de bola, vlvulas de mariposa, vlvulas de diafragma, vlvulas de retencin y
vlvulas de desahogo (alivio) y seguridad.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
92
Estas categoras bsicas se describen a continuacin mediante una descripcin
general de cada tipo en un formato general. Adems se dan recomendaciones para
servicio, aplicaciones, ventajas, desventajas, etc.
Vlvula de Control.
La vlvula automtica de control generalmente constituye el ltimo elemento en un
lazo de control instalado en la lnea de proceso y se comporta como un orificio cuya
seccin de paso varia continuamente con la finalidad de controlar un caudal en una
forma determinada.
Partes de la vlvula de control.
Las vlvulas de control constan bsicamente de dos partes que son: la parte motriz o
actuador y el cuerpo.
Actuador: El actuador tambin llamado accionador o motor, puede ser neumtico,
elctrico o hidrulico. Los actuadores neumticos constan bsicamente de un
diafragma, un vstago y un resorte tal como se muestra en la Figura 4-31.
Figura 4-31 Actuador de una vlvula de control
Cuerpo de la vlvula: Este est provisto de un obturador o tapn, los asientos del
mismo y una serie de accesorios. La unin entre la vlvula y la tubera puede hacerse
por medio de bridas soldadas o roscadas directamente a la misma. El tapn es el
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
93
encargado de controlar la cantidad de fluido que pasa a travs de la vlvula y puede
accionar en la direccin de su propio eje mediante un movimiento angular. Esta unido
por medio de un vstago al actuador.
Vlvula de Compuerta.
La vlvula de compuerta es de vueltas mltiples, en la cual se cierra el orificio con un
disco vertical de cara plana que se desliza en ngulos rectos sobre el asiento (ver
Figura 4-32).
Figura 4-32: Vlvula de compuerta
Recomendaciones de uso.
- Recomendada para servicio con apertura total o cierre total, sin estrangulacin.
- Para uso poco frecuente.
- Para resistencia mnima a la circulacin.
- Para mnimas cantidades de fluido o liquido atrapado en la tubera.
Aplicaciones.
Servicio general, aceites y combustibles gas, aire, lquidos espesos, vapor, gases y
lquidos no condensables, lquidos corrosivos.
Ventajas.
- Alta capacidad.
- Cierre hermtico.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
94
- Bajo costo.
- Diseo y funcionamiento sencillos.
- Poca resistencia a la circulacin.
Desventajas.
- Control deficiente de la circulacin.
- Se requiere mucha fuerza para accionarla.
- Produce cavitacin con baja cada de presin.
- Debe estar cubierta o cerrada por completo.
- La posicin para estrangulacin producir erosin del asiento y del disco.
Variaciones.
- Cua maciza, cua flexible, cua dividida, disco doble.
Materiales.
- Cuerpo: bronce, hierro fundido, hierro, acero forjado, Monel, acero fundido, acero
inoxidable, plstico de PVC.
- Componentes: diversos.
Precauciones de funcionamiento.
- Enfriar siempre el sistema al cerrar una tubera para lquidos calientes y al
comprobar que las vlvulas estn cerradas.
- No cerrar nunca las llaves a la fuerza con la llave o una palanca.
- Abrir las vlvulas con lentitud para evitar el choque hidrulico en la tubera.
- Cerrar las vlvulas con lentitud para ayudar a descargar los sedimentos y mugre
atrapados.
Vlvula de Retencin.
Estas vlvulas son de no retorno, impidiendo el retroceso del fluido a travs de ellas,
mediante un mecanismo accionado por el mismo fluido, abrindose en el sentido
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
95
normal del flujo y cerrndose al sentido inverso de este. Se suelen emplear para
controlar el sentido del flujo en las tuberas.
Se pueden clasificar atendiendo primero al modo de instalarse en la lnea y otra
manera es considerar el dispositivo de cierre.
Segn su posicin en el servicio.
-Vlvulas de retencin horizontal. Suelen instalarse en lneas horizontales.
-Vlvulas de retencin vertical. Suelen instalarse en lneas verticales.
-Vlvulas de retencin angular. Suelen ser instaladas en la unin de lneas verticales
y horizontales, viniendo a ahorrar la colocacin de codos, con su consiguiente
reduccin de prdida de carga.
Segn el dispositivo de cierre.
- Vlvulas de retencin de obturador oscilante (clapeta): Tienen como particularidad
la poca resistencia que ofrecen al paso del fluido, ya que no reducen el paso ni
cambian el sentido del flujo, suelen instalarse en posicin horizontal o vertical, y es
necesario montarlas de modo que el fluido ejerza una presin por la parte inferior de
la clapeta. Suele ser la vlvula ms usada en conducciones de lquidos,
intercalndose con vlvulas de compuerta.
- Vlvulas de retencin de obturador ascendente. El movimiento del obturador es
vertical, y tambin debido a la presin del fluido sobre l, actuando siempre por la
parte inferior. El obturador es guiado por un cilindro o contacto largo y estanco
preferentemente centrado, situado en la tapa de la vlvula. Al igual que las vlvulas
de asiento, al cambiar la direccin del fluido, aumenta la prdida de carga. Al ser su
cierre por gravedad, limita su utilizacin a lneas horizontales, y acompaadas de
vlvulas de asiento.
Este tipo de vlvulas suelen usarse en servicios de alta presin, donde tenemos una
alta velocidad de flujo. Tambin pueden usarse colocndole un resorte que la obligue
a cerrar.
- Vlvula de retencin de bola: En este caso el obturador o clapeta es una bola.
Deben de situarse de tal manera que la direccin del asiento sea vertical. Al igual
que la anterior tambin introduce prdidas de carga en la lnea.
- Vlvulas de retencin y cierre: Suelen ser vlvulas para emplearse como retencin
o cierre, para ello cuando el volante est abierto, la vlvula funciona como retencin,
ya que el obturador no est fijo en el vstago o husillo y se desliza en l
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
96
debidamente guiado, pero al tener el volante en posicin cerrada el husillo
presionar el obturador impidindole todo movimiento de ah que se denomine de
cierre.
- Vlvulas de pie: Trabajan a muy poca presin, adems de tener que situarse muy
cerca de las bombas. Suelen por lo general llevar incorporado un filtro.
- Vlvulas silenciosas: Suelen ser una variante de las de clapeta oscilante,
realizndose el giro por uno o dos ejes los cuales sitan a la clapeta en posicin
flotante sobre el fluido en su posicin abierta. Tiene como ventaja que reduce las
prdidas de carga y su cierre es sin golpe.
Existe un tipo especial de vlvulas de retencin oscilantes, conocido como vlvulas de
mal tiempo .Estn diseadas segn Normas DIN, se instalan siempre en posicin
vertical y su clapeta se mantiene cerrada hasta una presin determinada del fluido, por
la accin de un contrapeso. La clapeta lleva unida una lmina de cuero que apoya
sobre su asiento.
Hay ms modelos de vlvulas de retencin: en el representado en la figura el
obturador es mantenido en posicin cerrada por medio de un resorte y slo se abre al
flujo que circula con determinada presin en el sentido de la flecha.
Tambin hay vlvulas cuyo obturador es una esfera, que ajusta sobre su asiento en el
cuerpo y asciende, dejando paso libre, empujada por el flujo, descendiendo por la
accin de la gravedad y cerrando el paso cuando se detiene la circulacin del flujo
ascendente.
Por ltimo, existe un tipo de obturador muy similar al de la vlvula de mariposa, en el
que el disco est partido por un dimetro y ambas mitades se pliegan y juntan dejando
el paso libre al flujo circulando en una direccin; en la direccin contraria las dos
mitades se disponen en un mismo plano, transversalmente al eje de la tubera, e
impiden la circulacin del flujo.
Caractersticas.
En las vlvulas de clapeta ascendente la prdida de carga es sensible y por ello se
emplean en combinacin con vlvulas de asiento, cuando el tener prdidas notables
no sea de gran importancia.
Las vlvulas de clapeta oscilante tienen menores prdidas de carga y se asocian con
vlvulas de compuerta. Toman toda la gama de aperturas con giro reducido del eje.
Ni unas ni otras consiguen un cierre hermtico, aunque si impiden el paso a la mayor
parte del fluido.
En general, sobre el cuerpo de una vlvula de retencin se marca el sentido admisible
del flujo (normalmente con una flecha).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
97
Aplicaciones.
Las vlvulas de clapeta ascendente se emplean sobre todo para vapor, en especial a
altas presiones y grandes velocidades de flujo. Tambin para servicio en instalaciones
de agua, petrleo y gas. Al igual que las de esfera, su uso ms corriente es en
tuberas pequeas, de tamao hasta 1 1/2.
Las vlvulas de clapeta oscilante son aconsejables para servicios rigurosos en
instalaciones de agua, petrleo y sus vapores. Por otra parte, se utilizan
principalmente con tuberas de tamao superior a 2".
Las vlvulas de mal tiempo se aplican normalmente en instalaciones navales.
El tipo de vlvula con resorte se emplea en especial en circuitos oleohidrulicos y
neumticos, aunque tambin con cualquier fluido, lquido o gaseoso, que sea
compatible con los materiales de la vlvula .La presin de apertura suele ser regulable.
Vlvula de Globo.
Las vlvulas de Globo son un tipo especfico de vlvula de control teniendo esta
vueltas mltiples, y en la cual el cierre se logra por medio de un disco o tapn que
sierra o corta el paso del fluido en un asiento que suele estar paralelo con la
circulacin en la tubera (ver Figura 3-33).
Figura 4-33: Vlvula de globo
Recomendaciones de uso.
- Estrangulacin o regulacin de circulacin.
- Para accionamiento frecuente.
- Para corte positivo de gases o aire.
- Cuando es aceptable cierta resistencia a la circulacin.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
98
Aplicaciones.
Servicio general, lquidos, vapores, gases, corrosivos, pastas semilquidas.
Ventajas.
- Estrangulacin eficiente con estiramiento o erosin mnimos del disco o asiento.
- Carrera corta del disco y pocas vueltas para accionarlas, lo cual reduce el tiempo y
desgaste en el vstago y el bonete.
- Control preciso de la circulacin.
- Disponible con orificios mltiples.
Desventajas.
- Gran cada de presin.
- Costo relativo elevado.
Variaciones.
Normal (estndar), en "Y", en ngulo, de tres vas.
Materiales.
- Cuerpo: bronce, hierro, hierro fundido, acero forjado, Monel, acero inoxidable,
plsticos.
- Componentes: diversos.
Instrucciones especiales para instalacin y mantenimiento.
Instalar de modo que la presin este debajo del disco, excepto en servicio con vapor a
alta temperatura.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
99
Vlvula de Asiento.
Estas vlvulas permiten regular el paso del fluido, el cual al pasar por la vlvula
cambia de direccin debido a su diseo por lo que ofrece una gran resistencia a su
circulacin. Este tipo de vlvula es ideal para aquellos servicios que requieren un
frecuente uso de las vlvulas, as como aquellos otros en los que es necesario regular
el paso del fluido. La apertura y cierre de la vlvula requiere un pequeo nmero de
vueltas del volante, ya que el recorrido del disco es corto, los asientos del disco
pueden reemplazarse fcilmente (ver Figura 3-34).
Figura 4-34: Vlvula de Asiento
Las vlvulas de asiento disponen de un tapn obturador en el extremo del vstago
roscado que, al girar el volante, se desplaza axialmente, regulando o interrumpiendo el
flujo.
La tapa va atornillada o roscada al cuerpo (en este caso, bien directamente o a travs
de una tuerca de unin).
Como las vlvulas de compuerta, disponen de una empaquetadura, para evitar fugas
del fluido entre el vstago y la tapa, presionada entre ambos elementos mediante el
prensaestopas.
El tapn obturador se mueve as perpendicularmente al asiento, que es un anillo de
material relativamente blando (por ejemplo, acero inoxidable, o acero al carbono
revestido con stellita) roscado al cuerpo, que debe recambiarse con el tiempo.
Tambin puede ir montado un anillo similar en el obturador y en los menores tamaos,
con presiones reducidas, el asiento puede estar mecanizado sobre el propio cuerpo (a
veces, tambin soldado).
El obturador suele ir loco en el extremo del vstago y su ajuste en el asiento puede ser
de tipo macho hembra (cnico o cilndrico) o simplemente plano.
Caractersticas.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
100
- Con este grupo de vlvulas se consigue un cierre hermtico. El fluido sufre una
desviacin en su recorrido y las prdidas de carga son apreciables, aunque en las
vlvulas en ngulo tienen menos importancia, si se considera que en stas la
desviacin del flujo evita un codo a 90.
- El accionamiento de las vlvulas de asiento es ms rpido que el de las vlvulas de
compuerta.
- Se aprecia fcilmente a simple vista, si estn en posicin abierta o cerrada.
- El fluido entra siempre por la parte inferior (en sentido contrario al del
desplazamiento de cierre del obturador), puesto que en el otro sentido se producira
una gran perdida de carga. Por ello, se indica la forma correcta de circulacin sobre
el cuerpo de la vlvula.
- Estas vlvulas sufren poco desgaste por rozamiento, por lo que son adecuadas
cuando hayan de accionarse frecuentemente.
- Se construyen distintos modelos de vlvulas de asiento para tuberas de dimetro
nominal hasta 16", siendo las de tamao hasta 3 las ms utilizadas.
- En las vlvulas de doble asiento se equilibran en parte las acciones hidrostticas,
por lo que exigen un esfuerzo de accionamiento menor.
Un caso particular de las vlvulas de doble asiento son las de tres vas, que disponen
de un obturador con tapn doble y de dos salidas.
Aplicaciones.
- Adems de la funcin de cierre, estas vlvulas son muy aplicadas en. la regulacin
de caudales y trabajando en una posicin intermedia.
- Al sufrir prdidas de carga apreciables, no es aconsejable su empleo en aquellos
casos en los que deban estar normalmente abiertas. En cuanto al fluido conducido, se
utilizan con vapores, lquidos y gases.
- Las vlvulas de doble asiento se aplican para la regulacin de flujos a elevadas
temperaturas y presiones. Si son de tres vas, regulan la mezcla o el reparto de flujos.
- Las vlvulas de cilindro tienen una regulacin ms precisa que las de simple asiento
y son preferibles para presiones y temperaturas elevadas y secciones reducidas; por
ejemplo, en instrumentos de medida y como purgadores.
- Las vlvulas de aguja superan a las de cilindro en finura de regulacin; con ellas se
puede conseguir un vertido gota a gota. Son muy indicadas para presiones y
temperaturas muy elevadas, e igualmente aplicables en instrumentacin, medida y
como purgadoras.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
101
Clasificacin.
a) Segn el tipo de husillo:
- Vlvulas de asiento de husillo interior: La parte roscada del husillo permanece en el
interior de la vlvula.
- Vlvula de asiento de husillo exterior: La parte roscada del husillo permanece en el
exterior de la vlvula.
-. Vlvula de asiento de husillo deslizante: (cierre rpido). La vlvula es accionada
por una palanca en lugar de por un volante, luego su cierre ser ms rpido.
b) Segn la forma exterior:
- Vlvula de asiento normal: El husillo est en ngulo recto en la lnea que une los
extremos de la vlvula, es el tipo de vlvula ms utilizada.
- Vlvula de asiento en "Y": El husillo est en posicin oblicua con la lnea que une
los extremos.
- Vlvula de asiento en ngulo: Permitiendo economizar la instalacin de codos de
90 ya que la vlvula hace de vlvula y de codo.
c) Segn el tipo de disco.
- Vlvula de asiento con disco normal: La superficie de cierre es pequea,
realizndose en un fino anillo circular, y por lo tanto no se suelen usar mucho para
servicios de estrangulacin.
- Vlvula de asiento con disco de tapn: El cierre se efecta a travs de un amplio
anillo tronco cnico, siendo muy recomendables para servicios de estrangulamiento
- Vlvulas de asiento con disco sinttico: Suele ser muy empleado por la fcil
reparacin y sustitucin del disco que es de material elstico, siendo su superficie de
cierre plana y amplia, absorbiendo la elasticidad del disco, las partculas extraas
que se depositen en el asiento.
-. Vlvula de asiento con disco de aguja: Con ellas se obtiene una fina regulacin del
fluido, ya que el obturador es una puerta cnica muy fina.
- Vlvula de asiento con guas: El disco suele llevar unas aletas que guan al
obturador sobre el asiento. No se debe de emplear con fluidos a alta velocidad ya
que puede producir un efecto turbina que originara golpeos y el deterioro de la
superficie de cierre.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
102
Vlvula de Bola.
Las vlvulas de bola son de de vuelta, en las cuales una bola taladrada gira entre
asientos elsticos, lo cual permite la circulacin directa en la posicin abierta y corta el
paso cuando se gira la bola 90 y cierra el conducto (ver Figura 4-35).
Figura 4-35: Vlvula de bola.
Recomendaciones.
- Para servicio de conduccin y corte, sin estrangulacin.
- Cuando se requiere apertura rpida.
- Para temperaturas moderadas.
- Cuando se necesita resistencia mnima a la circulacin.
Aplicaciones.
- Servicio general, altas temperaturas.
Ventajas.
- Bajo costo.
- Alta capacidad.
- Corte bidireccional.
- Circulacin en lnea recta.
- Pocas fugas.
- Se limpia por si sola.
- Poco mantenimiento.
- No requiere lubricacin.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
103
- Tamao compacto.
- Cierre hermtico con baja torsin (par).
Desventajas.
- Caractersticas deficientes para estrangulacin.
- Alta torsin para accionarla.
- Susceptible al desgaste de sellos o empaquetaduras.
- Propensa a la cavitacin.
Variaciones.
Entrada por la parte superior, cuerpo o entrada de extremo divididos (partidos), tres
vas, Venturi, orificio de tamao total, orificio de tamao reducido.
Materiales.
Cuerpo: hierro fundido, hierro dctil, bronce, latn, aluminio, aceros al carbono, aceros
inoxidables, titanio, tntalo, zirconio; plsticos de polipropileno y PVC.
Asiento: TFE, TFE con llenador, Nylon, Buna-N, neopreno.
Vlvulas de mariposa.
Las vlvulas de mariposa son un tipo especfico de vlvula de control, teniendo esta
de vuelta y capaz de controlar la circulacin del fluido por medio de un disco circular,
con el eje de su orificio en ngulos rectos con el sentido de la circulacin (ver Figura 4-
36).
Figura 4-36: Vlvula de mariposa.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
104
Recomendaciones.
- Servicio con apertura total o cierre total.
- Servicio con estrangulacin.
- Para accionamiento frecuente.
- Cuando se requiere corte positivo para gases o lquidos.
- Cuando solo se permite un mnimo de fluido atrapado en la tubera.
- Para baja cada de presin a travs de la vlvula.
Aplicaciones.
Servicio general, lquidos, gases, pastas semilquidas, lquidos con slidos en
suspensin.
Ventajas.
- Ligera de peso, compacta, bajo costo.
- Requiere poco mantenimiento.
- Numero mnimo de piezas mviles.
- No tiene bolas o cavidades.
- Alta capacidad.
- Circulacin en lnea recta.
- Se limpia por si sola.
Desventajas.
- Alta torsin (par) para accionarla.
- Capacidad limitada para cada de presin.
- Propensa a la cavitacin.
Variaciones.
Disco plano, disco realzado, con brida, atornillado, con camisa completa, alto
rendimiento.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
105
Materiales.
- Cuerpo: hierro, hierro dctil, aceros al carbono, acero forjado, aceros inoxidables,
aleacin 20, bronce, Monel.
- Disco: todos los metales; revestimientos de elastmeros como TFE, Kynar, Buna-N,
neopreno, Hypalon.
- Asiento: Buna-N, viton, neopreno, caucho, butilo, poliuretano, Hypalon, Hycar, TFE.
Vlvulas de diafragma.
Las vlvulas de diafragma son de vueltas mltiples y efectan el cierre por medio de
un diafragma flexible sujeto a un compresor. Cuando el vstago de la vlvula hace
descender el compresor, el diafragma produce sellado y corta la circulacin (ver Figura
4-37).
Figura 4-37: Vlvula de diafragma.
Recomendaciones.
- Servicio con apertura total o cierre total.
- Para servicio de estrangulacin.
- Para servicio con bajas presiones de operacin.
Aplicaciones.
- Fluidos corrosivos, materiales pegajosos o viscosos, lodos, alimentos.
- Bajo costo.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
106
- No tienen empaquetaduras.
- No hay posibilidad de fugas por el vstago.
- Inmune a los problemas de obstruccin, corrosin o formacin de gomas en los
productos que circulan.
Desventajas.
- Diafragma susceptible de desgaste.
- Elevada torsin al cerrar con la tubera llena.
Variaciones.
- Tipo con vertedero y tipo en lnea recta.
Materiales.
Metlicos, plsticos macizos, con camisa, en gran variedad de cada uno.
Vlvulas de retencin (check).
Hay varias categoras de vlvulas y son para uso especfico, ms bien que para
servicio general: vlvulas de retencin (check) y vlvulas de desahogo (alivio).
Al contrario de los otros tipos descritos, son vlvulas de accionamiento automtico,
funcionan sin controles externos y dependen para su funcionamiento de sentido de
circulacin o de las presiones en el sistema de tubera. Como ambos tipos se utilizan
en combinacin con vlvulas de control de circulacin, la seleccin de la vlvula, con
frecuencia, se hace sobre la base de las condiciones para seleccionar la vlvula de
control de circulacin.
a) Vlvulas de retencin (check).
La vlvula de retencin (ver Figura 4-38) esta destinada a impedir una inversin de la
circulacin. La circulacin del lquido en el sentido deseado abre la vlvula; al
invertirse la circulacin, se cierra. Hay tres tipos bsicos de vlvulas de retencin: 1)
vlvulas de retencin de columpio, 2) de elevacin y 3) de mariposa.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
107
Figura 4-38: Vlvula de retencin
b) Vlvulas de retencin del columpio.
Esta vlvula tiene un disco embisagrado o de charnela que se abre por completo con
la presin en la tubera y se cierra cuando se interrumpe la presin y empieza la
circulacin inversa. Hay dos diseos: uno en "Y" que tiene una abertura de acceso en
el cuerpo para el esmerilado fcil del disco sin desmontar la vlvula de la tubera y un
tipo de circulacin en lnea recta que tiene anillos de asiento reemplazables.
Recomendaciones.
- Cuando se necesita resistencia mnima a la circulacin.
- Cuando hay cambios poco frecuentes del sentido de circulacin en la tubera.
- Para servicio en tuberas que tienen vlvulas de compuerta.
- Para tuberas verticales que tienen circulacin ascendente.
Aplicaciones.
Para servicio con lquidos a baja velocidad.
Ventajas.
- Puede estar por completo a la vista.
- La turbulencia y las presiones dentro de la vlvula son muy bajas.
- El disco en "Y" se puede esmerilar sin desmontar la vlvula de la tubera.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
108
Variaciones.
Vlvulas de retencin con disco inclinable.
Materiales.
Cuerpo: bronce, hierro fundido, acero forjado, Monel, acero fundido, acero inoxidable,
acero al carbono.
Componentes: diversos.
c) Vlvulas de retencin de elevacin.
Una vlvula de retencin de elevacin es similar a la vlvula de globo, excepto que el
disco se eleva con la presin normal en la tubera y se cierra por gravedad y la
circulacin inversa (ver Figura 4-39).
Figura 4-39: Vlvula de retencin (tipo de elevacin).
Recomendaciones.
- Cuando hay cambios frecuentes de circulacin en la tubera.
- Para uso con vlvulas de globo y angulares.
- Para uso cuando la cada de presin a travs de la vlvula no es problema.
Aplicaciones.
Tuberas para vapor de agua, aire, gas, agua y vapores con altas velocidades de
circulacin.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
109
Ventajas.
- Recorrido mnimo del disco a la posicin de apertura total.
- Accin rpida.
Variaciones.
- Tres tipos de cuerpos: horizontal, angular, vertical.
- Tipos con bola (esfera), pistn, bajo carga de resorte, retencin para vapor.
Materiales.
- Cuerpo: bronce, hierro, hierro fundido, acero forjado, Monel, acero inoxidable, PVC,
Penton, grafito impenetrable, camisa de TFE.
- Componentes: diversos.
d) Vlvula de retencin de mariposa.
Una vlvula de retencin de mariposa tiene un disco dividido embisagrado en un eje
en el centro del disco, de modo que un sello flexible sujeto al disco este a 45 con el
cuerpo de la vlvula, cuando esta se encuentra cerrada. Luego, el disco solo se mueve
una distancia corta desde el cuerpo hacia el centro de la vlvula para abrir por
completo.
Recomendacin.
- Cuando se necesita resistencia mnima a la circulacin en la tubera.
- Cuando hay cambios frecuentes en el sentido de la circulacin.
- Para uso con las vlvulas de mariposa, macho, bola, diafragma o de apriete.
Aplicaciones.
- Servicio para lquidos o gases.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
110
Ventajas.
- El diseo del cuerpo se presta para la instalacin de diversos tipos de camisas de
asiento.
- Menos costosa cuando se necesita resistencia a la corrosin.
- Funcionamiento rpido.
- La sencillez del diseo permite construirlas con dimetros grandes.
- Se puede instalar virtualmente en cualquier posicin.
Variaciones.
- Con camisa completa.
- Con asiento blando.
Materiales.
- Cuerpo: acero, acero inoxidable, titanio, aluminio, PVC, CPCB, polietileno,
polipropileno, hierro fundido, Monel, bronce.
- Sello flexible: Buna-N, Viton, caucho de butilo, TFE, neopreno, Hypalon, uretano,
Nordel, Tygon, caucho de siliconas.
e) Vlvulas de desahogo (alivio).
Una vlvula de desahogo (ver Figura 4-40) es de accin automtica para tener
regulacin automtica de la presin. El uso principal de esta vlvula es para servicio
no comprimible y se abre con lentitud conforme aumenta la presin, para regularla.
La vlvula de seguridad es similar a la vlvula de desahogo y se abre con rapidez con
un "salto" para descargar la presin excesiva ocasionada por gases o lquidos
comprimibles.
El tamao de las vlvulas de desahogo es muy importante y se determina mediante
formulas especificas.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
111
Figura 4-40: Vlvula de desahogo (alivio).
Recomendaciones.
- Sistemas en donde se necesita una gama predeterminada de presiones.
Aplicaciones.
- Agua caliente, vapor de agua, gases, vapores.
Ventajas.
- Bajo costo.
- No se requiere potencia auxiliar para la operacin.
Variaciones.
- Seguridad, desahogo de seguridad.
- Construccin con diafragma para vlvulas utilizadas en servicio corrosivo.
Materiales.
- Cuerpo: hierro fundido, acero al carbono, vidrio y TFE, bronce, latn, camisa de
TFE, acero inoxidable, Monel.
-Componentes: diversos.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
112
Vlvulas de seguridad (tratadas en el punto anterior como de alivio).
Estas vlvulas se colocan en las lneas o equipos para evitar un aumento excesivo de
la presin o temperatura del fluido en ellos contenido.
Composicin y funcionamiento.
El tipo ms corriente de vlvula limitadora de presin es una vlvula de asiento
(normalmente de ngulo) en la que el obturador permanece cerrado por la accin de
un muelle o de un contrapeso. Cuando la presin del fluido alcanza un valor prefijado,
se produce la apertura del obturador, que no cierra mientras la presin no descienda
una cierta cantidad bajo dicho valor (ver Figura 4-41).
Figura 4-41: Vlvula de seguridad
Caractersticas.
Al abrir la vlvula, el fluido descarga directamente a la atmsfera (vlvulas de escape
libre), o a travs de una tubera (vlvulas de escape conducido).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
113
Para el trabajo adecuado de una vlvula de seguridad, se recomienda que la presin
de trabajo no exceda del 90% de la presin de apertura. En el caso de las lneas de
descarga de bombas y compresores, debido a las pulsaciones de presin, hay que
aumentar la diferencia entre ambas presiones, para evitar actuaciones errneas de la
vlvula.
La presin en la descarga de una vlvula de seguridad puede ser constante (por
ejemplo, cuando se descarga a la atmsfera) o variable (debido a la salida del propio
fluido, o a la presin ya existente en la lnea de descarga).
Aplicaciones.
Se utiliza para limitar la presin o la temperatura de flujos de gases, vapores o
lquidos. Para liberar grandes cantidades de flujo se emplean los llamados discos de
rotura.
Normas a aplicar.
- No debe existir ninguna vlvula de cierre entre el equipo y la vlvula de seguridad.
- La vlvula de seguridad ha de instalarse lo ms cerca posible del equipo.
- Debe ser accesible y poderse accionar manualmente.
- El caudal que pueda desahogar la vlvula, debe de ser tal que la presin en el
equipo no sobrepase el 10% de la masa.
- El ajuste de la vlvula tiene que ser protegido para que nadie pueda alterarlo sin
conocimiento.
- Debe desahogar a sitio seguro para evitar que ocasione daos.
- Suele colocarse una vlvula de seguridad en aquellos servicios que la presin se
eleve por encima de 0,5 kilos centmetro cuadrado, sobre la presin normal del
servicio.
Clasificacin.
a) Segn su accionamiento:
-De muelle o recorte.
- Para su funcionamiento manual van provistas de una palanca.
- Suelen ser ligeras.
- Tienen las desventajas de que la fuerza del resorte no permanezca constante sino
aumenta conforme trabaja la vlvula y que el material del resorte envejezca y halla
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
114
que volver a regular la vlvula, as como que, cuando se calienta para dejar salir el
vapor, la fuerza del resorte disminuye.
b) De contrapeso.
- Suelen ser tpicas de instalaciones terrestres y estacionarias, ya que son muy
sensibles a los problemas vibratorios y a los golpes. Suelen ser muy voluminosas y
pesadas, aunque son fciles de probar, levantando el contrapeso.
c) Segn la carrera:
- De pequea carrera (alivio)-Relief: Para pequeos caudales a desahogar.
- De gran carrera (seguridad)-Safery: Para grandes caudales a desahogar.
Suelen emplearse para vapor o gases. La carrera es 1/3 del dimetro del platillo.
Suelen situarse en lugares donde la acumulacin del vapor o del gas suelen ser
rpida. A veces es necesario disponer varias vlvulas. El funcionamiento de estas
vlvulas es que el vapor desahogado se proyecta sobre un segundo platillo el cual es
levantado por la accin del choque del fluido.
d) Segn el medio de apertura:
- Accionado directamente.
- Vlvula comandada por vlvula o medios auxiliares.
Suelen recibir la orden de abrir o cerrar a travs de una vlvula auxiliar de seguridad.
Suelen componerse de cilindro de trabajo (que va accionado por la vlvula auxiliar)
recorte y freno de aceite. Como hay que evitar la condensacin de vapor en el tubo de
unin entre la vlvula auxiliar y la de seguridad, tendr una cada de 1200.
Las vlvulas auxiliares suelen estar sometidas a frecuentes averas.
Estos sistemas se pueden clasificar en dos grupos. En el primero, el vapor que pasa a
travs de la vlvula de seguridad auxiliar, mantiene cerrada la vlvula de seguridad
principal, mientras que la presin del sistema se mantenga por debajo de la presin
mxima. En el segundo, la vlvula de seguridad no da paso al vapor a la vlvula
principal, mientras la presin en el sistema sea inferior a la mxima.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
115
4.3.2.3. Uniones flexibles.
En estas uniones la estanquidad se logra por la presin de una junta de neopreno
sobre el tubo. Tienen la ventaja de permitir el desmontaje de los tubos, no necesitar
preparacin de los extremos y permitir un rpido montaje. Otra ventaja adicional de
este tipo de uniones es que permite el desplazamiento del tubo en sentido longitudinal
unos 10 mm, por lo que se pueden emplear en aquellas lneas en las que por
diferencias de temperatura o por movimientos del buque, se prevean dilataciones
importantes. El inconveniente de este tipo de uniones es el precio y el empacho en las
tipo "Dresser", aunque este inconveniente ha sido resuelto en las tipos "Straub Grip"
4.3.2.4. Racores:
Accesorios para la unin de tubos a otros accesorios o equipos (ver Figura 4-42).
Figura 4-42: Racores
4.3.2.5. Filtros: definicin y conceptos.
Definicin: Objeto o material que contiene poros de determinado tamao a travs del
cual se hace pasar un fluido para separar las partculas que tiene en suspensin.
Procedimiento que sirve para seleccionar lo que se considera mejor o ms importante.
Los factores principales a considerar a la hora de elegir un tipo de filtro frente a otro
son: la resistencia especfica de la torta, la cantidad a filtrar y la concentracin de
slidos.
Ante todo, lo que va a decidir la eleccin del filtro es el factor econmico. Normalmente
el precio del equipo est directamente relacionado con el rea filtrante.
Los filtros clarificadores o de lecho profundo se suelen emplear cuando la cantidad de
slidos presentes en el lquido es muy pequea, siendo de gran aplicacin para la
depuracin de agua y el tratamiento de aguas residuales. En este grupo se tienen los
filtros de lecho, los cartuchos filtrantes y otros. Los filtros de cartucho son cada vez
ms utilizados en la industria por sus buenos resultados.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
116
Entre las aplicaciones de los filtros se debe mencionar que, aparte de la filtracin
propiamente dicha, stos pueden realizar otras funciones de separacin slido-lquido
como: clarificacin, extraccin, lavado, deshidratacin y recuperacin de sustancias.
La filtracin de agua implica su paso a travs de capas de arena, carbn y otros
materiales granulares para eliminar microorganismos y cualquier floculo o sedimento
que pudiera quedar.
4.3.2.6. Categoras y tipos de Filtros.
Existen numerosos tipos de filtros dependiendo de aplicacin a que estn destinados,
su clasificacin se puede realizar atendiendo a diferentes criterios:
Filtro de aceite y combustible.
De uso para las tuberas de trasiego y relleno de aceite y combustible, e igualmente
pueden usarse como filtros para achique, lastre y circulacin (ver Figura 4-43).
Figura 4-43: Filtro de aceite y combustible
Filtro de agua de paso angular.
Filtros para Tomas de Mar y servicios de agua en general (ver Figura 4-44).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
117
Figura 4-44: Filtro de agua de paso angular
Filtro de aire y vapor de A.P.
Uso en tuberas de vapor y como separador de agua en las tuberas de aire
comprimido (ver Figura 4-45).
Figura 4-45: Filtro de aire y vapor de A.P
Filtro de fango.
Se suelen emplear filtros de paso recto (ver Figura 4-46).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
118
Figura 4-46: Filtro de fango
Filtro de aspiracin.
De uso para tuberas de agua, lubricacin, petrleo, etc. De baja presin (ver Figura 4-
47).
Figura 4-47: Filtro de aspiracin
Filtro simple inclinado.
De uso para las tuberas de aceite, agua, petrleo, aire, vapor, etc (ver Figura 4-48).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
119
Figura 4-48: Filtro simple inclinado
Filtro simple con bridas.
De uso para tuberas de lubricacin, petroleo y agua de baja presin (ver Figura 4-49).
Figura 4-49: Filtro simple con bridas
Filtro doble con bridas.
Filtros duplex para servicios de lubricacin, petrleo y agua de baja presin (ver Figura
4-50).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
120
Figura 3-50: Filtro doble con bridas
Filtro doble con bridas-roscadas.
Adaptados para extremos embridados o roscados. De uso para las tuberas de aceite,
petrleo, gas-oil, etc (ver Figura 4-51).
Figura 4-51: Filtro doble con bridas roscadas
4.3.2.7. Diafragmas: placas orificio y tomas de medida.
Definicin: Consiste en una placa con un orificio que se interpone en la tubera. Como
resultado de esta obstruccin existe una prdida de carga, que es la que se mide por
comparacin con una sonda aguas arriba y otra aguas abajo de la instalacin (ver
Figura 4-52). Este tipo de medidor es utilizado en tuberas donde se permita una gran
prdida de energa. El cambio de rea que se genera al colocar el diafragma, provoca
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
121
un estrangulamiento de la seccin, lo que da lugar a un cambio de presiones antes y
despus del diafragma, cuyo valor determina el gasto en la seccin.
Figura 4-52: Variacin de la presin en las proximidades de una placa orificio
A continuacin se citan distintas tomas para medida de presin diferencial en un
diagrama:
a) Tomas en bridas (ver Figura 4-53).
Figura 4-53: Tomas en Bridas
b) Tomas en D y D/2 (ver Figura 4-54).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
122
Figura 4-54: Tomas a D y D/2
c) Toma en vena contrada (ver Figura 4-55).
Figura 4-55: Tomas en vena contrada
d) Tomas en tubera (ver Figura 4-56).
Figura 4-56: Tomas en vena contrada
Tipos de Diafragmas: A continuacin citaremos varios tipos de Diafragmas aplicados
tanto en la industria de la construccin Naval como en otras ramas de construccin
civil.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
123
a) Con orificio concntrico (ver Figura 4-57).
Figura 4-57: Diafragma con orificio concntrico
b) Con orificio excntrico (ver Figura 4-58).
Figura 4-58: Diafragma con orificio excntrico
c) Con orificio segmentado (ver Figura 4-59).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
124
Figura 4-59: Diafragma con orificio segmentado
4.3.2.8. Mirillas o visores de flujo: definicin y Tipos de Mirillas o Visores de
Flujo.
Los visores de flujo son utilizados para la visualizacin y control de fluidos lquidos y
gaseosos en tuberas, tanques y depsitos; en procesos de dosificacin, tratamiento
de agua y vapor. Las mirillas empleadas pueden ser de paso recto o de paso angular.
Mirilla de observacin de paso recto.
Para comprobar el paso de fluidos, reboses de Gas-Oil, etc (ver Figura 4-60).
Figura 4-60: Mirilla de observacin de paso recto
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
125
Mirilla de observacin de paso angular.
Para comprobar el paso de fluidos, reboses de Gas-Oil, etc (ver Figura 4-61).
Figura 4-61: Visor de Flujo de paso angular
Visor de flujo a paleta.
Conexin bridada, con paleta a resorte para visualizacin del sentido de flujo (ver
Figura 4-62).
Figura 4-62: Visor de Flujo a paleta
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
126
Visor para tanques.
Para montaje soldado en tanques y recipientes (ver Figura 4-63).
Figura 4-63: Visor de Flujo con rotor
Para visualizar el Nivel en tanques los indicadores tipo By-Pass a paletitas giratorias
son dispositivos de alta seguridad y confiabilidad, utilizados en todo tipo de industria.
La recopilacin de los elementos citados que intervienen en la fase de montaje de la
tubera ha sido fruto de la investigacin en varios catlogos de fabricantes (Parma
S.L, Gestra AG, ctalogos de Navantia, Saidi (Sistemas de control de Fluidos,
Belgicast International S.L) as como la consulta de varios documentos como las citas
bibliogrficas 8.40 y 8.58.
4.3.3. Fases o modos de realizar el montaje de tubera
El modo de realizar el montaje de tubera a bordo de los buques en funcin de la fase
del proyecto en la que nos encontramos puede ser:
En unidades o mdulos.
Ya se ha explicado en los apartados 4.1.9 y 4.1.10 de esta Tesis, por lo que
simplemente se indicarn los pros y los contras de este modo de montar la tubera.
As, las principales ventajas de los mdulos son la reduccin del plazo de entrega
global del buque, como consecuencia de reducir el tiempo de de montaje de la tubera
al poder realizarse distintos trabajos al mismo tiempo e Independientemente del
montaje de bloques. Otra ventaja importante ser la facilidad de realizacin de los
trabajos que conlleva una reduccin del nmero de horas y por consiguiente, menor
coste. Se mejorar en la calidad de los trabajos y existir menos riesgo de accidentes,
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
127
ya que se reducen el nmero de andamiajes y la concentracin de personal en ciertas
zonas.
Algn inconveniente de la realizacin de los mdulos podra ser por ejemplo la
exigencia de un diseo detallado aumentando con ello las horas de oficina tcnica.
Tambin es necesario que se le anticipe a dicha oficina tcnica un adelanto de
material. Por otro lado, estara el inconveniente del aumento del peso, que dar lugar
al uso de soportes para rigidizar las estructuras.
En Unidades Constructivas (bloques).
A continuacin se van a enunciar las normas bsicas para la realizacin del
armamento en estas unidades Constructivas denominadas Bloques.
a) Incorporacin de todo el armamento de interior de tanques antes de cerrar los
mismos.
b) Intentar realizar los trabajos en posicin horizontal con los elementos colocados
encima del bloque.
c) Para montar a bordo los tubos habr que tener en cuenta los equipos y dems
disciplinas afectadas en dicho bloque, por lo que se recurrir a los planos de
disposiciones de tubera.
d) Se colocarn tubos de cierre (con sobrecargo) en los topes de bloque debido a
las tolerancias que se dan en lo bloques. Los tubos de cierre se situarn prximos a
su posicin definitiva que suele coincidir con el tope de bloque. En caso de ser
pequeas se podran solventar con casquillos o bridas.
Montaje en Grada.
En esta fase se incluirn los trabajos de montaje de tubos de cierre entre bloques,
equipos, mdulos, as como la prueba de todos los servicios y pruebas hidrulicas.
Un buen nmero de tubera cuyo dimetro nominal es inferior de DN 50, siempre y
cuando no est situada en techo, es dispuesta en esta etapa, as como la tubera fina
de telemando y automatismos.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
128
4.3.4. Premisas bsicas a tener en cuenta en el montaje de tubera
A continuacin se citarn las premisas bsicas a tener en cuenta a la hora de realizar
un montaje de tuberas a bordo de un buque.
- Las tuberas que pasen a travs de mamparos estancos (agua/humo/fuego),
penetrarn de forma estanca de acuerdo con las Guas de Diseo desarrolladas por
el Astillero.
- Tubera y accesorios soportados firmemente y convenientemente montados para
evitar la transmisin de calor y vibraciones a la estructura de apoyo.
- Para preveer el desmontaje de equipos o secciones de tubera se dispondrn
juntas de desmontaje o bridas.
- Evitar en la medida de lo posible el nmero de uniones desmontables, empleando
accesorios soldados a tope, con encastre o uniones por presin.
- Montaje de tubera facilitando el mantenimiento y reparacin de las vlvulas y
equipos.
- La tornillera de las bridas se seleccionar en funcin del material de las bridas, del
sistema de que se trate y de su situacin en el buque. Las juntas sern de material
ignfugo que no contenga amianto y apropiado para resistir la presin a la que circula
el fluido dentro de la misma.
- Tanto el trazado como el montaje de tubera ser tan directo (recto) como sea
practicable, con el mnimo de curvas y uniones y se realizar con flexibilidad
suficiente para evitar esfuerzos producidos por movimientos trmicos o tolerancias
de la estructura de bloques en los tubos, equipos y accesorios.
- Evitar disponer tubera embridada encima de cuadros elctricos o electrnicos, ya
que pudiesen producirse prdidas o condensacin. Cuando esto no sea posible de
evitar, se instalarn bandejas de derrames o deflectores.
- Cuando se empleen uniones del tipo "Straub", estas se estarn de acuerdo con la
Sociedad de Clasificacin a aplicar y en caso de tratarse de buques militares estas
han de ser sometidas a la aprobacin de la Armada.
En la cita bibliogrfica 8.13 Manual del calderero se citan las normas bsicas para
el buen montaje de elementos a bordo de buques.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
129
CAPITULO 5. METODOLOGA CUALITATIVA
5.1. GENERALIDADES SOBRE LA NORMALIZACION Y REGLAMENTACIN DE
LOS PROCESOS DE DISEO DE TUBERA EN BUQUES
En mi opinin como autor de esta Tesis, y despus de ahondar en normativa y
reglamentacin de diversos pases, he de decir que existe una relacin directa entre el
nivel tecnolgico de un pas y el nmero de normas que posee. En este apartado voy a
ver la tendencia actual a la normalizacin de elementos, como tubos tipo, bridas, etc.,
as como espesores de tuberas y accesorios, implantada en mayor o menor grado en
todos los astilleros.
En las normas de elementos es frecuente tener una gama de tamaos para cada
elemento normalizado. Cuando alguna de las dimensiones de un elemento no se
puede limitar a un nmero discreto de opciones sino que pueden variar de forma
continua, debemos recurrir a los planos parametrizados.
Existen infinidad de normas a nivel mundial de las que cito las ms conocidas en el
mbito de aplicacin que nos ocupa:
a) Norma Espaola para Tubera.
- UNE, Normas Espaolas de AENOR (Asociacin Espaola de Normalizacin y
Certificacin).
b) Normas de otros pases Europeos para Tubera.
- DIN, Deutsches Institut fr Normung (Instituto Alemn de Normalizacin).
- BS, British Standard (Norma Britnica).
- AFNOR, Association Franchise de Normalisation (Asociacin Francesa de
Normalizacin).
- UNI, Ente Nazionale Italiano di Unificazione (Asociacin Nacional Italiana de
Unificacin).
En opinin del autor, este tipo de normas (apartados (a) y (b)) provocan una
fragmentacin del mercado Europeo, ya que su uso se opone a la poltica de libre
circulacin de productos, servicios, capitales y personas dentro de la Unin Europea.
c) Norma Europea para Tubera.
Todos los pases europeos estn tratando de llegar a una sola norma comn, por la
cual se reduciran los cdigos a emplear en el futuro, as es como surge la norma
siguiente:
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
130
- EN, Norma Europea del CEN (Comit Europeo de Normalizacin).
La "Comunicacin de la Comisin sobre el desarrollo de la Normalizacin Europea"
conocida como "Libro Verde" considera que el papel de la Normalizacin Europea en
el Mercado Interior, es importantsimo, por varios motivos entre los que podra citar los
siguientes:
- La armonizacin de las normas industriales europeas, es un instrumento esencial
para eliminar los obstculos tcnicos para el mercado interior de la Comunidad
Europea.
- Las normas armonizadas europeas juegan un destacado papel en los mercados de
contratacin pblica, al resultar favorecidas por los rganos gubernativos.
- La actividad de normalizacin europea obedece fundamentalmente a razones
econmicas.
- Las tecnologas de nuevo desarrollo necesitan de esta normalizacin.
Su uso es la tendencia actual EN LA Unin Europea. Adems de existir normas EN
propias el CEN adopta como propias muchas normas ISO. Las normas EN se
publican en cada uno de los pases miembros de la Unin Europea como normas
transposicin de normas europeas, en muchos casos asociadas a Directivas
Europeas. As tenemos la siguiente Tabla (Tabla 5-1) donde se muestra el caso de
Espaa, al igual que haran el resto de los pases de la Unin Europea:
UNIN EUROPEA
ESPAA
DIRECTIVA MARCO
DIRECTIVA
LEY
REAL DECRETO
Norma EN
Norma EN-ISO
Norma UNE
Norma UNE-EN
Norma UNE-EN-ISO
Tabla 5-1: Conversin de Normas
Ejemplos claros de conversin de normativa son las dos siguientes normas
empleadas ambas muy ampliamente en toda la industria, Civil, Naval, etc.:
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
131
- La norma de los Sistemas de Gestin Medio Ambiental tan empleada en los
Astilleros y que conocemos con el nombre de ISO 14001, ha pasado a tener la
designacin de UNE-EN-ISO 14001 para Espaa.
- La norma de los Sistemas de Gestin de la Calidad empleada hoy en da en casi
la totalidad de las empresas y que conocemos con el nombre de ISO 9001, y que
ha pasado a tener la designacin de UNE-EN-ISO 9001 para Espaa.
d) Normas Internacionales para Tubera.
- ISO, International Standard Organization (Organizacin Internacional de
Normalizacin).
Esta norma es de mucha aplicabilidad en Europa.
e) Normas Americanas para Tubera.
- ASA, American Standards Association (Asociacin Estadounidense de
Normalizacin).
- ANSI, American National Standards Institute (Instituto Nacional Estadounidense de
Estndares).
- ASTM: American Society Testing Machine (Sociedad Americana de Pruebas de
Mquinas).
- ASME, American Society of Mechanical Engineers (Sociedad Americana de
Ingenieros Mecnicos).
- API, American Petroleum Institute (Instituto Americano del petroleo).
6.- Normas Asiticas para Tubera.
- JIS, Japanese Industrial Standard (Norma Industrial Japonesa).
5.2. NORMALIZACION DIMENSIONAL Y REGLAMENTACIN. INFLUENCIA EN LA
MEJORA DE LOS PROCESOS DE DISEO DE TUBERA EN BUQUES
Para empezar con este apartado cabe destacar que existe una normalizacin
dimensional de tubera y una normalizacin del material de la tubera. El primero de
ellos se explicar en este apartado, mientras que el segundo lo explicar en el
siguiente apartado (apartado 5.3) sobre normalizacin del material de la tubera.
Debemos saber que, los dos sistemas principales de medicin en el mundo son el
estndar americano y el mtrico. Las dimensiones de las tuberas en Norteamrica se
miden en unidades inglesas como pulgadas y pies. Las unidades mtricas se miden en
centmetros y metros. Muchas normas Norteamericanas listan la dimensin primaria
en unidades imperiales con la dimensin mtrica escrita al lado entre parntesis.
Es por ello que, despus de clasificar los distintos tipos de normas y sabiendo que el
coste de un buque construido en un pas empleando unas u otras puede variar
sustancialmente debido a la compra del material y a su costo aadido en caso de
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
132
hacerlo en un pas distinto al de la normativa a aplicar, hemos de conocer tambin que
existen diferencias en los trminos a emplear, as, por ejemplo, la asignacin de la
tubera IPS (Iron Pipe Size), se refiere a tubera de Dimetro Nominar (DN) en
pulgadas y que se tratar como tubera de norma Americana (ANSI o ASA, etc) y a su
vez que se diferencia de la tubera mtrica bajo la norma Europea (DIN, etc). Los
dimetros exteriores pueden variar as como los espesores. En la tubera IPS
hablaremos de Schedule para clasificarla por sus espesores y en la mtrica (DIN, etc)
hablaremos de Serie (Serie 1, Serie 2 y Serie 3).
En funcin de la dimensin estndar y su uso, se diferenciar las denominaciones que
se aplican a la designacin de los tubos: Pipe y Tubing.
Pipe sera la tubera comn, se identifica por su dimetro nominal, esto es, por NPS
(Nominal Pipe Size) para tubera de norma americana en pulgadas y por DN para
tubera de norma europea en mm, que no coincide con el dimetro exterior, sino con
un dimetro definido por convencin a principios del siglo XX. Su fabricacin puede ser
con o sin costura (soldadura a lo largo del tubo).
Tubing o tubera calibrada, principalmente utilizada en intercambiadores de calor, es
una tubera definida por su dimetro exterior, y su costo, por lo general es ms
elevado. Su fabricacin es con costura.
Si me refiero a los tubos y a sus accesorios bajo las caractersticas de las normas ms
habituales empleadas en Buques como son la norma DIN y la norma ASA (ANSI),
hablar entonces de Dimetros Nominales (DN) en milmetros para la tubera bajo
norma DIN y pulgadas () para la norma ASA. Para las presiones hablar de Presin
Nominal (PN) en Kg/cm2 o Bares para las DIN y libras (#) para las ASA. Con este
breve ejemplo se puede deducir que, cada norma emplear un tipo de simbologa,
nomenclatura, unidades mtricas, etc, y es en el momento de su uso cuando hemos
de familiarizarnos con todas ellas y aplicarlas a todo el proyecto de igual modo, ser
por lo tanto, el lenguaje en el que se comunique el astillero con su oficina tcnica y su
produccin con los proveedores y dems suministradores, fabricantes, etc.
En el caso de la construccin de un buque americano, tanto la norma ASME
American Society of Mechanical Engineers como ASTM American Society for
Testing an Materials designan las tuberas por el peso de elaborado como: STD
(Standard comn en ingls), XS (Extra Strong extra fuerte), y XXS (doble extra
strong doble extra fuerte).
La norma API, American Petroleum Institute los define con sus normas 5L y 5LX.
ANSI American National Standard Institute, el cual anteriormente se llamaba ASA
American Standards Association define su tamao por su nmero de Schedule
(medida del grosor o espesor del tubo), estando este dado por:
t = [PD/ (2(SE+Py))].
t = [PD/2SE].
Donde:
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
133
t = grosor mnimo de pared de diseo, pulgadas.
P= presin de diseo, Puig.
D = Dimetro exterior de tubera, pulgadas.
S = esfuerzo permisible, psi.
E = factor de eficiencia de la soldadura de junta.
y = factor adimensional que varia con la temperatura.
Adicionalmente al grosor de la tubera que resulta de la frmula anterior se deben
adicionar los siguientes grosores probables:
- Grosor debido al progresivo deterioro o adelgazamiento debido a la corrosin,
erosin o debilitamiento.
- Grosor debido al retiro de material para procesos de junta como: roscado,
ranurado, etc.
- Grosor debido a fortalecer el material debido a vibracin o esfuerzos externos
adicionales.
La descripcin de una tubera basada en su peso de elaborado o manufactura, fue el
primer medio para especificarla; pero ha sido siendo substituida por el nmero de
schedule, aunque se sigue haciendo hincapi en el peso de manufactura o elaborado
de la misma.
Un compendio de los tres puntos anteriores fueron reunidos por la norma ANSI
B36.10-1970, para tuberas de hierro IPS (Iron Pipe Size), y sus grosores designados
como: STD, XS y XXS. Pero la tubera de hierro ha sido completamente substituida
por la de acero. Antes de que el esquema del nmero de schedule predominara al ser
publicado por el por ASA (ANSI) en 1935, los IPS fueron modificados para ajustarse a
la manera que los pesos por pie son iguales para las tuberas de hierro o acero.
Resumiendo lo anteriormente explicado, para tubera con normalizacin Americana,
para la definicin de dimetros de tuberas estndar se llega a los siguientes puntos:
a) La tubera se definir por su NPS.
b) Para la definicin del NPS, se define un dimetro nominal cuyo smbolo es , el
cual se colocar despus del nmero en pulgadas (6 como ejemplo).
c) Cada NPS tiene un dimetro exterior que se mantiene constante, independiente de
la schedule. El dimetro exterior no es igual al dimetro nominal en tuberas de
dimetro menos a 14 pulgadas, un tubo de tiene un dimetro exterior de 0,84
pulgadas. De 14 en adelante, el dimetro nominal es igual al dimetro exterior.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
134
d) Para indicar el grosor de tubera se usa de preferencia la clasificacin por nmero
de schedule; o en su defecto, la clasificacin por peso de elaboracin (STD, XS,
XXXS).
Los fabricantes ofrecen tuberas en un rango de 1/8 hasta 44 . Los dimetros
normales son; , , 1, 1 , 1 , 2, 3, 4, 6, 8, 10, 12, 14, 16, 18, 20 y 24
(pulgadas).
Los dimetros de 2 , 3 , 5 son de obtencin ms difcil en el mercado.
Las tuberas de 1/8, y 3/8 se usan comnmente en lneas de instrumentos,
estaciones de servicio, lneas hidrulicas, lneas auxiliares de equipo o venas de
calentamiento.
La tubera recta se suministra en tramos de 17 a 25 pies (alrededor de 6 metros). Es
difcil el suministro de tramos de longitud mayor. Los extremos de los tramos pueden
venir a corte plano biselado indistintamente, y slo bajo estricta especificacin se
entregan con un solo acabado en los extremos, con terminales roscados. Slo en
casos muy especiales se entrega con ranura para acoplamiento con empaque redondo
(o-ring).
Al margen de lo explicado referido a las medidas de la tubera en base a su norma o
Standard podremos definir tubos de pared delgada como aquellos designados
comercialmente con schedules de 10 y 10S (ANSI B36.10) comnmente empleado
para tubera de acero inoxidable o de aleaciones. Por otro lado, la definicin de tubos
de acero inoxidable se establecer en la norma ANSI B36.19-1965 (revisada en 1971)
con un rango de tamaos de pared delgada para acero inoxidable, con identificativos
de Schedule 5S y 10S.
Si por el contrario vamos a trabajar con tubera mtrica en un buque Europeo hemos
de saber que, los fabricantes de tuberas de materiales homogneos adoptan valores
de rotura para la presin interna y para la tensin de traccin, lo que posibilita la
determinacin del espesor, considerando previamente los correspondientes
Coeficientes de Seguridad. Como a cada espesor le corresponde una solicitacin
admisible, ofrecen al mercado una serie estandarizada de tuberas aptas para resistir,
en condiciones de rgimen permanente, una determinada serie de presiones fijadas
de antemano, estas presiones definen las denominadas Clases de las tuberas.
As, el espesor de tubera de material homogneo se calcular segn la expresin:
e = [PD/2]
Donde:
e = es el espesor de la tubera de material homogneo.
P = es la presin actuante en el plano horizontal que contiene al eje.
= es la tensin de trabajo del material.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
135
La expresin anterior representa la forma ms simple de cuantificar los conceptos que
posibilitan el clculo de los espesores, pero no es la nica ni exclusiva. En efecto, los
fabricantes adoptan expresiones, que si bien son similares en lo conceptual, se
adaptan ms convenientemente a las propiedades geomtricas y mecnicas de sus
materiales y de su tecnologa, aplicando, muchos de ellos, sumandos o coeficientes
correctivos.
Existe tambin otra expresin ms exacta obtenida de la Teora de las tuberas de
pared gruesa.
En ese caso la deduccin, fundada en la Teora general de la elasticidad, es
notablemente ms compleja, al ser considerada la distribucin no uniforme en el
espesor y sobre todo el hecho de que las tensiones en un sentido, con su
correspondiente deformacin, inducen tensiones en los dos ejes restantes del
espacio, con deformaciones compatibles (afinamiento del espesor en correspondencia
con el estiramiento correspondiente al esfuerzo de traccin y la situacin inversa para
el caso de compresin).
La elaboracin de las expresiones diferenciales y su consecuente integracin, llevan a
la siguiente relacin que acota a la realidad con mayor aproximacin:
e = [PD/2-P]
En comparacin con la expresin anterior, basada en las tuberas de pared fina, los
valores numricos de los espesores resultan ligeramente superiores.
En mi opinin, la normalizacin, tanto en su faceta ms conocida de unificacin de
gamas de productos como en la menos conocida de transferencia de investigacin
bsica en informacin asimilable por la industria, debe desempear un papel
importante en el progreso de la Construccin Naval. As, entiendo que uno de los
medios ms simples y a la vez ms poderosos y eficaces de realizar las transferencias
de tecnologa es la normalizacin, pues la elaboracin de una nueva norma requiere la
realizacin de un profundo anlisis para elegir el mejor procedimiento conocido, el
ltimo avance de la tcnica no slo del propio pas, si no de los dems pases, que sea
compatible con los recursos disponibles. La elaboracin de una norma lleva consigo la
incorporacin de una determinada tecnologa, que pasa inmediatamente a engrosar el
potencial de informacin del pas en beneficio de la economa nacional. Es una
actividad econmica de primer orden. El fabricante ahorrar costes de produccin, el
consumidor obtendr una mejor calidad. Se aumentar la productividad creciendo el
P.N.B. No es una casualidad que los pases de mayor renta nacional sean los que
tengan ms elevado nivel de normalizacin. La normalizacin de un pas representa el
nivel de su situacin tecnolgica.
Centrndonos por lo tanto, en el campo del diseo de tuberas en construccin Naval
se han de normalizar los siguientes elementos:
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
136
- Tubos con sus dimetros y espesores.
- Elementos de unin, como bridas, caquillos, etc.
- Elementos de soporte, como zunchos, abarcones, etc.
- Reducciones, curvas, pasantes, etc.
- Vlvulas, atmosfricos, sodas, filtros, etc.
Esta lista no pretende ser exhaustiva, sino dar una idea de los elementos que estn
normalizados en la mayora de los astilleros, aunque como ya se ha citado antes, y
como he comprobado, tanto ms evolucionado sea el pas y el astillero, mayor nivel de
elementos normalizados.
Voy a dar a continuacin varios ejemplos de nuevas posibilidades de normalizacin
muy interesantes para la construccin Naval.
Durante la fase de diseo, el utilizar criterios normalizados facilitara el diseo, acopio y
construccin de elementos. Se deben normalizar los criterios de las especificaciones
tcnicas de pedido, lo que adems de simplificar el trabajo de las oficinas tcnicas y
de aprovisionamiento permite ir a normas comerciales preseleccionadas.
Los astilleros japoneses ms productivos emplean elementos de catlogo de
suministradores que han sido preseleccionados para figurar en el listado de normas.
Por ejemplo, para cada bomba requerida en una disposicin de elementos de cmara
de maquinas, normalizada para cada modelo de motor principal, figuran dos o tres
modelos de bombas que estn incluidas en el listado de normas.
Aunque fsicamente diferentes, las bombas tienen similares capacidades de
funcionamiento. Por especiales acuerdos con los fabricantes, toda la informacin
tcnica de estos modelos es mantenida al da. En efecto, los suministradores compiten
dos veces, la primera para ganar el ser incluidos en la lista de normas del astillero y la
segunda para obtener un pedido especfico.
No se debe confundir el catalogo citado anteriormente con la "lista de fabricantes" que
figura en el contrato del buque, seleccionando varios suministradores para los
principales equipos. La diferencia estriba en que los preacuerdos alcanzados permiten
las siguientes ventajas:
- Disponer en el astillero de la informacin tcnica actualizada, cuyo playo de acopio
suele ser una actividad crtica, a veces ms importante que el de aparato.
- Reducir el plazo de gestin por basarse los precios y plazos en acuerdos anuales.
- Facilitar la planificacin.
He llegado tambin a la conclusin de que, la normalizacin de los criterios de diseo
para distintos tipos de buques permite su ampliacin a numerosos elementos
constructivos. As, en el punto 5 de esta tesis y justificando la viabilidad tcnica de la
mejora de los procesos del Diseo de Tubera, se mencionan varios tipos de diseo
normalizado de tuberas.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
137
Los sistemas de tuberas se disearn de acuerdo con las reglas y reglamentos
aplicables de la Sociedad de Clasificacin que en cada caso corresponda, excepto
para buques militares, donde aquellos sistemas relacionados con la Seguridad Interior
(Contraincendios, Achique y Lastre, etc.), cumplirn con las normas militares
correspondientes. En la fase de desarrollo del Proyecto se realizar un documento
denominado Estndar de Construccin de Tuberas, que se emplear como apoyo al
diseo de los sistemas de Tuberas. Tambin se elaborar para este tipo de Buques
una Gua de Diseo que, como su nombre indica, nos guiar para que el diseo no
se salga de lo establecido en la misma.
As, por ejemplo, si emplesemos las Reglas y Reglamentos de la Sociedad de
Clasificacin de embarcaciones de Servicio Especial del Lloyds Register (Bibliografa
8.34) nos tendramos que ir al Volumen 7, Parte 15, Captulo 1, Secciones 1, 2 y 3
para ver los requerimientos de diseo de las tuberas. Es de destacar que hay que dar
suma importancia a la clase de tubera, ya que este parmetro suele reflejarse tanto
en el esquema de tubera, como en las isomtricas de elaboracin de la misma. Dicha
Clase ir en funcin de la presin mxima de diseo y de la temperatura mxima de
diseo de la tubera. As, las tuberas de Clase I sern empleadas cuando la presin
mxima de diseo o temperatura de diseo sea superior a la aplicable a las tuberas
de Clase II (ver Tabla 5-2 y Grfico 5-1 donde T1 Y P1 se corresponden con la
mxima temperatura y presin para un sistema de tubera Clase III y T2 y P2 para un
sistema de tubera Clase II dependiendo del sistema).
Tabla 5-2: Presin mxima y temperatura para sistemas de tubera de Clase II y III
Grfico 5-1: Clases de Sistemas de Tubera
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
138
Las tuberas de Clase III pueden ser usadas para tuberas abiertas, por ejemplo,
reboses, aireaciones, sondas, drenajes, etc.
Definiendo conceptos tenemos que, la presin de diseo, P, es la mxima presin de
trabajo permitida y no ha de ser inferior a la ms alta del conjunto entre la presin de la
vlvula de seguridad o vlvula de alivio. En los sistemas que no tienen vlvula de
seguridad o vlvula de alivio, la presin de diseo ha de tomarse como 1,1 veces la
presin mxima de trabajo.
La presin de diseo de la tubera en la descarga de las bombas debe ser tomada
como la presin de la bomba a la mxima velocidad nominal contra una vlvula de
cierre. Cuando una vlvula de seguridad u otro dispositivo de proteccin se ajustan
para limitar la presin a un valor de la carga de la vlvula de cierre, la presin de
diseo ha de ser la presin de ajuste ms alta del dispositivo.
La temperatura de diseo se debe tomar como la mxima temperatura del fluido
interno, pero en ningn caso esta a de tomarse inferior a 50 C.
Por todo lo expuesto anteriormente se deduce que, no slo es necesario tener en
cuenta la normalizacin de los elementos de la tubera, si no que tambin ir en
consonancia con la Sociedad de Clasificacin que tenga que certificar el buque a
construir.
5.3. NORMATIVA SOBRE MATERIALES. INFLUENCIA EN LA MEJORA DE LOS
PROCESOS DE DISEO DE TUBERA EN BUQUES.
En este apartado no me explayar en definir los materiales empleados en la tubera de
los buques, pues entiendo que eso sera un tema suficientemente extenso para la
realizacin de otra Tesis Doctoral, es por ello que, me centrar en describir el criterio
aplicado a la hora de realizar la seleccin de la tubera de acuerdo con las
propiedades mecnicas y qumicas del material, as como su rango de presin y
temperatura. Todo ello relacionndolo con el apartado 5.1 anterior referente a las
Normas y Reglamentos aplicados y discerniendo qu materiales pueden llegar a
mejorar o influir positivamente en el diseo de los sistemas de tuberas en base a sus
requerimientos de uso.
Por ltimo, y despus de varios estudios, har una pequea relacin de las ventajas
que en mi opinin puede llegar a tener las tuberas de plstico para mejorar algunos
problemas del diseo.
5.3.1. Seleccin del tipo de material de tubera a emplear en base sus
propiedades mecnicas y qumicas
Todo fluido susceptible de ser conducido por una tubera debe tener un material
idneo que soporte sus propiedades de resistencia qumica bajo las condiciones de
presin, temperatura, viscosidad, etc. Todas las compaas de fabricacin de tubera,
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
139
equipos y accesorios relacionadas entre ellas poseen tablas de resistencia qumica
que sugieren materiales adecuados a cada fluido. Es enteramente razonable la
designacin de un material de tubera idneo, pero muchas veces se dificulta su uso
desde el punto de vista econmico. Por lo que, se debe poner en una balanza los
beneficios de una menor corrosin, erosin y la contaminacin del producto contra el
coste de la tubera.
Tambin se deben tener en cuenta las propiedades de este material para las
solicitudes bajo esfuerzos mecnicos que va a recibir, as como las facilidades de
soldadura y montaje.
Diferentes pueden ser los puntos de vista y parmetros para clasificar los materiales
de tuberas: comportamiento qumico, mecnico, dureza, rugosidad, resistencia a la
fatiga, a la vibracin, conductividad trmica, etc.
De acuerdo a mi experiencia las tuberas se suelen clasificar en:
- Tuberas hechas con materiales ferrosos.
- Tuberas hechas con materiales no ferrosos.
- Tuberas hechas con materiales no metlicos.
a) Materiales Ferrosos.
Debido a que desde la revolucin industrial los materiales ferrosos (hierro fundido,
acero y sus aleaciones) han probado ser los materiales que dan mejores condiciones
de resistencia qumica y mecnica contra el costo, en la actualidad son los materiales
ms comunes de tubera. Ha habido diferentes esfuerzos para normalizarlos por lo que
los listar a continuacin:
- NPS o ND, Nominal Pipe Size o Nominal Diameter. Nos indica el dimetro
nominal de la tubera en pulgadas o milmetros segn se aplique en Amrica o en
Europa.
- AISI/SAE, American Iron & Steel Institute / Society of Automotive Engineers. Los
cuales usan un nmero de cuatro dgitos, y en los que los dos primeros dgitos
indican la concentracin de carbono y los siguientes dos dgitos el elemento de
aleacin.
- UNS, Unified Numbering System. Debido a la globalizacin mundial fue
necesario llegar a un nmero de clasificacin mundial.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
140
- ASME/ASTM, American Society of Mechanical Engineers / American Society for
testing and materials. Las cuales estudian sus propiedades mecnicas y las
pruebas que se les debern realizar.
Dependiendo del procedimiento de elaboracin, las tuberas de acero se fabrican:
Con costura, la cual se realiza rolando placa de acero y luego soldndola, y sin
costura, la cual se fabrica con un lingote incandescente de acero que se estira y se
rola.
b) Materiales no Ferrosos.
Las tuberas de materiales no ferrosos se han estado usando aun antes que las de
hierro, pero debido a su ms difcil fabricacin, resistencia fsica, comportamiento
mecnico, resistencia qumica y costo; han sido relegadas a un papel secundario.
Podemos hablar entonces de tuberas de cobre, plomo, nquel, bronce, latn, aluminio,
Zirconio, titanio, etc. Estos materiales siguen normas diferentes a las de acero al
carbn, son relativamente de alto costo, y su seleccin se basa generalmente en su
resistencia particular a ciertos fluidos de proceso, a su buena transferencia de calor, o
a sus propiedades mecnicas a altas temperaturas.
c) Materiales plsticos.
Las tuberas plsticas se han desarrollado como un buen medio para conducir fluidos
con gran actividad qumica; generalmente estn compuestas de un polmero nico o
como resultado de una mezcla de diferentes polmeros. En el primer caso tenemos:
tuberas de polmeros de vinilo (PVC), de propileno, de etileno (PE), de butileno (PB),
polieolefinas y polisteres. En el segundo caso tenemos: Acril o nitrilo butadieno
estireno (ABS), Celulosa acetato butirato (CAB), etc. Haciendo hincapi en que las
tuberas hechas de polister y epoxi, son generalmente reforzadas con fibra de vidrio.
En el caso de esta tubera he de ser crtico y he de destacar que, en contraposicin a
su alta resistencia qumica, se opone su generalmente pobre resistencia mecnica; por
lo que es muy comn soportarla con camisas de tubera metlica u otros tipos de
soporte.
d) Tuberas con baos y recubrimientos.
Ciertas tuberas metlicas (comnmente acero) pueden ser baadas o recubiertas con
algn material que forme una pelcula entre el y el fluido a conducir, y que impida
algn ataque qumico sobre el metal.
Al recubrir las tuberas con materiales laminados pegados, es comn que el fabricante
delimite los alcances a los que puede llegar la laminacin (dimetros, longitudes,
materiales, etc.). Es muy comn el que de lugar a una dificultad aadida el montaje de
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
141
piezas que cambian de direccin o se unen a otras; resultando a veces imposible
realizar soladuras o roscar entre piezas. Comnmente la unin se realiza por sistemas
bridados o similares, por lo que se acumulan los problemas cuando se esta realizando
el diseo de tuberas. Las tuberas de acero baadas por inmersin (galvanizado -
baado en zinc) se usan para conducir agua; pero se pueden baar con diferentes
polmeros, y este recubrimiento le dar diferentes resistencias qumicas especficas.
e) Tuberas especiales.
Resulta obvio que existe una amplia variedad de fluidos, slidos, lquidos, gaseosos en
donde se tienen que confinar fluidos con caractersticas fsicas y qumicas muy
especiales; en consecuencia el espectro de materiales y perfil de una tubera casi no
tiene lmite. Si bien es cierto, la construccin Naval es muy tradicional a la hora de
emplear materiales y no es muy comn el salirse de los materiales empleados
habitualmente.
Rangos de presin y temperatura de los materiales de tubera.
Los materiales en general tienden a perder sus propiedades mecnicas, conforme se
aumenta o disminuye la temperatura fuera del rango del medio ambiente comn. A
bajas temperaturas tienden a cristalizarse deficientemente sus componentes y
volverse frgiles; a altas temperaturas sus puntos de cesin disminuyen. Se deben
tomar muy en cuenta estas variaciones para involucrar un anlisis de flexibilidad en el
diseo de tuberas.
Los aceros al carbn pierden resistencia a altas temperaturas; la tubera con costura
solada por resistencia elctrica no se considera satisfactoria para servicios que
trabajan por encima de 399 C, y cuando se trata de tuberas a tope que trabajan a
temperaturas por encima de 343C. Cuando se requieren mayores temperaturas, se
debe considerar el uso de materiales adecuados como aceros inoxidables, aleaciones
o metales mas fuertes a continuacin se muestran tablas con datos comparativos.
5.3.2. Requisitos y criterios de uso de materiales de tubera en buques para la
obtencin de un buen diseo
En este apartado me centrar en examinar los requerimientos de uso de materiales
de tubera a bordo de los buques en base al sistema y a su emplazamiento en el
buque.
Existe un inters creciente en la industria marina en el uso de materiales distintos del
acero para tuberas y no existen requisitos especficos ni reglamentos para las
tuberas de otros materiales no ferrosos como plsticos y plsticos reforzados, es por
lo tanto que, en mi opinin, se necesitan criterios para profundizar en la seguridad de
los buques, para ayudar a las Administraciones martimas para determinar, de una
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
142
manera racional y uniforme, los usos previstos para tales materiales. Es por ello que,
los siguientes requisitos o exigencias pueden adaptarse a materiales distintos de los
de aleaciones ferrosas.
Exigencias y criterios de actuacin para uso de materiales en el diseo de cualquier
sistema de tubera en Buques.
El Convenio Internacional para la Seguridad de la Vida en la Mar (SOLAS 74), en su
versin modificada, especfica que el acero debe ser usado en algunos casos, pero en
otros casos es evidente que los materiales distintos del acero pueden substituir a
este, siempre sujetos a la aceptacin de la Administracin.
La tubera debe tener la resistencia suficiente para soportar las ms severas
condiciones de presin, temperatura, peso de la propia tubera y cargas estticas y
dinmicas impuestas por el diseo o medio ambiente. A los efectos de asegurar la
robustez adecuada para todas las tuberas, incluidas las tuberas de extremos
abiertos (por ejemplo, reboses, aireaciones y drenajes abiertos), todas las tuberas
deben tener un espesor mnimo de la pared que asegurar una resistencia adecuada
para utilizar a bordo de buques, tambin para soportar las cargas debidas a
transporte, la manipulacin, el trfico de personal, etc. Esto puede obligar a requerir a
la tubera a tener un espesor adicional al margen de los requerimientos por
consideraciones de servicio.
Los requisitos de rendimiento para cualquier componente de un sistema de tuberas,
tales como accesorios, articulaciones, y el modo de unirse a la tubera son los mismos
que los requisitos para los sistemas de tuberas que se instalan.
Un sistema de tuberas debe estar diseado para un presin interna no inferior a la
presin de trabajo mxima a esperar en condiciones de explotacin. La presin
interna nominal de una tubera deber ser determinada dividiendo la presin de
prueba hidrosttica de fallo a corto plazo por un factor de seguridad de 4 o la mayor
presin de prueba hidrosttica al fallo (> 100.000 h) por un factor de seguridad de 2,5,
la que sea menor. La presin de prueba hidrosttica de fallo debe ser verificada
experimentalmente o por una combinacin de pruebas y mtodos de clculo para el
satisfaccin de la Administracin.
La presin externa debera tenerse en cuenta en el diseo de la tubera para cualquier
instalacin que pueda estar sujeta a aspirar con las mismas condiciones interiores de
la tubera o de un lquido principal que acte sobre el exterior de la tubera. La tubera
debe estar diseada para una presin externa no inferior a la suma de la altura
mxima potencial de lquido fuera de la tubera, vaco ms completa (1 bar). La
presin externa nominal para una tubera debe ser determinada dividiendo la presin
de prueba de colapso por un factor de seguridad de 3. La prueba de presin de
colapso debe ser verificada experimentalmente o por una combinacin de pruebas y
mtodos de clculo a satisfaccin de la Administracin.
En el caso de la fuerza axial a soportar por las tuberas, la suma de las tensiones
longitudinales debidas a la presin, al peso y a otras cargas dinmicas y sostenidas
no debe exceder del esfuerzo admisible en la direccin longitudinal. Fuerzas debidas
a la expansin trmica, la contraccin y las cargas externas, donde sea aplicable, se
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
143
deben considerar al mismo tiempo que la determinacin de las tensiones
longitudinales en el sistema. En el caso de tubos de plstico reforzados con fibra, la
suma de los esfuerzos longitudinales no debe exceder de la mitad de la estrs
circunferencial nominal derivado de la presin nominal interna determina de acuerdo
con el prrafo anterior a menos que el esfuerzo longitudinal mnimo permitido se
verifique experimentalmente o por una combinacin de pruebas y mtodos de clculo
para la satisfaccin de la Administracin.
En lo que a la Temperatura se refiere, la tubera debe cumplir con los requisitos de
diseo necesarios y los lmites de alta temperatura. Las reducciones de presin en
relacin a las presiones nominales deben ser de acuerdo al estndar aprobado, pero
en cualquier caso, la temperatura mxima de trabajo debe ser de al menos 20 C ms
baja que la temperatura mnima de disipacin de calor (determinada segn el mtodo
ISO 75, o equivalente) de la resina o del material plstico. La disipacin mnima de
calor no debe ser inferior a 80 C de temperatura.
Si nos referimos a la resistencia mnima al impacto, esta ha de ser a satisfaccin de la
Administracin.
En lo que se refiere al envejecimiento de los materiales de la tubera, antes de la
seleccin del material de la tubera, el fabricante debe confirmar que los efectos
ambientales estarn totalmente asumidos por la tubera, no limitando la exposicin a
los rayos ultravioleta, exposicin a agua salada, a aceite y a grasas, a temperatura y
humedad, de modo que no se degradarn las propiedades mecnicas y fsicas del
material de la tubera por debajo de los valores necesarios para cumplir con las
directrices establecidas. El fabricante debe establecer las caractersticas de
envejecimiento de los materiales y someter a las propias tuberas a una prueba de
envejecimiento que de un resultado aceptable para la Administracin. A continuacin,
ha de confirmar que su estado fsico y propiedades mecnicas cumplen con los
criterios establecidos en las directrices.
La Fatiga ser muy importante en ciertos servicios de tubera debido a que el buque
se encuentra en movimiento y sometido a diversas tensiones provocadas por el medio
en el que desenvuelve su actividad como es el mar. As, en aquellos casos en los que
las cargas de diseo incorporan un significativo componente cclico o fluctuante, la
fatiga debe ser considerada en el proceso de seleccin de materiales y tomada en
cuenta en el diseo de la instalacin. Al referirse a la fatiga del material, el diseador
puede confiar en la experiencia con materiales similares en servicio similar o en la
evaluacin de laboratorio de muestras de ensayos mecnicos. Sin embargo, el
diseador ser advertido de que los pequeos cambios en la composicin del material
pueden afectar significativamente la fatiga.
En los casos en los que el fluido en el sistema tiene unas altas velocidades de flujo,
caractersticas abrasivas o donde haya discontinuidades en la trayectoria de flujo que
produzcan una turbulencia excesiva, se debe considerar el posible efecto de la
erosin. Si la erosin no se puede evitar, entonces debern tomarse las medidas
adecuadas como un aumento del grosor de la pared, revestimientos especiales,
cambio de los materiales, etc.
La absorcin de fluido por el material de las tuberas no debe provocar una reduccin
de las propiedades mecnicas y fsicas del material por debajo de la requerida. El
fluido que circula por la tubera o en el que la tubera est inmerso no debe penetrar a
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
144
travs de la pared del tubo. Las pruebas para las caractersticas de absorcin del
material de la tubera deben ser regidas en el estndar de tubera.
En lo referente a la compatibilidad de los materiales, el material de tubera debera ser
compatible con el fluido que transporta o en el que esta se encuentra inmerso, tal que
su resistencia de diseo no sea inferior a lo establecido. Cuando la reaccin entre la
tubera y el material se desconoce, la compatibilidad deber ser demostrada a
satisfaccin de la Administracin.
Requerimientos para uso de cualquier material en el diseo de sistemas de tubera
dependiendo del servicio y/o ubicacin en el Buque.
- Resistencia al Fuego: La resistencia al fuego de un sistema de tuberas es la
capacidad de mantener su capacidad e integridad (es decir, capaz de realizar su
funcin prevista) durante un perodo de tiempo, mientras que se expone a dicho
fuego. Hay tres niveles diferentes de resistencia al fuego para plsticos. Estos niveles
se consideran en base a los diferentes grados de severidad y a las consecuencias
que resultan de la prdida de la integridad del sistema para las diferentes aplicaciones
y ubicaciones. Con un estndar de resistencia al fuego (nivel 1) se asegurar la
integridad del sistema durante un incendio de hidrocarburos a gran escala y es
particularmente aplicable a sistemas en los que la prdida de la integridad puede
provocar la salida de lquidos inflamables y empeorar la situacin de incendio. El
Standard de resistencia al fuego intermedia (nivel 2) tiene la intencin de asegurar la
disponibilidad de los sistemas esenciales para la operacin segura del buque,
despus de un incendio de corta duracin, lo que permite que el sistema se restaure
despus del fuego una vez haya sido extinguido. El nivel ms bajo (nivel 3) es
considerado para proporcionar la resistencia al fuego necesaria para sobrevivir a un
fuego local de corta duracin mediante un sistema de tubera de llenado de agua. Las
funciones del sistema deben poder ser restauradas, despus de que el fuego se haya
extinguido. As tenemos:
Nivel 1 para los sistemas de tuberas esenciales en la seguridad del buque y para
los sistemas fuera de cmara de maquinas y espacios en los que la prdida de
integridad de estos pueda causar flujo de salida de lquido inflamable y empeorar la
situacin del incendio, estos deben ser diseado para soportar un incendio de
hidrocarburos totalmente desarrollado durante un largo periodo de tiempo sin la
prdida de integridad. Las tuberas han de haber superado la prueba de resistencia al
fuego con el mtodo especificado y con una duracin de un mnimo de una hora, sin
que estos pierdan la integridad respecto a la condicin de seco. Con ello se
considerar que cumplen con el nivel 1 de la norma de resistencia al fuego.
Nivel 2 para los sistemas de tuberas esenciales en la segura explotacin del buque,
estos han de estar diseados para soportar un incendio sin prdida de la capacidad
para restaurar la funcin del sistema despus de que el fuego se haya extinguido.
Habiendo pasado de tuberas la prueba de resistencia al fuego especificado para una
duracin de un mnimo de 30 minutos sin que estos pierdan la integridad respecto a la
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
145
condicin de seco. Con ello se considerar que cumplen con el nivel 2 de la norma de
resistencia al fuego.
Nivel 3 para los sistemas de tubera esenciales en la segura operatividad de del
buque, estos deben ser diseados para soportar un incendio sin prdida de la
capacidad para restaurar la funcin de despus que el fuego se haya extinguido.
Habiendo pasado las tuberas la prueba de resistencia al fuego especificado para una
duracin de un mnimo de 30 minutos en la condicin hmeda. Con ello se
considerar que satisface el nivel 3 de la norma de resistencia al fuego.
- Matriz Sistema/Localizacin en el buque: La matriz que se expone a continuacin
establece los requisitos de resistencia, ante el fuego que han de cumplir los materiales
de tubera en base al sistema y a la ubicacin en el buque para cumplir con los niveles
mnimos aceptados de seguridad (ver Tabla 5-3).
Tabla 5-3: Matriz de Requerimientos de proteccin contra el fuego de Tuberas segn
Localizacin en el Buque
- Propagacin de la Llama: Todos los tubos, excepto los situados en las cubiertas
abiertas y dentro de tanques, cofferdams, espacios vacos, tneles de tuberas y
conductos deben tener caractersticas de baja propagacin de la llama como las
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
146
determinadas por los procedimientos de ensayo que figuran en la resolucin A.653
(16), procedimiento que ha sido modificado para las tuberas, pues en dicha
resolucin A.653 (16) slo se tiene en cuenta las superficies planas. As, las
modificaciones del procedimiento para tuberas curvilneas son:
1- Las pruebas deben realizarse para cada material de la tubera y tamao.
2- El modelo de tubera empleado para el ensayo debe ser fabricado cortando tubos
longitudinalmente en secciones individuales y luego montar las secciones en un
modelo de prueba tan representativos como pudiera serlo para una superficie
plana. El modelo de tubera del ensayo debe consistir al menos de dos secciones.
El modelo de tubera debe ser de 800 + 5 mm de largo. Todos los cortes deben ser
perpendiculares a la pared de la tubera.
3- El nmero de secciones que tiene que ser montado juntos para formar un modelo
de prueba debe ser el que corresponda al nmero entero ms prximo de
secciones el cual debera hacer un modelo de prueba con una anchura equivalente
de la superficie linealizada entre 155 y 180 mm. La anchura de la superficie se
define como la suma de la medida externa circunferencia de las secciones de tubo
que son ensambladas expuesta al flujo desde el panel radiante.
4- El modelo de tubera montado no debe tener huecos entre las secciones
individuales.
5- El modelo de tubera ensamblada debe ser construido de tal manera que los
bordes de dos secciones adyacentes debe coincidir con la lnea central del soporte
de prueba.
6- La seccin del modelo de prueba individual debera estar unida a la Junta de
silicato de calcio respaldo con alambre que se inserta a intervalos de 50 mm a
travs de la bordo y se aprieta girando en la parte posterior.
7- Las secciones de tubo individuales deben ser montadas de manera que el punto
ms alto de la superficie expuesta es en el mismo plano que la superficie plana
expuesta de una superficie normal.
8- La espacio entre el cncavo sin impresionar superficie de la muestra de ensayo y la
superficie del calcio tablero de revestimiento de silicato es nulo izquierda.
9- El espacio vaco entre la parte superior de la superficie expuesta superficie de
prueba y el borde inferior del soporte de la muestra marco debe ser llenado con
una alta temperatura de aislamiento lana de si la anchura de los segmentos de
tubo se extienden bajo la los bordes laterales de la estructura de retencin de la
muestra.
- Generacin de humo: El criterio para la produccin de humo slo necesita ser
aplicado a las tuberas dentro de la acomodacin, de servicio y de espacios de
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
147
control. Las reglas II-2/34.7 y 49.2 del SOLAS son aplicables a las superficies
interiores expuestas incluyendo superficie de las tuberas sistemas.
Un procedimiento de la prueba de fuego se est desarrollando. Mientras tanto, una
ausencia de esta prueba no impide el uso de plsticos. Sin embargo, las
administraciones deben tener en cuenta este riesgo cuando aprueben los de
materiales de tubera.
- Toxicidad: Las pruebas de toxicidad se siguen investigando, as como los criterios a
aplicar. Antes de llegar a conclusiones significativas puede hacerse la
experimentacin adicional y pruebas. En la ausencia de un ensayo de toxicidad, el
uso de plsticos no necesita ser excluido. Sin embargo, las Administraciones deben
tener en cuenta este peligro al aprobar los materiales de tuberas.
- Conductividad elctrica: Cargas Electrostticas se pueden generar dentro y fuera de
las tuberas de plstico. Las chispas resultantes pueden crear perforaciones a travs
de paredes de tubos que conduzcan a una fuga del contenido de la tubera, o pueden
iniciar atmsferas explosivas. Las administraciones deben tener en cuenta estos
peligros para la aprobacin de los sistemas de tuberas de plstico que llevan fluidos
capaces de generar cargas electrostticas dentro de la tubera, y cuando se trate de
zonas de riesgo (es decir, reas que podran, ya sea en condiciones normales o de
fallo, contener un explosivo ambiente), por la posibilidad de cargas electrostticas
fuera de la tubera.
- Revestimiento de proteccin contra incendios: Cuando un revestimiento de
proteccin contra incendios de tuberas y accesorios es necesario para la
consecucin de los estndares de resistencia al fuego necesario, se aplican los
siguientes requisitos:
a) Los tubos deben ser entregados por el fabricante con el revestimiento protector
sobre el propio tubo, en cuyo caso, la aplicacin de la proteccin se limita a lo
necesario para la instalacin (por ejemplo, las uniones). Alternativamente los tubos
pueden recubrirse en el sitio conforme con el procedimiento aprobado para cada
combinacin, utilizando los materiales aprobados tanto de tuberas como de
aislamientos.
b) Las propiedades de absorcin de lquidos por parte del revestimiento y la tubera
deben ser considerados. Las propiedades de proteccin contra el fuego de la capa
no deben ser disminuida cuando se expone al agua sucia agua salada, petrleo o
de achique. La Administracin se cerciorar de que el revestimiento es resistente a
que los productos tengan probabilidades de entrar en contacto con las tuberas.
c) Los recubrimientos de proteccin contra incendios no deben degradarse debido
a los efectos del medio ambiente a travs del tiempo, como la luz rayos ultravioleta,
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
148
la exposicin de agua salada, la temperatura y la humedad. Otras reas a
considerar son la expansin trmica, la resistencia contra las vibraciones, y la
elasticidad. El envejecimiento de los revestimientos de proteccin deben ser
demostrados a la satisfaccin de la Administracin de una manera consistente con
una prueba de envejecimiento.
d) Las cualidades de adhesin del recubrimiento deben ser tal que el recubrimiento
no se escame o astille cuando se somete a una prueba de adhesin aceptada por
la Administracin.
e) El revestimiento de proteccin contra incendios debe tener una mnima
resistencia al impacto, a satisfaccin de la Administracin.
f) Los tubos deben estar a una distancia suficiente de las superficies calientes con
el fin de ser aislados adecuadamente.
g) Pruebas especiales pueden ser necesarias como parte del procedimiento de
aprobacin.
Requerimientos para el soportado, cargas externas y conexiones de tubera de cara a
un buen diseo y a una buena operatividad de la tubera.
- La separacin de los soportes de tubera a bordo debe determinarse como una
funcin admisible de las tensiones de la tubera y los criterios de deflexin mxima de
esta. La distancia entre apoyos debera no ser mayor que el espacio recomendado
por el fabricante de la tubera. La seleccin y el espaciamiento de los soportes de
tubera deben tener en cuenta las dimensiones de la tubera, las propiedades
mecnicas y fsicas del material de la tubera, el peso de la tubera y del fluido
contenido, la presin externa, la temperatura ambiente por los efectos de expansin
trmica, las cargas debidas a fuerzas externas, las fuerzas de empuje, los golpes de
ariete, las vibraciones, las aceleraciones mximas a las que el sistema puede ser
sometido, y el tipo de soporte. Los tramos de soporte tambin deben ser
comprobados para combinaciones de cargas.
- Cada soporte debe distribuir uniformemente la carga del tubo y su contenido en toda
la anchura del soporte y estar diseados para minimizar el desgaste y la abrasin.
Componentes pesados en el sistema de tuberas, tales como vlvulas y juntas de
dilatacin deben ser independientes soportados.
- Se adoptarn las medidas apropiadas en cada tubera para permitir el movimiento
relativo entre los tubos de materiales plsticos y la estructura de acero, teniendo
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
149
debidamente en cuenta: la diferencia en los coeficientes de expansin trmica de
ambos materiales; deformaciones del casco del buque y su estructura.
- En el clculo de las dilataciones trmicas, se debe tener en cuenta la temperatura de
trabajo del sistema y la temperatura a la que se lleva a cabo el montaje.
- En lo que a las cargas externas se refiere, donde sea aplicable, deberan tenerse en
cuenta las cargas puntuales temporales. Dichas prestaciones deben incluir, al menos,
la fuerza ejercida por una carga (persona) de 100 kg en el centro de la luz en
cualquier tubera de ms de 100 mm de dimetro nominal exterior.
- Los tubos deben ser protegidos de daos mecnicos cuando sea necesario.
- Los requisitos para las conexiones son los mismos que los requisitos para el sistema
de tuberas en el que se instalan.
- Los tubos pueden ser ensamblados usando pegamento-consolidado, brida o juntas
acopladas mecnicamente.
- Los pegamentos o adhesivos, cuando se utilizan para el ensamblaje del conjunto,
deben proporcionar una unin permanente entre las tuberas y los accesorios a
cualquier gama de temperaturas y presiones previstas.
- El apriete de uniones embridadas o uniones acopladas mecnicamente se debe
realizar de acuerdo con las instrucciones del fabricante. Dichas exigencias, criterios y
requerimientos han sido extradas de la cita bibliogrfica 8.25 correspondiente a la
Initernational Maritime Organisation (I.M.O.).
5.3.3. Ventajas del uso de materiales fluoroplsticos en tuberias para solucionar
problemas de diseo y operativos
En ste apartado citar, despus de haberlo estudiado al detalle, aquellos problemas
ms tpicos producidos en materiales metlicos de tubera y su solucin con el empleo
de materiales fluoroplsticos.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
150
Problema Solucin del uso de materiales FLUOROPLASTICOS
Adhesin
Poseen extremadamente baja energa superficial en el estado slido,
proporcionando de este modo una superficie de contacto no humectante
y antiadherente excelentes
Envejecimiento atmosfrico
Transparentes a la luz ultravioleta y extremadamente resistentes a la
oxidacin, al ensuciamiento superficial y a la fragilizacin
Biodegradacin
Son inertes al ataque encimtico y microbiolgico debido a que el polmero
puro no proporciona alimento o porosidad para el crecimiento de estas
bacterias
Baja temperatura de Servicio
Conserve sus excelentes propiedades, incluso a temperaturas criognicas.
Adems, su resistencia al impacto a estas temperaturas superior a la de la
mayora de otros polmeros
Contaminacin
Excepto para los grados especializados, los fluoropolmeros son
qumicamente inertes y puros. Por lo general, no contienen aditivos-
plastificantes, estabilizantes, lubricantes o antioxidantes que podran
contaminar los fluidos de proceso.
Friccin y Desgaste
Cuentan con coeficiente de friccin ms bajo que cualquier material slido. Su
resistencia a la abrasin es adaptable a entornos exigentes mediante el uso
de materiales de carga inorgnicos, tales como fibra de vidrio, grafito, y
metales en polvo.
Calor
Conservan sus propiedades despus de la exposicin a temperaturas que
exceden el lmite de casi todos los otros termoplsticos y elastmeros.
Dependiendo de los requisitos de uso final, estas resinas son a menudo
clasificadas para servicio continuo a temperaturas tan altas como 260 C. En
ciertos casos, tambin puede soportar recorridos cortos a mayores
temperaturas.
Humedad
Son extremadamente hidrfobos y completamente resistentes a la hidrlisis.
Son buenas barreras de penetracin de agua, sus propiedades
caractersticas y estabilidad dimensional permanecen sin cambios, incluso
despus de un ao de duracin immersos en agua
Estabilidad a la Luz
Tienen uno de los ndices de refraccin ms bajos. No cambian su apariencia
visual despus de la exposicin a la luz, que puede ir desde la ultravioleta
hasta la infraroja
Corrosin
Resisten incluso los disolventes y qumicos orgnicos e inorgnicos ms
agresivos en un amplio rango de temperaturas
Dielctricos
Poseen alta resistencia dielctrica a una baja constante dielctrica, bajos
factores de prdida y extremadamente alta resistencia especfica. Adems,
superan a la mayora de los materiales en su nivel
Resistencia al Fuego
Ofrecen una notable resistencia a la alta temperatura y a las llamas porque
tienen puntos de fusin y temperaturas de autoignicin muy altas, as como
excepcionales umbrales de degradacin trmica. Por otra parte, las
caractersticas de propagacin de llama, tales como la tasa de liberacin de
calor y humo, son muy bajas
Larga Vida til
Muestran un excepcional mantenimiento de propiedades despus del
envejecimiento, incluso a altas temperaturas y en presencia de disolventes,
aceites, agentes oxidantes, luz ultravioleta, y otros agentes ambientales.
Adems, debido a que no utilizan ningn aditivo estabilizadores lixiviables o
degradable, ofrecen una importante ventaja de seguridad en el diseo de
productos de larga vida til.
5.4. CRITERIOS DE TRAZADO DE SERVICIOS PARA LA MEJORA DEL DISEO DE
TUBERA EN BUQUES
En mi opinin como autor de esta Tesis y despus de la experiencia tras varios
proyectos de construccin de buques, la mejora en los procesos del Diseo de Tubera
en buques pasa por conseguir un diseo uniforme en todo el buque, as como la
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
151
unificacin de criterios para el trazado de tuberas y el cumplimiento de los requisitos y
normativas especficas para cada tipo de buque en cuestin. As, el diseo de un
sistema de tuberas consiste en el trazado funcional de los servicios con sus tuberas,
bridas, tornillera, vlvulas, accesorios, filtros, juntas de expansin, etc. As como
tambin el diseo de los elementos de soporte.
Por lo tanto, antes del comienzo de diseo en los sistemas de tuberas opino que
deben conocerse las lneas generales de la Estrategia Constructiva del Buque.
Durante el ruteado y la realizacin de los planos de los Bloques, sub-bloques,
mdulos, etc., el diseo debe ceirse a lo indicado en la Estrategia Constructiva, en
ella se definen las fases y como se realizan los trabajos de prearmamento y montaje,
as como las necesidades del astillero, siendo imprescindible que el diseo de los
tubos armonice con las demandas de la construccin tal como se indica en el
documento de Estrategia Constructiva. La mejora en los procesos de Diseo de
Tubera pasa por las siguientes consideraciones generales o requisitos que han sido
consideradas en base a la experiencia del autor y teniendo en cuenta las citas
bibliogrficas 8.2, 8.3, 8.7, 8.8, 8.10, 8.14, 8.28, 8.35, 8.45, 8.45, 8.51, 8.52, 8.53, 8.55,
8.56.
5.4.1. Consideraciones generales del diseo de tuberias
El contenido del presente apartado lo he dividi en reas o zonas con caractersticas
especficas de desarrollo del diseo, reas con particularidades que la hacen
necesaria de un tratamiento singular para as dar viabilidad tcnica a la mejora de los
procesos de Diseo de Tubera en Buques. Estas reas de diseo son: Interna de
tanques, Cmaras de Mquinas, tuberas fuera de mquinas, tubera hidrulica y
conexiones flexibles. A continuacin hacemos tratamiento y consideraciones de cada
una de ellas.
5.4.2. Tubera interna en tanques de doble fondo
El diseo de las tuberas de los tanques de doble fondo, tanto del servicio propio como
las que transitan por dentro del mismo, deben tener consideraciones especiales en el
diseo por motivo de espacio, funcionalidad y durabilidad de las mismas.
5.4.3. Tubera del servicio del propio tanque
Los tubos que hacen servicio al tanque, a su salida al exterior, deben llevar una brida
situada entre 100 y 200 mm del techo o mamparo exterior del mismo con la finalidad
de facilitar las pruebas de estanqueidad (ver Figura 5-1). Solo las sondas dejarn de
cumplir con ste criterio y por lo tanto no llevarn brida.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
152
Figura 5-1: Tubos del tanque
Las bocas o campanas de aspiraciones se procurarn situar en la zona considerada
mas baja del tanque o con mayor profundidad, tratando de conseguir el mximo
vaciado posible del tanque dentro de las exigencias del servicio, segn sea vaciado,
trasiego o agotamiento (ver Figura 5-2).
Figura 5-2: Sondas y aireaciones de Tanques
Las lneas de aspiracin debern disearse con el mnimo de curvas posibles y hay
que poner especial atencin tendr la situacin de las bocas de aspiracin del tanque
del servicio de combustible o aceite que afecten a la propulsin, hay que tener en
cuenta las condiciones de movimiento de fluido en el tanque, sobre todo cuando estos
tienen poca altura y mucha semi-manga, debindose considerar la posicin de alarma
de bajo nivel, el mximo balance y el mnimo nivel de fluido en los balanceos, tratando
de evitar la aspiracin en vaco de las bombas del servicio.
Las alturas de las bocas o campanas de aspiracin son distintas en cada tipo de
servicio y su cota o altura respecto al fondo del tanque vendr definido en los
esquemas funcionales del propio servicio (ver Figura 5-3).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
153
Figura 5-3: Aspiraciones, trasiego y agotamiento
El tipo de campana a utilizar en cada aspiracin ser definido previamente por el
esquema funcional del servicio (ver Figura 5-4).
Figura 5-4: Campanas de aspiracin
Los tubos de descarga se disearan para que realicen su funcin con la menor
cantidad de ruido, procurando que la descarga del fluido se efecte por la cara interior
del mamparo o cerca del fondo del mismo. Especial atencin tendr los retornos y
vaciados que lleguen a tanques de servicio o sedimentacin, tanto aceite como
combustible, de no producir turbulencias o revolver sedimentos del tanque (ver Figura
5-5).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
154
Figura 5-5: Descarga al tanque
Para los casos de descargas dentro de los tanques que exigen el no mover los
sedimentos, se utilizar tubera aflautada y situada en la parte baja del tanque tal
como indica el esquema del servicio y segn se detalla en el plano Estndar de
Construccin (ver Figura 5-6).
Figura 5-6: Tubo de descarga en fondo de tanque
Se procurar minimizar el trazado de las tuberas que realizan servicio en el tanque,
tratando de situar las entradas o salidas en la zona donde la tubera realiza la
aspiracin o la descarga, evitando as recorridos innecesarios por dentro del mismo y
se procurar situar al menos un soporte en la zona inferior del tubo para evitar
vibraciones (ver Figura 5-7).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
155
Figura 5-7: Soporte de extremo de tubo
5.4.4. Tubera ajena al servicio del propio tanque
Debe evitarse, en lo posible, el paso de tuberas de servicios ajenos al tanque y
cuando se trace tubera de otros servicios por dentro de un tanque, hay que prestar
especial atencin al material de dichos tubos. Adems de tener que cumplir con las
caractersticas exigidas por el fluido conducido tambin tiene que cumplir con las del
contenido en el propio tanque
El diseo de los tubos por dentro de tanques debe realizarse prximo al techo del
tanque; la construccin a bloque invertido y posterior puesta del forro exterior obliga a
dejar el mximo espacio libre en el fondo del tanque para la realizacin de los trabajos
de soldadura (ver Figura 5-8).
Figura 5-8: Tubos dentro de tanques
Los pasos de hombre existentes en el interior de los tanques son necesarios para
poder acceder por dentro de los mismos, tanto para construccin como para
mantenimiento, por lo tanto hay que respetar dichos pasos de hombre y procurar no
cegarlos con el trazado de tubera (ver Figura 5-9).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
156
Figura 5-9: Tubos por aligeramientos
Los registros de acceso a los tanques no solo deben de estar libres de tubos en la
boca de acceso y paso de las escalas, tambin deben permitir el movimiento y cambio
de posicin del personal en dicha zona (ver Figura 5-10).
Figura 5-10: Acceso al tanque por registro
En el recorrido de tubera por dentro de tanques ajenos a su servicio, se procurar, en
lo posible, minimizar la unin de tubos tratando que sean lo ms largo posibles sin que
ello recaiga en detrimento de la facilidad de montaje. Las uniones de los tubos sern
soldadas, evitando as elementos bridados o roscados.
El trazado de la tubera debe tener en cuenta que entre puntos estructurales rgidos
(penetraciones estancas), hay que absorber las dilataciones o deformaciones de la
propia estructura. Deben disearse liras o cambios de direccin para amortiguar los
esfuerzos de la tubera y evitar roturas adems de evitar el paso de tubera de Cobre
por el interior de los tanques.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
157
5.4.5. Tubera de sondas y aireaciones
Las uniones de los tubos sonda se realizarn con casquillos soldados, nunca a tope
para evitar que las proyecciones de la soldadura obstruya el interior del tubo.
Las sondas dentro del local de Cmara de Mquinas se situarn a una altura de 1,20
metros sobre el piso de mquinas, procurando que quede protegida por un elemento
estructural (mamparo, puntal) o equipos de la propia cmara.
La tubera de sonda que queda dentro del tanque debe ser barrenada para facilitar el
sondado (ver Figura 5-11).
Figura 5-11: Barrenado de tubo de sonda
Los tubos de sonda llevarn en el extremo final una chapa de golpeo de material
adecuado a las caractersticas del servicio (ver Figura 5-12).
Figura 5-12: Chapa de golpeo en Sonda
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
158
El radio de curvado de los tubos de sonda ser de 60D a 80D. En las sondas no se
utilizar nunca codos comerciales y los tubos de sonda se cortarn a 200 mm,
aproximadamente, de la salida del tanque, evitando as que el tubo golpee en el suelo
durante los trabajos de pre-armamento con el bloque invertido.
Las aireaciones de los tanques estarn en el punto mas alto del tanque, asegurando
as el venteo de la totalidad del tanque y en aquellos tanques que fuese necesaria ms
de una aireacin, stas estaran lo ms alejadas una de otra cumpliendo el criterio de
situarse en las zonas ms favorables para el venteo del tanque.
5.4.6. Tubera en cmara de mquinas
Figura 5-13: Bloque de cmara de mquinas
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
159
Las tuberas de Cmaras de Mquinas debern disponerse de tal manera que no
obstaculice el paso y los accesos a los equipos para su operatividad o mantenimiento
(ver Figuras 5-13).
Las vlvulas de corte de un sistema se procurarn situar lo ms cerca posible del
equipo al que hacen servicio.
En el diseo de la tubera en espacio de mquinas debe tenerse en cuenta el espesor
de aislamiento de los elementos estructurales.
En la disposicin de la tubera debe tenerse en cuenta aquellos servicios que van
forrados o vayan necesitar de aislamiento para dejar el suficiente espacio que facilite
dicho forrado.
En la conduccin de las purgas a embudos, estas deben quedar separadas de los
mismos al menos 50 mm para poder observar el purgado (ver Figura 5-14).
Figura 5-14: Descarga a embudo
Las vlvulas de retencin de clapeta, siempre que sea posible, se situarn en
direccin Proa-Popa y en las descargas al mar, se tratar que la distancia entre el
forro y la vlvula de corte sea la menor posible, tratando que el tubo de descarga sea
normal al forro.
Primar en el diseo de los tubos la utilizacin de curvas de mquina sobre los codos
comerciales y para evitar que el tubo se deforme al ser cortado, se procurar no hacer
dicho corte a menos de 50 mm del final de una curva de mquina.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
160
Figura 5-15: Curvado de tubos
La maquinara para el curvado de tubos necesita unas distancias mnimas entre
curvas para poder amordazar la tubera. Cuando la distancia entre curvas es inferior a
la necesaria para la utilizacin de las mquinas, se podr optar a realizar un corte
entre las dos curvas y hacer as dos unidades de elaboracin (ver Figura 5-15).
Se procurar disear la tubera dejando libre las rutas de desmontaje y suficiente
espacio a los cncamos de desmontaje, debemos permitir las operaciones y
maniobras de mantenimiento de los equipos de la Cmara.
Las aireaciones se dispondrn lo ms verticalmente posible, sin bolsas donde se
pueda acumular condensacin.
Siempre que sea posible, en los haces de tubos paralelos, los accesorios de unin
(bridas, tuercas de unin, acoplamientos,) debern escalonarse.
En el trazado de tubera se evitar que los tubos puedan servir de pasamanos,
asideros o apoya pies.
Los salientes para instrumentos no deben colocarse en la parte baja del tubo, la
acumulacin de residuos en el fondo de la tubera puede llegar a obstruir el saliente y
producir mal funcionamiento o dar indicaciones errneas en la instrumentacin (ver
Figura 5-16).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
161
Figura 5-16: Salientes indicadores de presin
Los tubos que transporten combustible, deben alejarse de las superficies calientes, as
como evitar que sus juntas y vlvulas queden sobre equipos elctricos, maquinaria con
temperaturas elevadas o tuberas calientes y los indicadores de posicin de las
vlvulas deben ser fcilmente visibles.
Los espacios de mquinas son propicios para la configuracin de mdulos de tecles
de Mquinas (tubera y entramado con el piso de mquinas), mdulos de equipos (la
tubera con sus equipos, polines y entramado con sus chapas de piso) y mdulos de
haces tubulares (ver Figura 5-17).
Figura 5-17: Mdulo de tubos sobre techo de tanques
En la construccin integrada es de gran importancia la modularizacin, facilitando el
montaje en buque de unidades previamente construidas en el exterior del bloque,
simultaneando los trabajos del bloque y mdulos. Por tanto se procurar que el diseo
de las cmaras de mquinas contemple el mximo de modularizacin posible (ver
Figura 5-18, 5-19 y 5-20).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
162
Figura 5-18: Montaje de mdulo en el bloque
En la unin de la tubera del bloque y la del mdulo, que se realice en la fase de
prearmamento, se dispondrn tubos de elaboracin a plantilla.
Figura 5-19: Mdulo de tubos en Prearmamento
En la unin entre mdulos de un mismo bloque, no existir tubera de cierre ni plantilla,
el tubo se elaborar en firme. Antes de montarse en el bloque los mdulos contiguos
deben ser unidos y ajustados previamente en el taller de prefabricado.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
163
Figura 5-20: Mdulos montados en el bloque
La unin de tubos a los equipos se realizar con tubera a plantilla y la unin de tubos
de distintos bloques se realizar con tubo de cierre.
El soportado de la tubera se realizar de acuerdo con el plano Estndar de Soportes.
5.4.7. Tubera fuera de cmara de mquinas
Es prioritario en el diseo de tuberas fuera de mquinas el respetar las alturas
mnimas exigidas en el compartimentado, habilitacin y pasillos y se evitar el situar
vlvulas o elementos bridados encima de cuadros o equipo elctrico.
En la disposicin de la tubera debe tenerse en cuenta aquellos servicios que van
forrados o vayan necesitar de aislamiento para dejar el suficiente espacio que facilite
dicho forrado.
La localizacin de los imbornales en locales y pasillos, debe disponerse de tal forma
que la recogida de aguas sea la ptima en las condiciones normales de navegacin
del buque.
En las vlvulas con indicador de posicin, ste debe quedar fcilmente visible y por lo
general las vlvulas se situarn lo ms cerca posible del equipo al que sirven.
La unin de tubos de distinto bloque se realizar con tubo de cierre y ste ir con el
bloque que no tenga mamparo o cubierta. En caso de que ambos bloques no lleven
mamparo o cubierta, el tubo de cierre pertenecer al bloque que llegue ms tarde al
ensamblaje en grada.
Las unidades de elaboracin sern lo ms largas posible, permitiendo su montaje y
atendiendo a la longitud comercial de los tubos.
El soportado de la tubera se realizar de acuerdo con el plano Estndar de Soportes.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
164
Las aireaciones se dispondrn lo ms verticalmente posible, sin bolsas donde se
pueda acumular condensacin.
Los pasillos de habilitacin son propicios para la elaboracin de mdulos de tubera en
pasillos, se procurar llevar a cabo el mximo nmero de mdulos posibles (ver Figura
5-21).
Figura 5-21: Mdulos de pasillo
En la unin de la tubera del bloque y la del mdulo, que se realice en la fase de
prearmamento, se dispondrn tubos de elaboracin a plantilla.
Se procurar, por la esttica del diseo, realizar trazado ortogonal en aquellos
servicios que lo permita, seguir las formas de la estructura amparndose en ella y
utilizndola para su sujecin o fijando reas de trazado de tubos, conductos y
canalizaciones (rea tcnica).
Se minimizar, en lo posible, el nmero de descargas al costado por encima de la
flotacin. Se procurarn situar a la misma altura cumpliendo los requisitos del plano de
esquema funcional y los requerimientos del plano Estndar de Construccin.
5.4.8. Tubera hidrulica
Para el diseo de los diversos sistemas de tubera hidrulica en el buque debern
considerarse los siguientes puntos:
- Es necesario dejar del orden de 100 mm de tramo recto en los extremos del tubo
para poder hacer el abocardado, es decir: entre la ltima curva accesorio y el
extremo del tubo a abocardar deber de haber como mnimo 100 m. de longitud,
para as poder hacer el abocardado en el tubo; de lo contrario no se podra sujetar
ste en la mquina.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
165
- Se prestar especial atencin a los accesorios a utilizar en estos sistemas, son
dimetros de tubera muy especficos y es muy fcil confundir los accesorios; por
ejemplo: es fcil pedir un acoplamiento tipo clifco de 32 mm de dimetro para un tubo
de 30 mm de dimetro.
- Se prestar especial atencin a las presiones utilizadas en cada lnea de tubera,
dentro del mismo servicio pueden existir diferentes presiones y los accesorios a
emplear no seran los mismos.
- Se disear siempre pensando en que la tubera tenga el menor nmero de
uniones con objeto de evitar, en lo posible, el mayor nmero de fugas o prdidas en
las uniones.
- La tubera se dispondr, siempre que sea posible, en paralelo y formando racks.
Los soportes empleados para tubera hidrulica nos dar la separacin entre los
tubos que conformaran el rack.
- Se prestar especial atencin a las conexiones con los equipos y sobre todo se
deber reflejar toda la informacin en la isomtrica.
Ejemplo: Un extremo de tubera que une con una unidad de potencia: Se debe poner
una nota aclaratoria en la isomtrica de montaje indicando que dicho tubo conecta con
la conexin P de la unidad de potencia.
En el caso de que dicha tubera una al equipo mediante una manguera (generalmente
suministrada con el equipo), deberemos poner igualmente la nota aclaratoria en la
isomtrica de montaje indicando que dicho tubo une a la conexin M mediante la
manguera XXX suministrada con el equipo.
5.4.9. Mangueras y conexiones flexibles
Una manguera est formada por (ver Figura 5-22):
1.-Un tubo interior, que contiene y debe ser resistente a la sustancia transportada.
2.- Una armadura, que absorbe el esfuerzo por compresin, la presin negativa y
positiva, manteniendo estables las dimensiones del tubo en aplicaciones de carga por
compresin.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
166
3.- Un revestimiento, que protege a la armadura de agresiones externas como
desgaste y ozono.
Figura 5-22: Manguera Flexible
El tubo interior y el revestimiento pueden fabricarse en una serie de materiales
polimricos (cauchoplstico) para satisfacer diferentes requisitos de los fluidos
transportados. Cuando la manguera va a utilizarse tanto con presin negativa como
positiva, se construye con una espiral de plstico o metal en la pared del tubo.
Algunos equipos conectan a la tubera a travs de mangueras o compensadores, para
el diseo y favorecer el montaje de dichas mangueras es necesario tener en cuenta
las consideraciones siguientes:
Cuando se site una manguera debe asegurarse que no haya nada cercano a dicha
manguera que le impida el movimiento, y por consiguiente, dae dicha manguera.
El diseo de mangueras debe unificarse en la mayor medida posible.
Inmediatamente despus de un compensador o manguera ha de colocarse un soporte
de alta rigidez en la tubera bien en su defecto un soporte especial. Este tipo de
soporte especial ser diseado, situado y pedido en el plano de la tubera.
La tubera que une con una manguera o compensador ser siempre a comprobar a
plantilla en obra. En la isomtrica se deber de destacar el punto fijo de conexin con
dicha manguera.
En la isomtrica se marcar siempre en el extremo del tubo su continuidad, indicando
con que manguera flexible nos une y a qu equipo.
Al instalar las conexiones flexibles no deber sobrepasarse el radio mnimo de
curvatura indicado por el fabricante y no deber ejercerse ninguna tensin en los
acoplamientos o conexiones del flexible.
Es importante tener en cuenta el radio de curvado de la manguera, se trata del radio
de curvatura mnimo al que puede someterse una manguera sin reducir
significativamente su seccin transversal, o sin daarla de algn otro modo.
Normalmente, la seccin transversal no debe reducirse en ms de un 15% con el radio
de curvatura sealado, permitiendo un gran margen antes de que la manguera se
pliegue (ver Figura 5-23).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
167
Figura 5-23: Radio de Curvatura
Las conexiones flexibles debern de situarse de forma que las inspecciones y el
mantenimiento puedan realizarse fcilmente causando la mnima interferencia
respecto a los sistemas o equipos adyacentes.
Los compensadores se consideran accesorios de las tuberas e irn situados,
marcados, codificados y demandados en el propio plano de la tubera.
Las mangueras o conexiones flexibles sern pedidas en el plano especfico de
conexiones flexibles.
5.4.10. Generalidades
Dentro del montaje de la tubera a bordo de los buques existen una serie de
generalidades que se relacionan a continuacin:
- El nmero de uniones en las que se puedan producir fuga en las tuberas ser
minimizado a base de utilizacin de curvas y/o accesorios soldados a tope o de
encastre haciendo mnima la utilizacin de juntas desmontables con bridas o
similares. Donde sea necesario desmontar maquinaria, equipos o secciones de
tubera, se dispondrn juntas de desmontaje o bridas.
- En general, salvo especificacin de lo contrario, las tuberas podrn ser curvadas
con un radio no inferior a 3 veces el dimetro exterior y medido en el centro de la
tubera.
- Las vlvulas raz de los ramales se instalaran tan cerca como sea posible de los
colectores.
- Siempre que sea posible, aguas abajo de un orificio calibrado, se instalar un tramo
recto de tubera de longitud equivalente a diez veces el dimetro; y aguas arriba un
tramo recto de cinco veces el dimetro.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
168
- Las vlvulas de seguridad se dispondrn de forma tal que sean siempre visibles.
Las situadas dentro de cmaras de mquinas se dispondrn por encima de los
tecles.
- El sistema de tuberas se diseara e instalar con la flexibilidad suficiente para
evitar esfuerzos en los tubos, accesorios y maquinaria producidos por movimientos
trmicos o flexin de la estructura del buque.
- Las vlvulas de seccionamiento de mamparo se dispondrn lo ms cerca posible al
mamparo y en un lugar fcilmente accesible.
- Para la prueba de estanqueidad de los tanques, se instalarn juntas de bridas en el
ltimo tramo de las tuberas internas si la tubera viene de un tanque contiguo. Si la
tubera interna termina en una campana de aspiracin, la unin puede instalarse al
lado de sta.
- Las tuberas de purga se dispondrn con la suficiente pendiente descendente para
evitar el retroceso del flujo o un drenaje lento. Todos los sistemas dispondrn de
aireaciones y purgas donde sea necesario y en puntos especficos para cuando se
requiera purgar o desairear el sistema completamente.
- Se prestar especial atencin al emplazamiento de las uniones desmontables en
tubos o vlvulas, en las tuberas con lquidos inflamables a presin. Se realizarn
disposiciones libres de obstculos, visibles, y fcilmente accesibles, y la posicin
ser tan lejana como sea razonablemente posible de superficies calientes, equipo
elctrico o cableado.
- No se utilizaran acoplamientos tipo Grip en los siguientes casos:
- Servicios de aceite y combustible.
- Debajo de los tecles de Cmaras de Mquinas.
- Colector de Contraincendios.
- Servicios de Achique y Lastre.
- Servicios de Agua dulce y salada esenciales para el funcionamiento de la
maquinaria.
- Descargas al costado a menos de 1.0 metros de altura sobre la flotacin.
- Los reboses y las aireaciones sern diseados para asegurar el drenaje por
gravedad de la tubera al tanque.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
169
- Como norma general, las aireaciones de los tanques se dispondrn en el extremo
opuesto a las conexiones de relleno y/o en la parte ms alta. El nmero y disposicin
de las aireaciones puede variar en funcin del perfil del tanque.
- Las tapas de los tubos de sonda se dispondrn en lugares siempre accesibles y
protegidas contra daos mecnicos. Los tubos de sonda se dispondrn lo ms cerca
posible de la conexin de aspiracin de los tanques. Para los tanques de
combustible o aceite lubricante, los tubos de sonda terminaran en zona segura en
cubiertas abiertas; con la excepcin de los tubos de sonda cortos con vlvula que
terminen en cmaras de maquinas.
- Los tubos de sonda cortos deben terminar en lugares bien iluminados y fcilmente
accesibles por encima de la plataforma de tecles. Si dichos tubos son de combustible
o aceite, no se situaran en las proximidades de superficies calientes o equipos
elctricos que puedan producir chispas. Los tubos de sonda se dispondrn de
manera que un rebose o salpicado de combustible o aceite no alcance superficies
calientes o equipos elctricos mencionados anteriormente, y donde sea necesario,
se dispondrn protecciones de las superficies calientes o equipos.
- Las descargas al mar de las tuberas de servicio se harn por debajo de la
flotacin. Por el contrario, las descargas de las vlvulas de seguridad se harn por
encima de la flotacin.
- Las conexiones de descarga al costado de la planta de tratamiento aguas
residuales y de las bombas de descarga de aguas residuales se situarn prximas a
la lnea de flotacin.
- Las descargas al costado de achique de sentina se harn por debajo de la lnea de
flotacin. Las vlvulas de descarga se dispondrn en posiciones fcilmente
accesibles y, siempre que sea posible, visibles y con indicadores de posicin.
- Se disminuirn en tanto como sea posible el nmero de descargas de agua al
exterior del buque a travs del costado por encima de la flotacin. Aquellas que sean
imprescindibles dispondrn de un sistema que separe la descarga del costado y se
situarn lo ms prximas posible a la flotacin.
- Todas las vlvulas que formen parte del sistema de combustible debern ser
accionadas desde lugares fcilmente accesibles y, en cmaras de maquinas por
encima del tecle.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
170
- El nmero de juntas embridadas en tuberas de JP5/DFM ser llevado al mnimo
compatible con los requisitos de mantenimiento de los componentes del servicio.
- Los tubos de aspiracin de los tanques de almacn y de servicio (DFM) terminarn
en campanas anti-remolino. La situacin del tubo terminal con respecto a los
componentes prximos, asegurar un rea de aspiracin libre alrededor de la
periferia del extremo abierto, no menor de vez y media el rea interior de la parte
ensanchada del tubo terminal.
- Los tubos de aspiracin de los tanques de servicio de JP5 terminarn en una
campana anti-remolino a 300 mm sobre el fondo del tanque. La situacin del tubo
terminal con respecto a los componentes prximos asegurar un rea de aspiracin
libre alrededor de la periferia del extremo abierto, no menor de vez y media el rea
interior de la parte ensanchada del tubo terminal.
- Los tubos de trasiego de JP5 acabarn en una campana anti-remolino a 150 mm
sobre el fondo de los tanques de servicio y a 230 mm en los tanques almacn. La
situacin del tubo terminal con respecto a los componentes prximos asegurar un
rea de aspiracin libre alrededor de la periferia del extremo abierto, no menor de
vez y media el rea interior de la parte ensanchada del tubo terminal.
- Los tubos de relleno de JP5 en los tanques almacn y de vaciado acabarn en una
campana anti-remolino a 150 mm sobre el fondo del tanque.
- Las lneas de recirculacin de la bomba de servicio de JP5 se dispondrn
horizontalmente a una distancia aproximada de 150mm por debajo y en el extremo
opuesto de la aspiracin dentro de los tanques de servicio de JP5. El tramo
horizontal dispondr de barrenos de 25 mm orientados hacia arriba de modo que el
combustible salga a travs de estos por debajo de la superficie de JP5 en el tanque.
El nmero de barrenos ser el suficiente para que el combustible entre en el tanque
a baja velocidad y provocando la mnima turbulencia.
- Los tubos de descarga, tanto de aguas negras como grises, se conectarn
formando un ngulo de 45 entre las direcciones de flujo.
- Se evitarn disponer tramos horizontales de tubera de descargas sanitarias,
vlvulas y juntas desmontables por la parte alta (techo) de los siguientes locales:
- Almacenamiento de vveres secos.
- Comedores.
- Manejo y preparacin de alimentos.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
171
- Espacios mdicos.
- Locales con equipo elctrico o electrnico.
- Locales donde se lava o estiba la vajilla.
- Paoles de municiones.
- Donde tales tramos no puedan ser evitados, se dispondrn bandejas de goteo
desmontables debajo de stos.
- Todas las tuberas de descargas sanitarias por gravedad, excepto colectores
transversales, ser instalada con una inclinacin de al menos el 2%. Los colectores
transversales se dispondrn con una inclinacin no menor del 1%. Las descargas por
gravedad discurrirn prximas a los mamparos para permitir darle la mxima
inclinacin. En las descargas sanitarias de aguas grises, en tramos en los que los
colectores transversales descarguen a ambos costados tendrn un tramo horizontal,
sin pendiente, de aproximadamente 3 m., a cada banda. El resto, dispondr de una
inclinacin no menor del 1%.
- Los tapones/registros de limpieza de la tubera de descargas sanitarias sern
fcilmente accesibles. Estos se instalaran de forma que se abran en una direccin
opuesta al flujo de la tubera de descarga.
- Los tapones/registros de limpieza se colocaran de tal forma que en aquellos lugares
donde pueda haber agua esta pueda ser vaciada. No se instalaran tapones/registros
de limpieza en paoles de municin o locales electrnicos.
- Los tapones/registros no se dispondrn en los colectores horizontales que discurran
por la parte alta de los locales donde se preparen o almacenen alimentos, donde se
coma o en los locales mdicos. Donde sea inevitable disponerlos, los
tapones/registros de limpieza se instalaran en los tramos verticales debajo de las
superficies de trabajo o se prolongaran y dispondrn en la cubierta superior.
- Los tapones/registros se dispondrn como sigue:
- En la parte baja de los colectores verticales.
- En tramos horizontales, en cada cambio de direccin mayor de 45.
- Al final de los colectores horizontales.
- En tramos horizontales, cada 15 m.
- Los tapones/registros de limpieza estarn situados y posicionados para facilitar la
limpieza mecnica de la tubera de descarga. Estos se instalarn con un espacio
libre mnimo de 300 mm.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
172
- Los ramales de la tubera de vaco se conectarn al colector con un ngulo de 45
entre las direcciones de flujo. Los ramales se conectarn al colector horizontal desde
arriba.
- En el sistema de vaco, es recomendable que no se hagan conexiones desde arriba
y desde abajo al mismo colector horizontal, es preferible disponer dos colectores
horizontales, uno para las conexiones desde arriba y otro para las conexiones desde
abajo. Si un colector horizontal tiene conexiones desde arriba y desde abajo, se
dispondr un pocete para evitar la posibilidad de un retroceso del flujo hacia el ramal
ascendente.
- En el sistema de vaco, en los colectores horizontales muy largos, es necesario
disponer unos pocetes para facilitar el transporte de los fluidos y evitar que pueda
producirse el retroceso del fluido debido a los movimientos del buque.
- La tubera de descarga de lodos de la purificadora no debe de extenderse ms de
100mm.por debajo del techo del tanque de lodos. Asimismo, se dispondr tan
vertical como sea posible, no debe contener curvas cerradas, ni tramos horizontales.
5.5. DOCUMENTACIN TCNICA DEL DISEO
La finalidad del Diseo de los Sistemas de Tuberas es la obtencin, necesaria y
adecuada, de los documentos tcnicos que permitan la realizacin de los trabajos en
produccin. Actualmente los sistemas informticos son capaces de procesar el diseo
y transformarlo en documentacin tcnica aplicable a la construccin de buques. En
nuestro caso estudiaremos las fases correspondientes para la obtencin de
documentacin tcnica para tuberas.
5.6. MODELIZACIN
5.6.1 Modelos de tuberas
Es el fichero informtico en el cual se disearn las tuberas y contendr los datos y
grficos que unidos a la Base de Datos del proyecto nos proporcionar informacin de
todos los elementos contenidos en l.
Modelo de Tubera: Ser un modelo que contenga el trazado (ruteado) de todos los
sistemas de tubera, correspondientes a un rea del buque con caractersticas
especificas de funcionalidad o diseo: (Cmara de Mquinas, Zona, Habilitacin de
Proa, Superestructuraetc.), con sus accesorios y soportes (ver Figura 5-24)
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
173
En este tipo de modelos se marcarn las lneas de montaje (esquema) y como mnimo
los componentes que tengan marca en los planos de esquema.
Figura 5-24: Modelo de Disposicin General
5.6.2. Marcado de elementos del modelo
Para la posterior obtencin de la informacin adecuada en la documentacin tcnica,
es necesario que los elementos dispuestos dentro de un modelo de tuberas sean
identificables con una marca. Para ello se dispondr de la siguiente forma:
a) Tubos: Llamaremos tubo a la unidad de elaboracin compuesta por el tubo cortado
y curvado, sus accesorios (soldados o roscados) y todos aquellos elementos que
salen del taller formando una unidad fsica destinada al montaje en el buque (Ver
Figura 5-25). Las uniones bridadas no se considerarn en su conjunto como un tubo.
Las uniones bridadas dividen tubos, pertenece a la fase de montaje y no a la de
elaboracin.
Los tubos de cada sistema se numerarn sin tener en cuenta los de otros servicios.
Podra haber varios tubos con el mismo nmero y que se diferenciaran por la
designacin del sistema.
Si un tubo correspondiente a un sistema es eliminado de un plano, este se anular y
no se asignar a ningn otro tubo. De la misma forma, si un tubo se aade al sistema,
se le asignar el nmero siguiente al correspondiente al ltimo tubo de dicho sistema.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
174
Figura 5-25: Tubo (Unidad de elaboracin)
b) Componentes: Entendemos por componentes las vlvulas, sensores de flujo,
temperatura y presin, filtros y dispositivos similares. En el modelo y por tanto en el
plano de tuberas, los componentes llevarn la misma marca que la indicada en los
planos de los esquemas.
c) Accesorios: Definimos como accesorios todos aquellos elementos que forman parte
de un tubo, tanto para unirlo como para separarlo (acoplamientos, racores, tuercas
de unin, bridas, codos, reducciones, tes, etc.). Los accesorios no tendrn marca en
los planos esquemticos a excepcin de que cumplan una funcin definida (salientes
de instrumentacin).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
175
Tanto para los componentes como para los accesorios es importante que, una vez
tengamos el esquema, el cual ha sido realizado en base a una norma dimensional y
de material, y por lo tanto, empleando una simbologa determinada para cada uno de
los elementos, adaptaremos dicha simbologa a la representacin isomtrica, y para
ello debemos disear los smbolos acorde con el esquema e introducirlos en los
ficheros de configuracin de la herramienta informtica con la que vamos a trabajar.
Un ejemplo de lo explicado anteriormente podemos verlo en los siguientes ficheros de
smbolos (Figuras 5-26, 5-27, 5-28 y 5-29) preparados para introducir en FORAN V70.
Figura 5-26: Smbolos (Hoja 1 de 2 del fichero de configuracin GEN2.STD)
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
176
Figura 5-27: Smbolos (Hoja 2 de 2 del fichero GEN2.STD)
Figura 5-28: Smbolos (Hoja 1 de 1 del fichero de configuracin CODO.STD)
Figura 5-29: Smbolos (Hoja 1 de 1 del fichero de configuracin GEN3.STD)
Los cuales han sido la consecuencia de la extraccin de smbolos empleados en los
diversos esquemas funcionales. As, a continuacin se muestra una lista de smbolos
del diagrama de Lastre y Sentinas en cual se ha empleado la normativa americana
ASTM, tanto a efectos dimensionales como a efectos de materiales.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
177
Figura 5-30: Smbolos de esquema de lastre y sentinas
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
178
5.7. DOCUMENTACIN TCNICA: PLANOS
Englobaremos bajo la denominacin de Plano todo el conjunto de documentos que,
con destino a la produccin, aporta informacin grfica o alfanumrica de la
elaboracin y montaje de los sistemas de tubera. Informacin para ingeniera de
produccin, taller de elaborado, compras, prearmamento, armamento, repuestos y
documentacin de entrega para uso del buque.
Los planos de tubera debern cumplir una estructura que podra ser:
a) Portada: En sta hoja deber indicarse al menos:
- Cdigo de Obra.
- N de Documento.
- Descripcin del Documento.
- Realizado.
- Aprobado.
- Visto Bueno.
b) Revisiones: En esta hoja se har una descripcin de las revisiones que se realizan
al plano y el motivo que las origina.
c) Aplicabilidad: En esta hoja se indicar los buques a los se aplica el documento.
d) Notas Generales: En esta hoja se indicar de forma general todo aquello que deba
de tenerse en cuenta para la compra, elaboracin, montaje o funcionamiento de los
sistemas de tuberas.
e) Lista de Materiales: En esta hoja se relacionarn todos los materiales necesarios
para elaboracin y montaje de los tubos, se har constar al menos el cdigo del
elemento, su marca, descripcin, cantidad, tipo de acopio, Dimetro Nominal, Norma
Dimensional y Norma de Calidad.
f) Pesos y Centros de Gravedad: En esta hoja se indicar el Peso y Centro de
Gravedad de cada uno de los sistemas y Fluidos por su grupo de Coste.
g) Reservas: En esta hoja se indicarn las reservas correspondientes del plano.
ndice y estado de la Revisin: En esta hoja se har constar el nmero, ttulo y
revisin en que se encuentra cada una de las hojas que componen el documento,
incluidas las grficas.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
179
h) Hojas grficas: Ests hojas contendrn los grficos y la informacin necesaria para
elaborado y montaje de los sistemas de tuberas. Constarn de distintos grupos de
hojas diferenciadas por su tamao y funcionalidad (ver Figuras 5-31, 5-32 y 5-33).
Figura 5-31: Disposicin General de Tubera hoja 1A
Figura 5-32: Soportes Especiales
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
180
Figura 5-33: Soportes especiales Tipo 1
i) Isomtricas de Elaboracin y Montaje: Hojas con representacin en isomtrico de
cada uno de los tubos de elaboracin. Contendr los datos necesarios para que el
taller pueda elaborar el tubo con sus curvas de mquina, injertos y accesorios
soldados o roscados. Se darn datos suficientes para poder realizar el montaje de los
tubos en el Buque, indicando coordenadas de situacin, continuidades, tipos y
situacin de soportes etc.
Para profundizar en lo que al desarrollo de isomtricas se refiere ver cita bibliogrfica
8.63.
En cada hoja se indicar (ver Figura 5-34):
- Materiales necesarios tanto para elaborado como para montaje.
- Peso del tubo (unidad de elaboracin).
- Peso total (unidad con accesorios para montaje).
- Tratamiento.
- Buque.
- Zona.
- Servicio (Grupo de coste del servicio).
- Lnea de esquema.
- N del plano.
- Descripcin del plano.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
181
- N de Hoja (N de tubo).
Figura 5-34: Hoja de Isomtrica de Elaboracin
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
182
CAPITULO 6. METODOLOGA CUANTITATIVA
6.1. REALIZACIN DE UN PROCEDIMIENTO DE DISEO INTEGRADO DE
TUBERA EMPLEANDO EL MTODO DE TRAZADO POR UNIDAD
CONSTRUCTIVA O PRODUCTO INTERMEDIO
Antes de explicar los trabajos que se han de llevar a cabo para la realizacin de un
proceso de diseo de tubera totalmente integrado empleando el mtodo de trazado
por unidad constructiva o producto intermedio y con el fin de mostrar las diferencias
entre los dos mtodos posibles, se definirn los siguientes conceptos:
Concepto de Sistema de Tubera.
Se denomina sistema de tubera al conjunto de tubera que ofrece un determinado
servicio mediante el uso de un fluido. En un buque tanto civil como militar podremos
tener mltiples Sistemas, as citamos a continuacin los ms usuales:
- Sistema de Aire Comprimido.
- Sistema de Combustible.
- Sistema de Aceite.
- Sistema de Lastre.
- Sistemas de Aireaciones y Sondas.
- Sistemas de Sentinas.
- Sistemas de Baldeo de cubierta y Contraincendios con agua Salada.
- Sistema de Descargas Sanitarias.
- Sistema de Refrigeracin por Agua Dulce.
- Sistema de Circulacin de Agua Salada.
- Sitema de contraincendios con Agua Salada Fi-Fi.
- Sistema de Contraincendios con Espuma.
- Sistema de Contraincendios con C02.
- Sistema de Contraincendios con Agua Dulce.
- Sistema de Contraincendios con Agua Nebulizada.
- Sistema de Imbornales exteriores.
- Sistema de Agua Nebulizada.
- Sistemas de calefaccin de Tanques.
- etc.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
183
Concepto de Trazado de la tubera por Sistema.
Con este tipo de trazado, la tubera se traza en toda la extensin del Buque (de Proa a
Popa) segn el esquema funcional y segn el Sistema elegido, as, un ejemplo
podemos verlo en la Figura 6-1, donde se aprecian todas las aireaciones de un
remolcador que han sido trazadas por el mtodo de trazar por sistema. Este tipo de
trazado era comn hace unos aos y hoy se sigue manteniendo para barcos de
pequeas dimensiones (< 20 30 metros), en los que la divisin por bloques no tiene
sentido, pues el propio buque ya se considera como un bloque de fcil manejabilidad
con los medios de elevacin del astillero, pero en el caso de buques de unas
dimensiones considerables (> 20 30 metros), este tipo de trazado ha de ser
substituido por el trazado de tubera por Unidad Constructiva o Bloque.
Figura 6-1: Aireaciones de buque remolcador trazadas con el sistema de trazar por Sistema
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
184
Concepto de Trazado de la tubera por Unidad Constructiva o Bloque.
En este tipo de trazado, recomendado para buques cuyas dimensiones hacen
necesario el mejorar los rendimientos productivos con una estrategia de producto
intermedio bien definida, se trazan todos los sistemas de tubera dentro de la unidad
constructiva o bloque (ver Figura 6-2), dando lugar a un cambio de modo de trabajar
en produccin, es decir, se irn armando los Bloques con todos los sistemas de
tubera, para posteriormente, y con los medios de elevacin adecuados y capaces de
elevar dichas unidades ser montados en Grada. Con ello haremos que los trabajos de
montaje, soldeo, etc. se realicen en posiciones cmodas y no sea necesario modificar
la posicin de equipos, etc. Dicho trazado est totalmente integrado con las dems
disciplinas, pues as se lleva a cabo en todas ellas. Lo que da lugar a evitar y detectar
las interferencias ocasionadas en el transcurso del trazado de todos los elementos que
componen un buque tal y como se ver en el apartado 4.1.8 de Sistemas de
Interferencias. Por otro lado, en el apartado 7 de esta Tesis (Resultados y
conclusiones) veremos como, en el anlisis comparativo entre varias construcciones
de caractersticas semejantes realizadas por el Astillero de Navantia se ha conseguido
reducir el tiempo en ingeniera con el paso de un modo a otro de afrontar el trazado de
la tubera. Los conceptos de Etapas de Construccin y Productos Intermedios,
Prefabricacin de Tubera y Mdulos, Armamento Integrado y Estrategia Constructiva
se explican al detalle en los apartados 4.1.9, 4.1.10, 4.1.11, 4.1.12 y 4.1.13.
Figura 6-2: Tubera trazada con el sistema de trazar por Bloque
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
185
En este tipo de trazado ha de tenerse muy en cuenta las uniones de bloque, pues en
grandes construcciones se da el caso de que varias ingenieras hacen el desarrollo de
los planos y son responsables de sus propias unidades constructivas, descuidando a
veces el bloque o unidad contiguo. Es por ello que, han de establecerse reuniones de
coordinacin para definir claramente los puntos de interface o puntos de control de
los tubos.
Una vez he resumido a grandes rasgos los conceptos de sistemas de tubera y trazado
de tubera por sistema y por unidad constructiva o bloque, as como los conceptos
bsicos de los sistemas CAD/CAM explicados ya en el apartado 4.1.7 de este
documento, me centrar ahora en concretar los pasos necesarios a dar a la hora de
trazar la tubera empleando el mtodo de trazado por unidad constructiva con el
sistema FORAN V70. As, tenemos que, el procedimiento a seguir enfocado a trazar
por unidad constructiva ha de ser:
- Definicin y realizacin de las formas del Buque (Figura 6-3), plano de Disposicin
General, plano de capacidades de tanques, Plano de Disposicin de Equipos, control
de pesos, etc.
Dichos clculos y planos son realizados por parte del departamento de Proyectos y
Arquitectura Naval en base a la especificacin tcnica de contrato y normalmente
atendiendo a las indicaciones y sugerencias del armador.
Figura 6-3: Plano de Formas
- Definicin de bloques y unidades constructivas para la realizacin de los modelos
3D y planos de aceros del buque (planos de bloque, planos de produccin): Para que
el trazado en el modelo 3D pueda ser por unidad constructiva o bloque, el
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
186
departamento de estructuras debe definir en FORAN V70 los bloques o unidades en
los que se dividir el buque y posteriormente hacer una estructura de rbol con todas
las planchas, perfiles, previas, paneles, etc. que irn en cada bloque o unidad
constructiva (Figura 6-4).
Figura 6-4: Estructura por familias del departamento de aceros
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
187
- Situacin en el modelo 3D de los Equipos: La situacin en el modelo de los equipos
es bsica para el posterior trazado de la tubera, pues dichos equipos nos darn los
elementos de conexin de la tubera, as como el espacio disponible para el trazado
de dicha tubera. Al igual que ha realizado el departamento de Estructuras, es
necesario que los equipos y sus polines se siten en el modelo realizado con
FORAN V70 en cada unidad o bloque (Figura 6-5).
Figura 6-5: Estructura de los equipos en los diversos bloques
- Trazado de las canalizaciones elctricas y conductos de ventilacin: Al igual que se
ha realizado con las estructuras y con los equipos, tanto las canalizaciones elctricas
como los conductos de ventilacin han de trazarse en el modelo 3D y subdividirse en
los diferentes bloques establecidos en las fases previas.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
188
- Situacin de estructuras y elementos auxiliares: Son el mayor problema a la hora
de establecer los productos intermedios o bloques, pues muchos de estos elementos
suelen coincidir con los topes de bloque (puertas, ventanas, etc), o en algn caso,
pertenecer a varios bloques (candeleros), por lo que, da lugar a confusin a la hora
de englobarlos en uno u otro bloque. Es por ello que, en caso de estos elementos
cuya definicin espacial en el modelo 3D no est claramente definida se suele crear
una zona 0 donde se guardan todos ellos (Figura 6-6).
Figura 6-6: Estructura de las Estructuras Auxiliares en los diversos bloques
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
189
En el caso de las tareas del departamento de tuberas, debido a que se trata del
tema central de esta la tesis, profundizar ms en lo que a los pasos a dar se refiere
para la consecucin del trazado de tubera por productos intermedios o unidades
constructivas (bloques). As tenemos que, los pasos o etapas a dar por el
Departamento de Desarrollo de tuberas son:
- Situacin de cada tramo de tubera en las unidades constructivas. As, en la Figura
6-7 se muestra una estructura primaria en la que irn los tubos:
Figura 6-7: Estructura primaria de Bloques en Base de Datos de Tubera
Siendo las zonas de trabajo los bloques B011 (Acomodacin), B021 (Cmara de
mquinas), B031 (Pique de Popa), B041 (Pique de Proa) y B052 (Superestructura). A
su vez vemos que existen dos entes de nivel superior, esto es, UNIT 1 (Zona de
Casco que engloba a los bloques B011, B021, B031 y B041 y UNIT 2 (Zona de
Superestructura que engloba al bloque B052). La experiencia me ha demostrado
que, a mayor definicin en los bloques de trabajo (dentro de un lmite a veces
impuesto por los medios de volteo del astillero), mayor integracin entre todas las
disciplinas, esto implicar menor nmero de interferencias y mayor coordinacin.
- Alimentacin de Base de Datos del programa a emplear con tubera, Accesorios,
vlvulas, etc en base a los esquemas de tubera (ver Figura 6-8) y a sus respectivas
listas de materiales (ver Figura 6-9), tambin conocidas como adelantos de
materiales.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
190
Figura 6-8: Ejemplo de una parte del esquema de Aire Comprimido del Buque ALHD
Figura 6-9: Ejemplo de adelanto de lista de materiales de esquema
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
191
Una vez hemos definido como vamos a dividir el buque, hemos de realizar la base de
datos de tubera. La realizacin de la Base de datos es un proceso fundamental a la
hora del diseo y consecuentemente la produccin de la tubera, pues es la base de
una buena trazabilidad de cada uno de los elementos de tubera que va a ser
montado en el buque. Es por ello que, es fundamental que la codificacin de los
esquemas (lneas de tubera, accesorios) tenga cierto criterio y est consensuado
con el diseo, pues se plasmar posteriormente en los planos de disposicin de
tubera y en las hojas de isomtricas con las que se llevar a cabo la fabricacin y el
montaje de la tubera. As, una codificacin de elementos podra ser la que se
muestra a continuacin en la Figura 6-10:
Figura 6-10: Codificacin en Base de Datos de Tubera y elementos de tubera
CODIFICACION DE TUBOS
EN DIAGRAMAS
DIAMETRO
NOMINAL
(TUBO)
BIGRAMA
DE
SISTEMA SECUENCIAL
X X X YY ZZZ
EJEMPLO: TUBO N 002
DE DN 50 DEL SISTEMA
DE DIESEL OIL 50 DO 002 50DO002
CODIFICACION DE
COMPONENTES EN
DIAGRAMAS
BIGRAMA
DE
SISTEMA GUION
TIPO DE
COMPONENTE SECUENCIAL
YY (-) KK ZZZ
EJEMPLO: VALVULA N
002 DEL SISTEMA DIESEL
OIL DO (-) V 002 DO-V002
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
192
Siendo ejemplos de bigramas (dos letras que definen un sistema o componente) los
que se muestran a continuacin en la Figura 6-11:
BIGRAMA DE SISTEMA DESCRIPCION DE BIGRAMAS/SISTEMAS
DO SISTEMA DIESEL OIL
LO SISTEMA DE ACEITE
CS SISTEMA DE REFRIGERACION DE AGUA SALADA
EX SISTEMA DE EXHAUSTACIONES
GA SISTEMA DE AIRE GENERAL
CA SISTEMA DE AIRE DE CONTROL
BS SISTEMA DE SENTINAS
FF SISTEMA DE CONTRAINCENDIOS PRINCIPAL
FW SISTEMA DE AGUA DULCE
HW SISTEMA DE AGUA CALIENTE
CW SISTEMA DE AGUA FRIA
SO SISTEMA DE AIREACIONES Y SONDAS
SC SISTEMA DE INBORNALES Y DESAGUES
SW SISTEMA DE AGUAS SANITARIAS
Figura 6-11: Bigramas de lneas de Tubera
Y teniendo como ejemplos de bigramas de componentes los de la Figura 6-12:
TIPO DE
COMPONENTE DESCRIPCION DE COMPONENTE
CC SERPENTIN DE CONDUCTO
CP PANEL DE CONTROL
CT CALENTADOR TIPO TORRE
DI INDICADOR DE PRESION DIFERENCIAL
DS INTERRUPTOR DE PRESION DIFERENCIAL
DT TRANSMISOR DE PRESION DIFERENCIAL
F ACCESORIO
FA VENTILADOR
FC UNIDAD DE ENFRIADOR-VENTILADOR
FD REGISTRO CORTA FUEGOS
FI INDICADOR DE CAUDAL
FM MEDIDOR DE CAUDAL
FR REGULADOR DE CAUDAL
FS INTERRUPTOR DE CAUDAL
FT TRANSMISOR DE CAUDAL
GC SERPENTIN DE GRAVEDAD
HV VALVULA CON ACTUADOR HIDRAULICO
LI INDICADOR DE NIVEL
LS INTERRUPTOR DE NIVEL
LT TRANSMISOR DE NIVEL
M MANGUERA FLEXIBLE
MV VALVULA MOTORIZADA
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
193
OR ORIFICIO
PD AMORTIGUADOR DE IMPULSOS
PH PRECALENTADOR
PG MANOMETRO
PS PRESOSTATO
PT TRANSMISOR DE PRESION DIFERENCIAL
PV
VALVULA DE SOBREPRESION ELECTRONICA DE PRESION
CONSTANTE
RH RECALENTADOR
RE RELE
RT TERMO-RESISTENCIA
S FILTRO
SD REGISTRO CORTAHUMOS
SI SALIENTE PARA INSTRUMENTACION
SP TRANSMISOR DE REVOLUCIONES
SV VALVULA SOLENOIDE
SW SERPENTIN DE CONDUCTO ENFRIADO CON AGUA DE MAR
SX TRANSMISOR O RECEPTOR ESPECIAL
T TERMOMETRO
TC TERMOPAR
TS TERMOSTATO
TT TRANSMISOR DE TEMPERATURA
UC UNIDAD DE REFRIGERACION
UF UNIDAD DE FILTRADO NBQ
V VALVULA
VC
VALVULA DE SOBREPRESION ELECTRONICA DE FLUJO
CONSTANTE
VE VALVULA CON CONTACTOS ELECTRICOS
VI INDICADOR DE VISCOSIDAD
VM MEDIDOR DE VISCOSIDAD
VR VALVULA RAIZ ROSCADA PARA INSTRUMENTACION
VT TRANSMISOR DE VISCOSIDAD
WS INTERRUPTOR DE AGUA
Figura 6-12: Bigramas de componentes de Tubera
Podremos tener ms de dos letras para definir un sistema, as, en el buque ALHD se
emplearon tres letras para definir los sistemas y como se puede apreciar en la parte
del esquema de la Figura 6-8, al sistema de aire de alta presin se le nombra con las
iniciales HPA y como consecuencia, a sus vlvulas V-HPAZZZ, por lo que vemos que,
en este caso, para los componentes se ha empezado con la marca del elemento
seguido de un guin y las iniciales del sistema con un secuencial para la vlvula,
deduciendo de esto que el orden es indiferente siempre y cuando cada elemento est
totalmente identificado. Al margen de esto, cada astillero puede codificar los
elementos con un part number, nmero de acopio o cdigo copic (ver Figura 6-9) para
su identificacin en produccin.
- Una vez se va trazando la tubera y se ha metido en partido y dividido el cada
unidad constructiva, el departamento de estructuras ir necesitando las
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
194
penetraciones de dicha tubera en los mamparos, cubiertas, baos, etc para proceder
completar el corte de chapa.
- Actualmente en los programas realizados CAD/CAM ya se reflejarn en la propia
isomtrica los materiales necesarios para la elaboracin de la tubera, dejando a un
lado la lista de materiales que antiguamente acompaaba a los planos.
A continuacin se muestra una isomtrica desglosada en la que se pueden apreciar
los parmetros empleados por el taller para la fabricacin de la tubera (ver Figura 6-
13). Algunos de estos parmetros sern introducidos por el usuario en funcin del
diseo de la tubera, pero otros, sern insertados en la Base de Datos del programa
con anterioridad para que interacten con los datos que aporta el usuario. Dentro de
los datos necesarios para la alimentacin previa de la Base de Datos se encuentran
los parmetros de las mquinas de curvado tales como:
- Radio de Curvado (R)
- Angulo de Curvado (A)
- Longitud de la curva (L)
- Mnima seccin recta en finales de tubos y entre curvas
-Direccin de curvado en cada mquina
- Direccin de rotacin en cada mquina; Altura desde el eje del tubo al suelo del
taller.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
195
Figura 6-13: Ejemplo de isomtrica con parmetros ms importantes a tener en cuenta
Es en la dcada de los aos 80, con la implementacin de los sistemas CAD/CAM y su
posterior evolucin (aos 90), cuando se produce uno de los mayores cambios a la
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
196
hora de trazar la tubera, pues, hasta la fecha, el modo de trazar tubera era por
Sistema, pero la necesidad de construir buques de gran porte y grandes dimensiones
hace necesario el pasar a trazar por bloque o Unidad constructiva.
6.2. REALIZACIN DE UN PROCEDIMIENTO INTEGRADO DE CONTROL DE
DISEO DE TUBERA PARA BUQUES (MILITARES Y CIVILES)
El objetivo de esta tesis doctoral no es otro que, adems de conocer el estado del arte
de los mtodos de diseo de tuberas y todas las reas que implican un trabajo sobre
dicha tubera, llegar a realizar un procedimiento de diseo de tubera totalmente
integrado empleando el mtodo de trazado por unidad constructiva o producto
intermedio as como, realizar un proceso de Control de dicho Diseo Integrado de
Tubera para cualquier tipo de Buque (Militar o Civil), con el que podamos controlar
todas las tareas del diseo (en oficina Tcnica) y as poder corregir posibles
desviaciones del mismo que acarrean perdidas econmicas importantes en la fase
Productiva (Elaboracin en taller de tubera y Montaje de tubera a bordo).
Para ello voy a establecer las siguientes etapas o fases de control:
A) Almacenamiento en Base de Datos de informacin General del documento
entregable (plano de disposicin, isomtrica, etc).
B) Estadsticas en Base de Datos del documento entregado: Tiempos, Fechas, Ratios
(h/tubo plano).
C) Motivos de revisin/correccin de errores del documento una vez entregado el
mismo.
D) Avances del trabajo de tubera: Avance Planificado, Avance Consumido, Avance
Real (Curvas S de Proyecto).
E) Entregas de documentacin: Desviaciones en entregas de documentos y
desviaciones en horas planificadas frente a horas reales de documentos.
F) Seguimiento de trabajo en Modelo 3D: Metros planificados frente a metros
trazados, Accesorios Previsto frente a accesorios dispuestos en modelo.
G) Seguimiento de trabajo en Modelo 2D: Isomtricas previstas frente isomtricas
realizadas, N de disposiciones planificadas frente a isomtricas realizadas.
Evolucin de isomtricas planificadas frente a isomtricas realizadas.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
197
H) Rendimiento de los diseadores: Ratios (h/tubo diseador).
6.2.1- Almacenamiento en base de datos de informacin general del documento
(plano).
Esta etapa de control consistir en almacenar los siguientes datos en la BBDD creada
para dicho fin (ver Figura 6-14):
- Proyecto: Codificacin del proyecto/construccin en la oficina u Astillero.
- Seccin: rea o seccin de trabajo. En el caso que nos ocupa ser la seccin de
Tubera.
- Unidad: Zona que engloba un rea del buque y que engloba a varios bloques.
- Bloque: Sub-Zona establecida dentro de una Unidad y con unas dimensiones tales
que los medios de elevacin del astillero sean capaces de manipular una vez el
bloque este prearmado antes de ensamblarlo al resto de bloques (Armamento
Intregrado).
- Plano: Entregable.
- Revisin: Modificacin realizada a un plano.
Figura 6-14: Vista de BBDD donde cargamos Datos Generales del Documento
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
198
6.2.2.- Estadsticas en BBDD del documento entregable: tiempos, fechas, ratios
(h/tubo plano)
Esta etapa de control consistir en almacenar los siguientes datos en la BBDD
correspondientes a las Estadsticas del documento entregable (ver Figura 6-15):
- Estado: Cerrado, Abierto, En Realizacin.
- Diseador: Persona encargada de su realizacin.
- Horas Reales de Resolucin: en horas laborables.
- Horas Planificadas para la Resolucin: en horas laborables y en base a lo
planificado segn la informacin de base disponible.
- Desviacin de Horas Planificadas: Diferencia entre lo real y lo planificado.
- Ratio hora/tubo: cociente de horas reales entre tubos realizados reales.
- Fecha de Entrega Planificada: Fecha Recepcin documentacin para realizar el
plano.
- Fecha de Entrega Real: Fecha Realizacin del plano.
- Desviacin de la entrega: N de das de desviacin respecto a la fecha planificada.
- N Tubos reales: nmero de tubos realizados en el documento.
- N tubos Planificado: nmero de tubos planificados para el documento.
- Resolucin: Ruta en donde se almacena el documento realizado.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
199
Figura 6-15: Vista de BBDD donde vemos las Estadsticas de cada entregable
6.2.3.- Motivos de revisin/correccin de errores del documento entregado.
En esta etapa almacenar las posibles consecuencias de los errores, para as poder
estudiarlos y poder establecer, una vez realizado un estudio de los mismos, las
acciones correctivas pertinentes (ver Figura 6-16). Los errores que he establecido son:
- Error de BBDD/Modelos: Cuando el error producido es consecuencia de un error en
la base de tatos de FORAN o del modelo 3D.
- Error de Integracin. Interferencia entre elementos, distancia mnima de desmontaje
no cumplida.
- Cambio de informacin: Cuando se produce un cambio en la informacin enviada
por el cliente que da lugar a una modificacin en el trazado de la tubera.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
200
- Error de Informacin: Cuando la informacin con la que se ha trazado la tubera no
es la adecuada.
- Error en la planificacin: cuando por una planificacin inadecuada se produce un
error a la hora de trazar la tubera, esto es, por ejemplo por haber trazado las sondas
sin tener bien definido el plano de capacidades de tanques.
- Error en la integracin: pueden darse mltiples ejemplos de una mala integracin.,
por ejemplo cuando se produce una interferencia entre dos disciplinas (patas de
tecles y tubera) o cuando el rea de desmontaje de un equipo no es suficiente por
estar esta limitada por el paso de tubera.
- Error puntual: un error poco comn y sin motivo aparente.
- Error Repetitivo: algo que se produce con mucha frecuencia y es motivo de ser
chequeado para evitarlo.
- Requerimiento de la Sociedad de Clasificacin: cuando se produce un error
consecuencia de un requerimiento de la Sociedad de Clasificacin que ser la que
vele por que todo est acotado dentro de unos mrgenes de legalidad.
A la vez establecer lo siguiente:
- Responsable del error: Empresa que realiza el diseo o astillero que subcontrata el
diseo (repercutir en la realizacin de propuestas de Modificacin por parte de la
empresa que est realizando el diseo, ya que dicho cambio pudiese estar fuera de
contrato y el cual supondran un ingreso de dinero para dicha empresa de
ingeniera).
- Palabra clave: Palabra clave del error o Tipo de Error. Esto nos servir para la tan
importante INTEGRACION con el resto de disciplinas, ya que detectaremos muchas
interferencias con otras disciplinas, conexionados a equipos, etc.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
201
Figura 6-16: Vista de BBDD donde cargamos los errores cometidos
Una vez tenemos los errores de diseo ya puedo sacar conclusiones, esto es,
porcentaje de errores (ver Figura 6-17) y su influencia en la integracin total con el
resto de disciplinas (ver Grfico 6-1 y 6-2).
Figura 6-17: Vista de BBDD donde obtener el % de los errores de diseo cometidos
Grfico 6-1: Grfica de % de errores cometidos
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
202
Grfico 6-2: Grfica de palabra clave del error (Integracin)
As, se muestra en la siguiente Tabla 6-1 algn ejemplo de acciones correctivas
adoptadas por el autor de esta Tesis en la empresa Dinain, S.L. en base a errores tipo
y despus de la realizacin de varios proyectos:
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
203
TIPO DE ERROR ACCIONES
1- ACTUALIZAR REFERENCIAS DE
MODELO A DIARIO
2- ACTIVAR TODAS LAS CAPAS DE LOS
MODELOS
3- REALIZAR CDV PERIDICOS
1- REALIZAR REPORT DE ACCESORIOS Y
VERIFICAR CON PREDEMANDA DE
MATERIALES DE ZONA 8
2- REALIZAR REPORT DE ACCESORIOS Y
VERIFICAR CON LISTA DE MATERIALES
3- SOLICITAR HOJAS DE CATLOGO
ACTUALIZADAS
1- VERIFICAR EN EL MODELO DE PDS LA
ORIENTACION (AGUA REFRIGERADA)
2- COMPROBAR CON CC&AA SI DEBEN
SER ESTANCAS
3- CUANDO SON CON ORIENTACIN
COMPROBAR COTAS EN MODELO
1- COMPROBAR ESPACIADO
2- VERIFICAR SI EL TIPO CUMPLE CON
ESTNDAR
1- VERIFICAR EN ESQUEMA DE CURVADO
SI LA LONGITUD DE TUBERA SE
CORRESPONDE CON EL TUBO
2- VER SI HAY DISCREPANCIA ENTRE EL
GRFICO DEL TUBO Y EL ESQUEMA DE
CURVADO
1- COMPROBAR EN EL ESQUEMA SI SE
TRATA DE TUBERA CLASIFICADA
2- ELEGIR EL MATERIAL ADECUADO
(CLASIFICADO)
3- PONER ETIQUETA EN
OBSERVACIONES DEL TUBO DE TUBERA
CLASIFICADA
CURVADO 1. -VERIFICAR RADIOS DE CURVADO
SEGN ESTNDAR
1- COMPROBAR QUE LA CONEXIN SE
CORRESPONDE CON EL EQUIPO
(MODELO)
2- VER INFORMACIN DEL EQUIPO (
PLANO 2D)
LONGITUDES
CLASE
CONEXIONES
INTERFERENCIA
MARCA
PENETRACIONES
SOPORTES
Tabla 6-1: Acciones correctivas en base a diversos tipos de errores de diseo
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
204
En opinin del autor de esta Tesis, dichas acciones es conveniente que se
contemplen en una Instruccin que elaborar el departamento de Servicios y que
emplear el departamento de Calidad de la empresa para realizar auditorias internas.
6.2.4.- Avances del trabajo de tubera: avance planificado, avance consumido,
avance real (curvas s de proyecto)
Esta etapa del control es la ms importante de todas, pues dar una idea de cmo va
el proyecto en plazo y coste. As tendr las siguientes curvas que analizar a
continuacin:
a) Avance Planificado: Este avance lo determinar en base a los datos de otras
construcciones similares y la informacin de los esquemas proporcionada, o bien por
el Astillero (situacin ms desfavorable, pues har falta consensuar muy bien los
criterios de marcado de lneas y accesorios para llegar a una lista de materiales que
pueda ser cargada en la Base de Datos del programa de diseo a emplear, que en
nuestro caso ser Foran), o bien por nuestra propia oficina tcnica (caso ms
favorable, puesto que el departamento funcional y el de diseo irn de la mano desde
el inicio del proyecto, no slo viendo la funcionalidad de los sistemas si no su posterior
diseo).As, tendr un nmero de tubos planificados para su realizacin para ser
realizados por semana y cuyo acumulado ser el total de tubos a realizar en el tiempo
por plano y servicio.
b) Avance Consumido: Este avance lo determinar en base las horas consumidas
por cada diseador en el trabajo asignado, en este caso, en la realizacin de la
tubera. Existen empresas en las que las horas de los trabajos se cargan en un ERP
(Planificacin de Recursos Empresariales), por lo que ser ms fcil acceder a esa
informacin para alimentar nuestra base de datos.
c) Avance Real: Este avance es el ms complejo, pues nos determinar en cada
momento dnde estamos, es decir, me dar la realidad del trabajo da a da, semana
a semana, mes a mes, etc. Es por ello que, para poder dar un avance a las tareas es
necesario conocer los condicionantes del mismo, as como la herramienta de diseo
empleada en la realizacin de los trabajos, que en nuestro caso ser FORAN V70.
Los items que he establecido para el control son los siguientes:
- Metros de tubera Ruteada en el modelo 3D.
- N Accesorios de tubera dispuestos en el modelo 3D.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
205
- N Soportes de tubera dispuestos en el modelo 3D.
- N de isomtricos realizados.
- N de disposiciones realizadas.
Para calcular los tems citados tenemos:
Metros de tubera Ruteada en el Modelo 3D.
En el proceso de Ruteado de la tubera en el modelo 3D se distinguen 3 fases:
- Ruteado propiamente dicho: trazar tubera.
- Partido de tubera: divisin en tramos de fabricacin (spools).
- Definicin de spool (tubo): identificacin de los tubos antes partidos.
Dicho trabajo nos da un avance aproximado de un 15% del trabajo global de Modelado
3D.
La longitud Ruteada se determinar en base a la informacin extrada de Foran V70,
(Figura 6-18) herramienta que trabaja sobre una base de datos que es la que
almacena toda la informacin que se incluye en el Modelo 3D.
Figura 6-18: Panel inicial de FORAN 70
Si esta base de datos de Oracle la exporto a una base de datos Access, ms
manejable por cualquier usuario, y en este caso, por el autor de la tesis, podr
programar la consultas necesaria de los metros de Tubera Ruteada en el Modelo 3D
por sistema y por Unidad o Bloque que grficamente resulta como en el Grfico 6-3.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
206
Grfico 6-3: Metros de Tubera Ruteada por sistema y por Unidad
Nmero de accesorios real dispuestos en el 3D.
Los determinar en base a la informacin extrada de Foran V70, concretamente de la
extraccin de la base de datos de Oracle y posteriormente extrada a una consulta de
Access, la cual he preparado para que extraiga por bloque o unidad y por sistema el
nmero de accesorios dispuestos en el Modelo 3D.
Para la realizacin del recuento se debe discernir qu es lo que quiero considerar
como accesorio. En el caso que nos ocupa, y como estoy hablando de avances de
trabajo, y por lo tanto, tiempos realizacin de tareas, he considerado que accesorio
ser todo aquello que implique un tiempo extra a la hora de implementarlo en la
isomtrica y a estos se le pondrn una marca especifica a la hora de trazarlo.
As, hablaremos de accesorios cuando nos refiramos a vlvulas, manguitos flexibles,
filtros, diafragmas, etc (todos ellos implementados en la fase de montaje). Y no
hablaremos de accesorios cuando nos refiramos a curvas de mquina, codos, uniones
soldadas, etc, todos ellos implementados con la tubera en la fase de elaboracin, ver
Grfico 6-4.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
207
Grfico 6-4: N de Accesorios dispuestos en Modelo por sistema y por Unidad
Si comparamos el recuento total de accesorios con la estimacin de inicial realizada
para ese determinado bloque o Zona al inicio del proyecto tendr el avance real de
implementacin de accesorios.
Dicho trabajo nos da un avance aproximado de un 15% del trabajo global de Modelado
3D.
Nmero de soportes de tubera real dispuestos en el 3D.
Dicho nmero de soportes ser determinado en base a la informacin extrada de
Foran V70 de la extraccin de la base de datos de Oracle y posteriormente extrada a
una consulta de Access, la cual se prepara para que extraiga por bloque o unidad y
por sistema el nmero de soportes de tubera dispuestos en el Modelo 3D, ver Grfico
6-5.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
208
Grfico 6-5: N de Soportes dispuestos en Modelo por sistema y por Unidad o Bloque
Dicho trabajo nos da un avance aproximado de un 70% del trabajo global de Modelado
3D, pues este trabajo se realiza cuando toda la tubera ha sido ruteada, se han
dispuesto sus accesorios y se ha coordinado con el resto de disciplinas.
Por lo que, el avance real de los trabajos de modelo ser consecuencia de:
Avance real Modelo 3D = Avance real mm ruteados (15%) + Avance real n
accesorios dispuestos (15%) + Avance real n soportes dispuestos (70 %)
N de isomtricas realizadas: Dicho dato lo obtengo sencillamente, pues ser la
informacin que se le entregar al astillero.
N de disposiciones realizadas: Al igual que pasa con las isomtricas, este dato
tambin lo obtendremos fcilmente, pues se trata de informacin a entregar al astillero.
As, para calcular el avance total real del trabajo de tubera, y empleando la estadstica
despus de varios proyectos realizados, he dado dentro de la Base de Datos un peso
a cada una de las 3 partidas anteriores concluyendo:
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
209
- 65 % del peso total del trabajo para la realizacin del ruteado y disposicin de
accesorios de la tubera en el modelo 3D.
- 20 % del peso total del trabajo para la explotacin de las isomtricas.
- 15 % del peso total del trabajo para la realizacin de planos de disposicin.
Por lo que, el avance total real de todo el trabajo de Diseo de tubera ser:
Avance Total Real del trabajo = Avance real Modelo 3D (65%) + Avance real
explotacin de isomtricas (20%) + Avance real planos de disposicin (15%).
Nota: Indicar que dichos porcentajes pueden ser variados en base a la definicin que
el astillero quiera de cada plano a entregar (plano isomtrico, plano de disposicin).
Para extraer las grficas, tanto de las Curvas S, como de las posibles desviaciones
incurridas en la entrega de documentacin, existen unas pestaas en nuestra base de
datos (ver Figura 6-19).
Figura 6-19: Vista de BBDD donde extraemos las grficas
A parte realizar un control del documento a entregar mediante todos sus parmetros,
puedo sacar las curvas S (ver Grfico 6-6).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
210
Grfico 6-6: Curvas S de Tubera
Tambin podr controlar las horas planificadas para cada semana, frente a las horas
consumidas (ver Grfico 6-7).
Grfico 6-7: Horas Planificadas frente a horas consumidas por semana
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
211
6.2.5.- Entregas de documentacin: desviaciones en entregas
Esta etapa de control consistir en ver las desviaciones semanales de la entrega de
documentos discerniendo entre los sistemas de tubera (ver Grfico 6-8).
Grfico 6-8: Grfica de desviaciones en entrega de planos por sistema
Y las desviaciones acumuladas de entrega de todos los documentos a entregar en una
fecha determinada (ver Grfico 6-9).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
212
Grfico 6-9: Grfica de desviaciones acumuladas
El signo negativo indica que nos hemos adelantado un determinado nmero de das y
el positivo que nos hemos retrasado en la entrega de dichos documentos.
6.2.6.- Seguimiento de trabajo en modelo 3D
A efecto de controlar ms al detalle el modelo 3D, he dotado a la herramienta de una
generacin de informes (ver Figura 6-20, y Grficos 6-10, 6-11 y 6-12) que me dar:
Figura 6-20: Generacin de informes Modelo 3D
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
213
Grfico 6-10: Grfica de Metros Ruteados Vs Restantes en modelo 3D
Grfico 6-11: Grfica de Accesorios Tubera Situados Vs Restantes por Situar en modelo 3D
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
214
Grfico 6-12: Grfica de Soportes Tubera Situados Vs Restantes por Situar en modelo 3D
6.2.7.- Seguimiento de trabajo en modelo 2D
A efecto de controlar ms al detalle el modelo 2D, he dotado a la herramienta de una
generacin de informes (ver Figura 6-21, y Grficas 6-13 y 6-14) que me dar:
Figura 6-21: Generacin de informes Modelo 2D
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
215
Grfico 6-13: Grfica de Isomtricas Previstas Vs Realizadas
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
216
Grfico 6-14: Grfica de Disposiciones Previstas Vs Realizadas
Como entiendo que el mejor imput para el control de los trabajos de tubera es el
producto final, el cual, para mi ser el tubo o isomtrica, he dotado a la herramienta de
una generacin grfica de dicha evolucin (ver Grfico 6-15).
Grfico 6-15: Grfica de Evolucin de Isomtricas Previstas Vs Realizadas
6.2.8.- Rendimiento de diseadores: ratios (h/tubo diseador)
Con esta consulta determinar, en base al nmero de tubos trazados por cada
diseador y a las horas consumidas por este, el rendimiento de cada uno de los
diseadores implicados en el proyecto (ver Figura 6-22 y Grfico 6-16).
Figura 6-22: Generacin de Grfico con Rendimiento de Diseadores
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
217
Grfico 6-16: Grfico con media Rendimiento de Diseadores (Horas/Tubo)
6.2.9.- Operatividad de la base de datos
Una vez enunciadas y desarrolladas las etapas o fases de control har una breve
exposicin de la operatividad de la Base de Datos de Control de Tubera (datos
importados de ficheros Excel) y para ello dividir el mismo en los siguientes mdulos:
a) Panel de Control o panel de entrada (ver Figura 6-23)
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y
A BUQUES CIVILES
218
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
219
En dicho panel de control tendremos los siguientes filtros:
- Empresa: Nombre de la empresa que desarrollar el trabajo de diseo de la
tubera. Aunque parezca evidente que el trabajo ser realizado por una sola
empresa, pudiese darse el caso de que este pueda ser subcontratado o realizado
por una UTE (unin temporal de empresas). En cualquier caso, dicho trabajo ha de
ser Planificado y Controlado, de ah que se haya pensado en dicho filtro.
- Proyecto: Nombre del Proyecto o buque del que se realizar la tubera.
- Disciplina: En nuestro caso se tratar de una sola disciplina (Tubera), pero dicha
base de datos la he pensado tambin para el control del trazado de la Ventilacin y
el Aire acondicionado (HVAC), pues dicha disciplina pertenece al alcance del
departamento de Servicios del cual soy responsable. De ah que haya incluido un
filtro en el panel de control inicial para elegir la disciplina que quiero supervisar.
b) Consulta de datos Tubera (ver Figura 6-24)
Una vez vistos paso a paso cada parte del formulario creado, a continuacin se
muestra en la siguiente figura el formulario completo, el cual tendr toda la informacin
del plano a entregar (Datos Generales del Documento, Estadsticas del plano,
codificacin de la entrega y recepcin de la informacin, empresa que realiza el
trabajo, Sistemas de tubera en los que se est trabajando, observaciones al plano,
motivos que han creado el error de diseo en caso de ser una revisin de un plano,
informes del estado del proyecto de tubera, errores de diseo que afectan a la
Integracin, Informes de los modelos 3D de tubera, informes del trabajo 2D de
tubera, Rendimiento de los diseadores de la seccin de tubera que realizan los
trabajos de modelado.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
220
Figura 6-24: Consulta de la Totalidad los datos de la Base de Datos Access
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
221
a) Informe semanal situacin de Tubera.
Con todos los datos extrados de la base de datos realizada genero un informe
semanal que me da una idea de la evolucin Global de los trabajos. La situacin
Global por semana se resumir en el siguiente Grfico acumulativo (ver Grfico 6-17).
Grfico 6-17: Curvas S trabajo global seccin de Tuberas
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
222
CAPITULO 7. RESULTADOS Y CONCLUSIONES
En mi opinin como autor de esta Tesis, y despus de mis aos de experiencia en el
sector Naval, he de destacar que dentro los datos econmicos que se barajan a la
hora de construir un Buque, influye mucho el plazo de entrega que el astillero es capaz
de ofrecer al cliente. Por lo que esto repercutir en las posibilidades del astillero para
contratar un nuevo buque. Es por ello que, tras varios estudios, he deducido que ser
de mucha importancia tener en cuenta los siguientes factores:
- El adelantar la entrega del buque o cualquier hito constructivo podr suponer para
el astillero el cobro de primas, pero, as mismo, puede dar lugar a penalizaciones por
retraso en la entrega de los hitos. Estas clusulas se establecern a la firma del
contrato.
- En el periodo que dura la construccin de un Buque existe un elevado ndice de
inflacin.
- Debido a un aumento de la inflacin el coste de los materiales va aumentando con
el tiempo, dependiendo fundamentalmente del plazo entre contrato y puesta de
quilla.
- La mano de obra tambin se incrementa con el paso del tiempo a medida que se
retrasa la inversin de horas.
- Los gastos financieros que cubren los intereses durante la construccin del buque
se incrementan con el plazo entre quilla y entrega.
- Cuando se cierra la contratacin de un Buque, esta suele ser a precio fijo.
Tambin he deducido que, en situaciones de difcil contratacin como la que estamos
atravesando actualmente y en la que existe una gran competencia, el ofertar un largo
plazo de entrega significa quedarse fuera del mercado, y el no cumplirlo implica,
adems de las penalidades citadas, la posible cancelacin del contrato y la puesta en
peligro de la supervivencia del Astillero.
Realizando un anlisis histrico de los plazos de construccin de Buques de
caractersticas semejantes (Fragatas) realizados por la empresa pblica Navantia, he
obtenido lo siguiente: (ver Tablas 7-1, 7-2 y 7-3).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y
A BUQUES CIVILES
223
Tabla 7-1: Coste y horas de trabajo en base al tipo de Trazado de Tubera.
Fragata F-81 3.982 Tn "Santa Mara" Santa Maria 137,7 mts 185 -----
Fragata F-82 3.982 Tn "Santa Mara" Victoria 137,7 mts
Fragata F-83 3.982 Tn "Santa Mara" Numancia 137,7 mts
Fragata F-84 3.982 Tn "Santa Mara" Reina Sofa 137,7 mts
Fragata F-85 4,177 Tn "Santa Mara" Navarra 138,8 mts
Fragata F-86 4,177 Tn "Santa Mara" Canarias 138,8 mts
Fragata F-101 5,8 Tn "lvaro de Bazn" Alvaro de Bazan 146,7 mts 235 3,5
Fragata F-102 5,8 Tn "lvaro de Bazn" Almirante Juan de Borbon 146,7 mts
Fragata F-103 5,8 Tn "lvaro de Bazn" Blas de Lezo 146,7 mts
Fragata F-104 5,8 Tn "lvaro de Bazn" Mendez Nuez 146,7 mts
Fragata F-310 5,121 Tn "KNM"
KNM Fridtjof Nansen
132 mts 220 3,4
Fragata F-311 5,121 Tn "KNM" KNM Roald Amundsen 132 mts
Fragata F-312 5,121 Tn "KNM" KNM Otto Sverdrup 132 mts
Fragata F-313 5,121 Tn "KNM" KNM Helge Ingstad 132 mts
Fragata F-314 5,121 Tn "KNM" KNM Thor Heyerdahl 132 mts
Por Bloque
(Const. Integrada)
Fragata F-105 6,041 Tn "Cristobal Colon" Cristobal Colon 133,2 mts 283 3,7
Por Sistema
Portaaviones
R-11 13.400 Tn "Principe de Asturias" Principe de Asturias 195,9 mts 630 3,9
Por Bloque
(Const. Integrada)
Portaaviones
CVH 911
10.000 Tn "Chakri Naruebet" HTMS Chakri Naruebet 182,6 mts 252 -----
Coste
(millones euros/Ud)
Horas de trabajo
(millones horas/Ud) Tipo de Buque Desplazam.
Eslora
Total Clase Nombre
Tipo de Trazado
de Tubera
Por Sistema
Por Bloque
(Const. Integrada)
Por Bloque
(Const. Integrada)
Fragata F-81 3.982 Tn "Santa Mara" Santa Maria 137,7 mts 185 -----
Fragata F-82 3.982 Tn "Santa Mara" Victoria 137,7 mts
Fragata F-83 3.982 Tn "Santa Mara" Numancia 137,7 mts
Fragata F-84 3.982 Tn "Santa Mara" Reina Sofa 137,7 mts
Fragata F-85 4,177 Tn "Santa Mara" Navarra 138,8 mts
Fragata F-86 4,177 Tn "Santa Mara" Canarias 138,8 mts
Fragata F-101 5,8 Tn "lvaro de Bazn" Alvaro de Bazan 146,7 mts 235 3,5
Fragata F-102 5,8 Tn "lvaro de Bazn" Almirante Juan de Borbon 146,7 mts
Fragata F-103 5,8 Tn "lvaro de Bazn" Blas de Lezo 146,7 mts
Fragata F-104 5,8 Tn "lvaro de Bazn" Mendez Nuez 146,7 mts
Fragata F-310 5,121 Tn "KNM"
KNM Fridtjof Nansen
132 mts 220 3,4
Fragata F-311 5,121 Tn "KNM" KNM Roald Amundsen 132 mts
Fragata F-312 5,121 Tn "KNM" KNM Otto Sverdrup 132 mts
Fragata F-313 5,121 Tn "KNM" KNM Helge Ingstad 132 mts
Fragata F-314 5,121 Tn "KNM" KNM Thor Heyerdahl 132 mts
Por Bloque
(Const. Integrada)
Fragata F-105 6,041 Tn "Cristobal Colon" Cristobal Colon 133,2 mts 283 3,7
Por Sistema
Portaaviones
R-11 13.400 Tn "Principe de Asturias" Principe de Asturias 195,9 mts 630 3,9
Por Bloque
(Const. Integrada)
Portaaviones
CVH 911
10.000 Tn "Chakri Naruebet" HTMS Chakri Naruebet 182,6 mts 252 -----
Coste
(millones euros/Ud)
Horas de trabajo
(millones horas/Ud) Tipo de Buque Desplazam.
Eslora
Total Clase Nombre
Tipo de Trazado
de Tubera
Por Sistema
Por Bloque
(Const. Integrada)
Por Bloque
(Const. Integrada)
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y
A BUQUES CIVILES
224
Tabla 7-2: Hitos de construccin y plazos de realizacin de trabajos
Puesta Quilla Botadura Entrega Inicio - Quilla Quilla-Botadura Botadura-Entrega Quilla-Entrega
Fragata F-81 Junio 1977 1982-05-22 1984-11-21 1986-12-10 59 30 25 55
Fragata F-82 1984-11-21 1986-07-23 1987-10-29 21 16 37
Fragata F-83 1986-01-08 1987-01-29 1988-11-08 13 21 34
Fragata F-84 1987-01-29 1989-07-19 1990-10-30 30 15 45
Fragata F-85 1991-04-15 1992-10-23 1994-05-30 18 19 37
Fragata F-86 ----- 1993-06-21 1994-12-14 ----- 18 -----
Fragata F-101 Enero 1997 1999-06-14 2000-10-31 2002-09-19 31 17 22 39
Fragata F-102 2000-10-31 2002-02-28 2003-12-03 16 21 37
Fragata F-103 2002-02-28 2003-05-16 2004-12-16 15 19 34
Fragata F-104 2003-05-16 2004-11-12 2006-03-21 18 17 35
Fragata F-310 Junio 2000 2003-04-09 2004-06-03 2006-04-05 33 14 22 36
Fragata F-311 2004-06-03 2005-05-25 2007-05-21 12 24 36
Fragata F-312 2005-04-28 2006-04-28 2008-04-30 12 20 32
Fragata F-313 2006-04-28 2007-04-23 2009-09-29 11 29 40
Fragata F-314 2008-03-10 2009-02-11 2011-01-18 11 24 35
Por Bloque
(Const. Integrada)
Fragata F-105 Junio 2006 2009-02-20 2010-11-04 2012-10-23 32 19 24 43
Por Sistema
Portaaviones
R-11 Junio 1977 1979-10-08 1982-05-22 1988-05-30 28 31 73 104
Por Bloque
(Const. Integrada)
Portaaviones
CVH 911
Marzo 1992 1994-07-12 1996-01-20 1997-08-10 28 18 19 37
Autorizacin
Hitos de construccion Plazos de Realizacin de trabajo en meses
Tipo de Buque
Tipo de Trazado
de Tubera
Por Sistema
Por Bloque
(Const. Integrada)
Por Bloque
(Const. Integrada)
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y
A BUQUES CIVILES
225
Plazo Global Plazo Medio Global
Q-B B-E Q-E Inicio-Entrega Inicio-Entrega
Fragata F-81 114
Fragata F-82 96
Fragata F-83 93
Fragata F-84 104
Fragata F-85 96
Fragata F-86 -----
Fragata F-101 70
Fragata F-102 68
Fragata F-103 65
Fragata F-104 66
Fragata F-310 69
Fragata F-311 69
Fragata F-312 65
Fragata F-313 73
Fragata F-314 68
Por Bloque
(Const. Integrada)
Fragata F-105 19 24 43 88 75
Por Sistema
Portaaviones
R-11
31 73 104 132 132
Por Bloque
(Const. Integrada)
Portaaviones
CVH 911
18 19 37 65 65
Tipo de Trazado
de Tubera
Plazos medios de Construccin
Por Sistema
Por Bloque
(Const. Integrada)
Por Bloque
(Const. Integrada)
Tipo de Buque
22 19 42 101
17 20 36 67
12 24 36 69
Tabla 7-3: Plazos medios y globales de construccin
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
226
Comparando los datos de las tres clases de Fragatas construidas por Navantia
(Fragatas F-80, Fragatas F-100 y Fragatas F-300) deduzco lo siguiente:
1.- Existe una diferencia notable en el plazo global de Inicio - Entrega entre las
Fragatas en las que se ha empleado para el trazado de la tubera el mtodo de
Trazar por Sistema (Fragatas F-80) y en aquellas en las que se ha aplicado la
Construccin Integrada (Trazado de Tubera por Bloque de las Fragatas clase F-100
Y F-300). Dicha diferencia se hace mayor considerando que en las fragatas a las que
se le ha aplicado la construccin integrada son de mayor desplazamiento y eslora que
las que se han trazado por Sistema.
2.- El plazo desde la entrada en vigor del contrato hasta la puesta de la quilla de los
buques militares sola rondar los 4,5 - 5 aos antes de emplear el uso de
herramientas CAD/CAM y la Construccin Integrada para el diseo de planos de
Ingeniera de Detalle. En la actualidad, dicho plazo se ha reducido prcticamente a la
mitad y con tendencia a seguirse reduciendo. En el ejemplo de las fragatas anterior,
se aprecia que a principios de los 80 tenan un plazo de 101 meses (59 de contrato a
quilla y 42 de quilla a entrega), mientras que, una vez implementados los sistemas
CAD/CAM, as como la construccin integrada en la construccin de las fragatas de la
serie F-100 se tiende a un plazo de 67 meses (31 de C. a Q y 36 de Q a E) y para las
Fragatas de la serie F-300 se tiende a un plazo de 69 meses (33 de C. a Q y 36 de Q
a E).
3.- Tambin he podido apreciar que, a medida que se mejora en los procesos de
diseo, se va reduciendo el periodo comprendido entre la puesta de quilla y la
botadura, por lo que deduzco que, el uso y perfeccionamiento de las herramientas
CAD/CAM reducen considerablemente los tiempos de ejecucin de planos (Trabajos
de Ingeniera Bsica y de Detalle). As, se ha pasado de 22 meses en las Fragatas F-
80 a los 17 meses de las Fragatas F-100 y a los 12 de las Fragatas F-300.
Nota: Para el estudio, aunque he citado datos de la Fragata Cristbal Colon en el
cuadro resumen, esta no ha sido considerada, pues en la misma, aunque podemos
apreciar la mejora con la aplicacin de las herramientas CAD/CAM reduciendo el
periodo establecido entre la puesta de quilla y la botadura de 22 meses de las F-80 a
19 meses de estas, he podido apreciar que se ha demorado mucho en fases
posteriores debido a que la Cristbal Coln incorpora las actualizaciones de sus
sistemas y la mejora del equipamiento, de ah tambin el mayor coste respecto a las
anteriores de la serie F-100.
Tampoco he considerado la comparativa entre los Portaaviones R-11 Prncipe de
Asturias construido para la Armada Espaola y el Portaaviones 911 HTMS Chakri
Naruebet construido para la Armada Tailandesa, debido a que, la construccin del
Prncipe de Asturias, como se puede apreciar en la tabla resumen, ha tenido muchos
retrasos entre la botadura y la entrega, debidos, entre otras causas, a los numerosos
problemas laborales de Bazn, el cambio en los sistemas de contratacin de equipos
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
227
en plena fase de construccin y a las modernizaciones que impuso la Armada durante
esta fase, lo que supuso tambin un importante aumento de costes.
Grficamente y con los datos extrados de la tabla para las tres fragatas susceptibles
de ser comparadas estadsticamente tenemos (ver Grfico 7-1):
59
22
19
31
17
20
33
12
24
0
10
20
30
40
50
60
70
80
90
100
M
E
S
E
S
F - 80
Tubera por
Sistema
F - 100
Tubera por
Const.Int.
F - 300
Tubera por
Const. Int.
CLASE DE FRAGATAS - METODO
TRAZADO DE TUBERIA
HITOS DE CONSTRUCCION DE FRAGATAS
Botadura - Entrega
Puesta de Quilla - Botadura
Inicio - Puesta de Quilla
Grfico 7-1: Hitos de Construccin de Fragatas
Por lo que, se aprecia claramente que la implementacin de la Construccin Integrada
y el uso de herramientas CAD/CAM ha dado lugar a una disminucin en lo que a
plazos de entrega se refiere, as como a la disminucin de los costes globales. Para
que se aprecie de igual modo una planificacin de los hitos ms destacados de la
ltima Fragata que ha construido Navantia (F105 - Cristbal Colon), se muestra a
continuacin y de manera muy resumida el siguiente diagrama (ver Grfico 7-2).
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
228
Grfico 7-2: Diagrama de hitos de Construccin de la Fragata F105
En dicho diagrama se pueden apreciar los hitos ms importantes (Puesta de Quilla,
Botadura y Entrega) para cualquier astillero del mundo, pues estos son normalmente
hitos de cobro. No he considerado dichas fechas, ya que en esta construccin se ha
hecho mucho hincapi en la innovacin, dilatando los hitos.
En lo que a horas de trabajo se refiere se ha realizado el siguiente anlisis (ver Grfico
7-3):
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
229
14
17
0
2
4
6
8
10
12
14
16
18
HORAS DE
TRABAJO
(Millones de
horas)
PROGRAMA
FRAGATAS
F-100
PROGRAMA
FRAGATAS
F-300
Grfico 7-3: Horas de trabajo Fragatas F-100 y F-300
Segn la imagen arriba mostrada y en base a las unidades fabricadas para ambas
clases de Fragatas, obtengo la siguiente conclusin:
- Se ha conseguido abaratar el costo de una clase a otra, debido a que, el programa
Espaol F-100 costaba de 4 unidades (3,5 millones de horas cada unidad) y el
programa Noruego F-300 constaba de 5 unidades (3,4 millones de horas). Ambos se
han realizado empleando el mtodo de construccin integrada por bloques de
Armamento.
- Respecto de las Fragatas de la clase F-80, estas han costado 185 millones cada
unidad, pero no disponemos de datos de horas de trabajo necesarias para su
realizacin, por lo que en este aspecto no podemos realizar una comparativa de lo
que supuso el no haber empleado para su construccin el Armamento Integrado.
Con un CAD/CAM integrado podemos conocer el coste de tuberas segn se va
trazando, lo que da lugar a que podamos estudiar distintas alternativas y escoger la
ms econmica. Al mismo tiempo se podr, a travs de rutas preferentes de tubera y
manteniendo la lgica de los esquemas, optimizar los trazados.
Llego por lo tanto a la conclusin de que, una alta definicin en la fase de Ingeniera
de detalle, har abaratar el coste global del buque debido a una disminucin de los
plazos tanto de esta etapa de diseo como de la etapa de produccin, consecuencia
de una mayor productividad en lo que a fabricacin y montaje se refiere.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
230
La supresin de los trabajos repetitivos y el aumento en la velocidad operacional de
diseo permitirn que trabajos hechos por varias personas pasen a ser realizados por
una sola persona.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
231
CAPITULO 8. BIBLIOGRAFIA
8.1 Ahmad Zaki. Principles of Corrosion Engineering and Corrosion Control. Butterworth-
Heinemann. Sep. 2006
8.2 American Water Works Association. Steel Water Pipe. A guide for design and
installation. 2004
8.3 Antaki, A.G. Piping and pipeline engineering. Design, construction, maintenance,
integrity and repair. 2003
8.4
ASME B16.5 Pipe Flanges and Flanged Fittings, 2009
8.5
ASME B31.1 Power Piping, 2008
8.6
ASME B31.3 Process Piping , 2008
8.7 Bausbacher Ed. & Hunt Roger. Process plant layout and piping design. Editorial:
Prentice Hall. Jul 22,1993
8.8 Beale Richard J.; Bowers Paul; Smith Peter. The planning guide to piping design.
Editorial: GULF Publishing Company (TX), 2010.
8.9
Betch. C. The Complete guide to ASME B 31.3. Editor: ASME International, 2009
8.10 Botermans, Rutger; Smith Peter. Process piping design handbook. Advanced piping
design. Vol II. Editorial: Gulf Publishing Company (TX), May.2008.
8.11 Couper James R.; Penney Roy W., Fair James R., Walas Stanley M. Chemical
process equipment. Elsevier Inc, 1990
8.12 Crawford. J. A guide to pumping and piping arrangement. Paper of Lloyds Register
Technical Association, Octubre 1987
8.13
Daz Daz Emilio. Manual del calderero. Editorial: Marcombo, S.A., 2011
8.14 Daz Daz Emilio. Tratado de trazados y desarrollos de calderera. Editorial:
MARCOMBO, S.A., ao: 2010
8.15 Dickenson T. Christopher. Valves, Piping, and Pipeline Handbook (Third Edition).
Editorial: Elsevier Advanced Technology, 1999
8.16
Dictionary of Engineering. (2Ed). Editorial: Sumit Sharma, 2003
8.17 Dorf C. Richard & Bishop H. Robert. Sistemas de Control Moderno. Editorial: Pearson
Educac 2005
8.18 D.E. Martnez Abarca. Aportacin de los sistemas CAD/CAM a la innovacin
tecnolgica en construccin Naval. Publicacin A.I.N.E. Enero 1985 Encuentros
sobre innovaciones tecnolgicas en construccin naval
8.19 Escoe Keith A. Piping And Pipelines - Assessment Guide Volume 1, Editorial: Elsevier
Science ltd, 2006
8.20 Expsito Jess A. Los Elementos del Diseo en Tubera y su Soldadura. Editor:
Antonio Madrid Vicente, Ao 2010.
8.21 Frankel Michael L. Facility Piping Systems Handbook. 2Ed., Editorial: Mc Graw-Hill,
2002
8.22 Grieves Michael. Product Lifecycle Management: Driving the next Generation of Lean
Thinking. 2nd Edition. Editorial: McGraw-Hill, 2005
8.23
Hernandez Riesco Germn. Manual del soldador. Editorial Cesol.
8.24 Hiroshi Kawaguchi; Rinichiro Matsuda; Hiroyuki Kakuno; Mashahiro Shigematsu; New
Integrated Engineering Systems for Hull Structure and Piping ICCAS -82.
8.25 International Maritime Organisation. Resolution A.753 (18) adapted on 4 November
1993 Guidelines for the application of plastic pipes on ships.
8.26 Kannappan Sam. Introduction to Pipe Stress Analysis. Editorial: Ligtning Source
Inc,1986
8.27 Karassik I.J.; Messina J.P.; Cooper, P., Heald Charles C. Pump handbook. Editorial:
McGraw-Hill, 2001
8.28
Kellogg Company M.W. Design of piping systems. Editorial: John Wiley & Sons, 1956
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
232
8.29 Larock Bruce E.; Jeppson Ronald W.; Watters Gary Z. Hydraulics Of Pipeline
Systems. Editorial: CRC Press 2010
8.30 Lee, R.R. Pocket guide to flanges, fittings and piping data. Editorial: Gulf Publishing.
1999
8.31
Liu Henry. Pipeline Engineering. Editorial: Lewes Publishers 2002
8.32 Lobanoff Val S.; Rober Ross R. Centrifugal Pumps design & applic. Editorial: Gulf
Professional Publishing 1992
8.33
Louis Gary Lamit. Pipe fitting and piping handbook. Editorial: Prentice Hall, 1984
8.34 Lloyds Register. General Information for the Rules and Regulations for the
Classification of Special Service Craft. Published by Lloyds Register. London, July
2012.
8.35 Ludwig, Ernest E. Applied process design for chemical and petrochemical plants. Vol I,
II y III. Editorial: Gulf Professional Publishing. 1997, 1999
8.36
McAllister. E.W. Pipeline Rules of Thumb Handbook (5e). Editor: McAllister. E.W. 2002
8.37
Megyesy Eugene. Manual de Recipientes A Presion.1989
8.38
Menon, E.S. Piping calculations manual. Editorial: McGraw-Hill, 2005
8.39
Nayyar, M.L. Piping handbook. Editorial: McGraw-Hill, 2000
8.40 Nesbitt, B. Guide to european valves for control, isolation and safety. Editorial: John
Wiley & Sons 2002
8.41 Nesbitt, Brian. Guide to european pumps and pumping. Professional engineering
publishing. 2000
8.42 Noble W.A. y Benet I. Machinery Installation Design. Transactions of the Institute of
Marineers Engineers Vol. 85, 1973.
8.43
Ogata Katsuhiko. Ingeniera de Control Moderna. Editorial: Pearson Educacin 2003
8.44 Parisher Roy A.; Rhea Rober A. Piping Pipe Drafting and Design. Editorial: Gulf
Professional Publishing 2001
8.45 Pennock James O. Piping Engineering Leadership for Process Plant Projects.
Editorial:Gulf Professional Publishing 2001
8.46
Rase Howard F. Barrow M.H.. Piping Design for Process Plants.1963
8.47 Roldan Victoria Jos. Neumatica Hidraulica Electricidad Aplicada. Ediciones Paralinfo,
S.A, 2001
8.48 Saaksvuori Antti; Immone Aselmi. Product Lifecycle Management. Editorial: Springer,
2008
8.49 Sanders Roy E. Chemical Process Safety, third Edition: Learning from Case Histories.
Editorial: Gulf Professional Publishing, 2004
8.50 Sapag Chain Nassir; Sapag Chain Reinaldo. Preparacin y Evaluacion de Proyectos.
Editorial Mc Graw Hill,1989
8.51 Serratos Monroy Benjamn. Curso Elemental del Diseo de Tuberas Industriales.
Fundamentos y su aplicacin en Ingeniera. Volumen 1. Mxico, D.F. Junio 2008
8.52 Serratos Monroy Benjamn. Curso Elemental del Diseo de Tuberas Industriales.
Fundamentos y su aplicacin en Ingeniera. Volumen 2. Mxico, D.F. Agosto 2009
8.53 Sherwood, David R.; Whistance Dennis J. The piping guide: for the Design and
Drafting of Industrial Piping Systems, 1973
8.54 Shipbuilding and Marine Engineering Laser scaner improves pipework design,
Septiembre 1981
8.55 Smith Peter. Process piping design handbook. Vol I. Editorial: Gulf Professional
Publishing, 2007.
8.56 Smith Peter. The fundamentals of piping design. Editorial: Gulf Professional Publishing
2007
8.57 Smith, Peter. Piping materials guide. Selection and applications. Editorial: Gulf
Professional Publishing, 2005.
8.58
Saaksvuori, Anti; Immonen, Anselmi. Product Lifecyle Management. Berlin, Heidelberg
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
233
SPRINGER,2008
8.59
Smith, Peter; Zappe R.W. Valve selection handbook. Editorial: Elsevier, 2004.
8.60 Soares, Claire. Process engineering equipment handbook. Editorial: McGraw Hill
Proessional, 2002.
8.61 Sol Creus Antonio. Instrumentacin industrial. Octava Edicin. Ediciones Tcnicas
Marcombo, 2011
8.62 Stark John. Product Lifecycle Management: 21st Century Paradigm for Product
Realisation. Editorial: Spinger London, 2005
8.63 Tomey Mamblona Nicolas. Tubera Piping: El libro con Soluciones grficas, por
clculo, para el desarrollo de las isomtricas. Editorial: Ciencia 3. Distribucin, S.A.,
2002
8.64 Urriticoechea Guillena, ngel. Un Procedimiento de Elaboracin de Tubera
Ingeniera Naval, Octubre 1967
8.65 Watermeyer, Peter. Handbook for process plant project engineers. John Wiley & Sons.
2002
8.66
Williams E.A. Use of computer graphics for marine engineering. ICCAS -85.
8.67 Young Warren C. Roark's Formulas for Stress and Strain. 7th ed. Editorial: McGraw-
Hill, 2002
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
234
CAPITULO 9. ANEXOS
9.1. ANEXO 1
A continuacin se muestran las Normas orientativas sobre el acotado de Tubera y
accesorios para el programa de Ordenadores Sistema PRIME extrado de
documentacin empleada en el ao 1976 por los Astilleros Bazan.
La calidad de algunas de las imgenes que se muestran a continuacin no es todo lo
ptima que se deseara, pues he pensado que es importante el mantener la calidad
original de los documentos para apreciar el modo de trabajar de aquel entonces, donde se
trazaban las isomtricas en papel milimetrado y las tablas de elementos de tubera se
tenan en papel cuadriculado. Todo ello se explica al detalle en el Apartado 4.1
EVOLUCIN DE LOS TRABAJOS DE DISEO DE TUBERIA Y DE LOS MTODOS Y
ESTRATEGIAS APLICADAS EN CONSTRUCCIN DE BUQUES de esta Tesis Doctoral.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
235
ACOTACION DE ISOMTRICAS PARA ACOTAR EN ORDENADOR PRIME
A- SERVICIOS DE TUBERIA UNIDA CON ACCESORIOS DE ENCASTRE PARA
SOLDAR
1.- LOS CODOS CON ENCASTRE, NO OBLIGAN A DIVIDIR LOS TUBOS , SI NO
QUE PUEDEN FORMAR PARTE DEL TUBO, IGUAL QUE LOS CODOS SOLDADOS
A TOPE.
SE ACOTAN LOS TRAMOS DE TUBO (O SUS PROYECCIONES) HASTA LOS
EXTREMOS.
2.- LOS ACOPLAMIENTOS DIVIDEN TUBOS, Y EL TRAMO FINAL SE ACOTA
HASTA EL PUNTO CENTRAL DEL ACOPLAMIENTO.
3- IDEM LAS TES.
4.- CUANDO UN TUBO TERMINA EN UN CODO, EL RAMAN LIBRE DE ESTE NO
SE CUENTA COMO UN TRAMO DE TUBO.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
236
5.- CUANDO EL TUBO LLEVA BRIDAS, SE ACOTA HASTA EL EXTREMO DE LAS
MISMAS
6.- LOS SALIENTES SOLDADOS NO ESTAN INCLUIDOS EN EL PROGRAMA, POR
LO QUE LOS TUBOS QUE ELLEGAN A ELLOS, SERN ELABORADOS CON
SOBRELARGO O DESPUES DE ACOPLAR LA PLANTILLA.
LOS TUBOS QUE SALEN O LLEGAN A UN SALIENTE SOLDADO, LLEVAN
NUMERACION PROPIA Y NO DEPENDEN DEL TUBO RAIZ, COMO SUCEDE CON
LOS INJERTOS EN EL SISTEMA DE PROCESO DE DATOS, SEGN IBM
7.- LAS VALVULAS, FILTROS Y DEMAS ACCESORIOS NO PERTENECIENTES AL
TUBO, NO ESTAN INCLUIDOS EN EL PROGRAMA, POR LO QUE EL TUBO QUE
LLEGA A UNA VALVULA CON ENCASTRE, LLEVARA ACOTADO EL TRAMO FINAL
HASTA EL EXTREMO.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
237
8.- MEDIANTE EL SIMBOLO * SE INDICARAN LAS UNIDADES DE MONTAJE
FABRICADAS EN EL TALLER, Y CON CUAL DE LOS TUBOS EN CONTACTO CON
EL, DEBE SALIR SOLDADO EL ACCESORIO.
LAS UNIDADES DE MONTAJE ESTARAN FORMADAS POR LOS ELEMENTOS
SIGUIENTES:
1.- V25, 1 P2-1, F6
2.- 1 P2-2, 1 P2-3, F6
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
238
EL ACCESORIO F11 DEBE IR SOLDADO AL TUBO 4 P1-21, PARA QUE EL TUBO
4P1-20 PUEDA PENETRAR PO LA PENETRACION CUBIERTA F34
9.- LOS ACCESORIOS QUE FORMAN PARTE DE LOS TUBOS (ACOPLAMIENTOS,
CODOS, TES, BRIDAS, ETC) LLEVARAN ADEMAS DE SU PROPIA MARCA (F1,2,3,
ETC), LA CLAVE QUE LES CORRESPONDE EN LAS LISTAS DEL SISTEMA
PRIME, ENTRE PARENTESIS:
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
239
BRIDAS
AUNQUE EN LAS ISOMETRICAS SE INDICAN LOS CONJUNTOS DE BRIDAS,
JUNTAS, TORNILLOS Y TUERCAS CON LAS SIGLAS JT Y UN NUMERO DE
ORDEN, AL PROGRAMADOR DEBERAN SUMINISTRARLE UNICAMENTE LAS
SIGLAS Y NUMEROS CORRESPONDIENTES A LAS BRIDAS.
EJEMPLO: J5
ESO ES DEBIDO A QUE UN MISMO TIPO DE BRIDA PUEDE FORMAR PARTE DE
DISTINTOS CONJUNTOS. EJEMPLO: LA BRIDA J5 PODRIA ESTAR EN LOS
CONJUNTOS JT3, JT7 Y JT14.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
240
EN LAS TABLAS DE JUNTAS VEMOS QUE EN LOS CONJUNTOS JT3 Y JT7, LA
BRIDA ES DEL TIPO J2, POR ESO, DEBE SER ESTA LA DENOMINACION
SUMINISTRADA AL PROGRAMADOR.
CASQUILLOS DE REDUCCION
CUANDO UNA TE O UN CODO DEBAN UNIR CON TUBERIA DE DIAMETRO
INFERIOR POR MEDIO DE UN CASQUILLO DE REDUCCION, SE PROCEDERA
COMO EL EJEMPLO SIGUIENTE:
1.- SE PROCESA UN TUBO DE DIAMETRO MAYOR (EL 6P5-3 O EL 6P5-4), QUE
LLEVARA COMO ACCESORIO FINAL LA TE (F40)
2.- SE PROCESA EL TUBO DE DIAMETRO MENOR (4P7-25), INDICANDO EL
ANTERIOR COMO TUBO PRECEDENTE.
3.- EL PROGRAMA PEDIRA UNA MARCA DE ACCESORIO INICIAL, Y SE LE DA LA
DEL CASQUILLO DE REDUCCION (F53), UNMEDIATAMENTE SELECCIONARA
DICHO CASQUILLO Y HARA LAS CORRECIONES DE MEDIDAS Y DIAMETROS.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
241
BRIDAS CON CASQUILLOS DE REDUCCION
EN EL EJEMPLO ANTERIOR EL CONJUNTO JT7 LLEVA UNA BRIDA DE DN 2
(J2) QUE UNE AL TUBO 2P5-8 MEDIANTE EL CASQUILLO DE REDUCCION F55,
EN EL PROCESO DE DATOS SE PROCESARA DE LA FORMA SIGUIENTE:
1.- SE CONSIDERA ACCESORIO FINAL DEL TUBO 2P5-8 EL CASQUILLO DE
REDUCCION F55, Y POR LO TANTO LA COTA DEL TRAMO FINAL SE DARA
HASTA SU EXTREMO
2.- SE PROCESA UN TUBO IMAGINARIO AL QUE LLAMAREMOS 1J2 (O 2J2, 3J2,
ETC, SEGN LOS CASOS IDENTICOS QUE SE PRESENTEN), Y LE
ASIGNAREMOS UNA LONGITUD EXACTAMENTE IGUAL A LA DE LA BRIDA.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
242
3.- ESTE TUBO SE CONSIDERARA SIN ACCESORIO INICIAL Y LLEVARA LA
BRIDA J2 COMO ACCESORIO FINAL.
4.- EL TUBO 1J2 RESULTARA DE LONGITUD 0 Y QUEDARA REDUCIDO A LA
BRIDA J2
EN EL CASO DE UNA BRIDA CON CASQUILLO DE REDUCCION, CUANDO EL
ORDEN DE DATOS ES CONTRARIO DEL VISTO EN EL CASO ANTERIOR, ESTO
ES, CUANDO VA EN EL SENTIDO BRIDA-CASQUILLO, SE PROCEDE DE LA
FORMA SIGUIENTE:
1.- SE PROCESA UN TUBO IMAGINARIO AL QUE LLAMAREMOS 1J2 (O 2J2, 3J2,
ETC, SEGN LOS CASOS IDENTICOS QUE SE PRESENTEN), Y LE
ASIGNAREMOS UNA LONGITUD EXACTAMENTE IGUAL A LA DE LA BRIDA.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
243
2.- ESTE TUBO LLEVARA COMO ACCESORIO INICIAL LA BRIDA Y NO TENDRA
ACCESORIO FINAL.
3.- EL TUBO 1J2 RESULTARA DE LONGITUD 0 Y QUEDARA REDUCIDO A LA
BRIDA J2.
4.- SE PROCESA UN TUBO IMAGINARIO AL QUE LLAMAREMOS 1Q200 (O
2Q200, 3Q200, ETC. SEGN LOS CAOS IDENTICOS QUE SE PRESENTEN), Y LE
ASIGNAMOS UNA LONGITUD EXACTAMENTE IGUAL A LA DEL CASQUILLO.
5.- ESTE TUBO NO LLEVARA ACCESORIO INICIAL Y SU ACCESORIO FINAL
SERA EL CASQUILLO.
6.- EL TUBO 1200 RESULTARA DE LONGITUD 0 Y QUEDARA REDUCIDO AL
CASQUILLO Q200
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
244
7.- EL TUBO 2P-7 SE ACOTARA EN SU PRIMER TRAMO COMO SE INDICA EN EL
CONJUNTO, Y NO LLEVARA ACCESORIO INICIAL
B.- SERVICIOS DE TUBERIA UNICA CON ACCESORIOS SOLDADOS A TOPE
1.- EN LA TUBERIA SOLDADA A TOPE, LA DIVISION DE TUBOS SE INDICARA
MEDIANTE EL SIMBOLO
2.- LOS CODOS AL FINAL DEL TUBO NO SE CUENTAN COMO TRAMOS DEL
MISMO.
EL TUBO P4-2A3 TIENE 1 SOLO TRAMO
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
245
EL TUBO P4-2B3 TIENE 1 SOLO TRAMO
EL TUBO P4-2C3 TIENE 2 TRAMOS
3.- LAS COTAS SE INDICAN DE VERTICE A VERTICE, ABARCANDO LOS CODOS.
4.- LOS ACOPLAMIENTOS PARA TUBERIA SOLDADA A TOPE, SE INDICAN EN
LA ISOMETRICA, COMO DIVISIONES DE TUBOS
EL TUBO P4-2D3 TIENE 3 TRAMOS
EL TUBO P4-2E3 TIENE 2 TRAMOS
EL TUBO P4-2F3 TIENE 1 TRAMO
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
246
9.2. ANEXO 2
BRIDAS
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
247
ACOPLAMIENTOS
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
248
ACOPLAMIENTOS
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
249
CODOS
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
250
TES
CAQUILLO O REDUCTOR
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
251
RAMAL EN Y A 45
UNIONES
ADAPTADOR
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
252
TAPA DE CABEZA PLANA
UNIVERSIDAD DE LA CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
253
9.3. ANEXO 3
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
254
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
255
METODO PARA CURVADO DE TUBOS A TENER EN CUENTA EN EL DISEO DE
TUBERIA Y A EFECTOS DE ALIMENTAR LA BASE DE DATOS CON LOS
PARAMETROS DE LA CURVADORA
1.- CURVADO EN MQUINA: DE ACUERDO CON EL UTILLAJE EXISTENTE PARA
LAS MQUINAS WALLACE NMEROS 1, 2, 3 Y 4 (NMEROS DE LAS MQUINAS
EN AQUEL ENTONCES EXISTENTES EN BAZAN), LOS RADIOS DE CURVATURA
A EMPLEAR SERN:
A).- PREFERENTEMENTE LOS INDICADOS EN LA HOJA SIGUIENTE. (HOJA 2 DE
4 FOTOCOPIADA)
B).- EN CASOS EXCEPCIONALES, LOS INDICADOS EN LAS HOJAS 3 Y 4 (HOJAS
3 Y 4 DE 4 FOTOCOPIADAS), PERO TENIENDO EN CUENTA QUE UN MISMO
TUBO NO DEBER LLEVAR RADIOS DE MQUINA DIFERENTES.
2.- CURVAS PREFABRICADAS: CUANDO NO PUEDA CURVARSE DE ACUERDO
CON EL PUNTO 1, SE UTILIZAR CURVA PREFABRICADA.
3.- CURVAS EN GAJOS: CUANDO NO PUEDA CURVARSE CONFORME A LOS
PUNTOS 1 Y 2, SE HAR LA CURVA POR MEDIO DE GAJOS. RESPECTO A ESTE
SISTEMA, SE TENDRN EN CUENTA LAS POSIBILIDADES DE LA MQUINA
MULLER, ADQUIRIDA POR BAZAN (AHORA NAVANTIA).
4.- CURVADO EN CALIENTE: SLO SE CURVAR LA TUBERA EN CALIENTE
CUANDO NO SE PUEDA HACER CONFORME A LOS PUNTOS ANTERIORES. SE
BUSCAR POR TODOS LOS MEDIOS ELIMINAR POR COMPLETO ESTA
SOLUCIN.
5.- OBSERVACIONES: LAS MQUINAS DE CURVADO WALLACE NO ERAN
ADECUADAS PARA EL CURVADO DE LA TUBERA SOLDADA
LONGITUDINALMENTE, ADMITAN SLO TUBOS QUE TENGAN LAS CURVAS
SLO EN EL MISMO PLANO. TAMPOCO ERAN ADECUADAS PARA CURVAR
TUBOS CON SOLDADURA HELICOIDAL. A FIN DE AMPLIAR LA
PRODUCTIVIDAD DE LAS MQUINAS DE CURVAR WALLACE, LOS TUBOS DE
DN-40 Y MAYORES ERAN DIMENSIONADOS EN PLANOS.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
256
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
257
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
258
A DA DE HOY, LAS MQUINAS DE CURVADO HAN MEJORADO RESPECTO A
LAS EMPLEADAS POR ENTONCES. AS, LAS TABLAS EMPLEADAS EN LA
ACTUALIDAD INDICAN DIMETRO NOMINAL, DIMETRO EXTERIOR, RADIO DE
CURVADO Y MNIMO TRAMO RECTO NECESAERIO PARA CURVAR EN BASE AL
MATERIAL EMPLEADO PARA FABRICAR LA TUBERA.
UNIVERSIDAD DE A CORUA
EVOLUCIN DE LOS PROCESOS DE DISEO, FABRICACION Y MONTAJE DE TUBERIA EN CONSTRUCCION NAVAL: OBTENCION DE UN PROCESO DE
CONTROL INTEGRADO DE DISEO DE TUBERIA APLICABLE A BUQUES MILITARES Y A BUQUES CIVILES
259
UN EJEMPLO DE LAS TABLAS DE MQUINAS DE CURVADO EMPLEADAS EN LA
ACTUALIDAD ES EL QUE SE MUESTRA A CONTINUACIN:
DONDE LOS EL RADIO DE CURVADO Y EL MNIMO TRAMO RECTO SE DEFINE
GRFICAMENTE COMO SIGUE:
Você também pode gostar
- Estudio de los efectos de la cavitación en toberas de inyección diésel sobre los procesos de inyección y de formación de hollínNo EverandEstudio de los efectos de la cavitación en toberas de inyección diésel sobre los procesos de inyección y de formación de hollínNota: 5 de 5 estrelas5/5 (2)
- Tuberia APIDocumento6 páginasTuberia APIDanAcu100% (2)
- Guía práctica de dimensionado de tuberías: Agua, gas, calefacción y energía solarNo EverandGuía práctica de dimensionado de tuberías: Agua, gas, calefacción y energía solarNota: 3.5 de 5 estrelas3.5/5 (4)
- Curso de Tuberías para Plantas de Proceso - 0116 Instrumentacion - DescripcionDocumento24 páginasCurso de Tuberías para Plantas de Proceso - 0116 Instrumentacion - DescripcionChimuelinAinda não há avaliações
- Curso de Tuberías para Plantas de Proceso - 0209 Recipientes HorizontalesDocumento29 páginasCurso de Tuberías para Plantas de Proceso - 0209 Recipientes HorizontalesChimuelinAinda não há avaliações
- Manual de Formulas Calc FX 7400 PlusDocumento10 páginasManual de Formulas Calc FX 7400 PlusJose Narvaez75% (8)
- Formulas Caldereria BasicaDocumento13 páginasFormulas Caldereria BasicaJose Espinaque100% (14)
- 0104-TR Valvulas Sus Caracteristicas PDFDocumento42 páginas0104-TR Valvulas Sus Caracteristicas PDFRamirez BernuyAinda não há avaliações
- Diseño de TuberiasDocumento281 páginasDiseño de TuberiasGabo García Granizo90% (10)
- Curso de Tuberías para Plantas de Proceso - 0205 Conexion A IntercambiadoresDocumento32 páginasCurso de Tuberías para Plantas de Proceso - 0205 Conexion A IntercambiadoresChimuelinAinda não há avaliações
- Representaciones CAESARDocumento256 páginasRepresentaciones CAESARDiego100% (1)
- Curso de Tuberías para Plantas de Proceso - 0208 Conexion de InstrumentosDocumento20 páginasCurso de Tuberías para Plantas de Proceso - 0208 Conexion de InstrumentosChimuelin100% (1)
- TuberiasDocumento40 páginasTuberiasKarina HerreraAinda não há avaliações
- Calderas Bagazo Partes RelevantesDocumento3 páginasCalderas Bagazo Partes RelevantesIsaac miguel Tenorio RamonAinda não há avaliações
- Introduccion Al Analisis de Esfuerzos de TuberiaDocumento218 páginasIntroduccion Al Analisis de Esfuerzos de Tuberiagnipip382597% (34)
- Curso de Tuberías para Plantas de Proceso - 0103 Simbologia de Tuberias & AccesoriosDocumento24 páginasCurso de Tuberías para Plantas de Proceso - 0103 Simbologia de Tuberias & AccesoriosChimuelin100% (3)
- Manual Practico Del Tubero OkDocumento6 páginasManual Practico Del Tubero OkAnonymous 9lMo35ay100% (1)
- Curso Elemental de Diseño de TuberíasDocumento133 páginasCurso Elemental de Diseño de TuberíasGustavo Furnieles PáezAinda não há avaliações
- Curso de Tuberías para Plantas de Proceso - 0112 Plot Plan & LayoutsDocumento21 páginasCurso de Tuberías para Plantas de Proceso - 0112 Plot Plan & LayoutsChimuelinAinda não há avaliações
- Enderezado Por Llama en Aceros Estructurales PDFDocumento310 páginasEnderezado Por Llama en Aceros Estructurales PDFRichard Moran EstradaAinda não há avaliações
- Curso de Tuberías para Plantas de Proceso - 0203 Soportes & Stress en TuberiasDocumento21 páginasCurso de Tuberías para Plantas de Proceso - 0203 Soportes & Stress en TuberiasChimuelinAinda não há avaliações
- Simbologia ProcesoDocumento34 páginasSimbologia ProcesoJAAPEREZ100% (14)
- B31.G 2009 PDFDocumento5 páginasB31.G 2009 PDFLIPSAINDUSTRIAL100% (1)
- Cálculo de TransportadoresDocumento54 páginasCálculo de TransportadoresDenisAinda não há avaliações
- Curso de Tuberías para Plantas de Proceso - 0114 Intercambiadores de CalorDocumento31 páginasCurso de Tuberías para Plantas de Proceso - 0114 Intercambiadores de CalorChimuelin100% (1)
- Descripcion Equipos Aceite TermicoDocumento33 páginasDescripcion Equipos Aceite TermicoJuan Barrionuevo100% (1)
- B31.3 Rollino 4-1Documento239 páginasB31.3 Rollino 4-1Marco Sepúlveda100% (1)
- Curso Basico de Caldereria PDFDocumento41 páginasCurso Basico de Caldereria PDFHugo Manzo100% (1)
- Curso de Tuberías para Plantas de Proceso - 0201 Turbinas & CompresoresDocumento34 páginasCurso de Tuberías para Plantas de Proceso - 0201 Turbinas & CompresoresChimuelinAinda não há avaliações
- Diseño de Tuberias Transporte NeumaticoDocumento64 páginasDiseño de Tuberias Transporte NeumaticojagaldamesAinda não há avaliações
- SISTEMA Cip Terminado EjemplosDocumento80 páginasSISTEMA Cip Terminado EjemplosCoa Noa IsaacAinda não há avaliações
- Caesar 2018Documento3 páginasCaesar 2018kaireskull100% (2)
- Memoria Tornillo Sin Fin.Documento64 páginasMemoria Tornillo Sin Fin.Fran Prada100% (2)
- Tuberia de Concreto SimpleDocumento18 páginasTuberia de Concreto SimpleKeykoGonzalesSalazarAinda não há avaliações
- Desarrollo de Un Tipo de Conexión Columna-Fundación para Pilas Prefabricadas de PuentesDocumento210 páginasDesarrollo de Un Tipo de Conexión Columna-Fundación para Pilas Prefabricadas de PuentesIrvin Villanueva NietoAinda não há avaliações
- Retamozo PJ PDFDocumento107 páginasRetamozo PJ PDFkevin segoviaAinda não há avaliações
- Tesis Ojeda GarayarDocumento93 páginasTesis Ojeda GarayarJhon VilelaAinda não há avaliações
- Chavez CH PDFDocumento138 páginasChavez CH PDFAle PaleAinda não há avaliações
- Chavez CHDocumento138 páginasChavez CHAle PaleAinda não há avaliações
- Ampliación Linea Embotellado CervezaDocumento114 páginasAmpliación Linea Embotellado CervezaJose Luis Lázaro PascualAinda não há avaliações
- PFC Marta Perez RodriguezDocumento322 páginasPFC Marta Perez RodriguezThoymir Jose Vivas LopezAinda não há avaliações
- Geotecnia en Construcción EspecializadaDocumento200 páginasGeotecnia en Construcción EspecializadaJairo JulcaAinda não há avaliações
- Cargas Sobre Un ManholeDocumento124 páginasCargas Sobre Un Manholepedro rojasAinda não há avaliações
- Evaluación Comportamiento Bloques ArcillaDocumento76 páginasEvaluación Comportamiento Bloques Arcillasindy joycy carlos altamiranoAinda não há avaliações
- Pilares, Ventanas de Captación, y Muros de Encauzamiento de BocatomasDocumento45 páginasPilares, Ventanas de Captación, y Muros de Encauzamiento de Bocatomasguido bernabe davila100% (3)
- HarloffJan 2020 CalidadConformacionTerraplenDocumento44 páginasHarloffJan 2020 CalidadConformacionTerraplenELKIN FABIAN ALFAROAinda não há avaliações
- 2 08 - 3578 - C - Tesis de Reforzamiento de PuentesDocumento182 páginas2 08 - 3578 - C - Tesis de Reforzamiento de PuentesalexitomichaelAinda não há avaliações
- Alcantarillado, Diseños Agua PotableDocumento200 páginasAlcantarillado, Diseños Agua Potablejesus loboAinda não há avaliações
- 08 3270 C PDFDocumento193 páginas08 3270 C PDFMauro ArandiaAinda não há avaliações
- Ime 264 PDFDocumento140 páginasIme 264 PDFJoel QuispeAinda não há avaliações
- Proceso de CalibracionDocumento198 páginasProceso de Calibracionmilalex1aAinda não há avaliações
- Jonathan Armando Alarcon Rocha José Luis Pacheco CalvoDocumento173 páginasJonathan Armando Alarcon Rocha José Luis Pacheco Calvoander jesus huallpa carhuasAinda não há avaliações
- Morante Alvaro Mejora Adherencia Ladrillo ConcretoDocumento95 páginasMorante Alvaro Mejora Adherencia Ladrillo ConcretoDiego BobadillaAinda não há avaliações
- pfc5415 PDFDocumento227 páginaspfc5415 PDFJoel MooreAinda não há avaliações
- 196 Sistemas de Alcantarillados PluvialDocumento161 páginas196 Sistemas de Alcantarillados PluvialIng. Jesús Santamaría AriasAinda não há avaliações
- Diseño de CanalDocumento54 páginasDiseño de CanalIrwin Bazàn BustamanteAinda não há avaliações
- Utilizacion Agregado Concreto Reciclado PDFDocumento274 páginasUtilizacion Agregado Concreto Reciclado PDFArlington Panduro Quilcate0% (1)
- Diseño Tranque de Relaves BKNDocumento118 páginasDiseño Tranque de Relaves BKNCuidemos San Esteban100% (2)
- Tesis Tanques Mario Rojas PDFDocumento117 páginasTesis Tanques Mario Rojas PDFEdwin Josué EspinaAinda não há avaliações
- Control de Fisuracion y Conceptos en Albañileria PDFDocumento255 páginasControl de Fisuracion y Conceptos en Albañileria PDFcesar espezuaAinda não há avaliações
- Plantillas Libros OEFADocumento18 páginasPlantillas Libros OEFARully SanchezAinda não há avaliações
- Memoria DescriptivaDocumento22 páginasMemoria DescriptivaRully SanchezAinda não há avaliações
- Metodología Del Diseño ArquitectónicoDocumento22 páginasMetodología Del Diseño Arquitectónicohitsuzen10100% (2)
- Fisiologia PDFDocumento16 páginasFisiologia PDFRully SanchezAinda não há avaliações
- Memoria de Cálculo VallecitoDocumento54 páginasMemoria de Cálculo VallecitoRully SanchezAinda não há avaliações
- Plantilla OefaDocumento18 páginasPlantilla OefaRully SanchezAinda não há avaliações
- Sonoace X8 Manual de Operación, Instalación y Mantenimiento Español PDFDocumento737 páginasSonoace X8 Manual de Operación, Instalación y Mantenimiento Español PDFdicova4367% (9)
- 10 Guia Configurar Consola Hibernate JPQLDocumento6 páginas10 Guia Configurar Consola Hibernate JPQLPatricioArroboAinda não há avaliações
- Tigo GemaynovaDocumento13 páginasTigo GemaynovaJorgelin LosadaAinda não há avaliações
- Jose Saul Uribe Guzman: Negocios InternacionalesDocumento1 páginaJose Saul Uribe Guzman: Negocios Internacionalesapi-279613112Ainda não há avaliações
- NVivo10 Getting Started Guide SpanishDocumento44 páginasNVivo10 Getting Started Guide SpanishEder De la cruz PerezAinda não há avaliações
- Sa6 Recurso 04 Conociendo El Entorno de Programacion MblockDocumento12 páginasSa6 Recurso 04 Conociendo El Entorno de Programacion Mblockesteban lizamaAinda não há avaliações
- Insertar Disco de Instalación de Servicios de Integración Archives - Tu Quiosco Tu Quiosco de ConocimientoDocumento4 páginasInsertar Disco de Instalación de Servicios de Integración Archives - Tu Quiosco Tu Quiosco de Conocimientosaturno192Ainda não há avaliações
- Ventaj Desv Herramienta MacroDocumento10 páginasVentaj Desv Herramienta MacroNazaret reyesAinda não há avaliações
- InvestigacionDocumento8 páginasInvestigacionAquiles Zamudio MartínezAinda não há avaliações
- Un Ambiente Virtual Empresarial Externo para Una Empresa deDocumento6 páginasUn Ambiente Virtual Empresarial Externo para Una Empresa deCarlos MejiaAinda não há avaliações
- Manual Usuario MPEDocumento150 páginasManual Usuario MPEClau CanalesAinda não há avaliações
- Fase 4 - Identificar Técnicas Inteligentes en Le Gestión Del Conocimiento ColaborativaDocumento7 páginasFase 4 - Identificar Técnicas Inteligentes en Le Gestión Del Conocimiento Colaborativalina0% (1)
- Cómo Reprogramar El PCM de Un ChevroletDocumento3 páginasCómo Reprogramar El PCM de Un ChevroletServicios TecnicosAinda não há avaliações
- Acta Constitutiva de Proyecto Final1Documento10 páginasActa Constitutiva de Proyecto Final1William Ayquipa CAinda não há avaliações
- Modelo EstructuralDocumento1 páginaModelo EstructuralJosé ArturoAinda não há avaliações
- MAN02-Manual de Usuario Nuxeo-V01r01Documento21 páginasMAN02-Manual de Usuario Nuxeo-V01r01Edgar OsorioAinda não há avaliações
- Sesion 09 - Objeto de Directivas de Grupo - (Gpo's) - PracticaDocumento22 páginasSesion 09 - Objeto de Directivas de Grupo - (Gpo's) - PracticaJenher Ed.Ainda não há avaliações
- Los Atajos de Teclado para Virtual DJ 8 Que Te Convertirán en Un Maestro DJDocumento5 páginasLos Atajos de Teclado para Virtual DJ 8 Que Te Convertirán en Un Maestro DJAnonymous omFimLlTAinda não há avaliações
- Manual de FiveWinDocumento462 páginasManual de FiveWinEduardoBeltraminoAinda não há avaliações
- Proyecto de Investigación y Aplicación de ConocimientosDocumento2 páginasProyecto de Investigación y Aplicación de Conocimientosramón ZambranoAinda não há avaliações
- 2.-Técnicas para Realizar Auditoria de SistemasDocumento7 páginas2.-Técnicas para Realizar Auditoria de SistemasLitzy EscaleraAinda não há avaliações
- Aca 3 Redes 1Documento16 páginasAca 3 Redes 1ADRIANA PAOLA AVILA TORRIJOSAinda não há avaliações
- Power Point y Sus ComponentesDocumento8 páginasPower Point y Sus ComponentesMelissa DE Gomez0% (2)
- 12 Reglas para Las BDDDocumento27 páginas12 Reglas para Las BDDEmilio Carrete MataAinda não há avaliações
- Evidencia Mapa de Cajas. Identificar Los Ataques Más Comunes A Una Red InformáticaDocumento1 páginaEvidencia Mapa de Cajas. Identificar Los Ataques Más Comunes A Una Red InformáticaOSCARAinda não há avaliações
- Práctica #1Documento4 páginasPráctica #1Gabriel AsbelAinda não há avaliações
- Como Hackear Un FacebookDocumento2 páginasComo Hackear Un FacebookBechKearney57Ainda não há avaliações
- 12.4.1.2 Lab - Isolate Compromised Host Using 5-TupleDocumento19 páginas12.4.1.2 Lab - Isolate Compromised Host Using 5-TuplejufAinda não há avaliações
- Cuestionario Gestion de Entrada SalidaDocumento6 páginasCuestionario Gestion de Entrada SalidaAndres CuetoAinda não há avaliações
- La Importancia de AccessDocumento5 páginasLa Importancia de AccessLeonardo Camarillo67% (3)
- Prácticas de refrigeración y aire acondicionadoNo EverandPrácticas de refrigeración y aire acondicionadoNota: 5 de 5 estrelas5/5 (6)
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroNo EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroNota: 4 de 5 estrelas4/5 (1)
- Ciencia de datos: La serie de conocimientos esenciales de MIT PressNo EverandCiencia de datos: La serie de conocimientos esenciales de MIT PressNota: 5 de 5 estrelas5/5 (1)
- 44 Apps Inteligentes para Ejercitar su Cerebro: Apps Gratuitas, Juegos, y Herramientas para iPhone, iPad, Google Play, Kindle Fire, Navegadores de Internet, Windows Phone, & Apple WatchNo Everand44 Apps Inteligentes para Ejercitar su Cerebro: Apps Gratuitas, Juegos, y Herramientas para iPhone, iPad, Google Play, Kindle Fire, Navegadores de Internet, Windows Phone, & Apple WatchNota: 3.5 de 5 estrelas3.5/5 (2)
- Influencia. La psicología de la persuasiónNo EverandInfluencia. La psicología de la persuasiónNota: 4.5 de 5 estrelas4.5/5 (14)
- UF0054: APROVISIONAMIENTO DE MATERIAS PRIMAS EN COCINA (HOTR0108)No EverandUF0054: APROVISIONAMIENTO DE MATERIAS PRIMAS EN COCINA (HOTR0108)Ainda não há avaliações
- Toma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasNo EverandToma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasAinda não há avaliações
- Sistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosNo EverandSistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosNota: 4 de 5 estrelas4/5 (16)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaNo EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaNota: 4.5 de 5 estrelas4.5/5 (117)
- Python Deep Learning: Introducción práctica con Keras y TensorFlow 2No EverandPython Deep Learning: Introducción práctica con Keras y TensorFlow 2Nota: 3.5 de 5 estrelas3.5/5 (5)
- Cultura y clima: fundamentos para el cambio en la organizaciónNo EverandCultura y clima: fundamentos para el cambio en la organizaciónAinda não há avaliações
- La biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetNo EverandLa biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetNota: 5 de 5 estrelas5/5 (7)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másNo EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másNota: 2.5 de 5 estrelas2.5/5 (3)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.No EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Nota: 4 de 5 estrelas4/5 (51)
- Guía De Hacking De Computadora Para Principiantes: Cómo Hackear Una Red Inalámbrica Seguridad Básica Y Pruebas De Penetración Kali Linux Su Primer HackNo EverandGuía De Hacking De Computadora Para Principiantes: Cómo Hackear Una Red Inalámbrica Seguridad Básica Y Pruebas De Penetración Kali Linux Su Primer HackAinda não há avaliações
- Reparar (casi) cualquier cosa: Cómo ajustar los objetos de uso cotidiano con la electrónica y la impresora 3DNo EverandReparar (casi) cualquier cosa: Cómo ajustar los objetos de uso cotidiano con la electrónica y la impresora 3DNota: 5 de 5 estrelas5/5 (6)
- Sistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFNo EverandSistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFNota: 4.5 de 5 estrelas4.5/5 (7)
- Electrónica básica: INGENIERÍA ELECTRÓNICA Y DE LAS COMUNICACIONESNo EverandElectrónica básica: INGENIERÍA ELECTRÓNICA Y DE LAS COMUNICACIONESNota: 5 de 5 estrelas5/5 (16)