Escolar Documentos
Profissional Documentos
Cultura Documentos
1716 2007 ESIME-ZAC MAESTRIA Flores Gonzalez Rafael
Enviado por
serlioDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
1716 2007 ESIME-ZAC MAESTRIA Flores Gonzalez Rafael
Enviado por
serlioDireitos autorais:
Formatos disponíveis
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
SECCION DE ESTUDIOS DE PROGRADO E INVESTIGACIN
FABRICACIN Y VALIDACIN EXPERIMENTAL
DE UN INTERCAMBIADOR DE TUBO Y CORAZA
TSIS
QUE PARA OBTENER EL GRADO DE MAESTRO EN CIENCIAS CON
ESPECIALIDAD EN INGENIERA MECNICA
PRESENTA:
ING. RAFAEL FLORES GONZLEZ
DIRECTOR:
DRA. RITA AGUILAR OSORIO
MEXICO, D.F. 2007
NDICE
AGRADECIMIENTOS iv
RESUMEN v
ABSTRAC vi
NOMENGLATURA vii
LISTA DE FIGURAS xiv
LISTA DE TABLAS xvii
CAPTULO 1 INTRODUCCIN
1.1 Introduccin 1
1.2 Objetivos 4
CAPTULO 2 REVISIN BIBLIOGRFICA DEL INTERCAMBIADOR DE CALOR
DE TUBO Y CORAZA
2.1 Introduccin 5
2.2 Normas, cdigos y manuales 5
2.3 Diseo, Materiales y fabricacin 13
2.4 Mtodos Analticos para determinar el Coeficiente de Transferencia de Calor y la
Cada de presin de un intercambiador de calor de tubo y coraza 17
2.5 Trabajos experimentales del comportamiento trmico y de la cada de presin de un
intercambiador de calor de tubo y coraza 25
CAPTULO 3 SELECCIN DE LOS COMPONENTES DEL INTERCAMBIADOR DE
CALOR DE TUBO Y CORAZA
3.1 Introduccin 39
3.2 Componentes del intercambiador de calor 39
3.3 Anlisis y seleccin de los componentes del intercambiador de calor 40
3.3.1 Coraza 40
3.3.2 Arreglo de tubos 42
3.3.3 Mamparas 45
3.3.4 Barras de soporte y espaciadoras 49
3.3.5 Espejos 49
3.3.6 Cabezales 51
3.3.7 Tapas 53
3.3.8 Bridas 54
3.3.9 Boquillas 55
CAPTULO 4 FABRICACIN DEL INTERCAMBIADOR DE CALOR DE TUBO Y
CORAZA
4.1 Introduccin 57
4.2 Criterio para la seleccin de los materiales de los componentes del intercambiador
de calor 57
4.3 Seleccin de los materiales de los componentes del intercambiador de calor 58
4.3.1 Coraza 58
4.3.2 Arreglo de tubos 60
4.3.3 Mamparas 62
i
4.3.4 Barras de soporte y espaciadoras 63
4.3.5 Espejos 64
4.3.6 Cabezales 65
4.3.7 Canal 65
4.3.8 Tapas 66
4.3.9 Bridas 67
4.3.10 Boquillas 68
4.4 Diseo mecnico del intercambiador de calor de tubo y coraza 69
4.4.1 Condiciones iniciales para el diseo mecnico 69
4.4.2 Coraza 69
4.4.3 Arreglo de tubos 70
4.4.4 Mamparas 72
4.4.5 Barras de soporte y espaciadoras 78
4.4.6 Espejos 78
4.4.7 Cabezales 79
4.4.8 Canal 79
4.4.9 Tapas 80
4.4.10 Bridas 82
4.4.11 Boquillas 83
4.4.12 Placa de choque 85
4.4.13 Accesorios 85
4.5 Procedimiento de fabricacin del intercambiador de calor 89
4.5.1 Maquinas herramientas utilizadas para la fabricacin 89
4.5.2 Maquinado y barrenado de la coraza 93
4.5.3 Maquinado y barrenado de las mamparas y espejos 96
4.5.4 Maquinado y barrenado de la placa de choque 101
4.5.5 Maquinado y barrenado de los cabezales 102
4.6 Ensamble del intercambiador de calor 104
4.6.1 Ensamble de la coraza, mamparas y tubos 104
4.6.2 Ensamble de los cabezales 107
4.6.3 Ensamble del equipo completo 108
CAPTULO 5 VALIDACIN EXPERIMENTAL DEL COMPORTAMIENTO
TRMICO Y DE LA CADA DE PRESIN DEL INTERCAMBIADOR
DE CALOR
5.1 Introduccin 109
5.2 Trabajo experimental 109
5.2.1 Descripcin del equipo 109
5.2.2 Descripcin del intercambiador de calor de tubo y coraza 113
5.3 Instrumentacin 114
5.3.1 Flujo 114
5.3.2 Temperatura 114
5.3.3 Presin 115
5.4 Condiciones para el trabajo experimental 116
5.5 Procedimiento experimental 116
5.5.1 Mediciones 116
5.5.2 Procedimiento de arranque 117
ii
5.6 Clculo de la cada de presin 118
5.6.1 Cada de presin en la coraza 118
5.6.2 Cada de presin en los tubos 136
5.7 Clculo del coeficiente de transferencia de calor 136
5.7.1 Coraza 136
5.7.2 Tubos 136
5.8 Clculos experimentales del intercambiador de calor 138
5.8.1 Transferencia de calor 138
5.8.2 Coeficiente de transferencia de calor de la coraza 138
CAPTULO 6 RESULTADOS Y ANLISIS DE RESULTADOS
6.1 Consideraciones para el anlisis 141
6.1.1 Resultados de la seleccin de componentes del intercambiador de calor 141
6.1.2 Resultados de la seleccin del material de los componentes del intercambiador
de calor 142
6.1.3 Resultados del diseo mecnico del intercambiador de calor 142
6.2 Anlisis de resultados tericos 146
6.2.1 Coraza 146
6.2.2 Tubos 147
6.3 Anlisis de resultados experimentales 149
6.3.1 Coraza 149
6.3.2 Tubos 150
6.4 Comparacin entre los resultados tericos y los experimentales 151
6.4.1 Coraza 151
6.4.2 Tubos 153
6.5 Visualizacin 153
CONCLUSIONES 155
TRABAJ OS FUTUROS 157
REFERENCIAS 158
ANEXOS
Anexo I Hoja de registro de dibujos 162
Anexo II Resultados tericos del intercambiador de calor de tubo y coraza 178
Anexo III Resultados experimentales del intercambiador de calor de tubo y coraza 180
Anexo IV Participacin en congresos 184
iii
RESUMEN
En este trabajo se presenta la fabricacin y validacin experimental de un
intercambiador de tubo y coraza. Para la fabricacin del intercambiador primero se
propuso una metodologa para disear un intercambiador con arreglo de tubos
triangular, para lo cual se desarroll un programa computacional. Esta metodologa
consisti en la seleccin de los componentes, la seleccin de los materiales y el
dimensionamiento del equipo, as como tambin se propuso un procedimiento para
fabricar el intercambiador. Adems, se realiz un programa experimental para analizar
el comportamiento trmico y la cada de presin del intercambiador, con la finalidad de
validar los resultados experimentales con el mtodo de Wills-J ohnston. Para el
desarrollo del trabajo experimental se modific un banco de prueba existente. Los
resultados obtenidos del programa computacional para el diseo fueron comparados con
los recomendados en la literatura especializada. Esta comparacin mostr una diferencia
del 18% en el espesor las boquillas de la coraza y cabezales, del 10% en el espesor de
los canales y de las tapas, del 5% en el espesor de los espejos, y del 28% en la longitud
de las tapas, estas diferencias se ajustaron con las comerciales. El resto de las
dimensiones del equipo fueron las obtenidas con el programa computacional
desarrollado. La comparacin entre los resultados obtenidos experimentalmente y las
predicciones realizadas con el mtodo de Wills-J ohnston fueron del 7% al 9% en la
cada de presin y del 4% en el coeficiente de transferencia de calor en la coraza. En los
tubos se obtuvo una diferencia del 5.4% en la cada de presin entre los resultados
experimentales y las predicciones realizadas con el mtodo de J . A. R. Henry, y del 1%
en el coeficiente de transferencia de calor. Los resultados tericos y los experimentales
mostraron una diferencia pequea, en el coeficiente de transferencia de calor. Con esto
se demuestra que realizando un buen diseo y fabricacin del intercambiador de calor se
logra un ptimo desempeo del equipo.
ABSTRAC
In this work the manufacture and experimental validation of a shell and tube heat
exchanger is presented. For the manufacture the exchanger a methodology was
proposed to design an exchanger with triangular tube layout, which a computational
program was developed. This methodology consisted in selection of the components
and the materials and the sizing of the equipment, as well as a procedure to manufacture
the exchanger. In addition, an experimental program was made to analyze the thermal
performance and the pressure drop of the exchanger, with the purpose of validating the
experimental results with the method of Wills-J ohnston. In the experimental work was
modified a test bench. The obtained results in the computational program for the design
were compared with the recommended for the specialized literature. This comparison
showed a difference of 18% in the thickness of the nozzle, 10% in the thickness of the
channels and the covers, 5% in the thickness of the tubesheet, and 28% in the length of
the covers, these differences adjusted with the commercial. The rest of the dimensions
of the equipment were the obtained with the developed computational program. The
comparison between the results obtained experimentally and the predictions by the
method of Wills-J ohnston were from 7% to 9% in the pressure drop and 4% in the heat
transfer coefficient in the shell. In the tubes there were a difference of 5.4% in the
pressure drop between experimental results and predictions by the method of J .A.R.
Henry and 1% in the heat transfer coefficient. The theoretical and experimental results
showed a small difference, in the heat transfer coefficient. This demonstrates that carries
out a good design and manufacture of the heat exchanger get an optimal performance.
1
CAPTULO 1
INTRODUCCIN
1.1 INTRODUCCIN
Los intercambiadores de calor de tubo y coraza son equipos ampliamente utilizados en
la industria, por su gran variedad de construccin y por la aplicacin que tienen en los
procesos de transferencia de calor en la produccin de energa convencional como
condensadores, evaporadores, calentadores de agua y generadores de vapor. Su
aceptacin se debe a que proporcionan superficies grandes de transferencia de calor,
adems de que tienen una flexibilidad en sus caractersticas mecnicas y trmicas para
altas presiones y temperaturas, permitiendo su buen diseo y construccin.
Los primeros diseos bsicos de los intercambiadores de calor se realizaron en 1900,
para satisfacer las necesidades de las platas de energa las cuales requeran grandes
superficies de transferencia. En esa poca los primeros problemas de estudi fueron los
esfuerzos de los materiales de los componentes y en la manufactura como: la unin de
los tubos, espejos, boquillas y bridas por soldadura. En los aos 1920 y 1930 se tuvieron
avances en la manufactura motivada por la industria petrolera, pero sin bases
significativas en el diseo. En los aos 1940 y 1950, se realizaron las primeras
investigaciones serias debido al crecimiento uso de los intercambiadores de calor de
tubos y coraza, los cuales fueron demandados con desempeos ms preciosos en
diferentes procesos industriales.
La necesidad de la industria por conservar la energa, recuperarla la energa en procesos
o desarrollar nuevas fuentes de energa ha impulsado recientes tecnologas para la
fabricacin de los intercambiadores de calor, as como el incremento de nuevos
materiales y perfiles de los componentes. Esto con el fin de cubrir un extenso rango en
2
las condiciones de operacin y dar soluciones a los problemas que se presentan en los
intercambiadores de calor.
Algunos de los perfiles que se han desarrollado en los tubos lisos se han aplicado en
plantas nucleares con el objetivo de reducir o eliminar los esfuerzos trmicos en la
coraza, tubos y en los espejos fijos [46], mientras que nuevos perfiles en los tubos
aletados se han utilizado para incrementar la superficie de intercambio de calor
(desempeo trmico). La vibracin inducida por el flujo es un problema importante en
los intercambiadores debido a que causa fallas en los tubos o en la unin de los tubos
con los espejos. De este problema se ha desarrollado diferentes estudios con las
mamparas segmentadas, soportes y estructuras de malladas para dirigir al fluido en la
coraza. Adems se han implementado tcnicas para la unin de los tubos en los espejos:
expansin hidrulica y soldadura de impacto.
Otros estudios importantes que se han realizado son en las predicciones del
comportamiento trmico y de la cada de presin de los fluidos, donde se han enfocado
ms en la distribucin del flujo en la coraza por su complejidad. Kern [15] realiz uno
de los primeros mtodos para el estudio del comportamiento trmico y de la cada de
presin, considerando un flujo ideal en la coraza. Aos despus, Tinker [16,17]
desarrollo un mtodo ms eficiente, el cual analiza el coeficiente de transferencia de
calor y la cada de presin en funcin de la distribucin de las corrientes del flujo en la
coraza. Ms tarde la Universidad de Delaware realiz investigaciones en la distribucin
del flujo, del coeficiente de transferencia de calor y de la cada de presin, publicadas
por Bell [18], en estas investigaciones se obtuvieron factores de correccin y factores de
friccin experimentales para determinar el coeficiente de transferencia de calor y la
cada de presin en un banco de tubos ideal. Taborek [20], realiz modificaciones al
trabajo desarrollado por Bell, ajustando algunos factores de correccin con datos
experimentales. Wills-J ohnston [21], simplificaron el mtodo desarrollado por Tinker
en las predicciones de la cada de presin, al incluir la cada de presin en la primera y
ltima mampara, y la cada de presin en las boquillas.
3
Una herramienta que tambin se ha desarrollado para el diseo de los intercambiadores
de calor son los programas computacionales, los cuales se deben basar en un buen
entendimiento de la funcin de los componentes y de los factores: condiciones de
operacin, esfuerzos mecnicos y dilataciones trmicas entre los componentes,
problemas de corrosin, depsito de slidos e incrustacin, cada de presin, desempeo
trmico, peso, tamao y costo. Este ltimo punto es determinante para el diseo y
seleccin del tipo del intercambiador de calor, lo cual incluye: tipo de coraza, arreglo de
tubos, mamparas, espejos y cabezales, etc.
Con lo mencionado anteriormente, se observa que la apropiada seleccin de materiales
y una buena fabricacin de un intercambiador de calor dan como resultado un buen
funcionamiento mecnico y trmico del equipo, y la disminucin de problemas tales
como: fugas entre las uniones espejo-tubos, coraza-espejo, dao de los tubos,
mamparas, etc. Estos problemas son el resultado de una inadecuada cada de presin
diferente y por consiguiente una mala transferencia de calor del equipo. Es por esto, que
no se puede tratar el diseo mecnico y trmico, y la fabricacin de estos equipos
separadamente.
El intercambiador de calor de tubo y coraza que es utilizado en la industria Mexicana,
tiene que ser capaz de cooperar con la optimizacin de cualquier proceso de
transferencia de calor, y este se obtiene con el buen funcionamiento mecnico y trmico
del intercambiador de calor, pero a la vez estos dependen de cmo se realiza el diseo
mecnico, la seleccin de materiales y la fabricacin del equipo. Sin embargo de la
revisin bibliogrfica realizada, se observa que la informacin actual que hay en
Mxico sobre el diseo mecnico, seleccin de materiales y fabricacin de un
intercambiador de calor, es escasa, y que por lo regular solo consideran algunos
componentes, y debido a que estos equipos en los procesos de transferencia de calor
desempean un papel importante, es por esto que es necesario crear un procedimiento
para la seleccin de materiales y fabricacin de un intercambiador de calor de tubo y
coraza, de acuerdo a las necesidades de la industria en Mxico, por lo que este trabajo
tiene la finalidad de llenar un vaco existente en esta rea de investigacin.
4
1.2 OBJETIVOS
El objetivo de esta tesis:
Fabricar y validar experimentalmente un intercambiador de calor de tubo y coraza.
Objetivos particulares:
Realizar un anlisis bibliogrfico sobre normas, cdigos, manuales y artculos
relacionados con el diseo, fabricacin, comportamiento trmico y de la cada de
presin en un intercambiador de calor de tubo y coraza.
Proponer una metodologa para disear y fabricar el intercambiador.
Seleccionar los componentes principales del intercambiador.
Seleccionar el material de los componentes del intercambiador de calor.
Visualizar el flujo del fluido en la coraza.
Desarrollar un programa computacional para el diseo del quipo.
Desarrollar un programa computacional para determinar el coeficiente de
transferencia de calor y la cada de presin utilizando el mtodo de Wills-J ohnston.
Adecuar un banco de pruebas para medir la cada de presin y las temperaturas de
entrada y salida en los tubos y coraza, para obtener el coeficiente de transferencia de
calor.
Investigar experimentalmente el comportamiento trmico y la cada de presin del
intercambiador de calor.
Comparar los resultados experimentales del coeficiente de transferencia de calor y la
cada de presin con las predicciones tericas.
5
CAPTULO 2
REVISIN BIBLIOGRFICA DEL INTERCAMBIADOR DE CALOR DE
TUBO Y CORAZA
2.1 INTRODUCCIN
En este captulo se presenta un anlisis bibliogrfico de las normas, cdigos, manuales y
artculos encontrados en las revistas especializadas relacionadas con el diseo mecnico,
seleccin de materiales y fabricacin de los intercambiadores de calor de tubo y coraza, as
como tambin de los mtodos analticos y trabajos experimentales para el anlisis del
comportamiento trmico de los intercambiadores de calor de tubo y coraza.
2.2 NORMAS, CDIGOS Y MANUALES
La norma ms ampliamente utilizada para el diseo, fabricacin y seleccin de materiales
de un intercambiador de calor de tubo y coraza es la Standard of Tubular Exchanger
Manufacturers Association, TEMA [1]. sta norma clasifica a los intercambiadores de
calor de tubo y coraza en tres clases, de acuerdo al proceso y a las condiciones de
operacin. Las cuales se mencionan a continuacin:
Clase R: Incluye los intercambiadores de calor que se utilizan en la industria del
petrleo y en procesos similares.
Clase C: Abarca a los intercambiadores de calor en procesos moderados tales como:
comerciales y generales.
Clase B: Incluye los intercambiadores de calor que se utilizan en procesos qumicos.
Las tres clases de intercambiadores de calor de tubo y coraza presentan las siguientes
limitaciones: El dimetro interior de la coraza no debe exceder de 1524 mm y la presin de
diseo no debe ser mayor de 207 bars (207x10
5
Pa). Estos puntos tienen la finalidad de
limitar el espesor de la coraza a 50.8 mm (2 in) y el dimetro de los pernos a 76.2 mm (3
in).
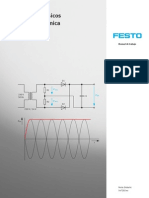
Figura 2.1. Diferentes configuraciones de un intercambiador de calor de tubo y coraza [1].
La figura 2.1 muestra las diferentes configuraciones de un intercambiador de calor de tubo
y coraza, la cual se divide en tres columnas: la primera columna define el cabezal de
entrada con las letras A, B, C, N, y D; la segunda columna muestra la coraza con las letras
E, F, G, H, J, K y X; y la tercera columna ilustra el cabezal de salida con las letras L, M, N,
6
7
P, S, T, U y W. Por ejemplo, la configuracin BEM nos indica que el cabezal de entrada es
del tipo bonete con espejo fijo, con una coraza de un solo paso y un cabezal de salida del
tipo bonete.
TEMA recomienda las tolerancias externas permitidas para la fabricacin de los
componentes del intercambiador del calor, tales como: espejos, bridas, boquillas, tapas,
soportes, etc. Al igual que describe brevemente las pruebas de fuga que se tiene que realizar
a los intercambiadores da calor, despus de su fabricacin e instalacin, para asegurarse de
que no presenten ninguna fuga en las uniones entre componentes, tales prueban son
hidrostticas y neumticas. Tambin recomienda diferentes materiales que se pueden
utilizar para la fabricacin de los tubos, espejos, bridas, corazas, cabezales (canal y tapa),
mamparas, soportes, barras espaciadoras y de soporte, empaques, tornillos y tuercas, tales
materiales son; aceros al carbono, aleaciones de aceros, cobre, aluminio, nquel, titanio y
zirconio.
En la clase C se recomiendan dimetros y espesores para los tubos construidos de cobre,
aleaciones de cobre, acero al carbono, aluminio y aleaciones de aluminio. Describe los
diferentes arreglos de los tubos que se utilizan en los intercambiadores de calor.
Proporcionando el paso del tubo de centro a centro que es de 1.25 a 1.5 veces el dimetro
exterior del tubo.
La tolerancia para el dimetro interno de la coraza no debe ser mayor al obtenido por el
diseo en 3.175 mm (1/8 in). Tambin recomienda el espesor mnimo de la coraza para
aceros al carbono y aleaciones. El espesor de las tapas del cabezal debe ser del mismo
espesor al de la coraza. El claro que hay entre la coraza y mamparas se obtiene con el
dimetro de la coraza.
En esta norma se describen los diferentes tipos de mamparas empleadas tales como:
mamparas segmentadas horizontales, verticales y rotadas; mamparas segmentadas simples,
dobles y triples. Se especifica que el corte de la mampara es un porcentaje del dimetro
interno de la coraza, sin embargo, no se proporciona un porcentaje para ste. Tambin
recomienda el claro entre mamparas-tubos y este es de 0.39 a 0.79 mm, el cual depende del
espaciamiento entre mamparas centrales y del dimetro exterior de los tubos. El espesor de
las mamparas segmentadas se determina con el dimetro de la coraza y con el
espaciamiento entre mamparas centrales. El espaciamiento mnimo entre mamparas
centrales es 1/5 veces el dimetro interno de la coraza o 50.8 mm (2 in), el valor que sea
mayor.
La placa de choque solo se utiliza cuando la siguiente expresin da valores mayores
de 2250 kg/ms
2
V
2
, en fluidos no corrosivos, no abrasivos y de una sola fase; para gases,
vapores y mezclas lquido-vapor se tiene que emplear la placa de choque.
El material de las barras de soporte y espaciadoras debe ser de un material similar al de las
mamparas. El dimetro y la cantidad de estas barras a utilizar en el ensamble de las
mamparas dependen del dimetro de la coraza.
Los empaques de asbesto se deben utilizar en uniones externas con presiones de diseo de
2.07 MPa (300 psi) o menores, siempre y cuando la temperatura y la corrosin del fluido no
sean tan severas. Los empaques de camisa metlica o metlicos se deben utilizar en uniones
con presiones de diseo mayores a 2.07 MPa (300 psi) y para uniones internas en los
cabezales flotantes. El ancho mnimo para los empaques es de 9.525 mm en uniones
externas con corazas de dimetros de 584.2 mm y de 12.7 mm, para corazas de dimetros
mayores.
Para el espejo fijo se tiene una ecuacin para calcular el espesor del espejo que depende del
esfuerzo de tensin permisible del material del espejo y de la presin de diseo de la coraza
o tubos. Tambin proporciona ecuaciones para determinar los esfuerzos que puede soportar
la unin espejo-tubos. Para obtener la tolerancia de los barrenos en los espejos, solo se
necesita conocer el dimetro exterior de los tubos.
Se recomienda que las boquillas que son unidas a la coraza no deben sobresalir en el
interior de la coraza, en tanto, las boquillas que son unidas al canal deben sobresalir en el
interior del canal para proporcionar venteo. Tambin se recomienda que las boquillas se
utilicen para las conexiones de medicin de presin y temperatura.
8
9
El dimetro mnimo para los tornillos es de 12.7 mm y dimetros menores se debe tener
cuidado para evitar sobre esfuerzos en los tornillos. Para determinar las dimensiones y
distancias de separacin entre tornillos se debe consultar la tabla D-5.
El cdigo American Society of Mechanical Engineers ASME [2], especifica los
materiales y normas para la construccin de recipientes a presin, en donde, el
intercambiador de calor de tubo y coraza es considerado como un recipiente bajo presin
interna. Del cdigo ASME seccin VIII divisin 1, se observa las siguientes
recomendaciones para la fabricacin de algunos componentes del intercambiador de calor
de tubo y coraza:
Para el espesor de los espejos, coraza, cabezal, bridas, etc., se debe que considerar el
espesor del recubrimiento. Los materiales para los recubrimientos son lminas de acero-
cromo, SA-263, acero-nquel-cromo, SA-264, acero aleado con nquel, SA-265, aceros
inoxidables u otros materiales resistentes a la corrosin de los fluidos de operacin del
equipo. Estos recubrimientos se deben aplicar al material base por medio de soldadura de
arco, y el material del metal de aporte debe ser de la misma composicin que al material del
recubrimiento.
Especfica diferentes espesores, factores de empaque y esfuerzos permitidos de los
diferentes materiales de los empaques tales como; asbestos, fibras de asbesto o vegetales,
cobre, cromo, nquel, etc. Los cuales dependen del fluido de los tubos y de la coraza, al
igual que de la temperatura y de la presin de operacin del equipo.
Las placas de acero SA-36 y SA-283 grado A, B, y D se pueden utilizar para la coraza y
boquillas siempre y cuando cubran lo siguiente: el intercambiador de calor no debe
contener sustancias toxicas, ni estar expuesto a flama; la temperatura de diseo tiene que
estar en el rango de -28 a 343 C. Presenta relaciones para determinar los espesores de los
diferentes cabezales como la semiesfrica, toriesfrica y elipsoidal.
En la parte UG, especifica el diseo de algunos componentes del intercambiador de aceros
al carbono y aceros de baja aleacin, proporcionado ecuaciones para determinar el espesor
10
o presin interna de corazas cilndricas, cabezales, boquillas y espejos dependiendo de las
condiciones iniciales que se tengan. Para determinar el espesor de las boquillas y corazas
cilndricas, fabricadas de tubos, se emplean las mismas ecuaciones y la resistencia a la
corrosin permitida.
En el cabezal tipo bonete, se recomienda que el espesor mnimo para el canal y la tapa se
debe considerar la resistencia a la corrosin permitida, la profundidad de la tapa debe ser de
1/3 del dimetro interno de la boquilla, cuando sta es axial.
Se describen las caractersticas geomtricas de algunos tipos de arreglos que se pueden
utilizar en un intercambiador de calor. As como ecuaciones para determinar las diferentes
cargas permitidas en la unin entre los tubos y los espejos.
En la seccin II parte D, se proporcionan los valores de las principales propiedades de
metales ferrosos y no ferrosos para los diferentes componentes de un intercambiador de
calor, tales propiedades son: esfuerzos permitidos, coeficientes de expansin trmica,
coeficiente de conductividad trmica. Todas estas propiedades se encuentran a diferentes
rangos de temperaturas de operacin de los fluidos de trabajo.
La norma American National Standard Institute ANSI B16.21 [3], recomienda las
dimensiones para los diferentes tipos de empaques planos no metlicos utilizados para las
diferentes clases de bridas atornilladas, tales dimensiones son el dimetro interior y exterior
del empaque, nmero y dimetro de los barrenos.
J. Henry [4], realiz un anlisis de la distribucin del fluido de los tubos a travs de las
boquillas y cabezales de los intercambiadores de calor de tubos y coraza para determinar la
cada de presin de los tubos.
Henry observ que la cada de presin en las boquillas de los cabezales, se debe al
cambio de las dimensiones (dimetros) entre estos componentes y de los coeficientes de
friccin. La cada de presin entre la entrada y salida de los tubos se debe a la disminucin
11
y aumento del rea entre los cabezales y tubos, as como de la distribucin del flujo a travs
del arreglo de tubos.
En este anlisis Henry determin la cada de presin de los tubos en la boquilla de entrada
y salida, cada de presin en la entrada y salida de los tubos, as como a lo largo de los
tubos.
D. Harris [5], describe un procedimiento para el dimensionamiento de los siguientes
componentes de un intercambiador de calor de tubo y coraza basado en TEMA [1] y ASME
[2]:
Para el espesor de la coraza, tubos y cabezales (tapa y canal), se determine la presin de
operacin de diseo del equipo, el radio interno y el esfuerzo mximo permisible del
material de estos componentes, y la eficiencia de la unin, para el caso en que estos
componentes sean unidos por soldadura.
Especifica las dimensiones de las tapas elipsoidales y semiesfricas de los cabezales, tales
dimensiones son; profundidad de la tapa, radio interior de curvatura y radio de la tapa.
En este trabajo se presentan ecuaciones para calcular el espesor del espejo fijo y de las
bridas. En estas expresiones se requieren el dimetro interno del empaque, la presin de
diseo ms grande entre la coraza y tubos, y del esfuerzo permisible del material del espejo.
En las bridas se necesita conocer las dimensiones de estas, la presin de diseo de los
tubos, dimensiones del empaque y esfuerzo permisible del material de la brida.
J. Taborek [6], en su publicacin, hace nfasis de la importancia, que tiene tanto el diseo
mecnico como termohidrulico, para el buen funcionamiento de los intercambiadores de
calor de tubo y coraza. Basndose en la norma TEMA [1]. En esta publicacin se realizan
las siguientes recomendaciones y sugerencias:
El espesor del espejo fijo depende del dimetro interno de la coraza, de la presin de
operacin de la coraza y del esfuerzo permisible del material del espejo.
El corte de las mamparas segmentadas es un porcentaje del dimetro interno de la coraza.
El espaciamiento entre mamparas centrales, se determina con el porcentaje de corte de las
mamparas y del dimetro interno de la coraza.
12
Altura y dimensiones de la placa de choque, las cuales depende del dimetro interno de la
boquilla de entrada de la coraza.
El nmero total de tubos alojados dentro de la coraza se calcula en funcin del dimetro
mximo del arreglo de tubos, del paso entre tubos y de una constante basada en el tipo de
arreglo, ya sea cuadrado o triangular.
Claro entre mamparas y tubos, el cual relaciona el dimetro externo de los tubos y la
distancia mxima no soportada de los tubos. Claro entre coraza y mamparas, se determine
por expresin, la cual relaciona el dimetro interno de la coraza.
El paso de los tubos es de 1.25 a 1.5 veces el dimetro exterior de los tubos para los
diferentes arreglos de tubos. El arreglo de tubos triangular de 30 se utilice con fluidos
limpios y con un paso de los tubos de 1.25, los arreglos de tubos cuadrados de 90 o 45 se
utilizan con fluidos de alta suciedad.
Eugene F. Megyesy [7], en su manual de recipientes a presin, rene frmulas, datos
tcnicos y procedimientos de diseo y construccin para equipos sometidos a presin, que
durante aos ha venido acumulando.
En este manual se resumen los procedimientos y formulas de diseo de las normas de
ASME code for Pressure Vessels, seccin VIII, divisin 1, as como datos de diferentes
fuentes. Debido a que la gran mayora de los recipientes a presin son construidos con
materiales ferrosos. De este manual se pueden determinar los siguientes parmetros y
dimensiones de los componentes de un intercambiador de calor:
El espesor de los tubos, coraza, cabezales y boquillas.
Presin mxima de operacin de los tubos, coraza, cabezales y boquillas.
Tipos y dimensiones de bridas para diferentes presiones de operacin.
Tipos y dimensiones de los cabezales (canal y tapa).
Altura y espesor de las boquillas.
13
2.3 DISEO, MATERIALES Y FABRICACIN
Kenneth J. Bell [8], describe algunas caractersticas de construccin y materiales usados en
algunos componentes del intercambiador de calor de tubo y coraza basados en la norma
TEMA [1].
Los materiales ms utilizados para los tubos son aceros de bajo carbono, aceros
inoxidables, cobre, cupronquel, aleacin de nquel y cromo, aluminio (en varias
aleaciones), o titanio.
En la unin espejo-tubos por soldadura, los materiales de estos tienen que ser iguales o
compatibles. En la unin espejo-tubos por expansin mecnica, se puede utilizar una
amplia variedad de combinaciones de materiales entre ellos, considerando sus lmites de
esfuerzos y la corrosin.
El corte de las mamparas segmentadas es del 20 al 25% en fluidos lquidos y del 40 al
45% en fluido gaseosos para disminuir la cada de presin del fluido en la coraza.
El material del espejo debe ser resistente a la corrosin del fluido que fluye en la coraza y
en los tubos, tambin debe ser compatible con el material de los tubos. El espejo puede ser
de acero de bajo carbono con una capa resistente a la corrosin.
Las tapas del cabezal y las boquillas se deben fabricar de materiales compatibles con los
materiales de los espejos y de los tubos, con la finalidad de evitar la corrosin en especial
con los tubos.
La placa de choque se debe utilizar para prevenir el impacto directo del fluido en los
tubos superiores producido por las altas velocidades del flujo de fluido en la coraza, tal
impacto puede causar corrosin, cavitacin o vibracin.
J. A. Herrera Figueroa [9], analiza algunos materiales y detalles de construccin de
componentes del intercambiador de calor de tubo y coraza tomados de TEMA [1] y ASME
[2], tales como:
La unin espejo-tubos se debe realizar por soldadura o por expansin del tubo dentro del
espejo. Los materiales que se recomiendan para la fabricacin de los tubos son el acero al
carbono, acero inoxidable, cobre, aleacin cobre-nquel, aluminio-cobre, aluminio y latn.
14
La separacin mnima recomendada entre mamparas es 1/5 el dimetro de la coraza y la
separacin mxima recomendada es igual al dimetro de la coraza.
El corte ptimo recomendado para las mamparas segmentadas es del 20-25% el dimetro
interno de la coraza. Estos parmetros determina la velocidad del flujo a travs de la coraza,
la transferencia de calor y la cada de presin.
D. K. Mehra [10], menciona a TEMA [1] y ASME [2] como las principales fuentes para el
diseo mecnico y fabricacin de los intercambiadores de calor de tubo y coraza. De
acuerdo a esta norma y el cdigo, Mehra sugiere que:
El material de los espejos debe ser compatible con el material de los tubos. Sin embargo,
para tubos de aceros inoxidables y para otras aleaciones, los espejos pueden ser fabricados
de aceros al carbono, y revestido con una aleacin metlica.
Los materiales ms utilizados para la coraza son de acero al carbono y los materiales de
las mamparas, barras, espaciadores y listones de sello deben ser de los mismos materiales
que la coraza.
Se deben disminuir o eliminar los claros entre coraza-mamparas y de las mamparas-tubos,
con la finalidad de obtener el mayor flujo cruzado en el arreglo de tubos.
En tubos con dimetros de 12.7 mm, 9.525 mm y 6.35 mm se recomienda que el fluido
que fluya a travs de estos debe ser limpio. Los tubos de dimetros de 25.4 mm, 38.1 mm y
50.8 mm son recomendables en U y para fluidos de alta suciedad.
El arreglo de tubos triangular da mayor rea de transferencia de calor con un mayor
coeficiente de transferencia de calor. El arreglo de tubos cuadrado se debe utilizar cuado se
requiere limpieza exterior de los tubos.
El espaciamiento mnimo que se recomienda entre mamparas centrales es 1/5 el dimetro
interno de la coraza o 50.8 mm.
T. C. Spencer [11], menciona a TEMA [1] como la principal fuente para disear y fabricar
intercambiadores de calor de tubo y coraza. Con base a la norma, Spencer recomienda para
la fabricacin de estos equipos ensamblar y unir cuidadosamente los tubos en los espejos,
para evitar fugas y obtener una estructura rgida. Esto se logra uniendo los tubos al espejo
por medio de soldadura de arco, unin por expansin, expansin mecnica o hidrulica.
15
E. A. D. Saunders [12], en su publicacin menciona a TEMA [1] y ASME [2] como las
principales fuentes para el diseo, seleccin de materiales y fabricacin de
intercambiadores de calor de tubo y coraza. Con base en esta norma y cdigo, el sugiere lo
siguiente:
En la unin de las boquillas a la coraza se debe tener cuidado con la deformacin de la
coraza, debido a que puede afectar la distancia entre las mamparas y la coraza.
La tapa semiesfrica se recomienda usarlo para reducir el espesor del cabezal en
presiones grandes de operacin. La tapa semielptica tiene que coincidir el dimetro y
espesor del canal, y la profundidad de la tapa es el dimetro interno del cabeza.
Las boquillas con brida de cuello soldable y con brida deslizable son usadas en dimetros
grandes y presiones altas, y la boquilla forjada de cuello soldable se recomienda utilizarla
para reducir la cantidad de soldadura.
El material de la brida puede ser del mismo material que el de la coraza o de acero al
carbono. Las bridas de anillo se recomiendan para aplicaciones moderadas mientras que la
de cuello soldable aplicaciones donde la temperatura y la presin son altas.
Los materiales de fabricacin de los empaques son de fibras de asbesto con capas de
gaucho o finas mallas metlicas, asbesto con camisas metlicas y de caucho. El primer tipo
de empaque se emplean en bridas externas con presiones bajas y de 20 bares, el segundo
tipo se utilizan en bridas internas y el tercer tipo se emplean en operaciones de baja presin.
La fabricacin de espejos con espesores menores de 100 milmetros se debe utilizar
placas y para espejos con espesores grandes se utilizan discos forjados. Los espejos fijos se
deben utilizarse con fluidos limpios de la coraza debido a que no se tiene acceso al arreglo
de tubos para su limpieza externa, sin embargo este tipo de espejos permiten limpieza
interna de los tubos al retirar los cabezales.
La unin de los tubos al espejo se debe realizar por expansin de rolado, hidrulica,
explosiva o por soldadura. En la unin tubos-espejo por expansin no siempre se garantiza
estar libre de fugas en periodos largos de operacin del intercambiador de calor.
El arreglo de tubos triangular de 30 permite un equipo ms compacto, sin embargo este
arreglo de tubos se debe utilizar con fluidos limpios de la coraza debido a que no permiten
limpieza mecnica externa de los tubos.
16
El corte de las mamparas es del 15 al 40% el dimetro interno de la coraza y el espesor de
las mamparas es de 3.2 a 19 mm.
La funcin de la placa de choque es proteger a la primera hilera del arreglo de tubos que
se ubican de bajo de la boquilla de entrada de la coraza, y las dimensiones de la placa de
choque son: la altura de la placa de choque es del 25% el dimetro interno de la boquilla; el
rea de la placa de choque tiene que ser mayor al dimetro interno de la boquilla y un
espesor de 6 mm.
J. Taborek, G. Aureoles [13], en su artculo mencionan que TEMA [1] es ampliamente
aceptada para el diseo mecnico y fabricacin de los intercambiadores de calor de tubo y
coraza, sin embargo presentan una critica a la sptima edicin publicada en 1988, por lo
cambios presentados en el rea de diseo mecnico, vibracin de los tubos, dimensin del
rea del flujo y del ensuciamiento.
Para las clases R, C y B los dimetros recomendados para los tubos y la coraza puede ser
menores de 6.42 mm y de 152 mm, respectivamente.
Para el diseo mecnico de los espejos se introdujo una nueva formula para determinar su
espesor, la cual, depende de la geometra y dimensiones del arreglo de tubos. Tambin se
incluyen formulas para calcular el espesor de las bridas.
Con respecto al diseo trmico se aumento el claro entre coraza y mampara, causando
una inadecuada distribucin del flujo de la coraza que no contribuye a la transferencia de
calor.
Se aumentado a una seccin la vibracin en los tubos inducida por el flujo. Mientras que
la seccin de ensuciamiento se redujo a una sola pgina.
R. Mukherjee [14], en su publicacin menciona algunas caractersticas mecnicas de los
principales componentes del intercambiador de calor de tubo y coraza, basado en TEMA
[1], las cuales son las siguientes:
Los espejos fijos por su sencillez son fciles de construir y de bajo costo, ya que la unin
coraza-espejo y tubos-espejos se puede realizar por soldadura. Adems de que permitir
limpieza mecnica interna de los tubos al retirarse los cabezales, sin embargo, no se
17
recomienda estos espejos en procesos con fluidos de gran suciedad, por no permitir
limpieza mecnica externa de los tubos.
Cuando los materiales de la coraza y de los tubos son iguales, se recomienda que todos
los dems componentes deben ser del mismo material, y para materiales diferentes entre la
coraza y tubos, se debe especificar el material de cada componente.
Los arreglos de tubos triangular de 30 o 60 permiten acomodar ms tubos en la coraza
que los arreglos de tubos cuadrados de 90 y de 45, lo cual, permite una mayor rea de
transferencia de calor. El arreglo de tubos cuadrado de 90 se recomienda utilizarlo con
fluidos de alta suciedad de la coraza.
El paso mnimo que se recomienda entre tubos para los arreglos de tubos es de 1.25 veces
el dimetro exterior del tubo.
El espaciamiento mximo entre mamparas es 1/5 el dimetro interno de la coraza y que el
corte de la mampara puede variar desde 15% hasta 45%. Estos puntos conducen el fluido a
travs de la coraza y evitan las fallas de los tubos causadas por la vibracin inducida por el
flujo.
La tabla 2.1 muestra un resumen de las recomendaciones ms importantes para el diseo y
la fabricacin de un intercambiador de calor de tubo y coraza, encontradas en la revisin
bibliogrfica.
2.4 MTODOS ANALTICOS PARA DETERMINAR EL COEFICIENTE DE
TRANSFERENCIA DE CALOR Y LA CADA DE PRESIN DE UN
INTERCAMBIADOR DE CALOR DE TUBO Y CORAZA
Kern [15] en 1950 desarroll uno de los primeros mtodos para el estudio del
comportamiento trmico de un intercambiador de calor de tubo y coraza. Este mtodo
considera que el flujo a travs del arreglo de tubos es nicamente flujo cruzado, y no
contempla fugas entre los componentes de la coraza. Este mtodo tambin est restringido
para un corte de las mamparas del 25%. El coeficiente de transferencia de calor en la
coraza, h
s
, determinado por este mtodo fue para un flujo turbulento de un rango de
2000<Re<1000000, basado en datos experimentales obtenidos en la industria, el cual se
expresa de la siguiente manera:
=
3 / 1 55 . 0
36 . 0
k
c
m D
k
D h
p
s e e s
&
(2.1)
donde D
e
; es el dimetro equivalente, ; es el flujo msico del flujo cruzado, k; es la
conductividad trmica, c
s
m&
p
; es el calor especifico, y ; es el factor de correccin de la
viscosidad, expresado por:
14 . 0
=
w
(2.2)
donde ; es la viscosidad del fluido, y
w
; es la viscosidad de la pared del tubos.
La correlacin para determinar la cada de presin desarrollada por Kern es la siguiente:
( )
+
=
e
b s s
s
D
N D m ff
p
2
1 4
2
&
(2.3)
donde ff; es el factor de friccin, D
is
; es el dimetro interno de la coraza, N
b
; es el nmero
de mamparas, ; es la densidad del fluido, D
e
; es el dimetro equivalente y ; es el factor
de correccin de la viscosidad.
Este mtodo fue ampliamente utilizado en la industria por su sencillez al proporcionar
rpidos resultados del coeficiente de transferencia de calor y de la cada de presin de la
coraza. En la actualidad, este mtodo ya no es recomendable debido a que no considera las
fugas entre los diferentes claros de los componentes del intercambiador de calor, tales
como; claro entre coraza-mamparas y mamparas-tubos, as como las distancias de las
mamparas de entrada y salida.
En 1951 Tinker [16] desarroll un mtodo ms eficiente, para analizar el flujo en la coraza,
el cual es conocido como el mtodo de anlisis de corrientes, como se muestra en la figura
2.2. Este mtodo calcula la cada de presin y el coeficiente de transferencia de calor de la
18
coraza para un intercambiador de calor de tubo y coraza, en funcin de la distribucin de
las corrientes del fluido a travs de los componentes en la coraza. Estas corrientes fueron:
Corriente A, es la corriente de fuga entre el claro de las mamparas y tubos.
Corriente B, es la corriente del flujo cruzado sobre el arreglo de tubos entre dos mamparas.
Corriente C, es la corriente de desviacin entre la coraza y el dimetro exterior del arreglo
de tubos.
Corriente E, es la corriente de fuga entre el claro la coraza y las mamparas.
Figura 2.2. Diagrama de las corrientes del flujo de la coraza.
El mtodo de anlisis de corrientes es complejo al involucrar numerosas iteraciones debido
a que la resistencia del flujo depende de la relacin del flujo total.
Tinker en 1958 [17], simplific su mtodo al utilizar constantes obtenidas
experimentalmente con la finalidad de disminuir las iteraciones. Este mtodo consider las
desviaciones del flujo en la coraza, claros entre componentes, dispositivos de sellado,
espaciamiento y corte de las mamparas, ngulo del arreglo de tubos, paso entre tubos,
distancia de la mampara de entrada y salida, para el calculo del coeficiente de transferencia
de calor. En la cada de presin se considera el coeficiente de ensuciamiento. Aunque
Tinker simplifico el mtodo de corrientes, ste continu siendo complicado e involucrando
iteraciones. El coeficiente de transferencia de calor propuesto por Tinker es el siguiente:
eb s s
h E h = (2.4)
19
donde, h
eb
, es el coeficiente de transferencia de calor en la regin de las mamparas del
arreglo de tubos, el cual se obtiene de la siguiente manera:
=
3 / 1
1 . 16
k
c
k B
D
h
p
o
et
eb
(2.5)
donde D
et
; es el dimetro exterior de los tubos, B
o
; es la transferencia de calor del flujo a
travs de los tubos, k; es la conductividad trmica, c
p
; es el calor especicifco, ; es la
viscosidad del fluido, ; es el factor de correccin de la viscosidad y E
s
; es la efectividad
de la coraza, expresada por:
( )
6 . 0
2
+
=
t t
b
t
t t t
s
P L
L
L
P L L
E (2.6)
donde L
t
, es la longitud de los tubos, P
t
, es el paso de los tubos, L
b
, es el espacio de la
mamparas.
La expresin para la cada de presin sugerida por Tinker es:
s be
c
p
b
x s
p
S
Y
A
F
ff N
S c p
,
2
5
1
10
334 . 0 +
(2.7)
donde c
x
; es una constante, S; es la relacin del tamao del intercambiador (D
s
/P
t
), D
s
; es el
dimetro de la coraza, P
t
; es el paso de los tubos, ff; es el factor de friccin para el flujo
cruzado a travs del arreglo de tubos, ; es la densidad del fluido, F
p
; es el factor de
friccin modificado del flujo cruzado, A
c
; es el rea del flujo cruzado dentro de los limites
del arreglo de tubos, Y; es el factor de la cada de presin de la ventana de las mamparas y
p
be,s
; es la cada de presin a travs de las boquillas de entrada y salida de la coraza.
De 1947 a 1963 el departamento de Ingeniera Qumica de la Universidad de Delaware
realiz investigaciones de la distribucin del flujo, del coeficiente de transferencia de calor
y de la cada de presin de la coraza. Este trabajo fue resumido y publicado por Bell [18],
20
esta investigacin obtuvo experimentalmente factores de friccin del flujo de la coraza para
ser aplicados a los clculos de la cada de presin y del coeficiente de transferencia de calor
en un banco de tubos ideal. Los factores de correccin fueron analizados de la siguiente
manera: claro entre mamparas-tubos y claro entre coraza-mamparas, desviacin del flujo
entre la coraza y del arreglo de tubos, y configuracin de las mamparas.
La expresin para calcular el coeficiente de transferencia de calor es la siguiente:
n w l b ideal s
F F F F h h = (2.8)
donde h
ideal
; es el coeficiente de transferencia de calor para flujo cruzado en un arreglo de
tubos ideal, F
b
; es el factor de correccin del flujo de desviacin, F
l
; es el factor de
correccin de las fugas de las mamparas, F
w
; es el factor de correccin de transferencia de
calor para las ventanas de las mamparas, F
n
; es el factor de correccin de transferencia de
calor del nmero de filas de tubos.
La cada de presin se determin por:
( ) [ ]
+ +
+ =
NL
L
w b B b
tc
tw
ideal s
p
p
p N p N
N
N
P p 1 1 2 (2.9)
donde p
ideal
; es la cada de presin del flujo cruzado en un arreglo de tubos ideal, N
tw
; es el
nmero de tubos en la ventana, N
tc
; es el nmero de hileras de tubos entre bordes de las
mamparas, N
b
; es el nmero de mamparas, p
B
; es la cada de presin en el flujo cruzado,
p
w
; es la cada de presin en la zona de la ventana, p
L
; es la cada de presin con claros y
p
NL
; es la cada de presin sin considerar claros.
Palen y Taborek [19], mejoraron el anlisis de corrientes del flujo y el coeficiente de
transferencia de calor de la coraza desarrollado por Tinker, al dividir el flujo a travs de la
coraza en cinco corrientes parciales. Palen y Taborek en su mtodo introdujeron una nueva
corriente al diagrama de Tinker, definida como corriente F.
21
El coeficiente de transferencia de calor desarrollado por Palen y Taborek se expresa por:
=
1
Pr Re
3 / 1
a o s
K
k
d h
(2.10)
donde K y a; son funcin del arreglo de tubos, del paso entre tubos y del rgimen del flujo,
Re; es el nmero de Reynolds, Pr; es el nmero de Prandtl, ; es el factor de correccin de
la viscosidad y ; es el factor de correccin del coeficiente de transferencia de calor en el
flujo cruzado.
La cada de presin total en la coraza se expresa por la siguiente relacin:
( )
es ee w b B b s
p p p N p N p + + + = 1 (2.11)
donde N
b
; es el nmero de mamparas, p
B
; es la cada de presin del flujo cruzado, p
w
; es
la cada de presin en la ventana y p
ee
y p
es
; son las cadas de presin en los espacios de
entrada y salida de la primera y ltima mampara.
Taborek [20], realiz modificaciones al mtodo desarrollado por Bell-Delaware. En este
mtodo los factores de correccin J
l
y R
l
, fueron ajustadas con datos experimentales, y
tambin fue adicionado un factor de correccin para los espacios de las mamparas de
entrada y salida. Los factores de correccin de los claros entre componentes de la coraza y
de las desviaciones del flujo fueron determinados de acuerdo a valores experimentales. La
ecuacin para determinar el coeficiente de transferencia de calor de la coraza es:
r s b l c ideal s
J J J J J h h = (2.12)
donde h
ideal
; es el coeficiente de transferencia de calor para flujo cruzado en un banco de
tubos ideal. J
c
; es el factor de correccin de la ventana de la mampara, el cual incluye los
efectos de la ventana y de la transferencia de calor del arreglo de tubos, este factor de
correccin vale 1.0 para mamparas sin tubos en las ventanas, 1.15 para cortes pequeos de
las mamparas y 0.65 para cortes grandes de las mamparas. J
l
; es el factor de correccin de
22
las corrientes entre los claros mamparas-tubos y coraza-mamparas, y tiene un rango de 0.7
a 0.8. J
b
; es el factor de correccin de la desviacin del flujo entre el arreglo de tubos y
coraza, J
s
; es el factor de correccin de los espacios de las mamparas de entrada y salida, y
se aplica cuando hay diferentes espacios de las mamparas de entrada y salida, su valor varia
de 0.85 a 1.0. J
r
; es el factor de correccin para cualquier gradiente de temperatura en flujo
laminar, para nmeros de Reynolds menores de 100.
La cada de presin total en la coraza propuesta por Taborek es la siguiente:
e w c s
p p p p + + = (2.13)
donde p
c
; es la cada de presin en flujo cruzado entre los bordes de las mamparas, p
w
;
es la cada de presin en las ventanas de las mamparas, p
e
; es la cada de presin en el
espacio de la primera y ltima mampara.
Wills y Johnston [21], en ESDU 83038 [22], presentan una aportacin al mtodo
desarrollado por Tinker, al simplificar el clculo de la cada de presin en la coraza, el cual
incluye la cada de presin en el espacio de la primera y ltima mampara, as como la cada
de presin en las boquillas de la coraza.
Este mtodo fue validado experimentalmente y tiene buena aceptacin en flujos
turbulentos, para nmeros de Reynolds mayores de 1000, con una sobreestimacin del 6%.
Para un rango del nmero de Reynolds de 300<Re<1000, las sobreestimacin puede ser
aceptable al utilizar un factor de correccin emprico. Este mtodo no es valido con
nmeros de Reynolds menores de 300. La principal caracterstica de este mtodo es el
anlisis de la distribucin del flujo en varias corrientes, especialmente la fraccin del flujo
cruzado. Este mtodo ha sido comparado con el de Bell-Taborek, y los resultados de estos
mtodos muestran una diferencia pequea entre ellos.
La ecuacin desarrollada en este mtodo para determinar la cada de presin total en la
coraza es la siguiente:
23
( )
c
n es bs p b ee be T
g
H
g p p p N p p p
+ + + + + = 1 (2.14)
donde p
be
y p
bs
; son las cadas de presin en las boquillas de entrada y salida de la
coraza, p
ee
y p
es
; son las cadas de presin en los espacios de la primera y ltima
mampara, p
p
; es la cada de presin entre mamparas adyacentes, N
b
; es el nmero de
mamparas, ; es la densidad del fluido, g
n
; es la aceleracin debido a la gravedad, H;
diferencia de altura entra la boquilla de entrada y salida, y g
c
; es la constante de la segunda
ley de movimiento.
El coeficiente de transferencia de calor en la coraza vara en funcin de la velocidad del
fluido, de la geometra del arreglo, y de algunas propiedades fsicas del fluido, tales como;
calor especfico, c
p
, viscosidad dinmica, , y conductividad trmica, k. El coeficiente de
transferencia de calor se expresada por:
3 . 0 6 . 0
33 . 0
=
k
c
A
d F M
d
k
h
p
m
o c T
o
s
&
(2.15)
donde D
et
; es el dimetro exterior de los tubos, ; es el flujo total, F
T
M
&
c
; es el factor de
friccin del flujo total a travs de los tubos y A
m
; es la rea mnima del flujo cruzado en el
centro de la coraza.
Hewit y colaboradores [23], compararon resultados de la cada de presin y del coeficiente
de transferencia de calor de la coraza, obtenidos por los mtodos de Kern, Bell-Delaware y
Wills-Johnston. En este trabajo se utiliz un intercambiador de calor de tubos y coraza con
las siguientes caractersticas: dimetro interno de la coraza de 0.54 m, dimetro interno de
los tubos de 0.02 m, 158 tubos, arreglo cuadrado y con un paso entre tubos de 0.032 m,
longitud de la coraza de 4.8 m, espacio entre mamparas de 0.0127 m y cuatro pasos de los
tubos. El fluido de trabajo fue hidrocarburo. Los resultados de este trabajo se muestran en
la tabla 2.2.
24
25
Tabla 2.2. Comparacin de los mtodos de Kern, Bell-Delaware y Wills-Johnston.
Mtodo
Coeficiente de transferencia de calor
W/m
2
K
Cada de presin
Pa
Kern 978 22224
Bell-Delaware 822 2736
Wills-Johnston 865 3052
Estos resultados muestran que los mtodos Bell-Delaware y Wills-Johnston son aceptables
al predecir valores similares. El mtodo de Kern predice un coeficiente de transferencia de
calor de 16% ms que el de Bell-Delaware y 12% ms que el de Wills-Johnston. Las
predicciones de la cada de presin de la coraza en el mtodo de Kern fueron de siete y
ocho veces mayor a los de otros dos mtodos. Este mtodo no es recomendable debido a
que sobre estima del coeficiente de transferencia de calor y de la cada de presin de la
coraza al considerar un banco de tubos ideal, es decir, solo considera flujo cruzado a travs
del arreglo de tubos al no considera los claros entre los componentes de la coraza.
La tabla 2.3 muestra un resumen de las recomendaciones ms importantes de mtodos
analticos del comportamiento trmico de un intercambiador de calor de tubo y coraza,
encontradas en la revisin bibliogrfica.
2.5 TRABAJOS EXPERIMENTALES DEL COMPORTAMIENTO TRMICO Y
DE LA CADA DE PRESIN DE UN INTERCAMBIADOR DE CALOR DE TUBO
Y CORAZA
W. Roetzel [24], analiz experimentalmente las fugas del flujo entre el claro de la coraza y
mamparas de un intercambiador de calor de tubo y coraza con mamparas segmentadas
simples.
Para analizar el efecto de las fugas del flujo en el claro entre la coraza y mamparas, y la
distribucin del flujo a travs del arreglo de tubos y mamparas, se colocaron mamparas
intercambiables con diferentes dimetros y distancias de separacin entre mamparas
centrales. El dimetro interno de la coraza fue de 210 mm con una longitud de 1650 mm. El
arreglo de tubos fue de 92 tubos con un dimetro interno de 10 mm y un espesor de 2 mm,
26
el paso de los tubos fue de 18 mm. Las mamparas fueron de un espesor de 2 mm y con un
corte de 50 mm.
La parte experimental del comportamiento trmico del intercambiador de calor se realiz
variando el flujo volumtrico de la coraza y en los tubos, los diferentes claros que utilizaron
entra la coraza y tubos fueron de 0.2, 1, 2 y 3 mm, y las distancias de separacin de las
mamparas fueron de 81 y 219 mm. Roetzel en este trabajo observ que las fugas del flujo a
travs de los claros que hay entre la coraza y las mamparas tienen gran influencia en el
coeficiente total de transferencia de calor. Este coeficiente mostr una disminucin del 7%
con un nmero de Reynolds de 5800 y del 16% con un nmero de Reynolds de 1450 entre
un claro coraza-mamparas de 0.2 y 3.0 mm.
T. Pekdemir y T. W. Davies [25], realizaron una investigacin experimental para medir la
cada de presin y la distribucin del flujo en la coraza de un intercambiador de calor de
tubo y coraza. La coraza que utilizaron fue del tipo E con un dimetro interno de 300 mm,
las mamparas fueron segmentadas simples con un corte del 25% del dimetro de la coraza y
un arreglo de tubos cuadrado de 12 mm de dimetro con una longitud de 1206 mm. El
fluido de trabajo utilizado tanto en la coraza como en los tubos fue agua destilada.
Las mediciones de la distribucin de la cada de presin en la coraza se realizaron
utilizando sensores de presin, estos se conectaron a vlvulas de un dimetro de 6.4 mm,
las cuales a su vez se conectaron a un transductor de presin por medio de un manifold
(distribuidor). Las presiones se tomaron sin fugas entre mamparas-coraza y mamparas-
tubos en dos mamparas consecutivas.
Los resultados que se observaron de este trabajo fueron los siguientes: la cada de presin
del flujo cruzado varia directamente con el aumento del nmero de Reynolds y con la
separacin entre mamparas, es decir, estos parmetros indican el incremento de la mala
distribucin del fluido en la coraza. Con bajos nmeros de Reynolds, el flujo en la coraza es
ms uniforme. La cada de presin en la ventana no vara significativamente con el nmero
de Reynolds en un rango de 270-2200, esto indica que la cada de presin en la ventana de
27
las mamparas es gobernada por los efectos inerciales como la expansin, contraccin, y con
los vrtices del flujo.
L. W. Keene [26], desarroll un programa computacional para validar experimentalmente
un intercambiador de calor de tubo y coraza, el cual incluye mejoras al anlisis de
corrientes mltiples realizado Tinker.
En este trabajo se analiz la cada de presin del flujo de la coraza entre dos mamparas
adyacentes, tambin se estudio la efectividad del listn de sellado ubicado en la regin del
flujo cruzado para controlar la cantidad de desviacin del flujo en el arreglo de tubos.
La cada de presin de la coraza obtenida experimentalmente y por el programa
computacional muestra valores aceptables en condiciones normales del flujo. La cada de
presin obtenida con claros entre los componentes de la coraza tuvo valores aceptables.
Cuando se instalaron los listones de sellado la prediccin de la cada de presin fue
aceptable, sin embargo cuando se incrementaron los listones de sellado el programa
computacional present una sobre estimacin de la cada de presin.
N. Radojkovic [27], investig experimental el comportamiento trmico de un
intercambiador de calor de tubo y coraza, al analizar la distribucin del flujo en la coraza
con mamparas segmentadas.
El intercambiador de calor const de una coraza de un dimetro interno de 182 mm, la
longitud total del equipo fue de 1217 mm, con un arreglo de tubos triangular rotado de 60
en U, el dimetro y paso de los de los tubos fueron de 29.3 mm y 21 mm, repectivamente.
Los cortes de las mamparas fueron de 22, 26 y 32%.
Las mediciones de la presin se realizaron en la parte superior de la coraza y las de
temperatura se realizaron en la parte media de la coraza. El flujo volumtrico de la coraza
fue de 9000 l/h con una temperatura de entrada de 15 C. El flujo volumtrico en los tubos
fue de 3000, 4000 y 5000 l/h y la temperatura de entrada de 60 C. Seis mediciones se
realizaron por cada corte de las mamparas.
28
Los resultados obtenidos, en este trabajo fueron los siguientes: El mayor intercambio de
calor se present entre el espacio de la primera mampara y el espejo. La eficiencia del
intercambiador de calor disminuyo con el incremento del corte de las mamparas, tambin la
eficiencia del equipo aumento un 13.6% ms con mamparas en la coraza que sin mamparas.
R. S. Klister [28], analiz experimentalmente la cada de presin en la coraza en un arreglo
de tubos lisos con mamparas segmentadas para compararlo con el mtodo analtico
desarrollado por Taborek.
La coraza que utilizaron fue del tipo K con diferentes arreglos de tubos y con seis y ocho
mamparas instaladas a lo largo de la coraza. La cada de presin en la coraza se medi
desde la boquilla de entrada hasta la boquilla de salida. Todas las mediciones fueron para
seis diferentes flujos msicos del lado de la coraza.
La cada de presin de la coraza obtenida experimentalmente por Klister, determina la cada
de presin del flujo cruzado, la cada de presin en la venta de las mamparas, la cada de
presin en las zonas finales de la coraza y la cada de presin de las boquillas. La
comparacin entre las mediciones obtenidas experimentalmente y con el mtodo
desarrollado por Taborek es de un promedio de 10%.
La tabla 2.4 muestra un resumen de las recomendaciones ms importantes de trabajos
experimentales de un intercambiador de calor de tubo y coraza, encontradas en la revisin
bibliogrfica.
Tabla 2.1. Recomendaciones ms importantes para el diseo, materiales y fabricacin de un intercambiador de calor de tubo y coraza.
Artculo/norma Componente/Recomendaciones Material No incluye
Standards of Tubular
Exchangers
Manufacturers
Association, 1988,
U.S.A. [1].
Tubos:
Obtener el dimetro y espesor de los tubos por tabla.
Menciona los diferentes arreglos de los tubos y proporciona el paso mnimo entre
estos.
Coraza y tapas:
La tolerancia para el dimetro interno de la coraza no debe ser mayor al obtenido por
el diseo.
El espesor de las tapas del cabezal debe ser del mismo espesor al de la coraza.
Mamparas y placas de soporte:
Describe los diferentes tipos de mamparas empleadas y recomienda el espesor mnimo
de las mamparas.
Sugiere la longitud mxima no soportada de los tubos por las mamparas.
Los barrenos de las mamparas tiene que ser de 0.794 mm ms el dimetro exterior de
los tubos.
El espaciamiento mnimo entre mamparas no debe ser menor de 1/5 veces el dimetro
interno de la coraza y el espaciamiento mximo entre mamparas es obtenido por
tablas.
Empaques:
Los empaques de asbesto se deben utilizar en uniones externas con presiones de
diseo de 2.94 kPa.
Los empaques de camisa metlica se deben utilizar en uniones con presiones de diseo
mayores a 2.94 kPa.
El ancho mnimo de los empaques.
Espejo fijo:
Se tiene una ecuacin para calcular su espesor y los esfuerzos que puede soportar la
unin espejo-tubos.
Tolerancia de los barrenos en los espejos.
Cabezal tipo bonete:
El espesor mnimo para el canal y la tapa sean obtenidos por ecuaciones.
Boquillas:
Las boquillas se deben fabricar de acuerdo al cdigo ASME [2].
Se recomienda que las boquillas se utilicen para las conexiones de medicin.
Bridas:
Proporciona tablas con las dimensiones de las bridas deslizables, de cuellos soldable y
ciega.
Tornillos:
Para determinar las dimensiones de los tornillos consultar la seccin 11.
Cobre, aleaciones de cobre, acero
al carbono, aluminio y aleaciones
de aluminio.
SA-53, SA-106 y SA105.
SA-36, SA-285, SA-515 y SA-
516.
Empaques de asbesto y de camisa
metlica.
SA-36, SA-285, SA-515 y SA-
516.
SA-53, SA-106 y SA-234.
SA-53, SA-106.
SA-36, SA-285, SA-515 y SA-
516.
SA-193.
Formas de soldar los tubos a los espejos.
Corte de la coraza y canal para unir las
boquillas.
Montaje del arreglo de tubos a las
mamparas y a la coraza.
Porcentajes de corte de las mamparas.
Distribucin y ensamble de las barras de
soporte de las mamparas.
Diseo de empaques.
Diseo de los cabezales.
Materiales para recubrimientos para los
aceros al carbono.
Materiales de aporte para las diferentes
uniones entre componentes.
Clculo de la placa de coche.
29
American Society of
Mechanical Engineers
Boiler and Pressure
Vessel Code, Section
VIII, Div. 1 y 2, 1992,
U.S.A. [2].
Espejos, tubos, bridas, coraza, etc.:
Proporciona tablas con valores de esfuerzos permitidos, coeficientes de expansin
trmica, conductividad trmica a diferentes temperaturas y presiones.
Espejos fijos y cabezales:
Proporciona ecuaciones para calcular espesores o presiones internas.
Tuerca, rondana y tornillo:
El material de la tuerca y rondana debe ser del mismo material al del tornillo, o de
similar dureza.
Coraza y boquillas:
La coraza o boquillas pueden ser fabricadas de tubera con costura o tubo
estandarizado, o de placas de acero al carbono, si el intercambiador de calor no
contiene sustancias toxicas, ni estar expuesto a flama.
Proporciona las ecuaciones para determinar el espesor o presin interna de las
boquillas.
Recubrimientos:
Especifica requerimientos de fabricacin para algunos componentes con
recubrimientos de aceros inoxidables u otro material resistente a la corrosin, estos
recubrimientos pueden ser colocados al material base por medio de soldadura de arco.
El material del metal de aporte debe ser de la misma composicin que al material del
recubrimiento.
Empaques:
Describe a los diferentes tipos de empaques y materiales de estos.
Unin boquilla-coraza, boquilla-canal y brida-canal:
Determina las dimensiones del corte circular o elptico que se tienen que realizar a la
coraza o al canal para su unin con las boquillas.
Presenta los reforzamientos y las formas de unin por soldadura de la boquilla a la
coraza-canal, del cabezal al canal y de las bridas al canal. En donde se especifica el
tamao y ngulo de la soldadura, la separacin, profundidad y tipo de corte que se
tiene que realizar a los componentes a soldar.
SA-515, SA-105, SA-106, SA-53
y SA-234.
Aceros al carbono y aceros de baja
aleacin.
SA-36 y SA-283.
Laminas de aceros inoxidables,
acero-cromo, acero-nquel-cromo y
acero aleado con nquel.
Asbestos, fibras de asbesto o
vegetales, camisas de asbesto con
recubrimientos de aluminio, cobre,
cromo, nquel, etc.
Diseo y ensambles de las barras de
soporte de las mamparas.
Espesores y porcentajes de corte de las
mamparas.
Arreglos ms comunes de los tubos para
un intercambiador de calor.
Clculo de la placa de coche.
American National
Standard ANSI
B16.21, Nonmetallic
Flat Gaskets for Pipe
Flanges, ASME. 1978,
USA. [3].
Empaques planos no metlicos:
Especifica dimensiones normalizadas para diferentes tipos de empaques planos no
metlicos utilizados en diferentes clases de bridas.
Sugiere que el material de los empaques deben ser adecuado al fluido y a las
condiciones de operacin del equipo.
Materiales para los empaques.
Heat Exchanger
Design Handbook:
Fluid Mechanics and
Heat Transfer, Henry,
J. A. R., 1983, U.S.A.
[4].
Cada de presin en los tubos:
Realiz un anlisis de la distribucin del fluido de los tubos a travs de las boquillas y
cabezales de los intercambiadores de calor de tubos y coraza para predecir la cada de
presin de los tubos.
30
Heat Exchanger
Design Handbook:
Mechanical Design of
Heat Exchangers.
Harris, D., Morris, M.
1983, U.S.A. [5].
Coraza y tubos:
Sugiere ecuaciones para calcular el espesor mnimo de la coraza y tubos.
Tapa elipsoidal y hemisfrica:
Proporciona ecuaciones para calcular el espesor y las dimensiones de las tapas.
Espejos fijos:
Recomienda una ecuacin para calcular el espesor del espejo fijo.
Bridas:
Describe un mtodo para calcular el espesor de diferentes bridas.
SA-515-70, SA-210.
SA-515-70.
SA-515-70.
SA-105.
Dimensiones y materiales de los
empaques.
Diseo y ensambles de las barras de
soporte de las mamparas.
Espesores y porcentajes de corte de las
mamparas.
Arreglos ms comunes de los tubos para
un intercambiador de calor.
Clculo de la placa de coche.
Heat Exchangers
Design, J. Taborek,
1992, U.S.A. [6].
Arreglo de tubos:
Recomienda dimetros pequeos y longitudes grandes de los tubos, para tener una
mayor cantidad de tubos reduciendo el dimetro de la coraza y el costo.
Sugiere que el paso mnimo de los tubos sea de 1.25 veces el dimetro de los tubos
para todos los arreglo de tubos.
Mamparas:
Espaciamiento y corte de las mamparas.
Placa de choque:
Recomienda una ecuacin para calcular la altura de la placa de choque.
Espejo fijo:
Recomienda utilizarlo en los intercambiadores de calor para absorber los esfuerzos
causados por la expansin trmica y recomienda que la unin tubos-espejo sea por
rolado o por soldadura.
Proporciona una ecuacin para calcular el espesor del espejo fijo.
Aceros al carbn e inoxidables.
Formas de soldar los tubos a los espejos.
Dimensiones de bridas.
Dimensiones y materiales de los
empaques.
Diseo y ensambles de las barras de
soporte de las mamparas.
Clculo del rea de la placa de choque.
Diseo de los cabezales.
Manual de Recipientes
a Presin. Megyesy, E.
F., 2001, Mxico. [7].
Coraza, tubos y cabezales:
Ecuaciones para determinar el espesor y la presin mxima de trabajo permitida.
Cabezal hemisfrico, elipsoidal y toriesfrica:
Proporciona las propiedades geomtricas de estos tipos de cabezales.
Bridas:
Proporciona dimensiones de las principales bridas utilizadas para intercambiadores de
calor para diferentes presiones de operacin.
Empaques:
Describe las propiedades de algunos materiales para los empaques, al igual que su
aplicacin.
SA-53, SA-106.
SA-285, SA-516, SA-516.
SA-105, SA-181.
Empaques de asbesto y asbesto con
refuerzo metlico, y empaques de
plstico.
Diseo y ensambles de las barras de
soporte de las mamparas.
Espesores y porcentajes de corte de las
mamparas.
Arreglos ms comunes de los tubos para
un intercambiador de calor.
Dimensiones de los empaques.
Diseo de la placa de coche.
Heat Exchangers
Thermal-Hydraulic
Fundamentals and
Design. Kenneth J.
Bell, 1981, U.S.A. [8].
Tubos:
Son generalmente extruidos, aunque pueden ser tubos soldados.
Unin espejo-tubos:
Unin por soldadura.
Unin por expansin mecnica.
Acero de bajo carbono, aceros de
baja aleacin, aceros inoxidables,
cobre, cupronquel, aleacin de
nquel-cromo, aluminio, titanio.
Los tubos y el espejo deben ser del
Forma de unir los tubos a los espejos por
soldadura.
Diferentes tipos de arreglos de los tubos y
su montaje con las mamparas y coraza.
31
Mamparas:
Describe los diferentes tipos de mamparas, as como las funciones que desempean.
Recomienda porcentajes de cortes de las mamparas.
Espejo:
El material del espejo debe resistir la corrosin que presente los fluidos en los tubos y
en la coraza.
Coraza:
Para corazas con dimetros mayores de 0.6 m se puede rolar de una placa metlica y
para dimetros menores puede ser de tubo estandarizado.
La redondez del dimetro es importante, para sujetar adecuadamente a las mamparas.
Boquillas y tapas:
El material de estos componentes tiene que evitar la corrosin del lado de los tubos.
Placa de choque:
Evitar el impacto del fluido a altas velocidades directamente a los tubos superiores, el
cual puede producir corrosin, cavitacin o vibracin.
mismo o compatible material.
Acero de bajo carbono con una
capa resistente a la corrosin.
Acero de bajo carbono o de
aleaciones cuando es alta la
corrosin y la temperatura.
Material compatible con los tubos
y espejos.
Diseo y ensambles de las barras de
soporte de las mamparas.
Calculo del espejo.
Dimensiones y tipos de bridas.
Diseo de cabezales.
Dimensiones y materiales de los
empaques.
Calculo de la placa de choque.
Curso de diseo de
equipos.
J. A. Herrera, 1981,
Mxico. [9].
Coraza:
Corazas con dimetros menores de 0.6 m utilizar tubos de acero y para dimetros
mayores rolar placas metlicas.
Unin espejo-tubos:
Unin por soldadura.
Unin por expansin mecnica.
Acero.
Diseo y ensambles de las barras de
soporte de las mamparas.
Montaje de las boquillas a la coraza y
cabezal.
Diseo de los cabezales.
Shell and Tube Heat
Exchangers.
D. K. Mehra, 1983.
[10]
Tubos:
Recomienda a tubos de dimetros pequeos en fluidos limpios, en donde la cada de
presin no es crtica, y tubos de dimetros grandes en arreglos de tubos en U con
fluidos de alta suciedad.
Coraza:
Dimetros menores de 609 mm, se debe utilizar tubos estandarizados y dimetros
mayores de 609 mm se deben fabricar de placas metlicas.
Mamparas:
Espaciamiento mnimo entre mamparas.
Coraza, mamparas y arreglos de tubos.
Disminuir o eliminar los claros entre estos componentes para obtener el mejor
desempeo mecnico-trmico del intercambiador de calor.
Espejos:
Menciona las ventajas y desventajas que se tiene al fabricar un intercambiador de calor
de espejos fijos.
Tapa y canal:
Maquinarlos de material similar a los tubos.
Aceros al carbn.
Material compatible con la coraza.
Aceros al carbono y revestidos con
una aleacin.
Materiales compatibles con el lado
de los tubos.
Dimensiones y tipos de bridas.
Dimensiones y materiales de los
empaques.
Diseo y ensamble de las barras de soporte
de las mamparas.
Clculo del espejo.
Diseo de cabezales.
Clculo de la placa de choque.
32
Mechanical Design and
Fabrication of Shell
and Tube Heat
Exchanger.
T. C. Spencer, 1986,
U.S.A. [11]
Ensamble y unin de los tubos al espejo:
Unin por soldadura de arco.
Unin por expansin mecnica o hidrulica.
Arreglos de tubos.
Diseo de cabezales, bridas y espejos.
Dimensiones y materiales de los
empaques.
Diseo de mamparas.
Clculo de la placa de choque.
Heat Exchangers
Selection, Design y
Construction. E. A. D.
Saunders, 1988, U. K.
[12].
Coraza:
Dimetros menores de 24 utilizar tubo estndar y dimetros mayores rolar placa
metlica.
Tener cuidado con la unin de las boquillas a la coraza para evitar la deformacin de
esta.
Tubos:
El arreglo de tubos triangular de 30 permite un equipo ms compacto, sin embargo
este arreglo de tubos se debe utilizar con fluidos limpios de la coraza.
Mamparas:
Porcentajes de corte de las mamparas.
Sugiere que el espesor de las mamparas sea de 3.2 a 19 mm.
Placa de choque:
Dimensiones y altura para su ensamble.
Cabezales:
Describe los diferentes tipos de cabezales tipo bonete.
Boquillas:
Describe como debe ser unida la boquilla a la coraza o al canal.
Bridas:
Pueden ser de placas roladas o forjadas.
Espejos:
Con espesores menores de 100 mm son hechos de placas y para espesores mayores son
hechos de discos forjados.
Recomienda utilizar espejos fijos con fluidos limpios de la coraza.
Los espejos fijos permite colocar ms tubos dentro de la coraza.
Empaques:
Son empleados en bridas externas, internas y en servicios de baja presin.
Tubos-espejo:
Unin por soldadura.
Unin por expansin de rolado, hidrulica y explosiva.
Acero al carbono y de aluminio-
bronce.
Material compatible a la coraza o
de acero al carbono.
Fibras de asbesto, asbesto con
camisas metlicas y de gaucho.
Calculo de mamparas.
Diseo de cabezales y espejos.
Dimensiones y tipos de bridas.
Clculo de espesores de boquillas.
Ensamble de las barras de soporte de las
mamparas.
Effect of 1988 TEMA
Standards on
Mechanical and
Thermo-Hydraulic
Deign of Shell and
Tubos y coraza:
Para las clases R, C y B los dimetros recomendados para los tubos y la coraza puede
ser menores de 6.42 mm y de 152 mm, respectivamente. En donde, el clculo de los
esfuerzos para todas las clases es el mismo.
33
Tube Heat Exchangers,
Taborek and Aurioles,
1989, U.S.A. [13].
Espejos y bridas:
Se tienen nuevas ecuaciones para determinar los espesores.
Junta de expansin:
Nueva seccin para la Junta de expansin de la coraza.
Coraza y mampara:
Sugiere un aumento del claro entre coraza y mamparas.
Tubos:
La vibracin en los tubos inducida por el flujo se aumentado a una seccin.
Effectively Design
Shell and Tube Heat
Exchangers
Mukherjee, R., 1998,
India [14].
Espejos fijos:
La unin espejo-coraza y espejos-tubos sea por soldadura.
Permiten limpieza mecnica interna de los tubos al retirarse los cabezales.
Si el espejo fijo no es capaz de absorber los esfuerzos trmicos, se recomienda utilizar
una junta de expansin en la coraza.
Arreglos de tubos:
Describe las caractersticas de los diferentes arreglos de tubos.
Mamparas:
Se recomienda que el espaciamiento mximo entre mamparas y que el corte de la
mampara.
El material de los componentes
debe ser igual o compatible al de la
coraza y tubos.
Diseo de cabezales, espejos y bridas.
Espesores de las mamparas.
Dimensiones y materiales de empaques.
Clculo y ensambles de la barras de
soporte.
Clculo de la placa de choque.
34
Tabla 2.3. Recomendaciones ms importantes de los mtodos analticos del desempeo trmico de un intercambiador de calor de tubos y coraza.
Artculo Estudio Recomendaciones No incluye.
Process Heat Transfer, Kern, D.
Q., 1950, U.S.A. [15].
Coeficiente de transferencia de
calor.
Cada de presin.
Considera que el flujo a travs del arreglo de tubos es
nicamente flujo cruzado.
Este mtodo tambin est restringido para un corte de las
mamparas del 25%.
El coeficiente de transferencia de calor en la coraza, h
s
,
propuesto por este mtodo fue para un flujo turbulento de
2000<Re<1000000.
Cada de presin en boquillas de entrada y
salida.
Cada de presin en la zona final de entrada y
salida.
Anlisis de corrientes.
No contempla fugas entre los componentes de
la coraza.
Shellside Characteristic of Shell
and Tube Heat Exchanger:
Analysis of the Fluid Flow
Pattern and Tube Heat Exchanger
and the Effect of Flow
Distribution on the Heat
Exchanger Performance, Tinker,
T., 1951, London, [16].
Coeficiente de transferencia de
calor.
Cada de presin.
Mtodo de anlisis de corrientes.
Analiz la distribucin del flujo en la coraza para determinar el
coeficiente de transferencia de calor y la cada de presin de la
coraza,
al desarrollar un mtodo de anlisis de corrientes debido a los
claros que existen entre los componentes de la coraza (arreglo de
tubos, mamparas y coraza, y barras de soporte).
Cada de presin en boquillas de entrada y
salida.
Cada de presin en la zona final de entrada y
salida.
Shell Side Characteristic of Shell
and tube Heat Exchangers: A
Simplified Rating System for
Commercial Heat Exchangers,
Tinker, T., 1958, [17].
Coeficiente de transferencia de
calor.
Cada de presin.
Simplifico el mtodo de anlisis
de corrientes.
Este mtodo analiz la distribucin del flujo de la coraza entre
los claros de los componentes, del espaciamiento y corte de las
mamparas, as como del ngulo del arreglo de tubos y del paso
entre tubos para determinar la cada de presin y el coeficiente
de transferencia de calor.
Tambin considero del efecto de las distancias de las mamparas
de entrada y salida en el clculo del coeficiente de transferencia
de calor.
Aunque Tinker simplific su mtodo de anlisis de corrientes,
este continu siendo complicado e involucrando iteraciones.
Cada de presin en la zona final de entrada y
salida.
Final Report of the Cooperative
Research Program on Shell and
Tube Heat Exchanger, Bell, K. J.,
1963, U.S.A. [18].
Coeficiente de transferencia de
calor.
Cada de presin.
Obtuvo experimentalmente factores de friccin del flujo de la
coraza para ser aplicados a los clculos de la cada de presin y
del coeficiente de transferencia de calor en un banco de tubos.
Los factores de correccin fueron analizados de la siguiente
manera:
Claros entre las mamparas con la coraza y tubos.
Configuracin de las mamparas.
Desviacin del flujo entra la coraza y el arreglo de tubos.
Cada de presin en boquillas de entrada y
salida.
Cada de presin en la zona final de entrada y
salida.
Solution of Shellside Flow
Pressure Drop and Heat Transfer
by Analysis Method, Palen, J.
W., Taborek, J., 1969, [19].
Coeficiente de transferencia de
calor.
Cada de presin.
Mtodo de anlisis de corrientes.
Introdujeron una nueva corriente al anlisis de la distribucin de
corrientes del flujo de la coraza desarrollado por Tinker [16].
Este mtodo determina la cantidad de cada corriente del flujo
utilizando relaciones para un arreglo de tubos ideal, basado en la
corriente de flujo cruzado real.
Cada de presin en boquillas de entrada y
salida.
Shell and Tube Heat Exchanger:
Single Phase Flow, Taborek, J.,
1992, New York, [20].
Coeficiente de transferencia de
calor.
Cada de presin.
Adicion un factor de correccin para los espacios de las
mamparas de entrada y salida,
as como factores de correccin de los claros entre los
componentes de la coraza y de las desviaciones del flujo fueron
definidas de acuerdo a valores experimentales, para determinar el
coeficiente de transferencia de calor.
Cada de presin en boquillas de entrada y
salida.
35
Baffled Shell and Tube Heat
Exchangers: Flow Distribution,
Pressure Drop and Heat Transfer
Coefficient on the Shellside,
ESDU 83038, 1983, [21].
Coeficiente de transferencia de
calor.
Cada de presin.
Anlisis de corrientes.
Cada depresin en los espacios finales, as como una
aproximacin de la cada de presin en las boquillas de la coraza.
Este mtodo es aceptable en flujos turbulentos (Re>1000), y no
se aplica con nmeros de Reynolds menores de 300.
Tambin analiz la distribucin del flujo en varias corrientes,
especialmente la fraccin del flujo cruzado.
The Prediction of Shellside Flow
Distribution and Pressure Drop in
a Shell and Tube Heat
Exchanger, Johnston, D., Wills,
1984, United Kingdom, [22].
Coeficiente de transferencia de
calor.
Cada de presin.
Process Heat Transfer, Shell and
Tube Heat Exchanger, Hewitt,
GF., Shires GL., Bott TR., 1994,
U.S.A., [23].
Coeficiente de transferencia de
calor.
Cada de presin.
Compararon resultados de la cada de presin y del coeficiente
de transferencia de calor de la coraza, obtenidos por los mtodos
de Kern, Bell-Delaware y Wills-Johnston, y sugiere los
siguiente:
Los mtodos Bell-Delaware y Wills-Johnston son aceptables al
predecir valores similares de la cada de presin y del coeficiente
de transferencia de calor de la coraza.
El mtodo de Kern da una sobre estimacin del coeficiente de
transferencia de calor y de la cada de presin de la coraza al
considerar un banco de tubos ideal.
36
37
Tabla 2.4. Recomendaciones ms importantes de trabajos experimentales de un intercambiador de calor de tubo y coraza.
Artculo Estudio Recomendaciones No incluye.
Experimental Investigation of
Leakage in Shell and Tube Heat
Exchangers with Segmental
Baffles. W. Roetzel, 1993, Great
Britain [24].
Analiz experimentalmente las
fugas del flujo entre el claro de la
coraza y mamparas de un
intercambiador de calor de tubo y
coraza con mamparas segmentadas
simples.
Las fugas que hay entre la coraza y las mamparas son el
resultado de la geometra del intercambiador de calor y que estas
fugas tienen gran influencia en el coeficiente total de
transferencia de calor.
Cada de presin de la coraza y tubos.
Coeficiente de transferencia de calor de los
tubos.
Pressure Drop Measurements on
the Shell Side of Cylindrical
Shell and Tube Heat Exchanger.
T. Pekdemir, 1994, United
Kingdom [25].
Investigacin experimental para
medir la cada de presin y la
distribucin del flujo de la coraza.
Las mediciones de la presin en la coraza se realizaron sin fugas
del flujo entre los claros de las mamparas con la coraza y con los
tubos.
La cada de presin del flujo cruzado es una funcin del nmero
de Reynolds y de la distancia de separacin entre mamparas.
La cada de presin en la ventana, no vara con el nmero de
Reynolds en un rango de 270-2200.
Cada de presin de los tubos.
Coeficiente de transferencia de calor de tubos y
coraza.
Computer Modelling Validation
for Shell and Tube Heat
Exchangers. L. W. Keene, 1994,
England [26].
programa computacional para
validar experimentalmente un
intercambiador de calor de tubo y
coraza.
Cada de presin entre dos
mamparas adyacentes.
Efectos del listn de sellado
ubicado en la regin del flujo
cruzado.
Cuando se emplearon listones de sellado, el modelo y el margen
de discrepancia incremento con forme se incremento los pares de
listones de sellado.
Con respecto al perfil de la presin con condiciones de fugas los
resultados son aceptables y el modelo computacional solo
requiere algunos ajustes de geometra de los listones de sellado.
Cada de presin de los tubos.
Coeficiente de transferencia de calor de tubos y
coraza.
Experimental Study on Thermal
and Flow Processes in Shell and
Tube Heat Exchangers: Influence
of Baffle Cut on Heat Exchange
Efficiency. N. Radojkovic, 2003,
Serbia and Montenegro [27].
Investigacin experimental del
comportamiento trmico de un
intercambiador de calor de tubo y
coraza, al analizar la distribucin del
flujo en la coraza con mamparas
segmentadas.
Estudio la influencia que tiene el
corte de las mamparas en la
eficiencia del intercambiador.
El mayor intercambio de calor se present entre el espacio de la
primera mampara y el espejo.
La eficiencia del intercambiador de calor disminuye con el
incremento del corte de la mampara.
La eficiencia del equipo aumento un 13.6% ms con mamparas
en la coraza que sin mamparas.
Cada de presin de los tubos.
Coeficiente de transferencia de calor de tubos y
coraza.
Heat Exchanger Shell Side
Pressure Drop: Comparison of
Predictions with Experimental
Data. R. S. Kistler, U.S.A. [28].
Analiz experimentalmente la
cada de presin en la coraza en un
arreglo de tubos lisos con mamparas
segmentadas para compararlo con el
mtodo analtico desarrollado por
Taborek.
Proporciona un mtodo para
medir la cada de presin en las
boquillas.
La cada de presin en la coraza se medi desde la boquilla de
entrada hasta la boquilla de salida.
La comparacin entre las mediciones obtenidas
experimentalmente y con el mtodo desarrollado por Taborek
est en un promedio de 10%.
Cada de presin de los tubos.
Coeficiente de transferencia de calor de tubos y
coraza.
De esta revisin bibliogrfica se observa que, que las recomendaciones, tanto de diseo
como de fabricacin y seleccin de un intercambiador de calor de tubo y coraza estn
basadas, principalmente, en la Standard Tubular Exchanger Manufacturers Association
TEMA [1] y el cdigo American Society of Mechanical Engineers ASME seccin VIII
[2]. Tambin se observa que estas recomendaciones son muy generales, y no hay un
procedimiento completo para el diseo mecnico, seleccin de materiales y la fabricacin
de los intercambiadores de calor de tubo y coraza.
38
39
CAPTULO 3
SELECCIN DE LOS COMPONENTES DEL INTERCAMBIADOR DE CALOR
DE TUBO Y CORAZA
3.1 INTRODUCCIN
En este captulo se presenta la seleccin de los componentes de un intercambiador de calor
de tubo y coraza. sta seleccin se realiz de acuerdo a la funcin que desempea cada uno
de los componentes, as como de las siguientes consideraciones de operacin: el fluido de
trabajo en los tubos y en la coraza fue agua, las temperaturas mximas y mnimas fueron
de 80 a 40 C y de 10 a 30 C, respectivamente.
3.2 COMPONENTES DEL INTERCAMBIADOR DE CALOR
Los principales componentes del intercambiador de calor se muestran en la figura 3.1, los
cuales son: Coraza (1), es cilndrica, horizontal, la cual contiene al arreglo de tubos (2), los
tubos son lisos, y estn unidos a los espejos (3), los espejos son placas redondas barrenadas,
las cuales soportan a los tubos y a las mamparas (4), las mamparas son tambin placas
delgadas barrenadas, las cuales sirven para soportar a los tubos y dirigir al flujo en la
coraza. El ensamble del arreglo de tubos y mamparas se realiza por medio de barras de
soporte y espaciadoras (5), las cuales dan soporte a las mamparas y mantienen la distancia
entre ellas evitando un mal desempeo trmico del intercambiador de calor o dao de los
tubos por pandeo o vibracin. El fluido que fluye a travs de los tubos es dirigido por los
cabezales tipo bonete, este tipo de cabezal esta constituido por el canal (6), tapa (7) y brida
(8), la tapa generalmente es una pieza fundida, cuya funcin es cerrar al cabezal de entrada
y salida, las bridas son placas circulares, las cuales se unen los cabezales a los espejos fijos.
Las boquillas (9) permiten la entrada y salida del fluido en los tubos y en la coraza, stas
son el enlace con los instrumentos de medicin.
Figura 3.1. Componentes principales del intercambiador de calor de tubo y coraza.
3.3 ANLISIS Y SELECCIN DE LOS COMPONENTES DEL
INTERCAMBIADOR DE CALOR
3.3.1 CORAZA [6,8,12,14]
La coraza es un componente cilndrico, la cual contiene al arreglo de tubos. La redondez de
la coraza es importante para colocar adecuadamente el arreglo de tubos y mamparas. Su
fabricacin depende de como fluye el fluido en la coraza (de un solo paso, de dos pasos, de
flujo partido, flujo dividido y flujo cruzado), de la cada de presin y del tipo de aplicacin,
por ejemplo, si es para un condensador, evaporador, etc. A continuacin se describen los
siete diferentes tipos de corazas que se encuentran en TEMA [1], con la finalidad de
analizar sus caractersticas para seleccionar la ms adecuada.
La coraza tipo E es de un solo paso. El fluido entra en un extremo y sale en el extremo
contrario, por su fcil fabricacin es la ms empleada, pero cuando se tiene un diseo que
es limitado por la cada de presin es ms conveniente emplear la coraza tipo J, la cual
reduce la cada de presin considerablemente con un mismo dimetro de la coraza y
espaciamiento de las mamparas, en ella se coloca una boquilla de entrada y dos de salida o
viceversa, ya que se trata de una coraza de flujo dividido, es decir, el fluido entra en el
centro de la coraza y se divide en dos partes, una parte fluye por el lado izquierdo y la otra
por el lado derecho y ambas salen separadamente, este tipo de coraza se emplea en procesos
de baja presin, por ejemplo, en enfriadores de gases [6,12].
40
41
La coraza tipo X no contiene mamparas segmentadas, debido a que se tiene nicamente
flujo cruzado en la coraza, es decir, el fluido realiza un solo recorrido a travs del arreglo
de tubos, este tipo de coraza se utiliza para gases y vapores condensables con presiones y
cadas de presiones bajas [12,14]. La coraza tipo G, es de flujo partido, la cual tiene una
mampara longitudinal paralela al arreglo de tubos en el centro de la coraza, la transferencia
de calor y cada de presin pueden ser similar a la que tiene la coraza E, este tipo de coraza
se emplea en calentadores o en flujos sin cambio de fase [12]. La coraza tipo H es de
doble flujo dividido, en la cual se tiene dos boquillas de entrada y dos de salida o viceversa,
este tipo de coraza se utiliza cuando se tienen longitudes grandes de los tubos y para
calentadores horizontales con termosifn [8,14].
La coraza tipo F es de dos pasos, en la cual se monta una placa longitudinal en la mitad
de la coraza que divide el flujo en la coraza en dos pasos, el fluido entra en el extremo
superior de la coraza y recorre la mitad del arreglo de tubos para posteriormente regresar
por la otra mitad del arreglo de tubos y salir por el extremo inferior de la coraza. En este
tipo de coraza se tiene una cada de presin de aproximadamente ocho veces ms que la
coraza tipo E [14].
Del anlisis anterior se observa que la coraza tipo E es la ms apropiada para este
intercambiador de calor, debido a que es una coraza de un solo paso, por lo que su
fabricacin es sencilla y ms econmica. sta permite un rpido y fcil alojamiento del
arreglo de tubos y mamparas, con un fluido de baja suciedad y no tan corrosivo como lo es
el agua. Adems, no se tendr cambio de fase del agua debido a que la temperatura mxima
del equipo es de 80C. Este tipo de coraza permite realizar estudios experimentales del
coeficiente de transferencia de calor y de la cada de presin de la coraza, con los diferentes
tipos de arreglos de tubos y con las diferentes mamparas segmentadas. La figura 3.2
muestra la coraza tipo E, la cual es de un material transparente, con la finalidad de
visualizar el flujo del fluido a travs del arreglo de tubos y mamparas.
Figura 3.2. Coraza tipo E de un paso.
3.3.2 ARREGLO DE TUBOS [1,6,12,14]
Con la adecuada seleccin del arreglo de tubos se obtiene la mayor transferencia de calor y
la apropiada cada de presin del fluido de la coraza, la cual depende de la geometra, de la
velocidad del flujo, del tipo de limpieza que se realice a los tubos (qumica o mecnica), y
del espaciamiento entre los tubos, este puede variar desde 1.25 hasta 1.45 veces el dimetro
exterior de los tubos, dependiendo del ensuciamiento o tipo del fluido en la coraza [1,6,12].
A continuacin se mencionan las caractersticas de los cuatro diferentes tipos de arreglos de
tubos considerados para el intercambiador de calor de tubo y coraza.
La tabla 3.1 muestra las ventajas y desventajas de los diferentes tipos de arreglos de tubos
utilizados para un intercambiador de calor. De esta tabla se observa que.
En un arreglo de tubos triangular de 30 como el que se muestra en la figura 3.3 (a),
permite la mayor rea de transferencia de calor, debido a que se puede acomodar ms tubos
en la coraza que en el arreglo triangular rotado de 60, y que en los arreglos cuadrados. Este
tipo de arreglo de tubos produce una mayor turbulencia del fluido de la coraza as como un
mayor coeficiente de transferencia de calor. TEMA, Taborek y Mukherjee [1,6,14]
recomiendan para este tipo de arreglo de tubos utilizar el espaciamiento mnimo de centro a
centro entre tubos con fluidos limpios en la coraza, eliminando la limpieza mecnica
externa de los tubos, por esta misma razn este tipo de arreglo se recomienda utilizarlo con
espejos fijos. Saunders [12], sugiere que este tipo de arreglo permite un 15% ms de tubos
42
43
que los arreglos cuadrados para una misma relacin del dimetro interno de la coraza y del
paso entre tubos.
El arreglo de tubos triangular rotado de 60 de la figura 3.3. (b), permite mayor rea de
transferencia de calor que los arreglos cuadrados, debido a que tambin se recomienda el
mnimo espaciamiento entre tubos con fluidos limpios en la coraza, dando una mayor
cantidad de tubos en la coraza que estos, y por a la geometra de este tipo de arreglo se tiene
menor cantidad de tubos que en el arreglo triangular de 30, para una misma relacin del
dimetro externo de los tubos y del paso entre tubos. Este tipo de arreglo permite limpieza
mecnica interna de los tubos y limpieza qumica externa de los tubos por el lado de la
coraza, al utilizar el mnimo espaciamiento entre tubos [14].
Los arreglos de tubos cuadrados de 90 y rotado de 45, como se puede observar en las
figuras 3.3 (c y d), se utilizan con fluidos de alta suciedad o en procesos qumicos del lado
de la coraza. TEMA y Mukherjee [1,14] recomiendan un espaciamiento entre tubos mayor
de 1.25, lo que permite menos tubos en la coraza y menor rea de transferencia de calor que
en los arreglos triangulares. Como estos tipos de arreglos utilizan fluidos de alta suciedad,
se recomiendan utilizarlos con espejos flotantes para tener acceso al arreglo de tubos y
realizarles limpieza mecnica externa. El arreglo de tubos cuadrado de 90 se recomienda
utilizarlo con flujos turbulentos, por tener un alto coeficiente de transferencia de calor con
una cada de presin menor a la de los arreglos triangulares, resultado por el espaciamiento
entre tubos [6]. Con un flujo laminar en la coraza, el arreglo de tubos cuadrado rotado de
45 tiene un mayor coeficiente de transferencia de calor que el arreglo de 90 y una cada de
presin baja [12].
Tabla 3.1. Ventajas y desventajas de los diferentes tipos de arreglos de tubos.
Arreglos
de tubos
Ventajas Desventajas
30 Permite la mayor cantidad de tubos y
rea de transferencia de calor.
Se recomienda utilizarlo en
intercambiadores de calor con espejo
fijo y fluidos limpios en la coraza.
Presenta alta turbulencia con un alto
coeficiente de transferencia de calor.
No permite limpieza mecnica externa entre
los tubos.
Este tipo de arreglo no es recomendable
utilizarlo en procesos qumicos o fluidos con
alto grado de ensuciamiento.
T
r
i
a
n
g
u
l
a
r
60 Se recomienda utilizarlo en
aplicaciones con fluidos limpios.
Permite ms rea de transferencia de
calor con respecto a los arreglos
cuadrados.
No permite limpieza mecnica entre tubos.
No su utiliza en fluidos qumicos o en fluidos
con alto grado de ensuciamiento.
90 Permite limpieza mecnica.
Se utiliza en flujos qumicos o sucios.
Se debe evitar en flujos laminares en la
coraza.
Presenta menor cantidad de tubos, por lo que,
tiene menor rea de transferencia de calor.
C
u
a
d
r
a
d
o
45 Permite limpieza mecnica.
Se utiliza en flujos qumicos o sucios.
Presenta menor cantidad de tubos, por lo
tanto, menor rea de transferencia de calor.
a) Triangular 30 b) Triangular rotado 60
d) Cuadrado 90 d) Cuadrado rotado 45
Figura 3.3. Arreglo de los tubos [6,14].
44
Del anlisis anterior se observa que el arreglo de tubos ms apropiado, para este trabajo, es
el arreglo triangular de 30, debido a que tiene la mayor rea de transferencia de calor,
colocando ms tubos en la coraza, que en los arreglos cuadrados de 90, 45 y al arreglo
triangular rotado de 60. Este tipo de arreglo de tubos tiene el mayor desempeo trmico, es
decir, el recorrido del fluido de la coraza a travs del arreglo de tubos se distribuye
produciendo ms turbulencia, ocasionada por la forma en que quedan acomodados los
tubos y por el espaciamiento mnimo entre tubos, que es de 1.25. Como el fluido de trabajo
en la coraza es agua, la cual es de baja suciedad y no tan corrosiva, no se necesita realizar
limpieza mecnica externa a los tubos, por lo tanto, se puede utilizar espejos fijos.
3.3.3 MAMPARAS [1,8,14,29]
Las mamparas segmentadas son las ms utilizadas en los intercambiadores de calor de tubo
y coraza. Estas sirven para dirigir el fluido en la coraza a travs del arreglo de tubos, con
una adecuada velocidad del flujo, adems, con este tipo de mamparas se elimina la
acumulacin de ensuciamiento o partculas slidas en la coraza y en los tubos, logrando un
mayor coeficiente de transferencia de calor. Estas mamparas tambin proporcionan soporte
al arreglo de tubos evitando el dao de estos por la vibracin que produce el fluido en la
coraza [8,29]. Las mamparas segmentadas se dividen en: mamparas segmentadas simples,
mamparas segmentadas dobles y mamparas segmentadas triples, las cuales se muestran en
la figura 3.4.
a) Simple b) Doble
c) Triple
Figura 3.4. Tipos de mamparas segmentadas [1,6,14].
45
46
La tabla 3.2 muestra las ventajas y desventajas de los diferentes tipos de arreglos de
mamparas utilizadas para un intercambiador de calor. De esta tabla se observa que:
La mampara segmentada simple, por su fcil fabricacin e instalacin son las ms
utilizadas y stas consisten de mamparas continuas como se muestra en la figura 3.4 (a).
Bell, Murherjee y Gupta [8,14,29], recomiendan que el corte de las mamparas sea del 15%
al 45% el dimetro interno de la coraza. Para fluidos lquidos el corte ptimo recomendable
es del 20 al 25%, con el cual se obtiene el mayor coeficiente de transferencia de calor
[8,29].
Murherjee y Gupta [14,29], sugieren mamparas segmentadas doble en fluidos gaseosos a
altas velocidades. Debido a la forma del arreglo de las mamparas el flujo circula
paralelamente a los tubos, teniendo un menor flujo cruzado, que las mamparas simples. La
complejidad de su fabricacin e instalacin hacen que aumente su costo en comparacin
con las mamparas simples, como se puede observar en la figura 3.4 (b).
Mampara segmentada triple, son utilizadas en aplicaciones donde la cada de presin es
severamente restringida como en plantas de gran potencia. Debido al arreglo de las
mamparas la mayor cantidad de fluido circula paralelamente a los tubos, por lo cual se
obtiene menor flujo cruzado a travs del arreglo de tubos, que en las mamparas dobles.
Estas mamparas son difciles de fabricar e instalar, como se puede observar en la figura 3.4
(c), por esta razn su costo aumenta con respecto a las dos anteriores [14,29].
47
Tabla 3.2. Ventajas y desventajas de los diferentes tipos de mamparas segmentadas.
Mampara Ventajas Desventajas
S
i
m
p
l
e
Fcil de fabricar e instalar.
Este tipo de mamparas se puede
utilizar con fluidos lquidos o gaseosos.
Permite mayor flujo cruzado en el
arreglo de tubos.
Se tiene una alta cada de presin con
fluidos gaseosos a altas velocidades.
D
o
b
l
e
Se recomienda utilizarla con flujos
gaseosos con altas velocidades.
Disminuye la cada de presin.
Difcil fabricacin e instalacin.
Mayor costo.
Causa un decremento en el coeficiente
de transferencia de calor.
T
r
i
p
l
e
La cada de presin es ms baja que
en los arreglos anteriores.
Disminucin del coeficiente de
transferencia de calor.
Alto costo.
Las mamparas segmentadas se clasifican de acuerdo a la posicin del corte: horizontal y
vertical. La tabla 3.3 muestra las ventajas y desventajas que se tienen con la posicin del
corte. De sta tabla se observa que:
La mampara segmentada con corte horizontal, como la que se muestra en la figura 3.5 (a),
se recomienda utilizarla en fases lquidas que no contengan slidos en suspensin, ni gases
disueltos en el lquido. Tambin se recomienda para reducir la acumulacin de depsitos en
el fondo de la coraza y prevenir la estratificacin [12,14].
La mampara segmentada vertical de la figura 3.5 (b) se utiliza con fluidos con cambio de
fase tales como: condensadores verticales, rehervidores y vaporizadores, los cuales llevan
materiales en suspensin. En este arreglo los gases no condensables pueden subir a la parte
superior del equipo provocando zonas inadecuadas para la transferencia de calor [4,6].
Tabla 3.3. Ventajas y desventajas del corte horizontal o vertical de las mamparas.
Corte Ventajas Desventajas
H
o
r
i
z
o
n
t
a
l
Se utiliza con fluidos de una sola fase en la
coraza.
Reduce la acumulacin de depsitos en el
fondo de la coraza.
Previene la estratificacin.
No se recomienda emplearla en
lquidos que contengan gases disueltos
ni slidos en suspensin.
V
e
r
t
i
c
a
l
Se utiliza en corazas de dos pasos.
En aplicaciones que llevan materiales en
suspensin o fluidos pesados,
Y con cambio de fase del fluido de la coraza.
Permite zonas no propicias para la
transferencia de calor.
a) Corte horizontal b) Corte vertical
Figura 3.5. Mamparas segmentadas simples.
Del anlisis anterior, se observa que la mampara ms apropiada para el intercambiador de
calor es la mampara simple con corte horizontal, debido a que es fcil de fabricar al igual
que instalarla en el arreglo de tubos y en la coraza, lo que se reduce el tiempo de
fabricacin y su precio. El coeficiente de transferencia de calor ms alto se tiene con un
corte en la mampara del 25%, con fluidos lquidos, como el agua, con el que operar el
intercambiador de calor, ste es un fluido de trabajo de baja suciedad. La temperatura de
operacin mxima del equipo es de 80 C, la cual es menor a la temperatura de ebullicin
del agua, asegurando que no hay cambio de fase del agua en la coraza, adecuada condicin
para utilizar las mamparas segmentadas simples con corte horizontal.
48
3.3.4 BARRAS DE SOPORTE Y ESPACIADORAS [1,9,12]
Las barras seleccionadas son componentes que dan soporte a las mamparas y las mantienen
a las distancias obtenidas en el diseo. Si no se colocaran estas barras durante el ensamble
del arreglo de tubos y mamparas en la coraza, las mamparas podran moverse a lo largo de
los tubos causando un mal desempeo trmico del intercambiador de calor o daando a los
tubos por pandeo o vibracin [1,9,12]. La figura 3.6 muestra a las mamparas sujetadas por
las barras de soporte y espaciadoras.
Figura 3.6. Mamparas sujetadas por las barras de soporte.
3.3.5 ESPEJOS [1,8,14,29]
Los espejos son uno de los componentes ms importantes del intercambiador de calor,
debido a que su propsito es separar los fluidos de la coraza y de los tubos, adems de darle
soporte al arreglo de tubos, barras de soporte y espaciadoras, mamparas, a la coraza y a los
cabezales [8,14,29]. A continuacin se describen las principales caractersticas y
aplicaciones de los diferentes tipos de espejos:
El espejo fijo, es el ms empleado en la industria para aplicaciones moderadas donde los
esfuerzos trmicos son bajos, esto se debe a que su fabricacin es sencilla y de bajo costo,
al eliminar las bridas, debido a que la coraza se fija a los espejos, stos permiten su unin
con los cabezales de entrada y salida por medio de pernos. Los espejos fijos usados,
tambin como brida solo permiten la limpieza interior de los tubos, al retirarse los
cabezales. Por esta razn se recomiendan flujos de baja suciedad en la coraza [14]. En estos
49
50
espejos el nmero de pasos de los tubos puede ser cualquier cantidad, mientras que los
pasos de la coraza se limitan a dos [31].
El espejo flotante se utiliza en los intercambiadores de calor de cabezal flotante con
empaque exterior, de cabezal flotante interno o de cabezal flotante removible, estos tipos de
fabricaciones son por lo regular para la industria qumica o del petrleo. El espejo flotante
permite las dilataciones diferenciales entre la coraza y los tubos, as como tambin retirar al
arreglo de tubos para su limpieza y mantenimiento, sin embargo la construccin de estos
tipos de espejos es ms compleja, por lo que se incrementa el tiempo de fabricacin y el
costo.
Los espejo removibles, son placas redondas del tamao de las bridas, los cuales permiten
retirar el arreglo de tubos para reparaciones y mantenimientos de los tubos, estos espejos
son utilizados en arreglos de tubos en U [29].
De las caractersticas que presentan los espejos descritos anteriormente, se determina que el
espejo fijo utilizado tambin como brida, el cual se muestra en la figura 3.7, es el ms
apropiado para el intercambiador de calor, debido que su fabricacin es sencilla y de bajo
costo, su fabricacin consiste de una placa redonda, la cual se barrena para sujetar al
arreglo de tubos por medio de soldadura o rolado. El agua es el fluido de trabajo de la
coraza y de los tubos, el cual es un fluido de baja suciedad y no tan corrosivo, no
requiriendo limpieza mecnica externa de los tubos, pero si limpieza mecnica en el interior
de los tubos al retirarse los cabezales de entrada y salida. Este tipo de espejo resiste las
expansiones trmicas del equipo, a las temperaturas de operacin de los fluidos de trabajo,
las cuales no son tan altas: en la coraza son de un rango de 10 a 30C y en los tubos de 40 a
80C.
Figura 3.7. Espejo fijo utilizado como brida.
3.3.6 CABEZALES [1,12,14]
A continuacin se describen y analizan los diferentes tipos de cabezales para el
intercambiador de calor de tubo y coraza, especificados por la norma TEMA [1], con la
finalidad de seleccionar el ms adecuado.
Los cabezales tipo flotante reciben este nombre, debido a que un espejo se fija a la coraza
mientras que el otro espejo se encuentra libre para flotar en la coraza. Estos cabezales se
clasifican en cuatro tipos: cabezal tipo S con dispositivo de apoyo, cabezal tipo T sin
contrabrida, cabezal tipo P con empaque exterior y cabezal tipo W sellado
externamente. Estos cabezales difieren en el diseo y fabricacin del cabezal flotante [12].
Los cabezales de canal y tapa plana, son del tipo A y L, stos consisten de un cilindro
hueco, comnmente llamado canal, en el cual se sueldan dos bridas en sus extremos. Una
brida se une a la tapa plana y la otra se une al espejo fijo o la brida de la coraza. Este tipo de
cabezal se emplea cuando se requiere de limpieza en el interior de los tubos, al retirarse la
tapa o el cabezal completo [12].
Los cabezales tipo C y N, son de canal integrado con espejo y tapa desmontable, un
extremo del canal se suelda a una brida para sujetarse a la tapa plana por medio de tornillos,
el otro extremo se une al espejo fijo por medio de soldadura, disminuyendo el nmero de
51
bridas y el costo. Estos cabezales se emplean en procesos de alta presin y donde se
requiere limpieza interna de los tubos [12].
Los cabezales tipo B y M, consisten de un canal con tapa y brida. La tapa puede ser
elipsoidal, semielptica y toriesfrica, sta se suelda en un extremo del canal, mientras que
la brida se suelda en el otro extremo, permitiendo que el cabezal se una al espejo fijo o a la
brida de la coraza, lo que disminuye el nmero de bridas, tiempo de fabricacin y costo.
Estos tipos de cabezales tambin permiten la limpieza en el interior de los tubos al retirarse
el cabezal completo [12].
De las caractersticas descritas anteriormente de cada tipo de cabezal, se determina que los
cabezales tipo B y M, son los ms apropiados para este intercambiador de calor, debido
a que son cabezales de fabricacin sencilla, lo que reduce su costo. Este componente
consiste del canal que es un cilindro hueco, de una tapa elipsoidal, como se muestra en la
figura 3.8. La tapa elipsoidal es adecuada para dimetros pequeos de la coraza, sta tapa se
une al canal en uno de sus extremos por medio de soldadura, mientras que en el otro
extremo se une la brida, la cual permite el ensamble del cabezal con el espejo estacionario
por medio de tornillos. Estos cabezales son adecuados en procesos con fluidos limpios, por
permitir limpieza en el interior de los tubos.
Figura 3.8. Cabezal tipo bonete.
52
3.3.7 TAPAS [12, 29]
Como se mencion anteriormente, las tapas son unos de los componentes de los cabezales,
las cuales permiten tener acceso al arreglo de tubos para su mantenimiento y limpieza, y
tambin reducen el nmero de bridas utilizadas para la fabricacin y ensamble de los
cabezales. A continuacin se describen y analizan las principales tapas para su adecuada
seleccin.
Las tapas toriesfricas, como la que se muestra en la figura 3.9 (a), se utilizan en procesos
de bajas presiones, stas tienen espesores ms grandes que las tapas elipsoidales. Las tapas
elipsoidales de la figura 3.9 (b), se utilizan en aplicaciones de bajas y medianas presiones,
teniendo una relacin del eje menor al menor de 2:1, y la profundidad de la tapa es una
cuarta parte del dimetro interior de los cabezales. Estas tapas se fabrican comercialmente
hasta tamaos estandarizados menores de 600 mm, mientras que las tapas toriesfricas son
fabricadas en dimetros mayores de 600 mm [12,29].
Las tapas semiesfricas, como las que se muestran en la figura 3.9 (c), se utilizan en
procesos de altas presiones y cuando se requiere reducir el espesor y peso de los cabezales,
debido a que estas tapas tienen un espesor de la mitad del espesor de la coraza. Las tapas
elipsoidales y semiesfricas permiten una mejor distribucin de los esfuerzos en
comparacin con las toriesfricas resultado de la geometra [12,29].
a) Toriesfrica b) Elipsoidal c) Semiesfrica
Figura 3.9. Tapas para cabezales tipo bonete.
53
54
De las caractersticas que presentan las diferentes tipos de tapas, se observa que las tapas
elipsoidales, son las ms adecuadas para los cabezales, debido a que tienen un menor
espesor que las tapas toriesfricas, lo que disminuye el peso del equipo, adems, se
recomiendan para dimetros menores de 600 mm, el cual es mayor al dimetro de los
cabezales de intercambiador de calor. Estas tapas resisten presiones y temperaturas mayores
a las condiciones de operacin del equipo, las cuales permiten una buena distribucin de los
esfuerzos por su geometra.
3.3.8 BRIDAS [12,29]
Las bridas son tambin componentes de los cabezales, las cuales facilitan el ensamble del
intercambiador de calor, el mantenimiento, la reparacin y la limpieza. Es por esto que a
continuacin se describen y analizan las principales bridas, para una adecuada seleccin de
stas.
La brida tipo anillo puede ser cortada de una placa, rolada o forjada en forma de un anillo
circular, este tipo de brida se recomienda utilizarla en aplicaciones de presiones moderadas.
Mientras que las bridas de cuello soldable se distingue por tener un cono largo, el cual
disminuye gradualmente de espesor hasta alcanzar el espesor del tubo o dimetro de la
boquilla, la cual se une por medio de soldadura. Esta brida se utiliza en aplicaciones de alto
riesgo, con lquidos inflamables o explosivos (qumicos), as como con temperaturas y
presiones altas. Este tipo de bridas tambin son las ms costosas [12].
Las bridas de cuellos soldable y las deslizables son las ms ampliamente utilizadas en
dimetros grandes y a altas presiones. Sin embargo las bridas deslizables, se utilizan en
aplicaciones donde las variaciones de la presin, temperatura, vibraciones y flexiones no
son altas. Este tipo de bridas son de fcil alineacin durante su montaje con el espejo fijo,
coraza y boquillas, lo que disminuye el tiempo de fabricacin y el costo de los cabezales
[12,29].
De las caractersticas que presentan las diferentes tipos de bridas, se observa que la bridas
deslizables son las ms apropiado para este intercambiador de calor, debido a que son
fciles de alinear al canal para su unin por soldadura, disminuyendo el tiempo de montaje
y fabricacin de los cabezales, adems de que resisten presiones y temperaturas mayores a
las condiciones de operacin del equipo. La figura 3.10 muestra la brida deslizable.
Figura 3.10. Brida deslizable.
3.3.9 BOQUILLAS [29,30]
Las boquillas son componentes que permiten el enlace con las bombas de los circuitos de
los fluidos de trabajo y con instrumentos de medicin del intercambiador de calor, pero
principalmente tienen la finalidad de proporcionar una buena distribucin del fluido en el
arreglo de tubos [29]. A continuacin se describen y analizan las diferentes formas de unir
las boquillas al equipo (cabezales) para seleccionar la ms adecuada.
Las boquillas radiales, las cuales se observan en la figura 3.11 (a), permiten una buena
distribucin del fluido en el arreglo de tubos debido a que los tubos superiores tiene menos
flujo que el resto del arreglo de tubos y se utilizan en intercambiadores de calor de un solo
paso de los tubos.
Las boquillas axiales, figura 3.11 (b), son componentes que tienen una mala distribucin
del fluido en el arreglo de tubos y se debe a que el fluido que entra en la tapa del cabezal a
travs de la boquilla axial permite que el fluido entre primero en los tubos centrales del
arreglo de tubos que en los tubos de la periferia. Este problema se puede reducir al
55
aumentar la profundidad del cabezal, permitiendo que el fluido entre en el arreglo de tubos
ms uniforme [30].
Las boquillas tangenciales, como la que se muestra en la figura 3.11 (c) se utilizan cuando
el fluido de los tubos arrastra partculas abrasivas debido a que reduce la erosin en la
entrada de los tubos al suavizar el cambio de direccin del flujo y tambin se recomiendan
utilizarlas en intercambiadores de calor verticales. Estas boquillas son difciles de unir y
soldar a los cabezales, lo que aumenta el tiempo de fabricacin de los cabezales [30].
Del anlisis anterior, se observa que las boquillas radiales, son las ms adecuadas para los
cabezales debido a que tienen una mejor distribucin del fluido en el arreglo de tubos,
aumentando la transferencia de calor del equipo, apropiada para intercambiadores de calor
horizontales con fluidos limpios tales como el agua.
a) Boquilla radial b) Boquilla axial c) Boquilla tangencial
Figura 3.11. Tipos de boquillas para los cabezales.
56
57
CAPTULO 4
FABRICACIN DEL INTERCAMBIADOR DE CALOR DE TUBO Y CORAZA
4.1 INTRODUCCIN
En este captulo se presenta la seleccin de materiales, diseo y fabricacin del
intercambiador de calor de tubos y coraza. En la seleccin de materiales de los
componentes del intercambiador de calor se consideraron las condiciones de operacin de
los fluidos, la corrosin, el ensuciamiento, y las propiedades de los materiales; con la
finalidad de realizar un buen diseo y fabricacin del intercambiador del calor y as obtener
el funcionamiento adecuado del equipo.
4.2. CRITERIO PARA LA SELECCIN DE LOS MATERIALES DE LOS
COMPONENTES DEL INTERCAMBIADOR DE CALOR
Existen algunas publicaciones que recomiendan algunos materiales para la fabricacin de
un intercambiador de calor, pero estos no presentan un anlisis o un procedimiento de cmo
seleccionar stos, entre los cuales se pueden mencionar TEMA [1], el Cdigo ASME [2],
Harris [5], Megyesy [7] y Saumders [12].
En esta seccin se presenta el anlisis para la seleccin de los materiales, ms apropiados,
para la fabricacin de los componentes de un intercambiador de calor de tubo y coraza, y se
realiz en funcin de los siguientes factores: condiciones de operacin, de la corrosin y
ensuciamiento que pueden ocasionar los fluidos de trabajos, as como tambin de las
propiedades fsicas y mecnicas de los materiales y del costo.
Para la seleccin de los materiales de los componentes del intercambiador de calor, en este
trabajo, se consideraron los siguientes aspectos que debe cumplir el equipo:
Resistir las condiciones de operacin de los fluidos de trabajo tales como temperaturas y
presiones.
Proporcionar el rea de transferencia de calor requerido.
58
Obtener una estructura rgida para evitar las vibraciones en los tubos y coraza producidas
por las velocidades y presiones del fluido, y as evitar fugas entre componentes.
Obtener el tamao y peso apropiado del equipo.
Resistir la corrosin, incrustacin y ensuciamiento producido por los fluidos de trabajo.
Compatibilidad entre los materiales de los componentes.
4.3. SELECCIN DE MATERIALES DE LOS COMPONENTES DEL
INTERCAMBIADOR DE CALOR
De la revisin bibliogrfica se observ que los materiales ms utilizados en la fabricacin
del los componentes de un intercambiador de calor de tubo y coraza son el acero al
carbono, acero inoxidable, cobre y aluminio, aunque se pueden utilizar otros materiales o
aleaciones, para diseos particulares, como se muestra en la tabla 2.1. En el presente trabajo
se analizan las propiedades ms importantes del cobre, aluminio, acero inoxidable, acero al
carbono, acrlico y vidrio [43].
4.3.1 CORAZA
El material de la coraza debe cumplir con:
Visualizacin del flujo del fluido de trabajo.
Resistencia a la corrosin del fluido.
Resistencia a las temperaturas y presiones de operacin del fluido.
Soportar a boquillas y mamparas.
De acuerdo a las caractersticas que debe tener el material de la coraza, los materiales ms
apropiados son el vidrio y el acrlico. Aunque ambos materiales pueden ser apropiados para
la fabricacin de la coraza, la desventaja principal que presenta el vidrio con respecto al
acrlico, es su fragilidad.
Con la finalidad de asegurarse de que no se tendrn problemas de fugas, en la unin coraza-
espejo, causada por las temperaturas de operacin, se consider el coeficiente de expansin
trmica para el material de la coraza, en donde el acrlico tiene un coeficiente de expansin
de 6 veces ms que la del vidrio, la cual se considera una desventaja para fluidos que
alcanzan la temperatura mxima de operacin del acrlico que es de 90C. Debido a esto se
determin el incremento que tiene el acrlico con las temperaturas del equipo para evitar
problemas en la unin de la coraza con los espejos, por medio de la ecuacin de expansin
trmica [34]:
59
) (
1 1
-
-
T t
ic
ic fc
acrlico
l
l l
= (4.1)
donde
fc
, es la dimensin final del dimetro de la coraza,
ic
, es la dimensin inicial del
dimetro de la coraza, t
1
, es la temperatura de entrada del fluido de trabajo de los tubos, T
1
,
es la temperatura de entrada del fluido de trabajo en la coraza.
Despejando
fc
de la ecuacin (4.1), se tiene la siguiente expresin:
( ) ( )
1 1
1 T t
acrlico ic fc
+ = l l (4.2)
Sustituyendo la dimensin y temperatura de entrada de la coraza, la temperatura de entrada
de los tubos y el coeficiente lineal de expansin trmica del acrlico en la ecuacin (4.2),
oc
= 200 mm, T
1
= 10C, t
1
= 80C y
acrlico
= 60x10
-6
C
-1
, respectivamente, se obtiene la
dimensin final del dimetro de la coraza:
mm
fc
84 . 200 = l
Con la temperatura mxima del fluido de trabajo, se observ que el incremento en el
dimetro de la coraza es de 0.84 mm, el cual no presenta ningn problema en la unin de la
coraza con el espejo.
En la tabla 4.1 se muestran las principales propiedades del acrlico y del vidrio y de sta se
puede observar lo siguiente:
El material ms apropiado para la coraza es el acrlico, por tener una conductividad trmica
de 0.215 W/mC, la cual no afecta la transferencia de calor entre los fluidos de trabajo, al
no permitir perdida de calor con el medio ambiente, tambin tiene una densidad menor a la
60
del vidrio (1150 kg/m
3
), lo que reduce el peso de la coraza. La resistencia a la tensin es de
79 MPa que es mayor a la presin de operacin de fluido de trabajo de la coraza, su
coeficiente de expansin trmica es de 60x10
-6
C
-1
, no presentando ningn riesgo de fugas
en la unin de la coraza con los espejos, debido a que tiene un incremento en sus
dimensiones de 0.84 mm con las temperaturas mximas del equipo, las cuales son menores
que la temperatura mxima de operacin del acrlico que es de 90C, adems el acrlico es
resistente a la corrosin del agua, permite buena visualizacin del fluido de lado de la
coraza al no cambiar su color transparente con el agua en periodos largos de trabajo, y tiene
un costo del 37.5% menor que el vidrio, no es frgil a esfuerzos o cargas externas como el
vidrio.
Tabla 4.1. Propiedades fsicas y mecnicas del acrlico y del vidrio [34,38,39].
Propiedad/Material Acrlico Vidrio
Conductividad trmica (W/mC) 0.215 1.05
Densidad (kg/m
3
) 1150 2500
Coeficiente de expansin trmica (x10
-6
C
-1
) 60 10
Temperaturas de fusin (C) 130 730
Temperatura mx. de operacin (C) 90 120
Resistencia mecnica No es frgil Es frgil
Visibilidad Buena Buena
Resistencia a la tensin (MPa) 79 68
Resistencia a la corrosin A. resistencia A. resistencia
Precio por tubo ($/1.2 m) 7500 12000
4.3.2 ARREGLO DE TUBOS
El material de los tubos debe cumplir con las siguientes caractersticas:
Proporcionar el rea de transferencia de calor requerido.
Soportar las presiones y temperaturas de operacin de los fluidos en su interior y exterior.
Soportar a los esfuerzos trmicos debidos a la expansin trmica.
Resistir la corrosin de los fluidos.
Compatibilidad con el material de los espejos.
La cualidad principal que debe tener el material de los tubos es la de transferir la mayor
cantidad de calor y sta se logra por medio de su conductividad trmica. De la tabla 4.3 se
observa que el cobre SB-88 tiene una conductividad trmica de 1.7 veces ms que el
aluminio SB-234, 5.5 veces mayor que el acero SA-179 y 22 veces ms que al acero SA-
213, de aqu que el cobre cubre adecuadamente con la conductividad trmica. De la misma
tabla se observa que el cobre tiene el coeficiente de expansin trmica ms bajo, lo cual
puede daar a los tubos al expandirse en las mamparas o provocar esfuerzos trmicos en la
unin tubos-espejo ocasionando fugas. Con la finalidad de asegurar que no se tendr
problemas en la unin de los tubos en el espejo, se determina el incremento del dimetro de
los tubos para el cobre.
Los siguientes valores:
it
= 15.9 mm, t
2
= 40C, t
1
= 80C y
cobre
= 17x10
-6
C
-1
, se
sustituyeron en la ecuacin (4.2), para obtener el siguiente incremento final del dimetro
de los tubos:
mm
ft
91 . 15 = l
Este incremento del dimetro de los tubos es de 0.01 mm, el cual no presenta ningn
problema en la unin de los tubos con el espejo.
La tabla 4.2 muestra las propiedades de los principales materiales utilizados para los tubos
del intercambiador de calor de tubo y coraza.
De esta tabla se puede observar que el material ms apropiado para la fabricacin de los
tubos es el cobre SB-88, debido a que tiene ms alta conductividad trmica que los otros
materiales, la cual es de 338 W/mC lo que garantiza la mayor transferencia de calor, con
una densidad de 7160 kg/m
3
que es menor a la de los aceros SA-213 y 179, y una
resistencia a la tensin de 62 MPa a una temperatura de 93C que son mayores a las
condiciones del operacin del equipo, con lo cual se est previniendo el pandeo de los tubos
o el dao de estos con las mamparas que pudiera ocasionar la vibracin y expansin
trmica del cobre SB-88, por la variacin de las temperaturas y presiones de los fluidos de
los tubos y de la coraza. El cobre SB-88 presenta alta resistencia a la corrosin que provoca
el agua con las temperaturas de operacin del equipo, as como a la corrosin por esfuerzos,
al tener una resistencia a la tensin mayor a la presin de operacin del fluido de la coraza
y de los tubos. El cobre SB-88 tiene un valor econmico del 35% mayor que del aluminio
SB-234 pero con mejor resistencia a la tensin que ste, y un costo de 10% mayor que del
acero SA-179, pero con mejor resistencia a la corrosin.
61
62
Tabla 4.2. Propiedades de los materiales para la fabricacin de los tubos [1,2,38,39].
Tubos
Propiedades/Material
S
B
-
2
3
4
S
B
-
8
8
S
A
-
1
7
9
S
A
-
2
1
3
-
3
0
4
Conductividad trmica a 21C (W/mC) 200 338 61 15.5
Densidad (kg/m
3
) 2740 7160 7883 7888
Coeficiente de expansin trmica a 21C (x10
-6
C
-1
) 23 17 10 15
Temperaturas de fusin (C) 657 955 1500 1421
Temperaturas de operacin (C) B, M B, M M A
Resistencia a la tensin a 21C (MPa) 214 303 324 517
Resistencia a la tensin a 93C (MPa) 20 62 81 122
Resistencia a la corrosin A.
resistencia
A.
resistencia
B.
resistencia
A.
resistencia
Precio por tubo ($/m) 12 34 38 61
4.3.3 MAMPARAS
El material de las mamparas debe cumplir con las siguientes caractersticas:
Resistir la corrosin del fluido en el lado de la coraza.
Soportar a los tubos.
Evitar vibracin en los tubos.
La tabla 4.3 muestra las caractersticas de los materiales ms utilizados para la construccin
de las mamparas. De acuerdo a las caractersticas que debe tener el material para la
construccin de las mamparas se observa que:
El material ms apropiado para las mamparas es el acero SA-36, por tener una
conductividad trmica de 41 W/mC, la cual no afecta la transferencia de calor del equipo,
este acero asegura soporte y sujecin apropiado al arreglo de tubos debido a que tiene una
resistencia a la tensin de 87 MPa, a una temperatura de 93C, que son mayores a las
condiciones del operacin del equipo, lo que previene el pandeo o dao de los tubos con las
mamparas que pudiera ocasionar el recorrido del fluido de trabajo en las mamparas y la
expansin trmica de los tubos.
Debido a que el fluido de trabajo es el agua, y ste no presenta problemas de alta corrosin
y tiene un bajo coeficiente de ensuciamiento de 0.001W/m
2
K, el acero SA-36, es ms
apropiado para la construccin de las mamparas. Otra ventaja de este acero es que se
63
consigue ms fcilmente en el mercado que los aceros SA-285 y 515, por tratarse de un
acero comercial, disminuye su costo.
Tabla 4.3. Principales propiedades para los materiales de las mamparas y del espejo [2,37,38]
Placa
Propiedades/material
S
A
-
3
6
S
A
-
1
0
5
S
A
-
2
8
5
-
C
S
A
-
2
4
0
-
3
0
4
S
A
-
5
1
5
-
7
0
Conductividad trmica a 21C
(W/mC)
41 52 52 15.5 52
Densidad (kg/m
3
) 7850 7861 7861 7888 7861
Coeficiente de expansin trmica a
21C (x10
-6
C
-1
)
9.8 10 11 15 10
Temperaturas de fusin (C) 1500 1504 1504 1421 1504
Temperaturas de operacin (C) B, M M, A M, A A M, A
Resistencia a la tensin a 21C (MPa) 400 483 400 517 483
Resistencia a la tensin a 93C (MPa) 87 120 87 122 120
Resistencia a la corrosin B.
resistencia
B.
resistencia
B.
resistencia
A.
resistencia
B.
resistencia
Precio de placa ($/kg) 15 33 18 75 18
4.3.4 BARRAS DE SOPORTE Y ESPACIADORAS
El material de las barras de soporte y espaciadoras deben resistir y proporcionar lo
siguiente:
La corrosin del fluido de la coraza.
Compatibilidad con el material de las mamparas.
Soporte de las mamparas durante la operacin.
Evitar vibracin en los tubos y el desplazamiento de las mamparas en el arreglo de
tubos.
De acuerdo a las caractersticas que debe tener el material del las barras de soporte y
espaciadoras, y de las principales propiedades de diferentes materiales para las barras que
se muestran en la tabla 4.4. Se observa que:
El material ms apropiado para las barras de soporte y espaciadoras es el acero SA-36, por
ser un material compatible al de las mamparas, evitando la corrosin galvanica, su peso es
de 0.3 kg el cual asegura soporte y sujecin apropiado de las mamparas al tener una
resistencia a la tensin de 87 MPa a una temperatura de 93C, los cuales son valores
64
mayores a las condiciones de diseo del equipo, con lo que se esta previniendo el
desplazamiento de las mamparas y el dao de los tubos con el fluido de la coraza, debido a
que las temperaturas y presiones de los fluidos de los tubos y de la coraza son menores a las
del SA-36, lo que hacen que el agua sea un medio no tan corrosivo para el acero SA-36,
permitiendo un ensuciamiento bajo de 0.001W/m
2
K.
Tabla 4.4. Propiedades de los materiales para la fabricacin de las barras de soporte y espaciadoras [1,2].
Tubos
Propiedades/Material SA-36 SA-240-304
Conductividad trmica a 21C (W/m-C) 41 15.5
Densidad (kg/m
3
) 7850 7888
Coeficiente de expansin trmica a 21C (x10
-6
C
-1
) 9.8 15
Temperaturas de fusin (C) 1500 1421
Temperaturas de operacin (C) B, M A
Resistencia a la tensin a 21C (MPa) 400 517
Resistencia a la tensin a 93C (MPa) 87 122
Resistencia a la corrosin B. resistencia A. resistencia
Precio por tubo ($/m)
4.3.5 ESPEJOS
El material del espejo tiene que cubrir los siguientes aspectos:
Sujecin rgida de la coraza, tubos y cabezales.
Resistir la presin y la temperatura de los fluidos.
Resistir la corrosin y ensuciamiento del agua.
Compatibilidad con el material de los tubos.
De acuerdo a las caractersticas que debe tener el material de los espejos y de las
principales propiedades de diferentes materiales utilizados para la construccin de los
espejos que se muestran en la tabla 4.3. Se observa que:
El material ms apropiado para los espejos es el acero SA-105, debido a que tiene una
conductividad trmica de 52 W/mC, la cual no afecta la transferencia de calor del equipo,
al no tener demasiado contacto entre los fluidos de trabajo. Permite soporte y sujecin
apropiado al arreglo de tubos, por tener una resistencia a la tensin de 120 MPa que es
mayor a las presiones de operacin del fluido de los tubos y de la coraza, su coeficiente de
expansin trmica es de 10x10
-6
C
-1
, evitando problemas de fugas en la unin de los tubos
65
al espejo, con la temperatura ms altas del equipo que es de 80C, la cual es menor a la
temperatura de operacin del SA-105, es resistente a la corrosin galvnica producida por
el contacto de los tubos al espejo, es decir, el espejo es utilizado como un nodo de
sacrificio, por ser de un espesor grande, resiste la corrosin del agua, debido a que sta se
considera un fluido de baja suciedad y no tan corrosivo de acuerdo a las condiciones de
operacin del equipo, tambin es resistente a la corrosin por esfuerzo al tener mayor
resistencia a la tensin que las presiones de operacin de los fluidos de trabajo, aunque su
valor econmico es 1.8 veces ms que el SA-515. El acero SA-105 se puede conseguir ms
fcilmente en el mercado.
4.3.6 CABEZALES
El cabezal est constituido por el canal, tapa y brida. Es por esto, que a continuacin se
analizan por separado los materiales de cada componente.
4.3.7 CANAL
El material del canal debe tener las siguientes caractersticas:
Resistencia a la corrosin del fluido del lado de los tubos.
Resistir presin, temperatura y velocidad de operacin del fluido en los tubos.
Compatibilidad con el material de las tapas y bridas.
Los materiales ms utilizados para la construccin del canal se muestran en la tabla 4.5. En
esta tabla se muestran sus principales propiedades, y de stas se puede observar que:
El material ms apropiado para el canal es el acero SA-53, al tener una conductividad
trmica de 48 W/mC, la cual no afecta la transferencia de calor del equipo, es decir, no
permite prdidas de calor hacia el medio ambiente. Asegura una sujecin apropiado con el
espejo al tener una resistencia a la tensin de 103 MPa que es mayor a la presin de
operacin de fluido de los tubos, su coeficiente de expansin trmica es de 10x10
-6
C
-1
, el
cual no presenta peligro en las uniones canal-tapa, canal-boquilla y canal-brida con la
temperatura ms alta del equipo que es de 80C, esta es menor a la temperatura de
operacin del SA-53, adems de que es resistente a la corrosin galvnica producida por el
contacto del canal con la tapa, boquilla y brida, tambin es resistente a la corrosin del agua
66
y a la corrosin por esfuerzo, debido a que las condiciones de operacin del equipo son
moderadas. Su costo es 3 veces menor al SA-312.
4.3.8 TAPAS
El material de las tapas debe cumplir con las siguientes caractersticas:
Resistencia a la corrosin del fluido del lado de los tubos.
Resistencia a la presin y velocidad de operacin del fluido en los tubos.
Compatibilidad con el material del canal.
Los materiales ms utilizados en la fabricacin de las tapas se muestran en la tabla 4.5. De
esta tabla se observa lo siguiente:
El material ms apropiado para la tapa es el acero SA-234, debido a que tiene una
conductividad trmica baja (52 W/mC), no afectando la transferencia de calor del equipo
ni permitiendo prdidas de calor con el ambiente. Proporciona sujecin apropiada con el
canal, al tener una resistencia a la tensin de 103 MPa que es mayor a las presin de
operacin del fluido de los tubos para una temperatura de 93C, su coeficiente de expansin
trmica es de 10x10
-6
C
-1
, evitando problemas en la unin de la tapa con el canal, a
temperaturas como la de los tubos que son de 40C a 80C. El acero SA-234 es resistente a
la corrosin galvnica producida por el contacto del canal con la tapa, por que son
materiales compatibles, este acero es resistente a la corrosin del fluido de los tubos, para
un fluido como el agua, al considerar la corrosin permitida para este acero que es de 1.6
mm, tambin resiste la corrosin por esfuerzo, por tener una resistencia a la tensin mayor
a las condiciones de operacin del equipo, y su costo es 2 veces menor que la del acero SA-
240.
67
Tabla 4.5. Principales propiedades para los materiales de la tapa, canal y boquilla [2,38,39].
Tapa Canal/Boquilla
Propiedad/Material
S
A
-
2
3
4
-
W
P
B
S
A
-
2
4
0
-
3
0
4
S
A
-
1
0
6
-
B
S
A
-
5
3
-
B
S
A
-
3
1
2
-
3
0
4
Conductividad trmica a 21C
(W/m-C)
52 15.5 52 48 15.5
Densidad (kg/m3) 7861 7888 7861 7883 7888
Coeficiente de expansin trmica a
21C (x10
-6
C
-1
)
10 15 10 10 15
Temperaturas de fusin (C) 1510 1421 1510 1510 1421
Temperaturas de operacin (C) M A M, A M A
Resistencia a la tensin a 21C
(MPa)
415 517 413 413 517
Resistencia a la tensin a 93C
(MPa)
103 122 103 103 122
Resistencia a la corrosin B.
resistencia
A.
resistencia
B.
resistencia
B.
resistencia
A.
resistencia
Precio tubo por pieza 374 800 356 328 1070
4.3.9 BRIDAS
El material de la brida debe tener:
Resistencia a la corrosin del fluido del lado de los tubos.
Resistir presin, temperatura y velocidad de operacin del fluido en los tubos.
Compatibilidad con el material del canal.
De acuerdo a las caractersticas que debe tener el material de la brida y a sus principales
propiedades de los materiales ms utilizados para la construccin de las bridas, mostrados
en la tabla 4.6, se observa lo siguiente:
El material ms apropiado para la brida es el acero SA-105, al tener una conductividad
trmica de 52 W/mC, la cual no interfiere en la transferencia de calor del equipo, tiene una
resistencia a la tensin de 120 MPa que es mayor a la presin de operacin de fluido de los
tubos, su coeficiente de expansin trmica es de 10x10
-6
C
-1
, el cual no presenta ningn
problema en la unin del canal con la brida, debido a que la temperatura ms alta del
equipo es de 80C, siendo menor a la temperatura de operacin del SA-105. Es resistente a
la corrosin galvnica producida por el contacto del canal con la brida, tambin es
resistente a la corrosin del agua y a la corrosin por esfuerzo, a las condiciones de
operacin del equipo. Su costo es de tres veces menor al acero SA-240.
68
Tabla 4.6. Principales propiedades de los materiales de la brida [2,38,39]
Brida
Propiedades/material
SA-105 SA-240-304
Conductividad trmica a 21C (W/m-C) 52 15.5
Densidad (kg/m3) 7861 7888
Coeficiente de expansin trmica a 21C (x10-6C-1) 10 15
Temperaturas de fusin (C) 1504 1421
Temperaturas de operacin (C) M, A A
Resistencia a la tensin a 21C (MPa) 483 517
Resistencia a la tensin a 93C (MPa) 120 122
Resistencia a la corrosin B. resistencia A. resistencia
Precio por tapa 310 800
Precio de brida 400 1298
4.3.10 BOQUILLAS
El material de las boquillas debe tener:
Resistencia a la corrosin del fluido del lado de los tubos.
Resistir la presin y velocidad de operacin del fluido en los tubos.
Compatibilidad con el material del canal.
De acuerdo a las caractersticas que debe tener el material de las boquillas y de las
principales propiedades de diferentes materiales para las boquillas que se muestran en la
tabla 4.5, se observa lo siguiente:
El material ms apropiado para las boquillas es el acero SA-53, por tener la conductividad
trmica menor que es de 48 W/mC. Tiene una resistencia a la tensin de 103 MPa que es
mayor a la presin de operacin de fluido de trabajo de los tubos, su coeficiente de
expansin trmica es de 10x10
-6
C
-1
, el cual no presenta peligro en la unin del canal con la
boquilla, debido a que la temperatura ms alta del equipo es de 80C, y es menor a la
temperatura de operacin del SA-53, adems de que es resistente a la corrosin galvnica
producida por el contacto del canal con la boquilla, es resistente a la corrosin del agua y a
la corrosin por esfuerzo a las condiciones de operacin del equipo que no son extremas, y
con un valor econmico tres veces menor al acero SA-312.
69
4.4 DISEO MECNICO DEL INTERCAMBIADOR DE CALOR DE TUBO Y
CORAZA
De la revisin bibliogrfica se observo que no hay un procedimiento completo para disear
un intercambiador de calor de tubo y coraza. Es por esta razn que en esta tesis se propone
un procedimiento completo para el diseo mecnico de los componentes de un
intercambiador de calor de tubo y coraza con un arreglo triangular.
4.4.1 CONDICIONES INICIALES PARA EL DISEO MECNICO
Los rangos de temperatura de operacin mximos y mnimos fueron de 80C a 40 C en la
coraza y de 10C a 20C en los tubos, y los rangos de los flujos fueron de 14700 l/h en los
tubos y de 11100 a 14700 l/h en la coraza.
Para iniciar el procedimiento del diseo mecnico del intercambiador de calor, primero se
determinaron el dimetro externo y espesor de la coraza, el nmero de pasos de los tubos de
la coraza, el dimetro externo y la longitud de los tubos, se obtuvieron de TEMA [1],
ASME [2] y Taborek [6], los cuales se muestran en la tabla 4.7. Estos valores fueron
considerados en funcin del espacio del laboratorio y de las condiciones del banco de
pruebas. Los pasos para el diseo de este equipo se describen a continuacin.
Tabla 4.7. Condiciones iniciales para el diseo mecnico del intercambiador de calor.
Dimetro exterior de la coraza D
es
221 mm
Dimetro exterior de los tubos D
et
15.88 mm
Espesor de la coraza t
s
18 mm
Espesor de los tubos t
t
0.7 mm
Longitud total de los tubos L
t
1200 mm
4.4.2 CORAZA
El dimetro externo de la coraza seleccionado esta dentro del rango establecido por TEMA
[1]. Sin embargo el espesor seleccionado fue con la finalidad de que soportar el peso del
fluido y para que resistiera su ensamble con los espejos fijos y con los cabezales. Con estos
parmetros se determin la presin mxima interna de diseo de la coraza para
termoplstico, al utilizar la siguiente ecuacin [33]:
s es
s s
sd
t D
t S
P
+
=
20
(4.3)
donde D
es
: es el dimetro exterior de la coraza, S
s
: es el esfuerzo permitido del acrlico a la
temperatura de diseo y t
s
: es espesor de la coraza.
La longitud de la coraza se determin con la siguiente expresin:
) ( 2
ts ts t s
p t L L = (4.4)
donde L
t
; es la longitud total de los tubos, t
ts
; es el espesor del espejo y p
ts
; es la
profundidad del canal de los espejo para tener una mejor unin entre la coraza y los espejos
de entrada y salida.
El dimetro interior de la coraza, D
is
, se calcul al utilizar la siguiente ecuacin:
s es is
t D D 2 = (4.5)
4.4.3 ARREGLO DE TUBOS
Las dimensiones de los tubos seccionadas fueron el dimetro externo y el espesor de los
tubos, mostrados en la tabla 4.7, debido a que la longitud de estos fue limitada a las
condiciones y espacio del banco de pruebas.
La presin mxima interna de diseo de los tubos, P
td
, se calcul de la siguiente manera
[2,7]:
t it
t t t
td
t D
t E S
P
2 . 1
2
+
= (4.6)
donde S
t
, es el esfuerzo permitido del material de los tubos a la temperatura de diseo, E
t
,
es la eficiencia de la junta de los tubos, en este caso fue de 1 por ser tubos sin costura, t
t
, es
70
el espesor de la pared de los tubos y D
it
, es el dimetro interno de los tubos, el cual fue
calculado al sustituir el dimetro exterior de los tubos, D
et
, en la siguiente relacin:
t et it
t D D 2 = (4.7)
El paso entre tubos para el arreglo triangular de 30 ,L
tp
, se calcul con un factor de
separacin, f
p
, de 1.25 veces el dimetro exterior de los tubos de la siguiente manera
[1,6,12,14]:
et p tp
D f L = (4.8)
El claro que hay entre la coraza y el arreglo de tubos, L
bb
, se determin de la figura 4.1, la
cual relaciona al dimetro interno de la coraza, D
is
, y el tipo de espejo, en este caso es un
espejo fijo.
Figura 4.1. Claro entre la coraza y el arreglo de tubos L
bb
[6].
71
El nmero de tubos que fueron alojados en la coraza, se calcularon al obtener el dimetro
exterior del arreglo de tubos y el dimetro del arreglo de tubos, D
otl
y D
ctl
, con las
siguientes expresiones, respectivamente [6]:
bb is otl
L D D = (4.9)
et otl ctl
D D D = (4.10)
Con estos datos se determin el nmero total de tubos, N
tt
, que fueron alojados dentro de la
coraza al utilizar la constante, C
1
, para un arreglo de tubos triangular de 30 (C
1
= 0.866)
tomada de [6]:
2
1
2
78 . 0
tp
ctl
tt
L C
D
N = (4.11)
El rea de transferencia de calor del arreglo de tubos, A
tt
, se determin con el dimetro
interno de los tubos, D
it
, y el nmero total de tubos, N
tt
, de la siguiente manera:
tt it tt
N D A
2
4
= (4.12)
4.4.4 MAMPARAS
La mampara segmentada simple con corte horizontal y el porcentaje de corte de esta fue
seleccionado en el capitulo 3. A continuacin se determinar el dimensionamiento de las
mamparas incluyendo la altura del corte, dimetro de las mamparas, claro entre tubos y
mamparas, claro entre la coraza y mamparas, distancia de la mampara de entrada, salida y
centrales, el nmero de mamparas y el espesor de estas [44]. Para as obtener la ptima
cada de presin y una adecuada transferencia de calor entre los fluidos de trabajo del
intercambiador de calor.
La mxima distancia no soportada de los tubos, L
b,max
, se determin con base a las
caractersticas del material de los tubos, y del dimetro exterior de los tubos, D
et
, la cual se
determina con la siguiente expresin [6]:
72
Coraza
Mampara
Mamapara
Tubo
Figura 4.3. Claros de las mamparas con la coraza y tubos.
El dimetro de las mamparas, D
b
, se calcul con el dimetro interno de la coraza, D
is
, y el
claro que hay entre la coraza y mamparas, L
sb
, por medio de la siguiente expresin:
sb is b
L D D = (4.15)
El corte de las mamparas, C
b
, se calcul con el dimetro interno de la coraza, D
is
, y del
porcentaje de corte, B
c
, que en este caso fue del 25% ideal para mamparas segmentadas
simples, por medio de la siguiente expresin [6]:
100
is c
b
D B
C
= (4.16)
El dimetro de los barrenos de las mamparas se determin con la siguiente expresin:
tb et bb
L D D + = (4.17)
donde D
bb
, es el dimetro de los barrenos de las mamparas y L
tb
, es el claro entre las
mamparas y los tubos. La figura 4.4 muestra la mampara simple con el dimetro y corte
calculados, as como el dimetro de los barrenos de las mamparas.
74
Figura 4.4. Mampara simple con corte horizontal.
La longitud de los tubos que hay entre los espejos fijos, L
ti
, se calcul de la siguiente
manera [6]:
ts t ti
t L L 2 =
(4.18)
donde L
t
, es la longitud total de los tubos y t
ts
, es el espesor de los espejos fijos.
Para determinar la distancia de separacin entre las mamparas centrales, se utiliz la figura
4.5, la cual es empleada para mamparas segmentadas simples sin cambio de fase del fluido
en la coraza MSS, en donde se relaciona el porcentaje de corte de la mampara, B
c
, la
distancia entre mamparas centrales, L
bc
, y el dimetro interno de la coraza, D
is
.
75
donde N
b
, es el nmero de mamparas, L
ti
, es la longitud de los tubos entre espejos y L
bc
, es
la separacin entre mamparas centrales.
El nmero de mamparas alojadas a lo largo de la coraza se redondeo a 12, este nmero de
mamparas permiti la adecuada distancia de la mampara de entrada y salida, como lo
recomienda TEMA y Gupta [1,29].
La distancia de la mampara de entrada y salida, L
b,ent
y L
b,sal
, con respecto a los espejos fijos
fue la misma para este caso, debido a que permitieron la adecuada distancia del dimetro
exterior de las boquillas de entrada y salida de la coraza como lo sugiere Saunders [12] y
sta se calcul con la siguiente expresin:
)) 1 ( ( 5 . 0
, ,
= =
b bc ti sal b ent b
N L L L L (4.22)
donde L
ti
, es la longitud de los tubos entre espejos fijos, L
bc
, es la distancia entre mamparas
centrales y N
b
, es el nmero de mamparas. La figura 4.6 muestra la distancia de la mampara
de entrada y de salida y el nmero de mamparas alojadas en la coraza.
Lb,ent Lbc Lbc Lbc Lbc Lbc Lbc Lbc Lbc Lbc Lbc Lbc Lb,sal
Fig. 4.6. Distancia de las mamparas de entrada, centrales y finales.
De la tabla 4.8 se determin el espesor de las mamparas, considerando el dimetro exterior
de la coraza y la distancia entre mamparas centrales calculado anteriormente.
77
Tabla 4.8. Espesor de las mamparas [1,9,30].
Distancia entre mamparas L
bc
(mm)
305 305-610 610-914 914-1219 1219-1524 >524
Dimetro de la coraza
Espesor de las mamparas t
b
mm in mm in mm in mm in mm in mm in mm in
152 - 356 6-14 1.6 1/16 3.2 1/8 4.8 3/16 6.4 1/4 9.5 3/8 9.5 3/8
381 711 15-28 3.2 1/8 4.8 3/16 6.4 1/4 9.5 3/8 9.5 3/8 12.7 1/2
737 965 29-38 4.8 3/16 6.4 1/4 7.9 5/16 9.5 3/8 12.7 1/2 15.8 5/8
991- 1524 39-60 ---- ---- 6.4 1/4 9.5 3/8 12.7 1/2 15.9 5/8 15.8 5/8
4.4.5 BARRAS DE SOPORTE Y ESPACIADORAS
Con el nmero de mamparas definidas, se determin el dimetro de las barras de soporte,
D
bs
, y la cantidad de barras que soportan a las mamparas, N
bs
, utilizando la tabla 4.9, la cual
requiere principalmente del dimetro de la coraza, D
is
.
Tabla 4.9. Dimetro y nmero de barras de soporte [1,30].
Dimetro de la coraza Dimetro de la barra D
bs
mm in mm in
No. mnimo de
barras N
bs
152.4 - 381 6-15 6.4 1/4 4
406.4 - 685.8 16-27 9.5 3/8 6
711.2 - 838.2 28-33 12.7 1/2 6
863.6 - 1219.2 34-48 12.7 1/2 8
4.4.6 ESPEJOS
El espejo fijo, tambin utilizado como brida, seleccionado en el capitulo anterior,
proporciona rigidez al arreglo de tubos, a las mamparas, a las barras de soporte y
espaciadoras, y a la coraza, adems de dar soporte a su unin con los cabezales de entrada y
salida. A continuacin se determina el espesor del espejo de la siguiente manera [1,6]:
ts
ts
s t is
ts
Cp
S
P FD
t 2
2
,
+ = (4.23)
donde t
s
, es el espesor de los espejo fijos, F, es un factor para espejos fijos, D
is
, es el
dimetro interno de la caraza, P
td,sd
, es la presin de diseo ms grande entre la coraza y
tubos, S
ts
, es el esfuerzo permisible a la temperatura de diseo del material del espejo y
78
Cp
ts
, es la corrosin permisible de los espejos que en este caso es el doble al considerar el
flujo de la coraza y tubos [1,2].
Despus de determinar el espesor del espejo, se obtuvieron las dimensiones de este, las
cuales son: dimetro exterior del espejo, D
ets
, dimetro del circulo de los barrenos, C
cb
,
dimetro de los barrenos de los pernos, d
b
, y nmero pernos, N
p
. Estos datos se tomaron
con referencia a los de la brida para lograr un buen montaje y ensambles entre ambos
componentes durantes su instalacin. La figura 4.7 muestra la geometra y dimensiones del
espejo fijo.
Figura 4.7. Dimensiones del espejo fijo.
4.4.7 CABEZALES
El cabezal de entra y salida seleccionado es del tipo bonete para tener una mejor
distribucin del flujo en el arreglo de tubos, este consta del canal, tapa elipsoidal y brida. A
continuacin se determin el dimensionamiento de cada componente del cabezal.
4.4.8 CANAL
Para calcular el espesor del canal primero se determin el radio exterior del canal, R
ec
, con
el dimetro exterior del canal, de la siguiente manera:
ec ec
D R 5 . 0 = (4.24)
El espesor del canal, t
c
, se determin de la presin de diseo de los tubos, P
td
, del esfuerzo
del material del canal a la temperatura de diseo, S
c
, de la eficiencia de la junta del canal
79
que es de 1 por ser un tubo sin costura, E
c
, y de la corrosin permitida del canal, Cp
c
, al
utilizar la siguiente expresin [2,5,7]:
c
td c c
ec td
c
Cp
P E S
R P
t +
=
6 . 0
(4.25)
Debido a que el espesor calculado, del canal, fue mayor al especificado por TEMA [1], para
el dimetro nominal de la coraza de 203 mm, como se observa en la tabla 4.10, se
seleccion el tubo de cdula 40.
Tabla 4.10. Mnimo espesor de la coraza y cabezales [1].
Mnimo espesor Dmetro nominal de la
coraza Acero al carbono
Tubo Placa
Aleaciones
mm in
cedula mm mm in mm in
152.2 6 40 8.2 ------ ------ 3.2 1/8
203.2- 304.8 8-12 30 7 ------ ------ 3.2 1/8
330.2- 584.2 13-23 20 6.3 7.9 5/16 3.2 1/8
609.6- 736.6 24-29 -------- ------ 7.9 5/16 4.8 3/16
4.4.9 TAPAS
El espesor de las tapas de los cabezales se calcul con la siguiente expresin [2,5,7]:
cc
td cc cc
ecc td
cc
Cp
P E S
D P
t +
=
2 . 0 2
(4.26)
donde P
td
, es la presin de diseo de los tubos, S
cc
, es el esfuerzo del material de la tapa a
la temperatura de diseo, E
cc
, es la eficiencia de la junta de la tapa que es 1 por ser una
pieza fundida y Cp
cc
, es la corrosin permitida de la tapa [1,2].
Para realizar una mejor unin del canal y de la tapa por soldadura, TEMA [1] y ASME [2]
recomiendan que el espesor de ambos componentes sean iguales, debido a esto se
seleccion la cedula 40 como espesor de la tapa elipsoidal.
80
Figura 4.8. Dimensiones de la tapa elipsoidal.
Figura 4.9. Dimensiones del cabezal.
4.4.10 BRIDAS
La brida del cabezal seleccionada fue la del tipo deslizable y las dimensiones de esta fueron
obtenidas de TEMA[1] y Megyesy [7], tabla 4.11. Donde D
ebc
y D
ibc
, es el dimetro
exterior e interior de la brida, t
bc
, es el espesor de la brida, S
b
, es la separacin entre pernos,
C
cb
, es el dimetro del circulo de los pernos, d
b
, es el dimetro de los pernos, K
b
, es
dimetro de asentamiento del empaque, G
b
, es el dimetro, j
b
, es el escaln de asentamiento
del empaque y N
p
, es el nmero de pernos.
82
Tabla 4.11. Brida deslizable.
Dimetro nominal
canal
D
ebc
D
ibc
t
bc
S
b
C
cb
d
p
K
b
G
b
j
b
mm in mm
N
p
152.4 6 279.4 170. 25.4 39.7 241.3 22.2 215.9 192.1 1.59 8
203.2 8 342.9 221. 28.6 44.6 298.5 22.2 269.9 246.1 1.59 8
254 10 406.4 276. 30.2 49.2 361.9 25.4 323.9 304.8 1.59 12
Los datos obtenidos de la tabla anterior se muestran en la figura 4.10 y estos son:
Figura 4.10. Dimensiones de la brida deslizable.
4.4.11 BOQUILLAS
BOQUILLAS DE LOS CABEZALES
El dimetro de las boquillas de los cabezales se determin de acuerdo a las condiciones del
banco de pruebas, y con este se calculo el espesor de las boquillas. Para calcular el espesor
de las boquillas, t
nc
, se requiri la presin de diseo de los tubos, P
td
, el radio de la boquilla
del cabezal, R
nc
, la eficiencia de la junta de la boquilla, E
b
, (0.8), del esfuerzo del material
de la boquilla a la temperatura de diseo, S
nc
, y de la corrosin permisible del material de la
boquilla del cabezal, Cp
nc
, y se obtuvo de la siguiente manera [2,5,7]:
nc
td nc
nc td
nc
Cp
P E S
R P
t +
=
6 . 0
(4.35)
El espesor de las boquillas calculado fue ligeramente menor al comercial, debido a esto se
selecciono este ultimo que es de cedula 40.
83
BOQUILLAS DE LA CORAZA
El dimetro de las boquillas de entrada y salida de la coraza se seleccion de acuerdo a las
condiciones del banco de prueba, con este valor se clculo el espesor de las boquillas para
termoplsticos con la siguiente expresin [33]:
sd sp
ins sd
ns
P S
D P
t
=
20
(4.36)
donde t
ns
, es el espesor de las boquillas, P
sd
, es la presin interna de diseo de la coraza,
D
ins
, es dimetro interno de la boquilla de la coraza y S
sp
, es el esfuerzo del PVC industrial a
la temperatura de diseo.
La velocidad mxima que se tiene del flujo en la boquilla de entrada de la coraza, se calcul
con la siguiente expresin [1,6]:
s
ns
V
2250
max ,
= (4.37)
la cual es para lquidos no abrasivos como el agua, donde V
ns,max
, es la velocidad mxima
permisible de la boquilla de entrada de la coraza para no utilizar placa de choque y
s
, es la
densidad del agua de la coraza a temperatura promedio.
Para verificar si la velocidad que se tiene en la boquilla de entrada de la coraza es la
apropiada, se compar la velocidad mxima permisible con la velocidad real debido al flujo
volumtrico de la coraza, por medio de la siguiente expresin:
ins
s
ns
A
Q
V
&
= (4.38)
donde V
ns
, es la velocidad real que se tiene en la boquilla de entrada de la coraza, , es el
flujo volumtrico de la coraza y A
s
Q
&
ins
, es el rea interna de la boquilla de entrada de la
coraza.
84
Como velocidad real fue mayor a la velocidad mxima permisible de la boquilla de entrada
de la coraza, se determin utilizar la placa de choque para eliminar el golpe directo del
fluido de entrada de la coraza a la primera fila de tubos, evitando erosin y vibracin de los
tubos [6].
4.4.12 PLACA DE CHOQUE
El clculo de la placa de choque consisti en definir su rea, espesor y altura a la cual va
dentro de la coraza.
Gupta [29] recomienda que el tamao de la placa de choque es de 1.25 a 1.5 veces el
dimetro interno de la boquilla de la coraza, D
ins
. Sin embargo, en este trabajo, se
seleccion el de 1.35, debido a que permitir un fcil ensamble en la coraza, ste se calcul
con la siguiente expresin:
ins pc
D L 35 . 1 = (4.39)
La altura de la placa de choque se obtuvo con la siguiente expresin, [6,9,12]:
ins pc
D h 25 . 0 = (4.40)
El espesor de la placa de choque, t
pc
, se tom de Saunders [8], el cual recomienda que sea
de 6.35 mm.
4.4.13 ACCESORIOS
PERNOS
Las dimensiones de los pernos de las bridas de los cabezales y de los espejos, se obtuvieron
de la tabla 4.12 [1,9], y const principalmente del nmero y dimetro de los pernos, N
p
y d
p
,
de la longitud del perno, L
p
, y de la separacin entre pernos, S
p
.
85
Tabla 4.12. Dimensiones de los pernos.
Dimetro nominal
de la coraza
No. de
pernos N
p
Dimetro del
perno d
p
Longitud del
perno L
p
Separacin entre
pernos S
p
Area de la raz
A
p
mm in mm mm in mm in mm in mm in
152.4 6 8 19 3/4 83 3 44 1 195 0.302
203.2 8 8 19 3/4 89 3 44 1 195 0.302
254 10 12 22 7/8 101 4 44 1 270 0.419
EMPAQUES
De la norma ANSI B16.21 [3], se seleccion el tipo de empaque plano, as como el
dimetro interior y exterior del empaque, D
ie
y D
ee
, tabla 4.13. De ASME [2], se
seleccionaron: el espesor, el material, el factor de asentamiento y el esfuerzo del empaque.
Con estos valores se calcul las cargas que soporta el empaque entre la unin de la brida
del cabezal y los espejos.
Tabla 4.13. Dimensiones del empaque plano.
Empaque de cara completa
Largo
macho y
hembra
Large
tongue and
groove
Dim.
nominal
del canal
Empaque
D
ie
Empaque
plano
D
ee D
ee
No. de pernos
N
p
d
b
C
cb
D
ee
D
ie
D
ee
127 141 197 254 8 22 216 186 160 186
152 168 222 279 8 22 241 216 191 216
203 219 279 343 8 22 298 270 237 270
254 273 340 406 10 25 362 324 286 324
El ancho del empaque, N
e
, como se muestra en la figura 4.11, se determin con la siguiente
expresin [2,9]:
2
ie ee
e
D D
N
= (4.41)
El ancho de asentamiento del empaque, w
e
, se obtuvo con el dimetro de asentamiento del
empaque, K
b
, y del dimetro interior de la brida, D
ibc
, de la siguiente manera [2]:
2
ibc b
e
D K
w
= (4.42)
86
Figura 4.11. Ancho del empaque y del asentamiento del empaque [2].
El ancho bsico efectivo de asentamiento del empaque para caras no planas de la brida, b
o
,
se calcul de la siguiente forma [2]:
4
0
e e
N w
b
+
= (4.43)
Como el ancho bsico efectivo de asentamiento del empaque calculado es mayor al
recomendado por ASME [2], se utiliz la siguiente expresin para obtener el ancho efectivo
de asentamiento del empaque, b:
0
52 . 2 b b = (4.44)
Con este valor y con el dimetro externo del empaque, D
ee
, se calcul el dimetro de la cara
de contacto de la carga del empaque, G
ee
, de acuerdo a la siguiente expresin [2]:
b D G
ee ee
2 = (4.45)
Para determinar la carga mnima requerida de los tornillos para el asentamiento del
empaque, W
m2
, se seleccion el espesor del empaque, t
ee
, el factor del empaque, m, y el
esfuerzo permitido del material del empaque, Y, de la tabla 4.14 [2] y se sustituyeron en la
siguiente ecuacin [2,9,30]:
3
2
10
= Y bG W
ee m
(4.46)
donde b, es el ancho efectivo de asentamiento del empaque y G
ee
, es el dimetro de la cara
de contacto de la carga del empaque.
87
La carga total del empaque requerida para mantener la junta sellada en condiciones de
operacin del lado de los tubos, H
p
, se determin con la siguiente expresin [2,9,30]:
3
10 2
=
td ee p
mP bG H (4.47)
donde m, es el factor del empaque y P
td
, es la presin de diseo de los tubos.
La fuerza hidrosttica total que releva al empaque de la presin producida por la carga de
los pernos en condiciones de operacin, H
HT
, se calcul con la siguiente expresin [2,9,30]:
3 2
10 25 . 0
=
td ee HT
P G H (4.48)
Al sumar la carga total sobre el empaque requerida para mantener la junta sellada y la
fuerza hidrosttica total se obtuvo la carga mnima requerida de los tornillos para las
condiciones de operacin del equipo [2,9,30]:
HT p m
H H W + =
1
(4.49)
Tabla 4.14. Materiales para empaques.
Material y Espesor t
ee
Factor de
empaque m
Esfuerzo permitido
Y (MPa)
Esquema del
empaque
Hule sin tejido o alto porcentaje de
fibra de asbesto
0.5
1.0
0.0
1.4
Asbesto con aglutinante apropiado
para las condiciones de operacin:
Espesor: 3.2 mm
1.6 mm
0.8 mm
2.00
2.75
3.50
11
26
45
Hule con fibra de algodn insertada
1.25 2.8
Hule con fibra de asbesto insertada,
con o sin refuerzo de alambre:
3 capas
2 capas
1 capas
2.25
2.50
2.75
15
20
26
Para los clculos del diseo del intercambiador de calor se desarrollo un programa
computacional. Los resultados obtenidos de este programa se muestran en el capitulo 6.
88
89
4.5 PROCEDIMIENTO DE FABRICACIN DEL INTERCAMBIADOR DE
CALOR
La fabricacin de los componentes del intercambiador de calor fue realizada en el taller de
Mquinas Herramientas con el Centro de Maquinado de la UPIITA y en el taller de
Mquinas Herramientas de la SEPI-ESIME Zacatenco, con base a los clculos obtenidos
del programa computacional del diseo mecnico del intercambiador de calor de tubo y
coraza desarrollado en este trabajo. A continuacin se describen brevemente estas
Mquinas Herramientas:
4.5.1 MQUINAS HERRAMIENTAS UTILIZADAS PARA LA FABRICACIN
DEL INTERCAMBIADOR DE CALOR [40]
MQUINA FRESADORA VERTICAL. Es una mquina fcil de poner a punto y de
operar. El husillo de esta fresa se monta en posicin vertical y algunas de las operaciones
que se pueden efectuar son el fresado, el cortado y el taladrado. La figura 4.12 muestra la
mquina fresadora vertical que se utiliz para la manufactura de las piezas de montaje,
coraza y cabezales. Los principales componentes de esta mquina son los siguientes:
Base (a), la base esta fabricada de hierro fundido reforzado. Columna (b), proporciona las
guas para el movimiento vertical de la rodilla. El brazo superior, puede ajustarse hacia y
alejarse de la columna para incrementar la capacidad de la mquina. El cabezal (c), est
sujeto en el extremo del ariete y en la parte superior del cabezal est colocado el motor, que
proporciona la impulsin al husillo mediante bandas en V. Husillo (d), el avance del husillo
es mediante la manivela (e) y los cambios de velocidad del husillo por polea de velocidad
variable. Rodilla (f), se mueve hacia arriba y hacia abajo sobre la cara de la columna y
soporta la silla y la mesa (g).
Figura 4.12. Componentes principales de la Mquina fresadora vertical, cortesa SEPI-ESIME.
TORNO MECANICO. Es una mquina precisa y verstil, la cual permite realizar diferentes
operaciones como de torneado, conicidades, formado, careado, esmerilado, etc. La figura
4.13 muestra el torno mecnico que se utiliz para el careado de los canales de los
cabezales de entrada y salida del intercambiador de calor. Los principales componentes de
ste son los siguientes:
Bancada (a), es una pieza fundida que soporta las partes de trabajo del torno y sirve para
guiar y alinear las partes principales del torno. Cabezal (b), se ubica en la parte izquierda de
la bancada y lo constituye el husillo del cabezal (c), para proporcionar el impulso a travs
de los engranes desde el motor a los dispositivos de sujecin de las piezas de trabajo. Caja
de engranes de cambio rpido (d), la cual tiene un definido nmero de engranes de diferente
tamao, dando a la varilla de avance y al tornillo gua varias velocidades para operaciones
de torneado y de corte de roscas. Carro longitudinal (e), que consta de la montura, carro
transversal (f) y tablero (g), y se utilizan para mover la herramienta de corte a lo largo de la
bancada del torno. Carro auxiliar (h), colocado en la parte superior del carro transversal, se
utiliza para soportar la herramienta de corte y puede girarse en cualquier ngulo para
90
operaciones de torneado cnicas. El volante del tablero (i), se gira para mover el carro
longitudinal a lo largo de la bancada. La palanca de avance automtico (j), se acopla a un
embrague que genera el avance automtico al carro longitudinal. Contrapunto (k), lo
constituye el contrapunto superior e inferior, y puede ajustarse para torneado cnico o
paralelo.
Figura 4.13. Componentes principales del Torno Mecnico, SEPI-ESIME.
SIERRA SIN FIN HORIZONTAL. Es una mquina que tiene una hoja flexible sin fin,
que corta continuamente en una direccin. La sierra cinta se mueve sobre la periferia de dos
ruedas de polea y pasa a travs de soportes guas giratorios en los que se apoya la hoja y la
mantiene en el curso correcto. La figura 4.14 muestra la sierra sin fin que se utiliz para el
corte de los canales de los cabezales, sus principales componentes son las siguientes:
Marco (a), acoplado al motor en un extremo tiene dos ruedas de polea montadas en donde
la hoja contina. Poleas en escaln en el extremo del motor (b), se utilizan para variar la
velocidad de la hoja continua para adecuarse al tipo de metal cortado. Manija de tensin de
la hoja (c), ajusta la tensin de la hoja de la sierra. Prensa (d), montada en la mesa, sostiene
a las piezas de trabajo de diferentes tamaos. Tanque y vlvula del congelante (e), reduce el
desgaste de la hoja y mejora el corte del material.
91
Figura 4.14. Partes principales de la sierra sin fin horizontal, UPIITA.
CENTRO DE MAQUINADO VERTICAL HAAS. El centro de maquinado es una mquina
de control numrico, y ste se define como un mtodo de control con precisin de una
mquina mediante una serie de instrucciones codificadas, formadas por nmeros, letras del
alfabeto, smbolos que se refieren a distancias, posiciones, funciones o movimientos
especficos. Estas instrucciones se convierten en pulsos elctricos de corriente, que los
motores y controles de la mquina llevan a cabo a operaciones de maquinado sobre una
pieza. En la figura 4.15 (a) y (b) se muestra el centro de maquinado con sus principales
partes.
92
a) Centro de Maquinado b) Componentes del CM.
Figura 4.15. Centro de Maquinado Vertical HAAS, UPIITA.
El siguiente organigrama muestra los componentes principales del centro de maquinado
HAAS.
CENTRO DE MAQUINADO
93
4.5.2 MAQUINADO Y BARRENADO DE LA CORAZA
El maquinado de la coraza se realiz en la fresadora vertical de la figura 4.12, el cual
consisti del corte y barrenado de la coraza, a sta se ensamblaron los espejos, boquillas y
placa de choque. A continuacin se describe este proceso de maquinado.
Primero se realiz el corte a la coraza a una longitud de 1163.6 mm. Esta se coloc y
aline en la mesa de la fresadora, como se muestra en la figura 4.16.
COMPONENTES
DEL BASTIDOR
COMPONENTES
CNC
COMPONENTES CNC SERVO ATC BANCADA COLUMNA MESA HUSILLO
Figura 4.16. Alineacin de la coraza en la fresadora.
Despus de que se mont y aline la coraza en la fresadora, se hicieron dos barrenos
opuestos en los extremos de la coraza para el ensamble de la boquilla de entrada y salida,
estos barrenos se realizaron con las herramientas de corte mostradas en la figura 4.17 (a) y
el emple de estas fue desde la broca de centro hasta el boring, para el barrenado de la
coraza a un dimetro de 38.1 mm, tal como se observa en las figuras 4.17 (b y c),
respectivamente. Las distancias a la cual se realizaron estos barrenos fueron basadas entre
la distancia de los espejos y de las mamparas de entrada y salida.
a) Herramientas de corte para la coraza b) Broca de centro c) Boring
Figura 4.17. Barrenado de la coraza para las boquillas de entrada y salida.
Las boquillas de la coraza se fabricaron con tubos de PVC industrial con un dimetro
externo de 38.2 mm, y con una longitud de 150 mm, los cuales se barrenaron en dos lugares
94
opuestos para la conexin de los termopares y de los manmetros, como muestran las
figuras 4.18 (a y b). Los barrenos realizados para las conexiones de los termopares y
manmetro fueron de un dimetro de 6.35 mm y de 12.7 mm, respectivamente. En las
conexiones para los manmetros se realiz cuerda de 12.7 mm y el los termopares de 6.35
mm.
a) Barrenado para los termopares y manmetros b) Cuerda para los manmetros y termopares
Figura 4.18. Fabricacin de las boquillas de la coraza.
En la coraza tambin se realiz una cuerda para colocar un tapn de purga de 25.4 mm a
una distancia de 135 mm con respecto al espejo de entrada, esta cuerda se realiz en el
mismo lado que el barreno de la boquilla de salida. La figura 4.19 muestra como se realiz
la cuerda en la coraza.
95
Figura 4.19. Machueleado de la coraza para purga.
La placa de choque seleccionada y diseada es una placa cuadrada ms grande al dimetro
del barreno de la boquilla de entrada de la coraza, la cual va exactamente debajo de este
barreno. Es por esta razn que a la coraza se le realizaron cuatro barrenos de 6.35 mm en
cuatro esquinas, como muestra la figura 4.20.
Figura 4.20. Barrenado de la coraza para la placa de choque.
4.5.3 MAQUINADO Y BARRENADO DE LAS MAMPARAS Y ESPEJOS
Los dibujos realizados en Autocad, de las mamparas y espejos, se exportaron al programa
Mastercam para programar el barrenado y corte de las mamparas. El programa Mastercam
[35], relacion la geometra de las mamparas con las herramientas de corte para generar las
operaciones de maquinado en un cdigo de salida que fue utilizado por el Centro de
Maquinado HAAS del taller de Maquinas y Herramientas de UPIITA.
La programacin de fabricacin de las mamparas se realiz de la siguiente manera:
Barrenado de las mamparas:
Se seleccion el comando barrenar del programa.
Se seleccionaron los 92 barrenos de 16.27 mm del dibujo exportado al programa
Mastercam mostrado en la figura 4.21.
Se seleccion una herramienta nueva para la broca de 12.7 mm y se especific como la
herramienta 1; a esta herramienta se le asignaron las revoluciones de giro y avance de corte.
96
Se activo el aceite soluble el cual sirve para evitar el sobrecalentamiento de la herramienta
y se verific la secuencia de barrenado en el programa.
Este procedimiento se repiti con las brocas de 6.35 mm y 16.27 mm cambiando el
nmero de herramienta y los barrenos a realizar.
Corte de las mamparas:
Se seleccion el comando contorno en el programa Mastercam.
Se seleccion el dimetro y altura del corte de las mamparas de la figura 4.21.
Se creo una nueva herramienta asignndole el cortador de 12.7 mm y el nmero de
herramienta correspondiente, a esta herramienta se le asign la velocidad de giro y avance
de corte.
Se activo el soluble y se verific la adecuada secuencia de corte de las mamparas en el
programa.
FABRICACIN DE LAS MAMPARAS
La fabricacin de las mamparas se realiz en el Centro de Maquinado HAAS y const de
46 barrenos de 16.27 mm de dimetro en un arreglo triangular de 30 con un espaciamiento
de 19.84 mm entre tubos, 3 barrenos de 6.35 mm para las barras de soporte y el corte de las
mamparas, como se muestra en la figura 4.21.
Figura 4.21. Dimensiones para el barrenado y corte de las mamparas
97
Montaje de las placas: Las mamparas se fabricaron de 6 placas rectangular de 309 mm
205 mm de un espesor de 1.6 mm. La figura 4.22 muestra el montaje de las placas en la
mesa del Centro de Maquinado (CM) para evitar el contacto de las herramientas de corte
con las piezas de sujecin.
Figura 4.22. Montaje de las placas al CM HAAS.
Montaje de las herramientas de corte al CM: Las diferentes herramientas de corte que se
utilizaron para la fabricacin de las mamparas, se montaron a su respectiva porta-
herramienta y al Centro de Maquinado de acuerdo al orden asignado en la programacin de
fabricacin de las mamparas, como se muestra en la figura 4.23.
Figura 4.23. Montaje de las herramientas de corte al CM.
Fabricacin de las mamparas: En la fabricacin de las mamparas primero se verific la
adecuada secuencia de barrenado y corte de las mamparas al graficar la secuencia del
98
programa en el panel de control del CM para detectar y corregir errores de la programacin,
y que las herramientas estuvieran montadas adecuadamente al CM. Finalmente se corri el
programa de barrenado y corte de las mamparas. La figura 4.24 muestra la fabricacin de
las mamparas.
Figura 4.24. Barrenado y corte de las mamparas.
La programacin de fabricacin de los espejos se realiz de la siguiente manera:
Barrenado de los espejos:
Se seleccion el comando barrenar del programa.
Se seleccionaron los 52 barrenos de 15.8 mm del dibujo exportado al programa
Mastercam mostrado en la figura 4.25.
Se seleccion una herramienta nueva para la broca de 12.7 mm y se especific como la
herramienta 1; a esta herramienta se le asignaron las revoluciones de giro y avance de corte.
Se activo el aceite soluble el cual sirve para evitar el sobrecalentamiento de la herramienta
y se verific la secuencia de barrenado en el programa.
Este procedimiento se repiti con las brocas de 6.35 mm y 15.8 mm cambiando el nmero
de herramienta y los barrenos a realizar.
Corte de los espejos:
Se seleccion el comando contorno en el programa Mastercam.
Se seleccion el dimetro y altura del corte de los espejos de la figura 4.25.
99
Se creo una nueva herramienta asignndole el cortador de 12.7 mm y el nmero de
herramienta correspondiente, a esta herramienta se le asign la velocidad de giro y avance
de corte.
Se activo el soluble y se verific la adecuada secuencia de corte de los espejos en el
programa.
FABRICACIN DE LOS ESPEJOS
La fabricacin de las mamparas se realiz en el Centro de Maquinado HAAS y const de 2
placas circulares de 342.9 mm de dimetro y de un espesor de 28.2 mm, de 55 barrenos de
15.8 mm de dimetro en un arreglo triangular de 30 con un espaciamiento de 19.84 mm
entre tubos, 4 barrenos de 6.35 mm para las barras de soporte y el corte de los espejos,
como se muestra en la figura 4.25.
x
x
Figura 4.25. Dimensiones para el barrenado y corte de los espejos.
Las diferentes herramientas de corte que se utilizaron para la fabricacin de los espejos, se
montaron a su respectiva porta-herramienta y al Centro de Maquinado de acuerdo al orden
asignado en la programacin de fabricacin de los espejos. En la fabricacin de los espejos
primero se verific la adecuada secuencia de barrenado y corte de los espejos al graficar la
secuencia del programa en el panel de control del CM para detectar y corregir errores de la
programacin, y que las herramientas estuvieran montadas adecuadamente al CM. Por
100
ltimo se corri el programa de barrenado y corte de los espejos, la figura 4.26 muestra la
fabricacin de los espejos.
Figura 4.26. Barrenado y corte de los espejos.
4.5.4 MAQUINADO Y BARRENADO DE LA PLACA DE CHOQUE
La placa de choque se fabric de una placa cuadrada de aluminio de 40x40 mm y de un
espesor de 6.35 mm. Esta placa se barreno en sus cuatro esquinas con una broca de 6.35
mm de dimetro, posteriormente se le realiz cuerda con un machuelo de 6.35 mm para
sujetarla con tornillos a la coraza, la figura 4.27 muestra el barrenado de la placa de choque.
Figura 4.27. Fabricacin de la placa de choque.
101
4.5.5 MAQUINADO Y BARRENADO DE LOS CABEZALES
La fabricacin de los cabezales consisti en el corte del canal y del barrenado del cabezal
para las boquillas de entrada y salida del fluido de trabajo de los tubos, as como del
barrenado de las boquillas. A continuacin se describe este proceso de fabricacin:
Los canales de los cabezales de entrada y salida se fabricaron de un tubo de un dimetro
nominal de 203 mm de una longitud de 500 mm, del cual se cortaron los canales a una
longitud de 112.2 mm. Las figuras 4.28(a) y (b) muestran el corte y rectificado de los
canales por medio de la cierra sin fin y del torno, respectivamente. Con los canales cortados
a la distancia especificada anteriormente, estos se soldaron a la tapa elipsoidal, tal como se
muestra en la figura 4.29.
a) Corte de los canales b) Rectificado de los canales
Figura 4.28. Fabricacin de los canales.
102
Figura 4.29. Unin del canal a la tapa elipsoidal.
El siguiente paso fue barrenar el canal y la tapa por medio de la fresadora vertical para el
montaje de las boquillas. En este paso se utilizaron diferentes herramientas de corte desde
la broca de centro hasta el boring para obtener el dimetro externo de las boquillas. Las
figuras 4.30 (a) y (b) muestran como se mont la unin del canal y de la tapa a la mesa de
la fresadora, al utilizar un plato giratorio para poder sujetar firme a la unin durante el
barrenado.
a) Montaje del canal y tapa b) Barrenado de la unin canal-tapa elipsoidal
Figura 4.30. Montaje y barrenado de la unin canal-tapa elipsoidal.
Las boquillas se fabricaron de dos tubos de dimetro externo de 48.26 mm con una longitud
de 150 mm, los cuales se barrenaron en dos lugares opuestos para la conexin de los
termopares y de los manmetros, como muestran las figuras 4.31 (a y b). Los barrenos
103
realizados para las conexiones de los termopares y manmetro fueron de un dimetro de
6.35 mm y de 12.7 mm, respectivamente. Para las conexiones de los manmetros se realiz
cuerda de 12.7 mm.
a) Barrenado para los termopares y manmetros b) Cuerda para los manmetros
Figura 4.31. Fabricacin de las boquillas de los cabezales.
4.6 ENSAMBLE DEL INTERCAMBIADOR DE CALOR
El ensamble del equipo const bsicamente de dos partes. En la primera abarca la placa de
choque, mamparas, barras de soporte y espaciadoras, arreglo de tubos, coraza, espejos fijos,
y boquilla de entrada y salida de la coraza. La segunda parte incluye los canales, tapas
elipsoidales, bridas y boquillas de entrada y salida del fluido de los tubos.
4.6.1 ENSAMBLE DE LA CORAZA, MAMPARAS Y TUBOS
Para ensamblar la coraza, mamparas y tubos en los espejos primero se mont la placa de
choque a la coraza a una altura de 8 mm por medio de cuatro tornillos de acero inoxidable
de dimetro de 6.35 mm con una longitud de 50 mm a travs de los barrenos realizados en
la coraza y a la placa de choque, por ltimo se sello los espacios entre los barrenos de la
coraza y los tornillos con un pegamento epoxico transparente para evitar fugas en la coraza,
este pegamento soporta una temperatura de 93 C, la cual es mayor a la del fluido de la
coraza.
104
Las mamparas se ensamblaron de la siguiente manera: primero se pasaron tres barras
espaciadoras de dimetro interno de 6.35 mm con una longitud de 114.4 mm en tres barras
de soporte y se acomodo la primera mampara sobre estas barras espaciadoras, enseguida se
paso una barra espaciadora del mismo dimetro interno pero de una longitud de 196.4 mm
en la cuarta barra de soporte y dos barras espaciadoras de una longitud de 80 mm en las
barras de soporte centrales y se acomodo la segunda mampara sobre estas barras
espaciadoras, este procedimiento se repiti hasta acomodar las doce mamparas cuidando la
separacin de las mamparas centrales, iniciales y finales. La figura 4.32 muestra la
estructura de las mamparas con un recubrimiento especial para evitar la corrosin del fluido
de la coraza.
Figura 4.32. Ensamble de la estructura de las mamparas.
El siguiente paso fue montar las barras de soporte de la estructura de las mamparas en los
barrenos de 6.35 mm del primer espejo fijo, enseguida se mont la coraza en el canal del
espejo fijo, como se muestra en la figura 4.33, posteriormente se acomodo el segundo
espejo sobre la parte superior de la coraza cuidando la orientacin del corte de la
mamparas. El ensamble del arreglo de tubos se realiz al introducir los 55 tubos a travs de
los barrenos de los del primer espejo, pasando la coraza, a los barrenos de las mamparas y
del segundo espejo, tal como se muestra en la figura 4.34.
105
Figura 4.33. Ensamble de la coraza y mamparas. Figura 4.34. Ensamble del arreglo de tubos.
El sellado de los espejos fijos con la coraza y tubos se realiz con un pegamento epoxico
que se adhiere perfectamente a diferentes materiales tales como el acero, acrlico y cobre
soportando sustancias qumicas a temperaturas de operacin de 121 C. Este pegamento se
prepar al mezclar la pasta con el endurecedor en una misma proporcin de 1:1, hasta tener
una mezcla uniforme del pegamento y finalmente se aplic a los espacios entre los espejos
con la coraza y tubos, la figura 4.35 muestra el sellado de estos componentes.
Figura 4.35. Sellado de los espejos fijos con la coraza y tubos.
106
La boquilla de entrada y salida de la coraza se montaron y alinearon perpendiculares a los
barrenos de la coraza, y tambin se sellaron con el pegamento epoxico, este se les aplic
entre el espacio del barreno de la coraza y de las boquillas, la figura 4.36 muestra el
montaje y sellado de las boquillas a la coraza.
Figura 4.36. Sellado de la coraza con las boquillas.
4.6.2 ENSAMBLE DE LOS CABEZALES
El ensamble de los cabezales consisti en soldar las bridas deslizables y las boquillas en la
unin canal-tapa elipsoidal. A continuacin se describe como se realiz este ensamble.
La unin canal-tapa elipsoidal se coloco dentro del dimetro interno de la brida deslizable y
se aplico un cordn de soldadura entre la brida y canal, enseguida se coloco la boquilla en
el barreno de la unin canal-tapa y tambin se le aplico un cordn de soldadura, como
muestran las figuras 4.37.
107
Figura 4.37. Ensamble de los cabezales.
4.6.3 ENSAMBLE DEL EQUIPO COMPLETO
La figura 4.38 muestra el ensamble final del intercambiador de calor, el cual const de unir
la coraza con el arreglo de tubos, mamparas, barras de soporte y espaciadoras, placa de
choque y espejos fijos con los cabezales de entrada y salida.
Figura 4.38. Ensamble del intercambiador de calor.
108
109
CAPITULO 5
VALIDACIN EXPERIMENTAL DEL COMPORTAMIENTO TRMICO Y DE
LA CADA DE PRESIN DEL INTERCAMBIADOR DE CALOR
5.1 INTRODUCCIN
En este captulo se presenta el estudio experimental del comportamiento trmico y la cada
de presin en el intercambiador de calor de tubo y coraza, diseado y fabricado en este
trabajo. Tambin se describe el banco de pruebas utilizado, el cual fue modificado con la
finalidad de adaptarlo a los requerimientos de este estudio. Este estudio fue realizado en el
Laboratorio de Ingeniera Trmica de la ESIME Unidad Culhuacan. Los datos
experimentalmente fueron validados con las predicciones obtenidas del programa
computacional desarrollado, utilizando el mtodo analtico de Wills-J ohnston.
5.2 TRABAJO EXPERIMENTAL
5.2.1 DESCRIPCIN DEL EQUIPO
Para el trabajo experimental del intercambiador de calor de tubo y coraza se utiliz un
banco de pruebas de transferencia de calor del laboratorio de Ingeniera Trmica de la
ESIME Culhuacan, el cual se muestra en la figura 5.1. Este banco de pruebas consiste de
dos circuitos, en un circuito circula agua fra a travs de la coraza, por el otro circuito
circula agua caliente a travs de los tubos. Este banco de pruebas fue modificado para
adaptarlo a las condiciones de operacin del equipo validado, debido a que el banco de
pruebas estaba diseado para un flujo de 8000 l/h para las bombas y rotametros de los dos
circuitos. Esta modificacin consisti en cambiar las bombas hidrulicas y rotametros por
unos de 40000 l/h [42].
Figura 5.1. Equipo de transferencia de calor.
Las figuras 5.2 y 5.3, muestran equipo experimental modificado y el diagrama esquemtico
para el trabajo experimental del intercambiador de calor, el cual esta integrado por los
siguientes circuitos:
El circuito de agua caliente consta de dos tanques aislados de unas capacidades de 140 y
200 litros, el tanque de 140 litros tiene instalado tres resistencias elctricas sumergibles de
3 kW cada una. La temperatura de entrada del agua caliente es seleccionada y controlada
por un termostato manual, y la temperatura mxima de operacin del agua caliente es
controlada por una proteccin termosttica a una temperatura de 75 C. La bomba del
circuito del agua caliente es una bomba centrifuga de 2 hp con una capacidad de 40000 l/h
y con conexiones de succin y descarga de 50.8 mm.
El circuito de agua fra const de un equipo de enfriamiento de 5 kW con dos tanques
aislados de unas capacidades de 70 y 200 litros, el tanque de 70 litros tiene instalado un
serpentn en su interior, por el cual circula el refrigerante para el enfriamiento del agua a
110
una temperatura mnima de 10 C, la cual es controlada por una proteccin termosttica. El
refrigerante empleado en el equipo de enfriamiento es el Fren 12. La bomba del circuito
de agua fra es una bomba centrifuga de 2 hp con una capacidad de 40000 l/h y con
conexiones de succin y descarga de 50.8 mm.
Figura 5.2. Equipo experimental modificado para el trabajo experimental del intercambiador de calor.
111
1. Tanques de agua caliente
7. Salida de los tubos
13. Entrada de la coraza
2. Resistencias elctricas 8. Tanques de agua fra 14. Salida de la coraza
3. Bomba de circulacin del agua caliente 9. Sistema de refrigeracin
4. Termostato del agua caliente 10. Bomba de circulacin del agua fra
5. Rotametro del agua caliente 11. Termostato del agua fra
6. Entrada de los tubos 12. Rotametro del agua fra
Figura 5.3. Diagrama esquemtico del equipo experimental de transferencia de calor.
112
5.2.2 DESCRIPCIN DEL INTERCAMBIADOR DE CALOR DE TUBO Y
CORAZA
El intercambiador de calor de tubo y coraza fabricado fue horizontal, con una coraza
cilndrica de acrlico de dimetro interno de 185 mm para la visualizacin del recorrido del
flujo en la coraza y a travs del arreglo de tubos, los tubos fueron de cobre de un dimetro
interno de 14.475, un espesor de 0.7 mm y una longitud de 1200 mm, los 55 tubos fueron
ensamblados en el intercambiador de calor en un arreglo triangular de 30 y con un paso
entre tubos de 1.25.
El arreglo de tubos fue soportado por 12 mamparas de un dimetro de 182.7 mm y un
espesor de 1.6 mm, el corte de las mamparas fue del 25% el dimetro interno de la coraza,
las mamparas centrales fueron espaciadas a una distancia de 83.25 mm por medio de barras
de soporte y espaciadoras de 6.35 mm.
Las boquillas de la coraza fueron de PVC industrial de un dimetro interno de 31.9 mm y
de un espesor de 5.15 mm. En la boquilla de entrada de la coraza se instal una placa de
choque cuadrada de 43 mm y a una altura de 8 mm entre el dimetro interior de la coraza y
la placa de choque.
El espejo fue del tipo fijo utilizado como brida para su unin con las bridas de los cabezales
por medio de 8 pernos de un dimetro de 19 mm y una longitud de 89 mm. El dimetro de
los espejos fue de 342.9 mm y un espesor de 29.8 mm. A estos espejos se les realiz un
canal con las dimensiones de la coraza y con los barrenos del arreglo de tubos, para su
unin con esta y con los tubos.
Los cabezales del intercambiador de calor fueron del tipo bonete, los cuales consistieron de
tapas elipsoidales de un dimetro interno de 203.4 mm, de un espesor de 8.18 mm y una
profundidad de 72.8 mm. El canal fue un cilindro del mismo dimetro y espesor de las
tapas, y de una longitud de 112.2 mm, estos componentes se unieron a la brida deslizable.
La brida deslizable fue del mismo dimetro y espesor de los espejos fijos para un fcil
113
ensamble entre ambos componentes. Las boquillas de los cabezales fueron de un dimetro
interno de 40.9 mm y un espesor de 3.68 mm.
5.3 INSTRUMENTACIN
5.3.1 FLUJO
El equipo para medir el flujo de la coraza y de los tubos consisti de dos rotametros de
flotador, los cuales se muestran en la figura 5.4. Estos fueron calibrados con el agua por los
fabricantes para un rango del flujo de 0-25000 l/h. El trabajo experimental en el
intercambiador de calor se realiz con un flujo de 147000 l/h en los tubos y de 11100 a
147000 l/h en la coraza.
Figura 5.4. Rotametros.
5.3.2 TEMPERATURA
Las mediciones de las temperaturas del intercambiador de calor se realizaron con cuatro
termopares de hierro y constantn, tipo J, los cuales registran un rango de temperatura de -
18 a 872 C [45]. Estos termopares se instalaron en las boquillas de entrada y salida de la
114
coraza y de los cabezales para su conexin a lectores de temperatura individuales para el
registro de las temperaturas de entrada y salida de los flujos de la coraza y de los tubos,
como se muestra en la figura 5.5.
Figura 5.5. Termopares tipo J y lectores de temperatura.
5.3.3 PRESIN
La medicin de la cada de presin del flujo de la coraza y de los tubos se realiz con
cuatro manmetros, dos fueron instalados en las boquillas de la coraza y dos en las
boquillas de los cabezales. Estos manmetros son de un rango de 0-2 bars, los cuales son
calibrados por los fabricantes. En la parte superior de la coraza se realizaron mediciones de
presiones estticas y totales (o de estancamiento) por medio de tres tomas piezomtricas y
tres tubos de pitot, para determinar una velocidad promedio del flujo de la coraza. Los
manmetros se muestran en la figura 5.6.
115
Figura 5.6. Manmetros para medir la cada de presin en la coraza y tubos.
5.4 CONDICIONES PARA EL TRABAJO EXPERIMENTAL
Para determinar el desempeo trmico y la cada de presin del intercambiador de calor se
establecieron los siguientes pasos:
a) El trabajo experimental se realiz cuando se alcanzaron las temperaturas de 10 y 75
C en el circuito fro y en el caliente, respectivamente.
b) El flujo en los tubos se fijo en 14700 litros y el flujo de la coraza fue de 11100,
12000, 12900, 13800 y 147000 litros.
5.5 PROCEDIMIENTO EXPERIMENTAL
5.5.1 MEDICCIONES
Las mediciones que se realizaron en parte experimental del intercambiador de calor de
tubos y coraza fueron las siguientes:
a) Flujos de entrada los tubos y de la coraza.
b) Temperaturas y presiones de entra y salida del flujo de los tubos y de la coraza.
c) Presiones totales y estticas en la coraza.
116
5.5.2 PROCEDIMIENTO DE ARRANQUE
Para realizar el trabajo experimental del intercambiador de calor primero se lleno de agua el
tanque de enfriamiento y el tanque de almacenamiento de agua fra con 60 y 130 litros,
respectivamente. En seguida se lleno de agua el tanque de calentamiento y el tanque de
almacenamiento de agua caliente con 90 y 180 litros, respectivamente.
El siguiente paso fue arrancar el equipo de enfriamiento para enfriar el agua del tanque de
enfriamiento a 5 C, posteriormente se puso en marcha la bomba de circulacin del agua
fra para mezclarla con el agua del tanque de almacenamiento hasta alcanzar una
temperatura de 10 C del agua fra. Para alcanzar una temperatura de 75 C del agua
caliente al mismo tiempo que se tuvo la del circuito fro se arranco la bomba de circulacin
del agua caliente, al igual que se arrancaron y ajustaron las tres resistencias elctricas a su
mximo nivel dos horas despus de poner en marcha el equipo de enfriamiento.
Cuando se registraron las temperaturas de 10 y 75 C en el agua fra y caliente, en el lector
de temperatura electrnico multipunto, se abri la vlvula de alimentacin del circuito fro
para ajustar y fijar el flujo del agua a travs de la coraza, una vez logrado este, se abri la
vlvula de alimentacin del agua caliente para ajustar y fijar el flujo del agua en los tubos.
Las temperaturas de entrada y salida de los tubos y coraza se registraron con los lectores de
temperaturas electrnicos antes de ajustar y fijar los flujos del intercambiador de calor, y
estos lectores estuvieron todo el tiempo registrando las temperaturas de operacin del
equipo. Las presiones de entrada y salida de los tubos y coraza se realizaron con los
manmetros despus de ajustar y fijar los flujos del equipo, al igual que las presiones
totales y estticas a lo largo de la coraza.
Las siguientes lecturas se realizaron durante la operacin del intercambiador de calor hasta
alcanzar temperaturas estables en ambos flujos:
Flujos de agua fra y caliente.
Temperatura de entrada y salida de la coraza.
117
Temperatura de entrada y salida de los tubos.
Presin de entrada y salida de la coraza.
Presin de entrada y salida de los tubos.
Presiones totales y estticas a lo largo de la coraza.
5.6. CLCULO DE LA CADA DE PRESIN
5.6.1 CADA DE PRESIN EN LA CORAZA
El mtodo analtico propuesto para determinar el coeficiente de transferencia de calor y la
cada de presin en la coraza es el desarrollado por Wills-J ohnston [21,22], el cual estima el
comportamiento trmico y la cada de presin del fluido de la coraza, al analizar los
diferentes flujos en la coraza causados por los diferentes espacios y distancias que hay entre
los componentes del intercambiador de calor. El mtodo analtico desarrollado por Wills-
J ohnston permiti obtener los diferentes factores de correccin sin utilizar graficas o tablas
adicionales y este mtodo utiliz las dimensiones obtenidas en el captulo 4 del diseo
mecnico del intercambiador de calor, as como del flujo de la coraza y de las siguientes
propiedades del fluido; densidad, viscosidad dinmica, calor especfico y conductividad
trmica. A continuacin se describe este mtodo:
CLCULO DE LA GEOMETRIA DEL EQUIPO
El rea de desviacin del flujo en el arreglo de tubos, A
d
, se calcul de la siguiente manera:
bc bb d
L L A = (5.1)
donde L
bc
, es la distancia entre mamparas centrales y L
bb
, es el claro entre el dimetro
interno de la coraza y el dimetro exterior del arreglo de tubos.
Para determinar el rea del flujo cruzado, A
c
, y el rea entre bordes de las mamparas, A
0
,
primero se calculo la distancia entre bordes de las mamparas de la siguiente manera:
118
b b b
C D h 2 = (5.2)
donde h
b
, es la distancia entre bordes de las mamparas, C
b
, es el corte de la mamparas y D
b
,
es el dimetro de las mamparas.
Con este valor y con el dimetro exterior del arreglo de tubos se obtuvo el ngulo, , por:
=
otl
b
D
h
1
cos ' (5.3)
El rea entre bordes de las mamparas y el rea del flujo cruzado, A
0
y A
c
, se calcularon al
utilizar las siguientes ecuaciones:
) cos ( 25 . 0
2
0
= sen D A
otl
(5.4)
b
bc
otl c
h
L
A D A ) 2 25 . 0 (
0
2
= (5.5)
El rea mnima del flujo cruzado en el centro de la coraza, A
m
, se determin al considerar el
nmero de tubos en el centro de la coraza en este caso son 7 tubos, N
c
, el paso entre tubos,
L
tp
, el dimetro exterior de los tubos, D
et
, y el claro entre el dimetro interno de la coraza y
el dimetro exterior del arreglo de tubos, L
bb
, al utilizar la siguiente expresin:
[ ]
bc bb et tp c m
L L D L N A + = ) )( 1 ( (5.6)
El rea entre el claro de la coraza y mamparas, A
sb
, el rea entre el claro de las mamparas y
tubos, A
tb
, se determinaron con las siguientes expresiones:
2 2
sb sb
is sb
L L
D A
= (5.7)
2 2
tb tb
et tt tb
L L
D N A
+ = (5.8)
119
donde D
et
, es el dimetro externo de los tubos, D
is
, es el dimetro interno de la coraza, L
sb
,
es el claro entre las mamparas y coraza, L
tb
, es el claro entre las mamparas y tubos, N
tt
, es el
nmero total de tubos.
El rea de la ventana se calcul a partir del ngulo, , el cual se obtuvo de la siguiente
manera:
=
is
b
D
h
1
cos (5.9)
donde h
b
, es la distancia entre los bordes de las mamparas y D
is
, es el dimetro interno de la
coraza.
El rea de la ventana, A
w
, se calcul con el nmero de tubos en la ventana, N
w
, el ngulo, ,
el dimetro interno de la coraza, D
is
, y el dimetro exterior de los tubos, D
et
, por:
2 2
25 . 0 ) cos ( 25 . 0
et w is w
D N sen D A = (5.10)
PARMETROS QUE DEPENDEN DEL NGULO DEL ARREGLO DE TUBOS
La distancia que hay entre tubos con respecto a la direccin del flujo en un arreglo de tubos
triangular de 30, se obtuvo por:
tp tp x
L L L 732 . 1 30 cos 2 = = (5.11)
donde L
tp
, es el paso entre tubos, es decir es la distancia de centro a centro de dos tubos
adyacentes y L
x
, es la distancia entre tubos con respecto a la direccin del flujo. La
expresin anterior es valida para un paso entre tubos de 1.25 a 1.45 veces el dimetro
exterior de los tubos, que en este caso se utiliz el de 1.25.
CADA DE PRESIN EN UNA CORRIENTE DEL FLUJO
La cada de presin en la coraza se debe a la friccin y al arrastre del recorrido de las
diferentes corrientes del flujo en la coraza y estas se determinaron de la siguiente manera:
120
2
i i i
M n p = (5.12)
donde M
i
, es el flujo msico de las diferentes corrientes de la coraza, p
i
, es la cada de
presin de las diferentes corrientes en la coraza, n
i
, es la resistencia de las diferentes
corrientes del flujo y se determina por:
c i s
i
i
g A
K
n
2
2
= (5.13)
donde A
i
, es el rea de la seccin cruzada de las diferentes corrientes del flujo, g
c
, es la
constante de la segunda ley de movimiento de Newton, K
i
, es el coeficiente de cada de
presin de las diferentes corrientes, y
s
, es la densidad del fluido en la coraza.
COEFICIENTE DE LA CORRIENTE DE DISVIACIN DEL FLUJO CRUZADO
El coeficiente de la cada de presin para la corriente de desviacin del flujo cruzado, K
d
,
se determin con la distancia entre bordes de las mamparas, h
b
, el nmero de listones de
sellado colocados en cada camino de desviacin del flujo, en este caso N
s
= 0, y la distancia
entre tubos en la direccin del flujo, L
x
, con la siguiente expresin:
s
x
b
d
N
L
h
K 2 266 . 0 + = (5.14)
COEFICIENTE DE LA CORRIENTE DEL FLUJO CRUZADO
El coeficiente de la cada de presin del flujo cruzado, se calcul a partir del factor de
friccin, f
CT
, el cual dependi del nmero de Reynolds en el flujo cruzado:
c s
et CT
CT
A
D M
&
= Re (5.15)
donde = , es el flujo msico cruzado a travs del arreglo de tubos y se considero
igual al flujo msico total en la coraza como primera estimacin,
CT
M
&
T
M
&
s
, es la viscosidad
dinmica del fluido en la coraza a temperatura promedio, A
c
, es el rea del flujo cruzado,
121
Re
CT
, es el nmero de Reynolds en el flujo cruzado y debe ser mayor de 1000 para
continuar con este mtodo.
Para calcular al factor de friccin del arreglo de tubos, primero se determin el dimetro
volumtrico principal, D
v
, por:
et
et tp
v
D
D aL
D
2 2
= (5.16)
donde a, es una constante que depende del arreglo de los tubos y en un arreglo triangular,
a=1.103, L
tp
, es el paso entre tubos y D
et
, es el dimetro exterior de los tubos.
El factor de friccin en un arreglo de tubos triangular, f
CT
, se determin con el nmero de
Reynolds en la corriente del flujo cruzado, Re
CT
, y con el dimetro volumtrico principal,
D
v
, de la siguiente manera:
3
2
267 . 0
) (
Re 45 . 0
et tp
v et
CT CT
D L
D D
f
=
(5.17)
Con los valores anteriores se determin el coeficiente de la cada de presin del flujo
cruzado de la siguiente manera:
et
b
CT CT
D
h
f K 4 = (5.18)
donde h
b
, es la distancia entre bordes de las mamparas y f
CT
, es el factor de friccin en un
arreglo de tubos triangular.
COEFICIENTE DE LAS CORRIENTES DE LAS FUGAS ENTRE LOS CLAROS
DE LAS MAMPARAS
Los coeficientes de la cada de presin del flujo entre los claros de las mamparas con la
coraza y de las mamparas con los tubos, son expresados con las siguientes relaciones:
122
Despejando a los diferentes flujos desde (5.33) hasta (5.36) se tiene las siguientes
expresiones:
T d d
M F M
& &
= (5.36)
T c c
M F M
& &
= (5.37)
T s s
M F M
& &
= (5.38)
T t t
M F M
& &
= (5.39)
c d w
M M M
& & &
+ = (5.40)
CADA DE PRESIN ENTRE DOS MAMPARAS
La resistencia del flujo en el espacio de dos mamparas adyacentes con respecto al flujo
total, n
p
, determin la cada de presin entre el espacio de dos mamparas adyacentes, p
p
, al
utilizar la siguiente ecuacin:
2
T p p
M n p
&
= (5.41)
CADA DE PRESIN EN LAS BOQUILLAS
La cada de presin en las boquillas de la coraza se calcul con el rea efectiva de escape y
con el rea de las boquillas. De la siguiente manera:
El rea de la boquilla de entrada y salida, A
ni
y A
no
, se determinaron con la siguiente
expresin:
2
25 . 0
ins no ni
D A A = = (5.42)
donde D
ins
es el dimetro interno de la boquilla de entrada de la coraza.
Como en este caso se utiliz la placa de choque se tuvo que calcular el rea efectiva de
escape de la boquilla de entrada, A
ei
, por:
pc ins ei
h D A = (5.43)
donde h
pc
, es la altura de la placa de choque.
126
Para calcular el rea efectiva de escape de la boquilla de salida primero de determin la
distancia que hay entre el dimetro del arreglo de tubos con la boquilla de la coraza y fue de
la siguiente manera:
bb
L H 5 . 0 = (5.44)
donde L
bb
, es el claro entre el dimetro interior de la coraza y el dimetro del arreglo de
tubos.
El rea efectiva de escape de la boquilla de salida se calcul con la siguiente expresin:
( )
+ =
tp
et
ins ins eo
L
D
D H D A 1 25 . 0 6 . 0
2
(5.45)
La cada de presin en la boquilla de entrada y salida de la coraza se calcularon con las
siguientes expresiones:
+ =
2 2
2
1 1
2
ei ni c
T
ni
A A g
M
p
&
(5.46)
+ =
2 2
2
1 1
2
eo no c
T
no
A A g
M
p
&
(5.47)
donde , es el flujo msico total en la coraza,
T
M
&
s
, es la densidad del fluido de la coraza y
g
c
, es la constante de la segunda ley de movimiento de Newton
CADA DE PRESIN EN LAS ZONAS FINALES
La cada de presin en las zonas finales entre la mampara de entrada y salida de la coraza se
calcularon a partir de les siguientes relaciones:
rea final del flujo de desviacin:
=
=
bc
sal b ent b
d de
L
L L
A A
, ,
(5.48)
127
+ + =
a
p
we
a
p
e
nb T e
n
n
n
n
n
n
n M p
2
1
4
2
2 / 1
2
&
(5.60)
CADA DE PRESIN TOTAL EN LA CORAZA
La cada de presin total en la coraza se determin por:
c n no eo b p ei ni TS
g H g p p N p p p p / ) 1 ( + + + + + = (5.61)
donde: g
n
, es la aceleracin debido a la gravedad, N
b
, es el nmero de mamparas, H, es la
diferencia de altura entra la boquilla de entrada y de salida, p
ni
y p
no
, son las cadas de
presin de las boquillas de entrada y de salida, p
ei
y p
eo
, son las cadas de presin en las
zonas de entrada y de salida del intercambiador de calor, p
p
, es la cada de presin para el
nmero de espacios entre mamparas adyacentes. Como el intercambiador de calor se
instalado horizontalmente la diferencia de altura, H = 0.
5.6.2 CADA DE PRESIN EN LOS TUBOS [4]
El mtodo seleccionado para calcular la cada de presin en los tubos fue el desarrollado
por Henry [4] descrito en la revisin bibliogrfica, el cual analiza la distribucin del fluido
en los tubos y en las boquillas de los cabezales. A continuacin se describe este clculo:
CADA DE PRESIN EN LA BOQUILLA DE ENTRADA
La cada de presin en la boquilla de entrada del cabezal se debe a la expansin del flujo
por el cambio de rea de la boquilla de entrada con respecto al rea del cabezal de entrada.
El rea de la boquilla de entrada, A
inc
, se calcul con el dimetro interno de la boquilla de
entrada, D
inc
, al utilizar la siguiente ecuacin:
2
4
inc inc
D A
= (5.62)
130
2
1
2
2
inc
be
inc
be t ci
V
A
A
K p
+ = (5.67)
CADA DE PRESIN EN LA BOQUILLA DE SALIDA
La cada de presin en la boquilla de salida del cabezal se debe a la contraccin del flujo
por el cambio de rea del cabezal de salida con respecto al rea de la boquilla de salida, y se
determin de la siguiente manera:
El rea de la boquilla de salida, A
onc
, se calcul con el dimetro interno de la boquilla de
salida, D
onc
, al utilizar la siguiente ecuacin:
2
4
onc onc
D A
= (5.68)
El rea del cabezal de salida, A
bs
, se calcul a partir del dimetro interno del cabezal, D
ic
, y
de la longitud total del cabezal, H
c
, de la siguiente manera:
c ic bs
H D A = (5.69)
La velocidad que se tiene en la boquilla de salida, V
onc
, se determin por:
t onc
t
onc
A
m
V
&
= (5.70)
donde , es el flujo msico de los tubos, A
t
m&
noc
, es el rea de la boquilla de salida y
t
, es la
densidad de los tubos a temperatura promedio.
El coeficiente de prdidas para una contraccin en la boquilla de salida, K
C
, y el factor del
radio de curvatura de la contraccin del borde de la boquilla,
cb
, se obtuvieron de la figura
5.7, para el nmero de Reynolds calculado en (5.65) y con la relacin, A
onc
/A
bs
.
132
Figura 5.7. Coeficiente de prdidas en una contraccin para un flujo incompresible.
La cada de presin en la boquilla de salida, p
co
, se determin de la siguiente manera:
2
1
2
2
onc
C cb
bs
onc
t co
V
K
A
A
p
= (5.71)
donde V
onc
, es la velocidad de la boquilla de salida y
t
, es la densidad del fluido de los
tubos a temperatura promedio.
CADA DE PRESIN EN LA ENTRADA DE LOS TUBOS
Para la cada de presin en la entrada de los tubos primero se calcul la velocidad de los
tubos y se determin con la siguiente expresin:
tt it t
t
t
N D
m
V
2
4
&
= (5.72)
133
donde V
t
, es la velocidad de los tubos, , es el flujo msico total en los tubos, N
t
m&
tt
, es el
nmero total de tubos,
t
, es la densidad de los tubos a temperatura ambiente y D
it
, es el
dimetro interno de los tubos.
La relacin, A
be
/A
bs
, para un arreglo triangular de los tubos se calculo utilizando la siguiente
ecuacin:
2
1
907 . 0
=
p bs
be
f A
A
(5.73)
donde A
be
/A
bs
, es la relacin del rea del cabezal de entrada y el de salida y f
p
, es el factor
de separacin entre tubos.
El coeficiente de perdidas para una contraccin en la boquilla de salida, K
T
, y el factor del
radio de curvatura de la contraccin hacia la entrada de los tubos,
ct
, se obtuvieron de la
figura 5.7, y tambin dependieron del nmero de Reynolds calculado en (5.65) y de la
relacin, A
be
/A
bs
.
La cada de presin en la entrada de los tubos, p
ti
, se calcul utilizando la siguiente
expresin:
2
1
2
2
t
T ct
bs
be
t ti
V
K
A
A
p
= (5.74)
donde V
t
, es la velocidad de los tubos y
t
, es la densidad de los tubos a temperatura
promedio.
CADA DE PRESIN EN LA SALIDA DE LOS TUBOS
Para el arreglo de tubos triangular la relacin, A
bs
/A
be
, se evalu con la expresin (5.73),
con este valor se determin el coeficiente de prdidas para una expansin en la salida de los
tubos, K
st
, con la siguiente la siguiente expresin:
134
2
1
=
be
bs
st
A
A
K (5.75)
La expresin anterior tambin es validad para un nmero de Re
be
>4000.
La cada de presin en la salida de los tubos, p
to
, se determin de la siguiente expresin:
2
1
1
907 . 0
2
2
2
t
p
st t to
V
f
K p
+ = (5.76)
CADA DE PRESIN EN LOS TUBOS
Con la velocidad de los tubos, V
t
, y con la viscosidad dinmica de los tubos a temperatura
promedio,
t
, se calcul el nmero de Reynolds en los tubos, Re
t
, y fue de la siguiente
manera:
t
it t t
t
D V
= Re (5.77)
El factor de friccin del flujo a travs de un banco de tubos ideal, f
ti
, se evalu con la
siguiente relacin:
2 . 0
Re
046 . 0
t
ti
f = (5.78)
Con la ecuacin de Darcy se determin la cada de presin en los tubos:
it
t t t t
t
D
V L f
p
2
4
2
= (5.79)
donde L
t
, es la longitud total de los tubos.
135
CADA DE PRESIN TOTAL EN LOS TUBOS
La cada de presin total en los tubos, p
tt
, se obtuvo al sumar las diferentes cadas de
presin calculadas a travs de los tubos mediante la siguiente expresin:
t to ti co ci TT
p p p p p p + + + + = (5.80)
5.7 CLCULO DEL COEFICIENTE DE TRANSFERENCIA DE CALOR [21,22]
5.7.1 CORAZA
El coeficiente de transferencia de calor de la coraza depende de la velocidad del fluido, de
la geometra del arreglo y de algunas propiedades fsicas del fluido tales como; el calor
especifico, Cp
s
, de la viscosidad dinmica del fluido en la coraza a temperatura promedio,
s
, y de la conductividad trmica, k
s
, se calcul al utilizar la siguiente ecuacin:
3 . 0 6 . 0
33 . 0
=
s
s s
s m
et c T
et
s
s
k
Cp
A
D F M
D
k
h
&
(5.81)
donde , es el flujo total de la coraza, F
T
M
&
c
, es la fraccin de la corriente del flujo cruzado
(a travs de los tubos), D
et
, es el dimetro exterior de los tubos y A
m
, es el rea mnima del
flujo cruzado en el centro de la coraza.
5.7.2 TUBOS [14]
El coeficiente de transferencia de calor en los tubos es funcin del nmero de Reynolds y
del nmero de Prandtl y del nmero de Nusselt, los cuales dependen de las propiedades
fsicas del fluido (viscosidad, conductividad trmica y calor especfico), del dimetro de los
tubos y de la velocidad en los tubos.
El nmero de Nusselt para un flujo turbulento en los tubos (Re > 4000) se obtiene por:
136
f
w
e
t
d
t t
C Nu
Pr Re (5.82)
donde C, depende de la viscosidad del fluido (0.021 para gases, 0.023 para lquidos no
viscosos como el agua y 0.027 para lquidos viscosos), d, es una constante que tiene un
valor de 0.8, e, es una constante que depende de la funcin del intercambiador de calor (0.3
para enfriamiento y 0.4 para calentamiento) y f, es un factor de viscosidad, despreciable en
este caso.
El nmero de Prandtl es funcin de las propiedades del fluido en los tubos definido por la
siguiente expresin:
t
t t
t
k
c
= Pr (5.83)
donde Cp
t
, es el calor especifico y k
t
, es la conductividad del fluido.
El nmero de Nusselt como funcin de la transferencia de calor se obtuvo de la siguiente
manera:
t
it t
t
k
D h
Nu = (5.84)
donde h
t
, es el coeficiente de transferencia de calor de los tubos, Nu
t
, es el nmero de
Nusselt, Re, es el nmero de Reynolds, Pr
t
, es el nmero de Prandtl.
Sustituyendo a (5.77) y (5.83) en (5.82) e igualando con (5.84), y al despejar el coeficiente
de transferencia de calor se tiene la siguiente expresin:
33 . 0 8 . 0
023 . 0
=
t
t t
t
t it t
t
k
Cp V D
h
(5.85)
137
5.8 CLCULOS EXPERIMENTALES DEL INTERCAMBIADOR DE CALOR
5.8.1 TRANSFERENCIA DE CALOR
La transferencia de calor tanto de los tubos como de la coraza se determin con las
siguientes expresiones:
) (
1 2
t t Cp m Q
t t T
= & (5.86)
) (
1 2
T T Cp m Q
s s S
= & (5.87)
donde y , son los flujos msico de los tubos y coraza, Cp
t
m&
s
m&
t
y Cp
s
, son los calores
especficos de los fluidos de los tubos y de la coraza, t
1
, T
1
, y t
2
, T
2
son las temperaturas de
entrada y salida de los tubos y coraza.
5.8.2 COEFICIENE DE TRANSFERENCIA DE CALOR DE LA CORAZA
Para determinar el coeficiente de transferencia de calor de la coraza experimentalmente,
primero se calculo una velocidad promedio del fluido de la coraza con la diferencia de
altura obtenidas con las presiones estticas y totales realizadas a lo largo de la coraza
utilizando la ecuacin de Bernoulli [41]:
0
2
1 2
1 2
2
1
2
2
= +
Z Z
g
p p
g
V V
(5.88)
donde V
2
y V
1
, son las velocidades del flujo de la coraza en diferentes puntos de la coraza,
p
2
y p
1
, son las presiones totales y estticas a lo largo de la coraza, respectivamente, Z
2
y Z
1
,
son las alturas en las tomas de presin, , es la densidad del fluido de la coraza, y g es la
gravedad.
De (5.88) se anularon las alturas en las tomas de presiones por estar al mismo nivel (Z
2
- Z
1
=0), al igual que la velocidad en las tomas de presiones totales (V
2
=0), debido a que se
produce un punto de estancamiento, por lo que se tiene la siguiente expresin:
138
( )
s
p p
V
1 2 2
1
2
= (5.89)
La diferencia de altura, h
2-1
, resultado entre la presin total y la de estancamiento en dos
puntos consecutivos en la coraza, se expresa de la siguiente manera:
1 2 1 2
= h g p p
s
(5.90)
Al sustituir (5.90) en (5.89), se tiene la velocidad del fluido de la coraza en el punto 1 con
la siguiente relacin:
1 2
2
1
2
= h g V (5.91)
Este clculo se repiti en tres diferentes puntos a lo largo de la coraza para de terminar una
velocidad promedio del fluido de la coraza, y as obtener el nmero de Reynolds en la
coraza de la siguiente manera:
s
e s s
s
D V
= Re (5.92)
donde Re
s
, es el nmero de Reynolds de la coraza, V
s
, es la velocidad promedio del fluido
de la coraza, D
e
, es el dimetro equivalente de la coraza,
s
y
s
, es la densidad y la
viscosidad del fluido de la coraza, respectivamente. El dimetro equivalente de la coraza
para un arreglo triangular de los tubos se obtuvo con la siguiente expresin [32]:
( )
et
et tp
e
D
D L
D
2 2
464 . 3
= (5.93)
donde L
tp
, es el paso entre tubos y D
et
, es el dimetro exterior de los tubos.
139
Con el nmero de Reynolds de (5.92), se determin el coeficiente de transferencia de calor
del fluido de la coraza, h
s
, al utilizar la siguiente ecuacin [15]:
( )
14 . 0 33 . 0
55 . 0
Re 36 . 0
=
w s
s s
s
s
e
s
k
cp
k
D
h
(5.94)
donde D
e
, es el dimetro equivalente de la coraza, Re
s
, es el nmero de Reynolds, k
s
, cp
s
y
s
, es la conductividad trmica, el calor especifico y la viscosidad del fluido de la coraza,
(/
w
) es el efecto de la viscosidad, en este caso despreciable.
140
141
CAPITULO 6
RESULTADOS Y ANLISIS DE RESULTADOS
En este captulo se presenta la evaluacin del diseo mecnico y la fabricacin del
intercambiador de calor de tubo y coraza al comparar y analizar los resultados tericos y
experimentales del desempeo trmico y de la cada de presin del intercambiador de
calor.
6.1 CONSIDERACIONES PARA EL ANLISIS
6.1.1 RESULTADOS DE LA SELECCIN DE COMPONENTES DEL
INTERCAMBIADOR DE CALOR
La tabla 6.1 muestra los componentes seleccionados en el captulo 3, para el diseo y
fabricacin de los principales componentes del intercambiador de calor de tubo y
coraza. Esta seleccin se realiz en relacin al funcionamiento de cada componente del
equipo, y de las condiciones de operacin de los fluidos de trabajo que debe resistir.
Tabla 6.1. Componentes para el diseo y fabricacin del intercambiador de calor de tubo y coraza.
Componente
Coraza tipo E
Arreglo de tubos triangular de 30
Mampara segmentada simple con corte horizontal
Barras de soporte y espaciadoras
Espejos fijos utilizados como bridas
Tapas elipsoidales
Canales
Brida deslizable
Boquilla radiales de los cabezales
142
6.1.2 RESULTADOS DE LA SELECCIN DE LOS MATERIALES DE LOS
COMPONENTES DEL INTERCAMBIADOR DE CALOR
La tabla 6.2 muestra los materiales seleccionados en el captulo 4, para la fabricacin de
los principales componentes del intercambiador de calor de tubo y coraza. Esta
seleccin se realiz en relacin al funcionamiento de cada componente del equipo, para
determinar que propiedades son las ms relevantes de cada material de acuerdo a la
funcin que tiene que realizar y a las condiciones de operacin de los fluidos de trabajo
que debe resistir. Tambin se analiz el costo y la facilidad de que el material se
encuentre en el mercado.
Tabla 6.2. Materiales seleccionados para los componentes del intercambiador de calor.
Componente Material
Coraza Acrlico
Tubos SB-88
Mamparas SA-36
Barras de soporte SA-36
Espejos SA-105
Tapas SA-234
Canales SA-53
Bridas SA-105
Boquillas de los cabezales SA-53
Boquillas de la coraza PVC Industrial
SA-Aceros al carbono y SB-Cobre.
6.1.3 RESULTADOS DEL DISEO MECNICO DEL INTERCAMBIADOR DE
CALOR
La tabla 6.3 muestra una comparacin de los resultados obtenidos del diseo mecnico
del intercambiador de calor, desarrollado en este trabajo y los recomendados por la
revisin bibliogrfica, como TEMA, ASME y Taborek [1,2,6], entre otros.
143
Tabla 6.3. Comparacin de los resultados obtenidos del diseo mecnico del intercambiador de calor.
Componente Variable Calculado Recomendado Unidades Referencia
Coraza:
Dimetro interno de la coraza D
is
185 mm
Longitud de la coraza L
s
1163.6 mm
Presin de diseo de la coraza P
sd
9.9 MPa
Tubos:
Dimetro interno de los tubos D
it
14.5 mm
Paso entre tubos L
tp
19.8 19.8 mm TEMA
Claro entre coraza y el arreglo de tubos L
bb
14 mm
Dimetro exterior del arreglo de tubos D
otl
171 mm
Dimetro del circulo de tubos D
ctl
155 mm
Nmero total de tubos N
tt
55 tubos
Presin de diseo de los tubos P
td
5.7 MPa
Mamparas:
Espesor de las mamparas t
b
1.6 1.6 mm TEMA
Claros entre mamparas y tubos L
tb
0.4 0.39 mm TEMA
Relacin entre la separacin de las mamparas centrales
y dimetro interno de la coraza L
bc
/D
is
0.45
Mxima distancia no soportada de los tubos L
b,max
1129.5 1143 mm TEMA
Claro mnimo entre la coraza y mamparas L
sb,min
2.34 2.54 mm TEMA
Claro mximo entre la coraza y mamparas L
sb,max
3.84 mm
Distancia entre mamparas centrales L
bc
83.25 50.8 mm TEMA
Distancia mxima entre mamparas centrales L
bc,max
565 mm
Dimetro mximo de las mamparas D
b,min
182.7 mm
Dimetro mnimo de las mamparas D
b,max
181 mm
Corte de las mamparas C
b
46 mm
Dimetro de los barrenos de las mamparas D
bb
16.28 mm
Longitud de los tubos entre espejos L
ti
1143.6 mm
Nmero de mamparas N
b
12.7 mamparas
Nmero de mamparas N
b
12 mamparas
Distancia de la mampara de entrada y salida L
b
,
ent/sal
113.9 mm
Barras de soporte:
Dimetro de las barras de soporte D
bs
6.35 6.35 mm TEMA
Nmero de barras de soporte N
bs
4 4 barras TEMA
Espejo:
Espesor de los espejos t
ts
29.8 28.2 mm TEMA
Dimetro exterior de los espejos D
ets
342.9
mm
Dimetro del circulo de los pernos C
cb
298.5
mm
Dimetro de los pernos d
b
22.2
mm
Nmero de pernos N
b
8
barrenos
Canal:
Dimetro exterior del canal D
ec
219.1 mm
Espesor del canal t
c
7.8 7 mm TEMA
Dimetro interno del canal D
ic
203.4 mm
144
Longitud del canal h
c
112.2 mm
Tapa:
Dimetro exterior de la tapa D
ecc
=D
ec
219.1 mm TEMA
Espesor de la tapa t
cc
7.7 7 mm
Dimetro d
cc
175.26 mm
Radio exterior de la tapa R
cc
197.17 mm
Radio exterior de curvatura de la tapa r
cc
37.90 mm
Profundidad de la tapa h
1
54.77 mm
Extensin de la tapa h
2
18.07 mm
Longitud total de la tapa h
cc
72.8 101.6 mm TEMA
Longitud total del cabezal H 185 mm
Bridas:
Dimetro externo de la brida D
ebc
342.9 mm TEMA
Dimetro interno de la brida D
ibc
221 mm
Espesor de la brida t
bc
28.6 mm
Longitud de los pernos L
p
44.6 mm
Dimetro del circulo de los barrenos de la brida C
cb
298.5 mm
Dimetro de los pernos d
b
22.2 mm
Dimetro de asentamiento del empaque K
b
269.9 mm
Dimetro G
b
246.1 mm
Escaln de asentamiento del empaque j
b
1.59 mm
Nmero de pernos N
p
8 barrenos
Boquillas del cabezal:
Dimetro interno de la boquilla del cabezal D
inc
42.3 40.9 mm Megyesy
Espesor de las boquillas del cabezal t
nc
3 3.68 mm Megyesy
Velocidad en la boquilla de entrada del cabezal V
nc
2.94 m/s
Boquillas de la coraza:
Espesor de las boquillas de la coraza t
ns
4 4.9 mm Megyesy
Dimetro interno de la boquilla de la coraza D
ins
34 32 mm Megyesy
Velocidad mxima en la boquilla de entrada de la
coraza V
ns,max
1.5
Velocidad en la boquilla de entrada de la coraza V
ns
4.6 1.5 m/s TEMA
Placa de choque:
Longitud de la placa de choque L
cp
43 mm
Altura de la placa de choque h
pc
7.97 mm
Espesor de la placa de choque t
pc
6.35 6.35 mm Saunders
Pernos:
Nmero de pernos de las bridas y espejos N
p
8 pernos TEMA
Dimetro de los barrenos de los pernos d
p
19 mm
Longitud de los pernos L
p
89 mm
Separacin entre pernos S
p
44 mm
Empaque:
Dimetro interior de los empaques D
ie
219 mm
Dimetro exterior de los empaques D
ee
279 mm
Nmero de pernos N
p
8 pernos
145
Dimetro de los pernos d
b
22 mm
Dimetro del circulo de los barrenos de la brida C
cb
298 mm
Espesor del empaque t
ee
1.6 mm
Esfuerzo permitido del material del empaque Y 26 MPa
Factor de asentamiento del empaque m 2.75
Ancho del empaque N
e
30 mm
Ancho de asentamiento del empaque w
e
24 mm
Ancho bsico efectivo de asentamiento del empaque b
o
13.6 mm
Ancho efectivo de asentamiento del empaque b 9.3 mm
Dimetro de la cara de contacto de la carga del
empaque G
ee
260
mm
Carga mnima requerida de los tornillos para el
asentamiento del empaque W
m2
198
kN
Carga total sobre el empaque requerida para mantener
la junta sellada en condiciones de operacin H
p
237
kN
Fuerza hidrosttica total H
HT
302 kN
Carga mnima requerida de los tornillos en condiciones
de operacin W
m1
539
kN
De la tabla anterior se observa las siguientes diferencias en el dimensionamiento de los
componentes del intercambiador de calor:
El espesor calculado de los canales y de las tapas fue 10% mayor al especificado por la
norma TEMA, por lo que se seleccion el espesor comercial de 8.2 mm (cedula 40), lo
que facilit su unin entre ambos componentes por soldadura. Los espesores de las
boquillas de la coraza y de los cabezales fueron 18% menor a los sugeridos por la
norma, debido a esto tambin se seleccionaron los comerciales.
La longitud de las tapas elipsoidales obtenida fue 28% menor a la recomendada por la
norma y se debi al dimetro interno de la coraza, sin embargo las dimensiones de las
tapas se ajustaron con las comerciales. El espesor calculado de los espejos fue 5%
mayor al sugerido por TEMA, seleccionando estas ltimas.
Con estas modificaciones y con el resto de las dimensiones obtenidas en el programa
computacional del diseo se realiz la fabricacin de todos los componentes del
intercambiador de calor.
6.2 ANLISIS DE RESULTADOS TERICOS
Los resultados tericos de la cada de presin y del coeficiente de transferencia de calor
de la coraza y de los tubos, se obtuvieron con un flujo constante en los tubos de 14700
l/h y con los siguientes flujos en la coraza: 11100, 12000 12900, 13800 y 147000 l/h. A
continuacin se muestran estos resultados:
6.2.1 CORAZA
CADA DE PRESIN
La figura 6.1 muestra la cada de presin total terica obtenida por el mtodo de Wills-
Johnston, el cual utiliz las dimensiones del diseo mecnico mostradas en la tabla 6.3,
del flujo y de las propiedades del fluido de la coraza. En sta figura se muestra que la
cada de presin de boquilla a boquilla en la coraza es directamente influenciada por el
flujo. Esto se debe a que se incrementa la turbulencia con el flujo, ocasionando mayor
friccin del flujo a travs de la coraza.
0.3
0.35
0.4
0.45
0.5
0.55
0.6
0.65
0.7
0.75
0.8
10000 11000 12000 13000 14000 15000 16000
Flujo de la coraza (l/h)
C
a
d
a
d
e
p
r
e
s
i
n
(
b
a
r
)
Cada de presin
Figura 6.1. Cada de presin en funcin del flujo de la coraza.
146
COEFICIENTE DE TRANSFERENCIA DE CALOR
En la figura 6.2 se muestra el coeficiente de transferencia de calor terico en funcin del
nmero de Reynolds de la coraza. Los resultados presentan un incremento del
coeficiente de transferencia de calor con la variacin del nmero de Reynolds y se debe
al incremento de la turbulencia con la variacin de flujo en la coraza.
3900
4000
4100
4200
4300
4400
4500
4600
4700
4800
4900
3800 4000 4200 4400 4600 4800 5000 5200 5400 5600 5800
Nmero de Reynolds
C
o
e
f
i
c
i
e
n
t
e
d
e
t
r
a
n
s
f
e
r
e
n
c
i
a
d
e
c
a
l
o
r
(
W
/
m
2
K
)
Coeficiente de transferencia de calor
Figura 6.2. Coeficiente de transferencia de calor en funcin del nmero de Reynolds de la coraza.
6.2.2 TUBOS
CADA DE PRESIN
En la tabla 6.4, se muestra la cada de presin en funcin del flujo. Esta cada de presin
se obtuvo con el mtodo descrito en el capitulo 5, el cual incluye la cada de presin de
la boquilla de entrada y salida, la cada de presin en la entrada y salida de los tubos, y
en los tubos. La figura muestra que la cada de presin tiene un valor bajo debido a una
velocidad baja del flujo, produciendo menos friccin en los cabezales y en los tubos.
Este resultado se obtuvo con un flujo constante de 14700 l/h en los tubos.
147
Tabla 6.4. Cada de presin y coeficiente de transferencia de calor en funcin del flujo de los tubos.
FLUJO (l/h) h (W/m
2
K) p (bar)
Tubos Coraza Tubos
14700 14700 2763 0.074
14700 13800 2788 0.074
14700 12900 2770 0.074
14700 12000 2777 0.074
14700 11100 2786 0.074
COEFICIENTE DE TRANSFERENCIA DE CALOR
La figura 6.3 muestra el coeficiente de transferencia de calor terico en funcin del
nmero de Reynolds en los tubos. Los resultados muestran un ligero incremento del
coeficiente de transferencia de calor al aumentar el nmero de Reynolds. Sin embargo el
porcentaje del coeficiente de transferencia de calor que se tiene entre el mayor y el
menor nmero de Reynolds es del 1%.
2760
2765
2770
2775
2780
2785
2790
12200 12250 12300 12350 12400 12450 12500
Nmero de Reynolds
C
o
e
f
i
c
i
e
n
t
e
d
e
t
r
a
n
s
f
e
r
e
n
c
i
a
d
e
c
a
l
o
r
(
W
/
m
2
K
)
Coeficiente de transferencia de calor
Figura 6.3. Coeficiente de transferencia de calor en funcin del nmero de Reynolds de los tubos.
148
6.3 ANLISIS DE RESULTADOS EXPERIMENTALES
Los resultados experimentales de la cada de presin y del coeficiente de transferencia
de calor de la coraza y de los tubos, se obtuvieron con un flujo constante en los tubos de
14700 l/h y variando el flujo en la coraza desde 11100 a 147000 l/h. A continuacin se
muestran estos resultados:
6.3.1 CORAZA
CADA DE PRESIN
En la figura 6.4 se presenta la cada de presin total experimental en funcin del flujo.
Los resultados muestran que la cada de presin se incrementa directamente con el flujo
y se debe a que aumenta la turbulencia con la variacin del flujo, produciendo ms
friccin del flujo en la coraza.
0.3
0.35
0.4
0.45
0.5
0.55
0.6
0.65
0.7
0.75
0.8
10000 11000 12000 13000 14000 15000 16000
Flujo de la coraza (l/h)
C
a
d
a
d
e
p
r
e
s
i
n
(
b
a
r
)
Cada de presin
Figura 6.4. Cada de presin en funcin del flujo de la coraza.
149
COEFICIENTE DE TRANSFERENCIA DE CALOR
En la figura 6.5 se muestra el coeficiente de transferencia de calor experimental en
funcin del nmero de Reynolds. Estos resultados presentan un incremento del
coeficiente de transferencia de calor con el aumento del nmero de Reynolds debido al
incremento de la turbulencia con la variacin del flujo de la coraza.
4000
4100
4200
4300
4400
4500
4600
4700
5200 5700 6200 6700 7200 7700
Nmero de Reynolds
C
o
e
f
i
c
i
e
n
t
e
d
e
t
r
a
n
s
f
e
r
e
n
c
i
a
d
e
c
a
l
o
r
(
W
/
m
2
K
)
Coeficiente de transferencia de calor
Figura 6.5. Coeficiente de transferencia de calor en funcin del nmero de Reynolds de la coraza.
6.3.2 TUBOS
CADA DE PRESIN
La tabla 6.5, presenta la cada de presin medida experimental en funcin del flujo. Esta
cada de presin se medi con un flujo constante en los tubos y fue de 147000 l/h.
Tabla 6.5. Cada de presin en funcin del flujo de los tubos.
FLUJO (l/h) p (bar)
Tubos Coraza Tubos
14700 14700 0.07
14700 13800 0.07
14700 12900 0.07
14700 12000 0.07
14700 11100 0.07
150
151
6.4 COMPARACIN ENTRE LOS RESULTADOS TERICOS Y LOS
EXPERIMENTALES
Para comparar los resultados experimentales con los tericos, se desarrollo un programa
computacional para obtener el comportamiento trmico y la cada de presin del
intercambiador de calor de tubos y coraza utilizando el mtodo de Wills-Johnston. En
esta comparacin solo se consideraron resultados representativos y estos son
presentados en los anexos II y III. En la comparacin de los resultados tericos con los
experimentales el flujo en los tubos fue de 147000 l/h, mientras que el flujo de la coraza
fue de 11100, 12000, 12900, 13800 y 14700 l/h.
6.4.1 CORAZA
CADA DE PRESIN
En la figura 6.6 se muestra la cada de presin total obtenida experimental y la terica
en funcin del flujo. Estos datos muestran que la cada de presin total es afectada por
la variacin el flujo. Los resultados experimentales presentan una cada de presin del
7% hasta el 9% mayor a los tericos y esto se debi a una variacin en el dimetro
interno de la coraza de 5 mm por problemas de fabricacin. Esta variacin afect al
flujo entre el espejo y la primera mampara debido a que se desvi ms flujo entre el
claro de la coraza y las mamparas.
0.3
0.35
0.4
0.45
0.5
0.55
0.6
0.65
0.7
0.75
0.8
10000 10500 11000 11500 12000 12500 13000 13500 14000 14500 15000
Flujo de la coraza (l/h)
C
a
d
a
d
e
p
r
e
s
i
n
(
b
a
r
)
Cada de presin terica
Cada de presin experimental
Figura 6.6. Comparacin de la cada de presin en funcin del flujo de la coraza.
Los resultados de la figura 6.6 indican una cada de presin experimental del 9% mayor
que la terica al tener el flujo de 147000 y de 13800 l/h, del 8% con el flujo de 12900
l/h, y del 7% con los flujos de 12000 y 11100 l/h. Como se mencion anteriormente esta
diferencia se debe al incremento del dimetro interno de la coraza afectando la cada de
presin en la entrada de la caraza y entre mamparas debido a un amento de la fuga de la
corriente entre el claro de la coraza y las mamparas.
COEFICIENTE DE TRANSFERENCIA DE CALOR
En las figura 6.7 se presenta resultados del coeficiente de transferencia de calor
experimental y el terico en funcin del flujo. Estos resultados muestran un incremento
del coeficiente de transferencia con la variacin del flujo, lo que provoca un aumento de
la turbulencia. Los resultados muestran un coeficiente de transferencia de calor del 4%
entre lo experimental y lo terico al variar el flujo en la coraza.
152
4000
4100
4200
4300
4400
4500
4600
4700
4800
4900
10000 11000 12000 13000 14000 15000 16000
Flujo (l/h)
C
o
e
f
i
c
i
e
n
t
e
d
e
t
r
a
n
s
f
e
r
e
n
c
i
a
d
e
c
a
l
o
r
(
W
/
m
2
K
)
Coeficiente de transferencia de calor terico
Coeficiente de transferencia de calorexperimental
Figura 6.7. Comparacin del coeficiente de transferencia de calor en funcin del flujo.
6.4.2 TUBOS
CADA DE PRESIN
En las tablas 6.4 y 6.5, se presentaron la cada de presin terica y la experimental en
funcin del flujo. Estos resultados indican que la cada de presin obtenida tericamente
es un 5.4% mayor a la cada de presin experimental para un flujo constante en los
tubos, lo cual indica buenas predicciones de la cada de presin en los tubos entre lo
terico y lo experimental.
6.5 VISUALIZACIN
La aplicacin de un colorante al fluido de la coraza fue con el objetivo de visualizar las
diferentes fugas del flujo que se producen en la coraza debido a los claros que hay entre
coraza-mamparas y mamparas-tubos, as como de los flujos producidos por la
separacin y corte de las mamparas.
En las corridas realizadas del intercambiador de calor con el colorante disuelto al fluido
de la coraza, como se muestra en la figura 6.8, se observo lo siguiente:
153
No se visualizaron fugas del flujo entre el claro mamparas-tubos debido a que en el
diseo del intercambiador de calor se clculo la mnima separacin entre el dimetro del
barreno de las mamparas con respecto al dimetro exterior de los tubos. Sin embargo si
se visualizaron fugas del flujo entre el claro coraza-mamparas, y esto fue resultado en la
variacin del dimetro interno de la coraza de 5 mm por problemas en la fabricacin de
la coraza, ya que en el diseo tambin se consider la mnima separacin entre el
dimetro interno de la coraza y el de las mamparas. Los flujos de la ventana, el de
desviacin y el cruzado fueron afectados por el incremento de la fuga del flujo entre el
claro coraza-mampara, a pesar de esta situacin se tiene un aceptable recorrido del flujo
en la coraza.
Figura 6.8. Visualizacin del flujo en la coraza.
154
CONCLUSIONES
En este trabajo se propuso una metodologa para disear un intercambiador de calor de
tubo y coraza con arreglo de tubos triangular, para lo cual se desarroll un programa
computacional. Esta metodologa consisti en la seleccin de los componentes, la
seleccin de los materiales y el dimensionamiento del equipo, as como tambin se
propuso un procedimiento para fabricar el intercambiador. Adems, se realiz un
programa experimental para analizar el comportamiento trmico y la cada de presin
del intercambiador, con la finalidad de validar los resultados experimentales con el
mtodo de Wills-J ohnston. Para el desarrollo del trabajo experimental se modific un
banco de prueba existente. Las principales conclusiones obtenidas de este trabajo fueron
las siguientes:
1. Los componentes del intercambiador seleccionados fueron: coraza tipo E de un
solo paso, la seleccin de este tipo de coraza estuvo en funcin de los rangos de
temperatura de operacin, de los espacios del laboratorio y de las condiciones del
banco de pruebas. Arreglo de tubos triangular de 30, este arreglo permiti el mayor
nmero de tubos y por lo tanto una mayor rea de transferencia de calor. Mampara
segmentada con un corte horizontal del 25%, esta proporcion una mejor
distribucin del flujo en el equipo. Espejos fijos, estos son adecuados para flujos
limpios como el agua. Cabezales tipo bonete, los cuales permitieron una buena
distribucin del flujo en la entrada y salida de los tubos.
2. Los materiales seleccionados para los principales componentes del intercambiador
fueron: Acrlico para la coraza, debido a que este material permiti la visualizacin
del flujo a travs de la coraza y por su alta resistencia a la corrosin. El cobre (SB-
88) para los tubos debido a que tiene la mayor conductividad trmica, as como una
elevada resistencia a la corrosin. Acero SA-36, para las mamparas debido a que
este tiene alta resistencia a la tensin, y por lo tanto proporciono soporte al arreglo
de tubos. Acero SA-105, para los espejos por sus excelentes propiedades mecnicas,
el cual proporcion soporte y rigidez al arreglo de tubos, a la coraza y a los
cabezales. Para el cabezal (canal y tapa) fueron los aceros SA-53 y SA-234, estos
materiales resistieron las presiones de operacin del flujo del fluido en los tubos.
Para las bridas fue el acero SA-105, este resisti la presin de operacin del flujo de
fluido en los cabezales, adems es compatible con los materiales de los cabezales y
de los espejos.
3. Las diferencias que se tuvieron en el dimensionamiento de algunos componentes
entre las obtenidas con el programa computacional del diseo del equipo y las
recomendadas fueron las siguientes: La longitud de las tapas elipsoidales obtenida
fue 28% menor a la recomendada por la norma y se debi al dimetro interno de la
coraza, sin embargo las dimensiones de las tapas se ajustaron con las comerciales.
Los espesores calculados de los cabezales, de las boquillas y de los espejos fueron
del 10%, 18% y 5% mayor al especificado, respectivamente, debido a esto se
seleccionaron los espesores comerciales. El resto de las dimensiones de los espejos,
mamparas, canales, boquillas y placa de choque fueron las obtenidas con el
programa computacional desarrollado.
4. En la comparacin entre los resultados experimentales y el mtodo de Wills-
J ohnston de la cada de presin en la coraza se obtuvo una diferencia del 7% al 9%.
Mientras que en los tubos se obtuvo una diferencia del 5.4% entre los resultados
experimentales y el mtodo de J . A. R. Henry.
5. El coeficiente de transferencia de calor obtenido por el mtodo de Wills-J ohnston y
el experimental mostr un 4% de diferencia entre ambos resultados y tambin se
debi a la variacin del dimetro de la coraza.
6. La comparacin entre los resultados tericos y los experimentales muestran una
diferencia muy pequea, principalmente en el coeficiente de transferencia de calor.
Con esto se demuestra que realizando un buen diseo y fabricacin del
intercambiador de calor se logra un ptimo desempeo del equipo. Lo cual dependi
de seleccionar los apropiados componentes, los adecuados materiales y el buen
dimensionamiento del equipo, debido a que estos parmetros definieron el
apropiado recorrido del fluido en la coraza a travs del arreglo de tubos con la
adecuada cada de presin del fluido y por lo consiguiente la mayor transferencia de
calor del equipo.
157
TRABAJOS FUTUROS
1. Mejorar la fabricacin de la coraza para su estudio con presiones y temperaturas
altas, as como cambio de fase.
2. Incrementar el nmero de pasos en los tubos.
3. Estudiar el comportamiento del intercambiador con diferentes cortes y distancias en
las mamparas.
4. Construir un banco de pruebas apropiado para el trabajo experimental del
intercambiador de calor.
5. Incrementar el rango de flujos de fluidos.
6. Simular el desempeo trmico y la cada de presin del intercambiador de calor con
un programa especializado como el FLUENT.
7. Realizar mediciones entre los componentes del intercambiador de calor con
instrumentos ms precisos.
8. Obtener experimentalmente la velocidad y el coeficiente de transferencia de calor de
los tubos.
9. Trasladar el programa computacional del diseo mecnico y trmico realizado en
este trabajo a un programa computacional comercial para el diseo de un
intercambiador de calor de tubo y coraza.
158
REFERANCIAS
1. Standards of Tubular Exchangers Manufacturers Association, 1988, 7
th
ed., New York,
p. 3-7, 13-18,58-94, 133-136, 191-196.
2. American Society of Mechanical Engineers Boiler and Pressure Vessel Code, Section
VIII, Div. 1, 2001, New York.
3. American National Standard ANSI B16.21, 1978, Nonmetallic Flat Gaskets for Pipe
Flanges, ASME, USA, p. 1-2, 6.
4. Henry, J . A. R., 1983, Exchanger Design Handbook: Fluid Mechanics and Heat
Transfer, 1ra. ed., U.S.A., Hemisphere Publishing Corporation, Vol. 2, p. 2.2.7-1-2.2.7-
11.
5. Harris, D., Morris, M., 1983, Heat Exchanger Design Handbook: Mechanical Design of
Heat Exchangers, 1ra. ed., U.S.A., Hemisphere Publishing Corporation, Vol. 4, p. 4.3.2-
2-4.3.2-11, 4.3.6-1-4.3.6-23.
6. Taborek, J ., 1992, Handbook of Heat Exchangers Design, New York, Begell House,
Inc., p. 3.3.4-1-3.3.4-6, 3.3.5-1-3.3.5-17.
7. Megyesy, E. F., 2001, Manual de Recipientes a Presin, 7ta. Ed., Editorial Limusa,
Mxico, p. 13-25, 85-96, 98-104, 118-128, 140-160, 192-199, 237, 324-333.
8. Bell, Kenneth J ., 1981, Heat Exchangers Thermal-Hydraulic Fundamentals and
Design, U.S.A, McGraw-Hill, p. 537-557.
9. Herrera Figueroa, J . A., 1981, Curso de Diseo de Equipos, Mxico, IPN.
10. Mehra, Davinder K., 1983, Shell and Tube Heat Exchangers, Chemical Engineering, p.
46-56.
11. Spencer, T. C., 1986, Mechanical Design and Fabrication of Shell and Tube Heat
Exchanger, ASME Pressure Vessels and Piping Division, Houston, Texas, p. 131-134,.
12. Saunders, E. A. D., 1988, Heat Exchangers Selection, Design y Construction, New
York, J ohn Wiley & Sons, Inc., p. 3-83, 475-524.
13. Taborek, J ., Aurioles, G., 1989, Effect of 1988 TEMA Standards on Mechanical and
Thermo-Hydraulic Deign of Shell and Tube Heat Exchangers, Philadelphia, p. 79-83.
14. Mukherjee, R., 1998, Effectively Design Shell and Tube Heat Exchangers, Chemical
Engineering Progress, India, p. 21-37.
159
15. Kern, D. Q., 1950, Process Heat Transfer, McGraw-Hill International Book Company,
USA, p. 135-145.
16. Tinker, T., 1951, Shellside Characteristic of Shell and Tube Heat Exchanger: Analysis
of the Fluid Flow Pattern and Tube Heat Exchanger and the Effect of Flow Distribution
on the Heat Exchanger Performance, Proceeding General Discussion on Heat Transfer,
Institution of Mechanical Engineers, London, p. 97-116.
17. Tinker, T., 1958, Shell Side Characteristic of Shell and tube Heat Exchangers: A
Simplified Rating System for Commercial Heat Exchangers, Transactions of the
American Society Mechanic Engineers, Vol. 80, p. 36-52.
18. Bell, K. J ., 1963, Final Report of the Cooperative Research Program on Shell and Tube
Heat Exchanger, Engineering Experimental Station Bulletin No. 5, University of
Delaware, U.S.A., J anuary.
19. Palen, J . W., Taborek, J ., 1969, Solution of Shellside Flow Pressure Drop and Heat
Transfer by Analysis Method, Chemical Engineering Progress Symposium Series, Vol.
65, No. 92, p. 53-63.
20. Taborek, J ., 1992, Shell and Tube Heat Exchanger: Single Phase Flow, Chapter 3. Heat
Exchanger Design Hemisphere, G. F. Hewitt. Begell House, Inc. New York.
21. ESDU 83038, 1983, Baffled Shell and Tube Heat Exchangers: Flow Distribution,
Pressure Drop and Heat Transfer Coefficient on the Shellside, Item Number 83038,
ESDU Engineering Science Data, p. 3-27.
22. J ohnston, D., Wills, 1984, The Prediction of Shellside Flow Distribution and Pressure
Drop in a Shell and Tube Heat Exchanger, Proceeding of the First UK National
Transfer Conference, United Kingdom.
23. Hewitt, GF., Shires GL., Bott TR., 1994, Process Heat Transfer, Shell and Tube Heat
Exchanger, CRC PRESS, U.S.A., p. 271-292.
24. Roetzel, W., Lee, D., 1993, Experimental Investigation of Leakage in Shell and Tube
Heat Exchangers with Segmental Baffles, Heat Mass Transfer, Great Britain, Vol. 36, p.
3765-3771.
25. Pekdemir, T., Davies, T. W., 1994, Pressure Drop Measurements on the Shell Side of
Cylindrical Shell and Tube Heat Exchanger, Heat Transfer Engineering, United
Kingdom, Vol. 15, p. 42-56.
160
26. Keene, L. W., 1994, Computer Modeling Validation for Shell and Tube Heat
Exchangers, Institution of Chemical Engineers, England, p. 611-615.
27. Radojkovic, N., 2003, Experimental Study on Thermal and Flow Processes in Shell and
Tube Heat Exchangers: Influence of Baffle Cut on Heat Exchange Efficiency,
Mechanical Engineering, Serbia and Montenegro, Vol. 1, p. 1377-1384.
28. Kistler, R. S., Chenoweth, J . M., Heat Exchanger Shell Side Pressure Drop:
Comparison of Predictions with Experimental Data, U.S.A., Heat Transfer Research,
Inc., p. 49-58.
29. Gupta, J . P., 1986, Fundamentals of Heat Exchanger and Pressure Vessel Technology,
1ra. ed., U.S.A, Hemisphere Publishing Corporation, p. 1-54, 361-365, 375-377, 381.
30. Yokell, S., 1990, A Working Guide to Shell and Tube Heat Exchangers, 1ra. Ed.,
McGraw-Hill, U.S.A., p. 1-29, 260-262, 495-507.
31. Perry, H. R., 1992, Manual del Ingeniero Qumico, 6ta. ed., Mxico, McGraw-Hill,
Tomo III, p. 11-8.
32. Kakac, S., Liu, H., 1998, Heat Exchangers: Selection, Rating, and Thermal Design, 1ra.
ed., U.S.A., Library of Congress Cataloging-in-Publication Data, p. 249-300.
33. Technical Manual Pressure Pipelines, 1999, AKATHERM-KMF, Holland.
34. Calliester, William D., 2000, Introduccin a la Ciencia e Ingeniera de los Materiales,
3ra. ed., Mxico, Editorial Reverte, Vol. 1, p.
35. Mastercam Version 8 Mill/Design Applications Guide, 2000, 1ra. ed., CNC Software,
Inc., U.S.A., p.1-15.
36. Aguilar, O. R., Cliffe, K., 2001, Design of Plastic Heat Exchangers, Sheffield
University-ChemResist Europe, Corrosion Process Plant in Plastic, p. 12-17, 41-44.
37. Cubberly, W. H., 2000, Metals Handbook Proprieties and Selection: Iron and Steel,
5ta. ed., U.S.A., Vol. 1, p. 181-192.
38. www.suppliersonline.com/research. J unio 2005
39. www.matls.com/research/SearchProperty.asp.
40. Krar, S. F., Check, A. F., 2005, Tecnologa de las Mquinas Herramientas, 5ta. ed.,
Mxico, Alfaomega, p. 264-268, 339-343, 527-529, 585, 630.
41. Mataix, C., 2005, Mecnica de Fluidos y Mquinas Hidrulicas, 2da. ed., Mxico,
Alfaomega, p. 45-46, 106-108.
42. Heat Transfer Bench, Tecquipment, United Kingdom, p. 1-21.
161
43. Flores, G. R., Aguilar, O. R., 2005, Seleccin de Materiales para la Fabricacin de un
Intercambiador de Calor de Tubo y Coraza, 4 Congreso Internacional de Ingeniera
Electromecnica y de Sistemas, IPN, Mxico, p. 5-11.
44. Flores, G. R., Aguilar, O. R., 2006, Seleccin de Materiales para la Fabricacin de un
Intercambiador de Calor de Tubo y Coraza, 9 Congreso Nacional de Ingeniera
Electromecnica y de Sistemas, IPN, Mxico.
45. Soisson, H. E., 1997, Instrumentacin Industrial, 8va. ed., Mxico, LIMUSA, p. 150-
155.
46. Shah, R. K., 1984, Whats new in Heat Exchanger Design, Mechanical Engineering,
Vol. 106, p. 50-59.
162
ANEXO I
HOJA DE REGISTRO DE DIBUJOS
No. DE DIBUJ O No. DE PIEZA TITULO
INTERCAMBIADOR DE CALOR DE TUBO Y
CORAZA
A1-01 B-00 CORAZA
A1-02 C-00 ARREGLO DE TUBOS
A1-03 D-00 ARREGLO DE MAMPARAS
A1-04 E-00 ESPEJ OS FIJ OS
A1-05 F-00 CABEZALES
A1-06 G-00 EMPAQUES
A2-01 B-01 BOQUILLAS DE LA CORAZA
A2-02 B-02 PLACA DE CHOQUE
A3-01 D-01 MAMPARAS
A3-02 D-02 BARRAS DE SOPORTE Y ESPACIADORAS
A4-01 F-01 TAPAS ELIPSIODALES
A4-02 F-02 CANALES
A4-03 F-03 BRIDAS
A4-04 F-04 BOQUILLAS DEL CABEZAL
178
ANEXO II
RESULTADOS TEORICOS DEL COMPORTAMIENTO TRMICO Y DE LA CADA DE PRESIN DEL
INTERCAMBIADOR DE CALOR DE TUBO Y CORAZA
Las predicciones del comportamiento trmico y de la cada de presin en la coraza se realizaron utilizando el mtodo de
Wills-J ohnston, y en la cada de presin en los tubos se aplic el mtodo desarrollado por Henry. Los resultados de estas
predicciones se realizaron con un flujo constante en los tubos y con diferentes flujos en la coraza y estos se muestran en la
tabla II.1.
TABLA II.1 RESULTADOS TERICOS
TIEMPO FLUJO Q Re h p TEMPERATURA
(seg) (l/h) (W) (W/m
2
K) bar C
Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza
0 14700 14700 223710 216456 13239 4401 2886 4497 0.074 0.71 63.9 50.6 15.1 27.8
10 14700 14700 203632 211081 12966 4678 2853 4616 0.074
0.71
62 49.9 18.7 31.1
20 14700 14700 190306 176870 12607 4911 2807 4712 0.074
0.71
59.8 48.5 22.3 32.7
30 14700 14700 161731 159748 12445 5107 2787 4790 0.074
0.71
58.1 48.5 24.8 34.2
40 14700 14700 148313 147775 12259 5260 2763 4849 0.074
0.71
56.7 47.9 26.6 35.3
TIEMPO FLUJO Q Re h p TEMPERATURA
(seg) (l/h) (W) (W/m
2
K) bar C
Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza
0 14700 13800 218641 198172 13293 4375 2893 4425 0.074 0.62 64.0 51.0 18.5 30.9
10 14700 13800 183422 175602 13008 4637 2858 4536 0.074
0.62
61.6 50.7 22.3 33.3
20 14700 13800 170049 145137 12744 4878 2825 4633 0.074
0.62
59.9 49.8 25.8 34.9
30 14700 13800 153261 133874 12588 5090 2805 4715 0.074
0.62
58.6 49.5 28.2 36.6
40 14700 13800 133088 122663 12454 5229 2788 4768 0.074
0.62
57.3 49.4 29.8 37.5
179
TIEMPO FLUJO Q Re h p TEMPERATURA
(seg) (l/h) (W) (W/m
2
K) bar C
Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza
0 14700 12900 225387 194344 13250 3953 2888 4176 0.074 0.54 64.0 50.6 16.3 29.3
10 14700 12900 198595 180717 12936 4147 2849 4262 0.074
0.54
61.7 49.9 19.4 31.5
20 14700 12900 180165 158186 12705 4326 2820 4340 0.074
0.54
60.0 49.3 22.4 33
30 14700 12900 161711 141671 12502 4496 2794 4410 0.074
0.54
58.4 48.8 24.9 34.4
40 14700 12900 148295 132652 12314 4635 2770 4466 0.074
0.54
57.0 48.2 26.7 35.6
TIEMPO FLUJO Q Re h p TEMPERATURA
(seg) (l/h) (W) (W/m
2
K) bar C
Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza
0 14700 12000 215269 202984 13315 3723 2896 4007 0.074 0.47 64.0 51.2 16.2 30.8
10 14700 12000 185094 183362 13039 3890 2862 4083 0.074
0.47
61.8 50.8 19.3 32.5
20 14700 12000 171729 158261 12754 4017 2826 4139 0.074
0.47
60.0 49.8 21.9 33.3
30 14700 12000 156636 145670 12569 4165 2803 4202 0.074
0.47
58.6 49.3 24.2 34.7
40 14700 12000 134797 130341 12370 4289 2777 4254 0.074
0.47
56.9 48.9 26.2 35.6
TIEMPO FLUJO Q Re h p TEMPERATURA
(seg) (l/h) (W) (W/m
2
K) bar C
Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza
0 14700 11100 205154 194083 13380 3542 2904 3857 0.074 0.4 64.0 51.8 17.5 32.6
10 14700 11100 190145 172099 13028 3687 2860 3923 0.074 0.4 61.9 50.6 20.5 33.9
20 14700 11100 168348 156580 12794 3826 2831 3985 0.074 0.4 60.1 50.1 23.0 35.2
30 14700 11100 143139 139812 12646 3956 2812 4041 0.074 0.4 58.6 50.1 25.3 36.2
40 14700 11100 143202 124362 12435 4064 2786 4086 0.074 0.4 57.5 49.0 27.2 36.9
180
ANEXO III
RESULTADOS EXPERIMENTALES DEL COMPORTAMIENTO TRMICO Y DE LA CADA DE PRESIN DEL
INTERCAMBIADOR DE CALOR DE TUBO Y CORAZA
La cada de presin en la coraza y tubos se realizaron directamente al leer las presiones de las boquillas de entrada y de
salida del equipo. El coeficiente de transferencia de calor en la coraza se determin con las diferentes presiones totales y
estticas, y con las velocidades del flujo en la coraza. Los resultados experimentales se realizaron con un flujo constante en
los tubos y con variacin del flujo en la coraza. Estos se muestran en la tabla III.1.
TABLA III.1 RESULTADOS EXPERIMENTALES
TIEMPO FLUJO Q Re h p TEMPERATURA
(seg) (l/h) (W) (W/m
2
K) bar C
Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza
0 14700 14700 223710 216456 13239 6136 2886 4513 0.07 0.78 63.9 50.6 15.1 27.8
10 14700 14700 203632 211081 12966 6523 2853 4601 0.07 0.78 62.0 49.9 18.7 31.1
20 14700 14700 190306 176870 12607 6848 2807 4670 0.07 0.78 59.8 48.5 22.3 32.7
30 14700 14700 161731 159748 12445 7122 2787 4725 0.07 0.78 58.1 48.5 24.8 34.2
40 14700 14700 148313 147775 12259 7335 2763 4766 0.07 0.78 56.7 47.9 26.6 35.3
TIEMPO FLUJO Q Re h p TEMPERATURA
(seg) (l/h) (W) (W/m
2
K) bar C
Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza
0 14700 13800 218641 198172 13293 5994 2893 4396 0.07 0.68 64.0 51.0 18.5 30.9
10 14700 13800 183422 175602 13008 6352 2858 4474 0.07 0.68 61.6 50.7 22.3 33.3
20 14700 13800 170049 145137 12744 6682 2825 4542 0.07 0.68 59.9 49.8 25.8 34.9
30 14700 13800 153261 133874 12588 6973 2805 4598 0.07 0.68 58.6 49.5 28.2 36.6
40 14700 13800 133088 122663 12454 7163 2788 4633 0.07 0.68 57.3 49.4 29.8 37.5
181
TIEMPO FLUJO Q Re h p TEMPERATURA
(seg) (l/h) (W) (W/m
2
K) bar C
Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza
0 14700 12900 225387 194344 13250 5482 2888 4219 0.07 0.58 64.0 50.6 16.3 29.3
10 14700 12900 198595 180717 12936 5750 2849 4282 0.07 0.58 61.7 49.9 19.4 31.5
20 14700 12900 180165 158186 12705 5999 2820 4338 0.07 0.58 60.0 49.3 22.4 33.0
30 14700 12900 161711 141671 12502 6234 2794 4388 0.07 0.58 58.4 48.8 24.9 34.4
40 14700 12900 148295 132652 12314 6427 2770 4427 0.07 0.58 57.0 48.2 26.7 35.6
TIEMPO FLUJO Q Re h p TEMPERATURA
(seg) (l/h) (W) (W/m
2
K) bar C
Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza
0 14700 12000 215269 202984 13315 5306 2896 4132 0.07 0.51 64.0 51.2 16.2 30.8
10 14700 12000 185094 183362 13039 5543 2862 4188 0.07 0.51 61.8 50.8 19.3 32.5
20 14700 12000 171729 158261 12754 5724 2826 4229 0.07 0.51 60.0 49.8 21.9 33.3
30 14700 12000 156636 145670 12569 5936 2803 4275 0.07 0.51 58.6 49.3 24.2 34.7
40 14700 12000 134797 130341 12370 6113 2777 4312 0.07 0.51 56.9 48.9 26.2 35.6
TIEMPO FLUJO Q Re h p TEMPERATURA
(seg) (l/h) (W) (W/m
2
K) bar C
Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza Tubos Coraza
0 14700 11100 205154 194083 13380 5104 2904 4018 0.07 0.43 64.0 51.8 17.5 32.6
10 14700 11100 190145 172099 13028 5313 2860 4067 0.07 0.43 61.9 50.6 20.5 33.9
20 14700 11100 168348 156580 12794 5513 2831 4113 0.07 0.43 60.1 50.1 23.0 35.2
30 14700 11100 143139 139812 12646 5700 2812 4153 0.07 0.43 58.6 50.1 25.3 36.2
40 14700 11100 143202 124362 12435 5856 2786 4186 0.07 0.43 57.5 49.0 27.2 36.9
ANEXO IV PARTICIPACION EN CONGRESOS
III.1 Exposicin en el Cuarto Congreso Internacional de Ingeniera
Electromecnica y de Sistemas, SEPI-ESIME-IPN, Mxico, 2005.
182
IV.2 Primer Congreso Nacional de Investigacin Estudiantil, IPN, Mxico, 2005.
183
IV.3 Exposicin en el Noveno Congreso Nacional de Ingeniera Electromecnica y
de Sistemas, SEPI-ESIME-IPN, Mxico, 2006.
184
Você também pode gostar
- Diámetro Nominal y de Broca para Roscas MétricasDocumento3 páginasDiámetro Nominal y de Broca para Roscas MétricasSantako Libre100% (2)
- Fronius Galvo PDFDocumento2 páginasFronius Galvo PDFserlioAinda não há avaliações
- Castañeda REMDocumento82 páginasCastañeda REMserlioAinda não há avaliações
- Estoy Tratando de Simular Un Sistema Solar FotovoltaicoDocumento2 páginasEstoy Tratando de Simular Un Sistema Solar FotovoltaicoserlioAinda não há avaliações
- Anexo 1Documento3 páginasAnexo 1serlioAinda não há avaliações
- RamirezP M PDFDocumento156 páginasRamirezP M PDFjosecarmen rosasrabanalesAinda não há avaliações
- Tabla de TorquesDocumento1 páginaTabla de TorquesserlioAinda não há avaliações
- Circuitos Basicos de ElectronicaDocumento62 páginasCircuitos Basicos de ElectronicaORLANDOGAP100% (2)
- EatonDocumento4 páginasEatonserlioAinda não há avaliações
- Electricidad-Teoria y TecnologiaDocumento118 páginasElectricidad-Teoria y Tecnologiaormicanb100% (1)
- Mantenimiento Basico Del Sistema Electricos de La CarroceriaDocumento256 páginasMantenimiento Basico Del Sistema Electricos de La CarroceriaAxel ShamirAinda não há avaliações
- 08 - 0170 - ME Selecion de Nodos para Instalacion de Compensacion ReactivaDocumento267 páginas08 - 0170 - ME Selecion de Nodos para Instalacion de Compensacion Reactivasalmo83:18Ainda não há avaliações
- Electricidad-Teoria y TecnologiaDocumento118 páginasElectricidad-Teoria y Tecnologiaormicanb100% (1)
- Club Saber Electrónica - Electrónica DigitalDocumento84 páginasClub Saber Electrónica - Electrónica DigitalSwami Salas Rosado100% (1)
- Modelado, Control y Simulacion de Generacion SFVDocumento100 páginasModelado, Control y Simulacion de Generacion SFVPedro Haran Manrique AyonAinda não há avaliações
- Lineas de TransmisionDocumento36 páginasLineas de TransmisionserlioAinda não há avaliações
- CreacionMapasConceptuales PDFDocumento73 páginasCreacionMapasConceptuales PDFEdward FigueroaAinda não há avaliações
- Impacto de La Masificación de La Generación Solar FotovoltaicaDocumento67 páginasImpacto de La Masificación de La Generación Solar FotovoltaicaserlioAinda não há avaliações
- Codigo Nacional de Electricidad (Suministro 2011)Documento328 páginasCodigo Nacional de Electricidad (Suministro 2011)Alejandro Pedrera CalleAinda não há avaliações
- Electricidad - Manual de Instalaciones Eléctricas (Pirelli)Documento634 páginasElectricidad - Manual de Instalaciones Eléctricas (Pirelli)madenicola10100% (3)
- 5 Quieres Saber Cuanto Consumen Tus ArtefactosDocumento3 páginas5 Quieres Saber Cuanto Consumen Tus ArtefactosJean Carlitos Huaricallo ManriqueAinda não há avaliações
- Microrredes y Aplicacion A Proyectos de ElectrificacionDocumento124 páginasMicrorredes y Aplicacion A Proyectos de ElectrificacionserlioAinda não há avaliações
- Manual de Usuario DIgSILENT Parte I PDFDocumento224 páginasManual de Usuario DIgSILENT Parte I PDFTomás DávilaAinda não há avaliações
- Redes Electricas en HabilitacionesDocumento50 páginasRedes Electricas en Habilitaciones19848096Ainda não há avaliações
- Cf-Severino Ba PDFDocumento70 páginasCf-Severino Ba PDFserlioAinda não há avaliações
- 47 SeptiembreDocumento8 páginas47 SeptiembreserlioAinda não há avaliações
- Generacion Distribuida de La Energia ElectricaDocumento245 páginasGeneracion Distribuida de La Energia ElectricaPaul Yauri UnoccAinda não há avaliações
- Renovables y Generacion DistribuidaDocumento17 páginasRenovables y Generacion DistribuidaserlioAinda não há avaliações
- 2014 9 PDFDocumento101 páginas2014 9 PDFserlioAinda não há avaliações
- Ley de La Industria EléctricaDocumento47 páginasLey de La Industria EléctricanasrunAinda não há avaliações
- Recetario Vol 2Documento31 páginasRecetario Vol 2Bibi Rauddi100% (2)
- DosificadoresDocumento4 páginasDosificadoresAnthony Mondragon PerezAinda não há avaliações
- CARACTERIZACION DE LAS BRIGADASsomos VenezuelaDocumento193 páginasCARACTERIZACION DE LAS BRIGADASsomos VenezuelaNANCI LOPEZAinda não há avaliações
- 1 - LA PUBERTAD Y LA ADOLESCENCIA (Delval, Juan)Documento11 páginas1 - LA PUBERTAD Y LA ADOLESCENCIA (Delval, Juan)Eliud Guerrero100% (1)
- Pregunta 4Documento2 páginasPregunta 4Saira BasurtoAinda não há avaliações
- Brown Creative Travel Adventure Trifold BrochureDocumento2 páginasBrown Creative Travel Adventure Trifold BrochureAid KavAinda não há avaliações
- PRT 003 - Protocolo de Medidas Preventivas para El Ingreso y Salida Del Personal en Obras y Evitar El Contagio Por Covid-19Documento9 páginasPRT 003 - Protocolo de Medidas Preventivas para El Ingreso y Salida Del Personal en Obras y Evitar El Contagio Por Covid-19Daniel RamirezAinda não há avaliações
- Proyectos de Reciclaje o Reutilización Más NovedososDocumento15 páginasProyectos de Reciclaje o Reutilización Más NovedososMishelle RosarioAinda não há avaliações
- Cómo Hacer Que Los Alimentos para La Sonda NasogástricaDocumento6 páginasCómo Hacer Que Los Alimentos para La Sonda Nasogástricamilagros100% (1)
- Artrópodos (Generalidades y Arácnidos)Documento17 páginasArtrópodos (Generalidades y Arácnidos)Guillermo PadillaAinda não há avaliações
- Por Ti No Me Rendiré de Edgar Lorenzo MatosDocumento116 páginasPor Ti No Me Rendiré de Edgar Lorenzo Matosscarlett_myers_1100% (1)
- Cultivos Tropicales 0258-5936: Issn: Revista@inca - Edu.cuDocumento7 páginasCultivos Tropicales 0258-5936: Issn: Revista@inca - Edu.cuPriscila N Gomez TeyerAinda não há avaliações
- Necesidades de Agua de Los CultivosDocumento8 páginasNecesidades de Agua de Los Cultivosanon-497782100% (1)
- Historia de La Gastronomia MundialDocumento4 páginasHistoria de La Gastronomia Mundialrebeca velasque guerraAinda não há avaliações
- Beneficios y Usos Que Le Puedes Dar A La Ceniza de MaderaDocumento6 páginasBeneficios y Usos Que Le Puedes Dar A La Ceniza de MaderatujefejuanAinda não há avaliações
- Biorremediación Trichoderma, PROBIOMA Marzo 2012Documento47 páginasBiorremediación Trichoderma, PROBIOMA Marzo 2012David Ángel Caballero Toledo100% (2)
- La Inseguridad en El PerúDocumento11 páginasLa Inseguridad en El PerúBruno100% (1)
- Ciclos Del AguaDocumento3 páginasCiclos Del AguaYaseniMoreno100% (1)
- Informe de Soldadura Por Arco ElectricoDocumento14 páginasInforme de Soldadura Por Arco ElectricoElmer catacoraAinda não há avaliações
- Caso Clínico AprobadoDocumento10 páginasCaso Clínico AprobadoDiego TrianaAinda não há avaliações
- RP Cta5 k14 FichaDocumento20 páginasRP Cta5 k14 Ficharosa luz100% (1)
- Jaiba Ariza Mejia MoraDocumento15 páginasJaiba Ariza Mejia MoraJeimi MejiaAinda não há avaliações
- Panel Caving y Sus VariacionesDocumento1 páginaPanel Caving y Sus VariacionesKevin QuirozAinda não há avaliações
- ¿ Qué Es La Salud Mental ARREGLADODocumento2 páginas¿ Qué Es La Salud Mental ARREGLADOangel gracianiAinda não há avaliações
- Informe de Laboratorio Farmacia MagistralDocumento12 páginasInforme de Laboratorio Farmacia MagistralJulian Rojas100% (1)
- Cuadro Comparativo de Puestos de TrabajoDocumento3 páginasCuadro Comparativo de Puestos de TrabajoANGELAinda não há avaliações
- Estudio de Riesgos AyacuchoDocumento184 páginasEstudio de Riesgos AyacuchoJose Carlos Risco MendozaAinda não há avaliações
- Tamariz Angeles Carmen Del RosarioDocumento2 páginasTamariz Angeles Carmen Del RosarioJose AntonioAinda não há avaliações
- Plantilla de Cuadro Comparativo en Word 11Documento6 páginasPlantilla de Cuadro Comparativo en Word 11Leo FigueroaAinda não há avaliações
- Aves de Minca Miles McmulanDocumento26 páginasAves de Minca Miles Mcmulanmoicorr100% (2)