Você também pode gostar
- Formulario Compras2Documento4 páginasFormulario Compras2Jefferson Rocha PiresAinda não há avaliações
- NBR 05626 - 1998 - Instalacao Predial de Agua FriaDocumento41 páginasNBR 05626 - 1998 - Instalacao Predial de Agua FrialucasmelchioriAinda não há avaliações
- Defani JC Análise DinamométricaDocumento5 páginasDefani JC Análise DinamométricaJefferson Rocha PiresAinda não há avaliações
- PPP e Aposentadoria InssDocumento75 páginasPPP e Aposentadoria InssJefferson Rocha PiresAinda não há avaliações
- Analise Do Estudo de Impacto Ambiental PCH Ninho Da AguiaDocumento132 páginasAnalise Do Estudo de Impacto Ambiental PCH Ninho Da AguiaJefferson Rocha PiresAinda não há avaliações
- NR 24Documento14 páginasNR 24Jefferson Rocha PiresAinda não há avaliações
- Alfa Aluminio CatalogoDocumento19 páginasAlfa Aluminio Catalogoreginaldobass100% (1)
- Casa de Daniel-ModelDocumento1 páginaCasa de Daniel-ModelJefferson Rocha PiresAinda não há avaliações
- Catalogo Grades PisoDocumento12 páginasCatalogo Grades Pisovinhotintodegarrafao100% (2)
- Empuxo PDFDocumento34 páginasEmpuxo PDFAline Ferreira CostaAinda não há avaliações
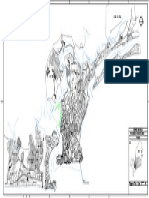
- Zoneamento IlheusDocumento1 páginaZoneamento IlheusJefferson Rocha PiresAinda não há avaliações
- Propriedades Das Particulas SólidasDocumento8 páginasPropriedades Das Particulas SólidasJefferson Rocha PiresAinda não há avaliações
- NR 24Documento15 páginasNR 24Jefferson Rocha PiresAinda não há avaliações
- Projeto de Norma ABNT NBR 9050 2008Documento17 páginasProjeto de Norma ABNT NBR 9050 2008Victor Fernando Aires ArrudaAinda não há avaliações
- NBR 05626 - 1998 - Instalacao Predial de Agua FriaDocumento41 páginasNBR 05626 - 1998 - Instalacao Predial de Agua FrialucasmelchioriAinda não há avaliações
- Simulador 2013Documento2 páginasSimulador 2013Jefferson Rocha PiresAinda não há avaliações
- Apostila VistasDocumento19 páginasApostila VistasJefferson Rocha PiresAinda não há avaliações
- 7 - Estrutura de Apresentação Do TrabalhoDocumento11 páginas7 - Estrutura de Apresentação Do TrabalhoJefferson Rocha PiresAinda não há avaliações
- 1 Lista de ExerciciosDocumento3 páginas1 Lista de ExerciciosJefferson Rocha PiresAinda não há avaliações
- NBR 11096Documento25 páginasNBR 11096Jefferson Rocha PiresAinda não há avaliações
- Simulador 2013Documento2 páginasSimulador 2013Jefferson Rocha PiresAinda não há avaliações
- Mecanic ADocumento351 páginasMecanic AJefferson Rocha PiresAinda não há avaliações
- Notas de Aula FluidosDocumento33 páginasNotas de Aula FluidosGuilherme SchmitzAinda não há avaliações
- NBR 9050Documento105 páginasNBR 9050Ana Laura Almeida GarciaAinda não há avaliações
- CID 10 - Classificacao Internacional Das DoencasDocumento16 páginasCID 10 - Classificacao Internacional Das DoencasRhumanosAinda não há avaliações
- Vivaz Taboão Da SerraDocumento25 páginasVivaz Taboão Da SerraIsaac SilvaAinda não há avaliações
- P7 - Ebook - XIX - ALFAL - Capítulo Coautoria Bruna 2022Documento296 páginasP7 - Ebook - XIX - ALFAL - Capítulo Coautoria Bruna 2022khvcyqbsg6Ainda não há avaliações
- 2802doc eDocumento54 páginas2802doc emagischAinda não há avaliações
- 376 - Laicado Dominicano Out - Nov. 2015Documento8 páginas376 - Laicado Dominicano Out - Nov. 2015gabrielfsilvaAinda não há avaliações
- Libro GestaltDocumento14 páginasLibro GestaltNESFHIS UFSCAinda não há avaliações
- Cartola, o Maior SambistaDocumento17 páginasCartola, o Maior SambistaThiago CardosoAinda não há avaliações
- Matemática II - Lista 2 - Integrais e aplicaçõesDocumento2 páginasMatemática II - Lista 2 - Integrais e aplicaçõesJuan Guimarães0% (1)
- Manual Do Pregador o LivroDocumento62 páginasManual Do Pregador o LivroEmerson Crispim100% (2)
- Como Abrir Uma Empresa Offshore Hoje?Documento2 páginasComo Abrir Uma Empresa Offshore Hoje?STLAAinda não há avaliações
- Resumo - 2343960 Tereza Cavalcanti - 98203050 Interpretacao de Texto 2019 Aula 01 Tipos de LinguagemDocumento6 páginasResumo - 2343960 Tereza Cavalcanti - 98203050 Interpretacao de Texto 2019 Aula 01 Tipos de LinguagemJosimar Tomaz de BarrosAinda não há avaliações
- Prefeitura DBSeller - Matrícula FácilDocumento1 páginaPrefeitura DBSeller - Matrícula FácilSophia AyllaAinda não há avaliações
- Ed - 1819 - Clique e LeiaDocumento193 páginasEd - 1819 - Clique e LeiaHélber RolembergAinda não há avaliações
- Checklist de Auditoria Departamento PessoalDocumento2 páginasChecklist de Auditoria Departamento Pessoalrroricardo83% (12)
- Apostila AnatomiaDocumento60 páginasApostila AnatomiaPhelipe DiasAinda não há avaliações
- Manual TV Philips 40pfg4309 - 78 - Dfu - BRPDocumento52 páginasManual TV Philips 40pfg4309 - 78 - Dfu - BRPClaudemiro FerreiraAinda não há avaliações
- 2201 Livro Ergonomia PGR GRODocumento151 páginas2201 Livro Ergonomia PGR GROJaqueline Fernandes Silva100% (2)
- ManualDocumento4 páginasManualGuilherme GuidisperaAinda não há avaliações
- Manual CadnormaDocumento69 páginasManual CadnormaMarcelo José Santos Ferreira100% (1)
- Jornadas CERTIEL 2012Documento28 páginasJornadas CERTIEL 2012José LopesAinda não há avaliações
- Assistir HD Resident Evil Bem Vindo A Raccoon City 2021 Dublado Filme Online Gratis em PortugueseDocumento6 páginasAssistir HD Resident Evil Bem Vindo A Raccoon City 2021 Dublado Filme Online Gratis em Portuguesexzs0% (1)
- EG-M-497 Sistema Gerador Vapor Caldeira Rev 1Documento14 páginasEG-M-497 Sistema Gerador Vapor Caldeira Rev 1Marcos FernandesAinda não há avaliações
- Ficha de Trabalho - O Lobo - CorDocumento4 páginasFicha de Trabalho - O Lobo - CorSofia GraçaAinda não há avaliações
- Receita caseira para cerveja artesanal de até 50 litrosDocumento4 páginasReceita caseira para cerveja artesanal de até 50 litrosLuis Augusto PereiraAinda não há avaliações
- A Obra de Van GoghDocumento16 páginasA Obra de Van GoghEdgar Filipe100% (1)
- Indicadores Astrológicos para SaúdeDocumento25 páginasIndicadores Astrológicos para SaúdeMichele PóAinda não há avaliações
- GUIA DISCURSO TECNOCRATASDocumento1 páginaGUIA DISCURSO TECNOCRATASHelenaCastillodeOlanoAinda não há avaliações
- Como Ganhar 10 Mil Por Mês Na InternetDocumento11 páginasComo Ganhar 10 Mil Por Mês Na InternetDavilson Henrique DavilsonAinda não há avaliações
- TC L32X5BDocumento80 páginasTC L32X5BjbrennoAinda não há avaliações
- Ciências Da Natureza, Matemática e Suas Tecnologias Parte 1-2Documento6 páginasCiências Da Natureza, Matemática e Suas Tecnologias Parte 1-2Paula AbreuAinda não há avaliações
- Plano de Aula Lpo9 05ats01Documento3 páginasPlano de Aula Lpo9 05ats01rafaelamorelli0Ainda não há avaliações