Você também pode gostar
- Pad ImpDocumento2.226 páginasPad ImpadidaspanqAinda não há avaliações
- Pavimentadoras Cat Specalog Ap600d EspanolDocumento12 páginasPavimentadoras Cat Specalog Ap600d EspanolPlinio Cusihuallpa DoradoAinda não há avaliações
- Unidad 1. Antecedentes y Filosofías de La CalidadDocumento11 páginasUnidad 1. Antecedentes y Filosofías de La CalidadHector Manuel Avila SantoyoAinda não há avaliações
- Ejemplos de ERPDocumento16 páginasEjemplos de ERPEduardo Rangel50% (2)
- SIRCE Manual de Usuario (Internet)Documento52 páginasSIRCE Manual de Usuario (Internet)Pilar Medrano Mena0% (1)
- 39-P-SDM10501-GMI-31453-E Memoria de Cálculo de Alimentadores Eléctricos ElectricidadDocumento3 páginas39-P-SDM10501-GMI-31453-E Memoria de Cálculo de Alimentadores Eléctricos ElectricidadmichaelAinda não há avaliações
- Declaratoria de Fabrica FormularioDocumento9 páginasDeclaratoria de Fabrica Formularioレッドドラゴン ルイスAinda não há avaliações
- Datos para Formalizacion de EmpresaDocumento4 páginasDatos para Formalizacion de EmpresaJordy Panta SaldarriagaAinda não há avaliações
- Actividad 3Documento1 páginaActividad 3Hector Manuel Avila SantoyoAinda não há avaliações
- Autoreflexion U3Documento1 páginaAutoreflexion U3Hector Manuel Avila SantoyoAinda não há avaliações
- Presentación 1Documento2 páginasPresentación 1Hector Manuel Avila SantoyoAinda não há avaliações
- Metodos de DepreciacionDocumento3 páginasMetodos de DepreciacionHector Manuel Avila SantoyoAinda não há avaliações
- Autoreflexion U3Documento1 páginaAutoreflexion U3Hector Manuel Avila SantoyoAinda não há avaliações
- Autoreflexion U2Documento1 páginaAutoreflexion U2Hector Manuel Avila SantoyoAinda não há avaliações
- LPDD - U1 - Ea - Heas. Lay OutDocumento12 páginasLPDD - U1 - Ea - Heas. Lay OutHector Manuel Avila Santoyo0% (1)
- Fi U3 Ai HeasDocumento3 páginasFi U3 Ai HeasHector Manuel Avila SantoyoAinda não há avaliações
- Contabilidad y CostosDocumento2 páginasContabilidad y CostosHector Manuel Avila SantoyoAinda não há avaliações
- Seis SigmaDocumento7 páginasSeis SigmaHector Manuel Avila SantoyoAinda não há avaliações
- Csu U1 Ea HeasDocumento2 páginasCsu U1 Ea HeasHector Manuel Avila SantoyoAinda não há avaliações
- CS U3 A3 HeasDocumento4 páginasCS U3 A3 HeasHector Manuel Avila SantoyoAinda não há avaliações
- Redaccion de Ensayo PDFDocumento9 páginasRedaccion de Ensayo PDFDeylu Hernandez ArguellesAinda não há avaliações
- Il U2 Ea HeasDocumento5 páginasIl U2 Ea HeasHector Manuel Avila SantoyoAinda não há avaliações
- Csu U3 A1 AaaDocumento3 páginasCsu U3 A1 AaaHector Manuel Avila SantoyoAinda não há avaliações
- Unidad 3. DeterminantesDocumento2 páginasUnidad 3. DeterminantesHector Manuel Avila SantoyoAinda não há avaliações
- CS U1 Ea1 HeasDocumento1 páginaCS U1 Ea1 HeasHector Manuel Avila SantoyoAinda não há avaliações
- CS U3 A2 HeasDocumento9 páginasCS U3 A2 HeasHector Manuel Avila SantoyoAinda não há avaliações
- CS U1 Ea1 HeasDocumento2 páginasCS U1 Ea1 HeasHector Manuel Avila SantoyoAinda não há avaliações
- Unidad 4. Logística y Servicios de Apoyo Al TransporteDocumento11 páginasUnidad 4. Logística y Servicios de Apoyo Al TransporteHector Manuel Avila SantoyoAinda não há avaliações
- Unidad 3. Administración de La Cadena de SuministrosDocumento9 páginasUnidad 3. Administración de La Cadena de SuministrosHector Manuel Avila Santoyo100% (1)
- Unidad 4. Diagnóstico Del PresenteDocumento10 páginasUnidad 4. Diagnóstico Del PresenteHector Manuel Avila SantoyoAinda não há avaliações
- Unidad 5. EstequiometríaDocumento4 páginasUnidad 5. EstequiometríaHector Manuel Avila SantoyoAinda não há avaliações
- Unidad 1. Aproximación A La Construcción Del Conocimiento CientíficoDocumento7 páginasUnidad 1. Aproximación A La Construcción Del Conocimiento CientíficoHector Manuel Avila SantoyoAinda não há avaliações
- Unidad 2 Calidad TotalDocumento9 páginasUnidad 2 Calidad TotalHector Manuel Avila SantoyoAinda não há avaliações
- Unidad 2. Matrices Algebra LinealDocumento3 páginasUnidad 2. Matrices Algebra LinealHector Manuel Avila SantoyoAinda não há avaliações
- Whole Brain ThinkingDocumento3 páginasWhole Brain ThinkingHector Manuel Avila SantoyoAinda não há avaliações
- Informe de Laboratorio 2 Suba.Documento6 páginasInforme de Laboratorio 2 Suba.Erik HernandezAinda não há avaliações
- Ensayo Cono de Arena Grupo 3Documento25 páginasEnsayo Cono de Arena Grupo 3Camila Flores PradoAinda não há avaliações
- Situación ProblemáticaDocumento2 páginasSituación ProblemáticaRosa Maria Arrese Rojas50% (2)
- CubiertasDocumento9 páginasCubiertasRuthAinda não há avaliações
- Actividad 2 de La Unidad 3Documento4 páginasActividad 2 de La Unidad 3felixp1012Ainda não há avaliações
- EquiposDocumento2 páginasEquipossadhafzAinda não há avaliações
- Llenadora MultiformatoDocumento4 páginasLlenadora MultiformatoJuan Pablo Castro RiveraAinda não há avaliações
- Infografia SuelosDocumento1 páginaInfografia SuelosSandry LeguiiaAinda não há avaliações
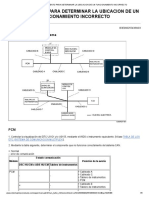
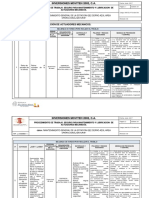
- Procedimiento para Determinar La Ubicacion de Un Funcionamiento IncorrectoDocumento5 páginasProcedimiento para Determinar La Ubicacion de Un Funcionamiento IncorrectoRepuestos MaceiraAinda não há avaliações
- Anexo Rovira - SPDocumento12 páginasAnexo Rovira - SPAngel Bures AmatAinda não há avaliações
- Tarea 8.1 CarlosMadrid 61711166Documento6 páginasTarea 8.1 CarlosMadrid 61711166carlos madridAinda não há avaliações
- Calidad en La Construcción - Mauricio Leon TejadaDocumento50 páginasCalidad en La Construcción - Mauricio Leon TejadaCARLOS JEFFERAinda não há avaliações
- Motores NeumaticosDocumento4 páginasMotores NeumaticoslinamartinfAinda não há avaliações
- PTS Mantenimiento y Lubricacion de ActuadoresDocumento5 páginasPTS Mantenimiento y Lubricacion de Actuadoresluis0% (1)
- Especificaciones Tecnicas - Trabaja Peru Las RiverasDocumento30 páginasEspecificaciones Tecnicas - Trabaja Peru Las Riverasfrank emerson cerda pradoAinda não há avaliações
- Tds Protecto Base Anticorrosiva Tipo Minio - 0Documento3 páginasTds Protecto Base Anticorrosiva Tipo Minio - 0Alex Gómez LópezAinda não há avaliações
- SikaLatex® N Rev.5 04-11-20Documento3 páginasSikaLatex® N Rev.5 04-11-20Miguel AlvaradoAinda não há avaliações
- Red de CorrienteDocumento19 páginasRed de CorrienteElvisVasquezGonzalezAinda não há avaliações
- Tornillos de PotenciaDocumento10 páginasTornillos de PotenciaDilson BenitezAinda não há avaliações
- 1 Parcial 2 Segundo IntentoDocumento3 páginas1 Parcial 2 Segundo IntentoDiego Da Silva0% (1)
- Informe DED - Seguidor de LuzDocumento14 páginasInforme DED - Seguidor de LuzSergio AnaguaAinda não há avaliações
- Monografia BsdaDocumento23 páginasMonografia BsdaDARWIN BRAULIO QUESO MAMANIAinda não há avaliações
- GemmaDocumento30 páginasGemmaRIGOBERTO LOZANO MOLINAAinda não há avaliações