Escolar Documentos
Profissional Documentos
Cultura Documentos
Catalytic Conversion Synthesis Gas To Methanol and Other Oxygenated Products
Enviado por
Matthew Montgomery0 notas0% acharam este documento útil (0 voto)
18 visualizações11 páginasie00053a002
Título original
ie00053a002
Direitos autorais
© © All Rights Reserved
Formatos disponíveis
PDF, TXT ou leia online no Scribd
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoie00053a002
Direitos autorais:
© All Rights Reserved
Formatos disponíveis
Baixe no formato PDF, TXT ou leia online no Scribd
0 notas0% acharam este documento útil (0 voto)
18 visualizações11 páginasCatalytic Conversion Synthesis Gas To Methanol and Other Oxygenated Products
Enviado por
Matthew Montgomeryie00053a002
Direitos autorais:
© All Rights Reserved
Formatos disponíveis
Baixe no formato PDF, TXT ou leia online no Scribd
Você está na página 1de 11
Ind. Eng. Chem. Res.
1991,30, 811-821 811
leged to have been among his colleagues. whilean employee of E. I. du Pont de Nemours and Company.
Heis now Executive Director, American Institute of Chemical
Engineers. 345 East 47 Street, New York, NY 10017.
Acknowledgment
This tribute has been submitted for publication to In-
dustrial & Engineering Chemistry Research as well 8s to
the National Academy of Sciences Biographical Memoirs,
where it will appear in Vol. 65. The generosity of both
organizations in permitting this dual publication is ap-
preciated.
Richard E. Emmert received his Ph.D. degreeunder Dr. Pig-
fords direction and had many consulting associations in later years
Harold S. Kemp received his.doctorateAd joined E. I. du Pont
de Nemours and Company at about the sametime as Robert
pigford, For many years they shared an office later, during
Prof. Pigfords academic tenure, continued their professional
association on a consulting basis. Dr. Kemp, a former president
of AIChE, is now retired and resides at 20 Crestfield Road,
Wilmington, DE 19810.
Professors Metzner and Wilke knew Professor Pigford over
many decades as a faculty colleague, the former at the University
of Delawareand the latter at the University of California at
Berkeley.
Catalytic Conversion of Synthesis Gas to Methanol and Other
Oxygenated Products
Alvin B. Stiles,* Frank Chen, J effrey B. Harrison, Xiaodong Hu, David A. Storm, and
H. X. Y ang
Center for Catalytic Science and Technology, Department of Chemical Engineering,
TheUniversity of Delaware, Newark, Delaware 19716
This paper reports the results obtained in an extended program on the conversion of synthesis gas
to methanol and higher alcohols. Modifications were made in the catalyst composition, method of
fabrication, promoters, and moderators. Test conditions were also modified as a temperature,
pressure, gas composition, space velocity, and production rate. Methane and other hydrocarbon
production was held to less than 5% of the CO reacted. Product could be controlled as to the percent
of higher alcohols in the anhydrous product to between 0 and 80%, and the identity of the alcohols
could be controlled to predominantly ethanol, propanol, or isobutyl alcohol; these factors plus high
production rates give the process exceptional commercial appeal. An unexpected result of the effort
was observing that substantial percentages of acetaldehyde, propioaldehyde, isobutyraldehyde, and
methyl ethyl ketone could be produced, which translates to acetic and propionic acids and methyl
tert-butyl ether. As a result of the extensive data, a new alcohols synthesis mechanism is proposed.
The catalytic direction of synthesis gas to specific
products is one of the most striking examples of the spe-
cificity and directivity of catalysts. One of the most spe-
cific reactions for synthesis gas is that of its conversion to
methane over a nickel or ruthenium catalyst, the products
being essentially 100% methane. The other leg of the
specificity spectrum is the conversion of synthesis gas to
methanol in over 99% yield and very high production rate
(Berkman et al., 1940; Davies et al., 1967; Dodge, 1933;
Frolich and Lewis, 1928; Stiles, 1977, 1978; Wentworth and
Stiles, 1980; Casey et al., 1974; Hydrocarbon Process.,
1969a-c). This is usually performed over a catalyst com-
prised of copper, zinc, and aluminum or chromium oxides.
Between these two extremes are processes whereby syn-
thesis gas can beconverted to methanol plus high alcohols
and some other oxygenated products (Klier, 1980; Larson,
1936; Morgan and Hardy, 1933; Smith and Anderson, 1983;
Sabatier, 1923; Stiles, 1985; Sugier and Freund, 1978, 1981;
Courty et al., 1982; Wunder, 1980). Other examples are
the conversion of synthesis gas to Fischer-Tropsch prod-
ucts over a promoted iron, cobalt, or ruthenium catalyst
(Fischer and Tropsch, 1921; 1923; Mittasch and Schneider,
1913). Other examples are the conversion of synthesis gas
to ethylene glycol and to long straight-chain alcohols. The
former is conducted with a rhodium catalyst, moderated
with a bromine or iodine organic halide. The long
straight-chain alcohols are produced at relatively high
pressures and low temperatures over a ruthenium catalyst
(unpublished Du Pont work)
0888-5885/91/ 2630-081 1$02.50/0
The primary objective of our work has been to econom-
ically convert synthesis gas to methanol and specific higher
alcohols while simultaneously producing controlled quan-
tities of aldehydes and methyl ethyl ketone (MEK). This
research is one of the outstanding examples of cooperation
between university and corporate researchers.
The development of a catalyst or a family of catalysts
and process conditions has made it potentially possible for
the economical, commercial synthesis of methanol and
higher alcohols of both specific quantity and identity. The
proportion of higher alcohols is such that the mix could
be added to gasoline and have it miscible in al l proportions
and under all temperature conditions. This required that
methanol be produced with at least 2090 higher alcohols
in the crude product and preferably 30% if this level could
be economically and efficiently attained. This objective
has been attained, but as is customarily the case, there are
incidental discoveries made during the research that make
the objective more complex than as originally established.
I t is noteworthy and reassuring that although the synthesis
of alcohols from synthesis gas has been a topic of research
for at least 75 years, there are still many valuable inven-
tions to be made. A case in point is that there was no time
during the course of this study that an important invention
or discovery was not made in a given quarter.
In the description of our research and research results
that follow, wewill attempt to take the reader along our
journey of effort in a manner that should show the step-
by-step progress and thought-by-thought development of
0 1991 American Chemical Society
812 Ind. Eng. Chem. Res., Vol. 30, No. 5, 1991
' 2 3 4 5 h
I
I
-
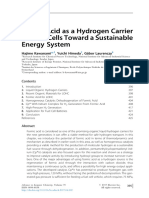
I . Themregulator 7. Thermocouple
2. -cylinder 8. Electrodes
3. Saturated bicarbonate solution 9. Temperature indicator
4. Water IO. Recorder
5. Mixed metal nitrates solution I I . Switch board
6. Electric stirrer 12. pWmV/ion meten
Figure 1. Coprecipitation apparatus
the research program. We started with two simple primary
premises. One was that the most efficient methanol syn-
thesis catalyst available at the time would be the base line
of the development. Second, the modifications would be
made in this catalyst composition and operating conditions
to increase the production of higher alcohols without si-
multaneously increasing unwanted methanation and other
hydrocarbon byproducts.
Establishing the First Benchmark with a Pure
MeOH Catalyst
As previously stated, when synthesizing methanol, this
reaction can be conducted with such efficiency that nothing
other than a product containing 99.5% methanol and 0.5%
higher alcohols and aldehydes is produced. Methanation,
other hydrocarbons, and dimethyl ether (DME), a frequent
scourge of alcohol synthesis catalysis, are completely
avoided. This catalyst is well-known in the art of having
copper oxide-zinc oxide-aluminum oxide components.
The ratio of copper to zinc can be varied very substantially
with a ratio of 1:l to 1:6 Zn/Cu being favored. The amount
of aluminum oxide can also be varied but is usually on the
order of 10-20% of the total mixed oxides. The precipi-
tation conditions and the precipitant may be varied, but
usually precipitation is conducted at temperatures in the
range 25-35 "C using sodium bicarbonate as a precipitant
and eventually ion exchanging the sodium out of the
calcined precipitate by resuspending the calcined sodium-
contaminated catalyst in an ammonium bicarbonate so-
lution (Barnes et al., 1975; Davies et al., 1967). It is gen-
erally known that sodium is a severe depressant for
methanol synthesis activity and also modifies the mecha-
nism of alcohol synthesis.
The most obvious and fruitful start for the research and
development was considered to be to prepare first a highly
specific and high productivity methanol synthesis catalyst.
This was done following the general procedure given above.
The precipitation was conducted at 35 "C. (The precip-
itation equipment is shown in Figure 1.) The copper, zinc,
and aluminum salts were as nitrates; the concentration of
the solution was approximately 1 M. The ratio of copper
to zinc was 4:1, and aluminum nitrate was added in a
quantity adequate to give 20% aluminum oxide in the
finished catalyst. Carbon dioxide was sparged through the
slurry at all times of precipitation and for 1 h after the
completion of the precipitation. The reason for this is that
there is evidence that the copper and zinc oxides are most
active and specific when they result from the decompo-
sition of a basic carbonate as high as possible in COS ratio.
1
1. DiaphramCompressor 1. Needle Valves
2. Rotameter 8. PunRcr
3. Fl ow Regulator 9. Pressure Gauge
IO. ReactorAssembly 4. Check Valve
11. Liquid Receiver 5. Punfier
6. Hcat Exchanger I?. Back-PrrssureRegulator
'>. Valco 6-pon Valve
Figure 2. Synthesis unit of alcohols.
Under normal precipitation conditions of elevated tem-
perature and without the C02 addition, the ratio of car-
bonate to hydroxide in the precipitate is about 1:l. With
the COz addition, it is slightly above this.
The precipitate obtained above was filtered, washed,
dried, and eventually calcined at 350-400 "C. It was then
pulverized and suspended in a 0.1% ammonium-bi-
carbonate solution to ion exchange the sodium from the
precipitate. After sodium ion removal, the catalyst was
dried and formed into pellets on a pharmaceutical-type
pilling machine. For the laboratory test, these pellets were
crushed and screened to 8-14 mesh for use in the test
reactor.
After careful reduction at 250 "C, the catalyst was tested
at 1200 psi using a gas comprised of 88% hydrogen, 6%
C02, and 6% carbon monoxide in the equipment shown
in Figures 2 and 3. Space velocity was 40000 (vol-
umes/h)/volume of catalyst at STP. Under these con-
ditions, the product volume was produced equivalent to
6 (mL of methanol/h)/mL of catalyst in the reactor
(equivalent to the productivity in a commercial operation
of 6 (tons/day of methanol)/ft3 of catalyst bed).
For further base-line establishment, a commercial
methanol plant produces at a rate of approximately 0.75
(ton/day)/ft3 of catalyst volume. Some plant operations
are in the range of 0.5 ton/ft3, whereas other installations
may obtain approximately 1 (ton/day)/ft3 of catalyst bed
(Wentworth and Stiles, 1980). The objective is to produce
as much as possible per unit volume of reactor, but because
the exotherm in methanol synthesis is very high, the heat
dissipation becomes a severe problem when production is
higher than 1 (ton/day)/ft3 of catalyst bed. The heat
dissipation requirements are even greater when higher
alcohols are produced. They become unmanageable when
there is a substantial amount of methanation, and this is
one reason why methanation must be avoided. If it is
initiated in the reaction evnironment, the exotherm is so
great that it overloads the heat-exchange system and a
runaway reaction with severe consequences can occur.
When the catalyst previously described was evaluated
in the laboratory-scale reactor and a production rate of 6
(mL of CH30H/mL catalyst)/h was obtained, no dimethyl
ether or methanation could be detected. Higher alcohols
were less than of 1% of the crude product.
The First Steps in the Development of a Catalyst
of Higher Alcohols
A stock lot of the catalyst previously described as a pure
methanol synthesis catalyst was prepared for evaluation
in the test unit. I t is common knowledge that alkalies will
radically modify and moderate a catalyst of copper ox-
Ind. Eng. Chem. Res., Vol. 30, No. 5, 1991 813
4"
4 -
Table I. Comparison of K. Rb, and Cs and Their Effect on the Fraction of Higher Alcohols and Methanationa
feed gas
CHI prod, (mL anhyd
comp HA selectivity ,d alcohols/mL
T, "C P, psi CO H2 fractionb % catal.) / h SV,E km/h
4% K 400 2500 40 60 66.2 11.1 1.61 40
4% Rb 400 2500 40 60 48.2 6.3 1.62 40
4% cs 400 2500 40 60 30.0 5.8 1.67 40
2% Cs, 2% K 400 2500 40 60 46.3 5.9 1.60 40
'Cu/Zn/Mn/Co/Cr =4/1/3/0.025/0.30. *HA =higher alcohols. cSpace velocity. dAs % of CO reacted.
5 / 0 "
4 1/16'
1
2 25"
a B
I
Figure 3. Reactor assembly and catalyst cartridge details.
ide-zinc oxide-aluminum oxide composition. Conse-
quently, approximately 1 % ptassium carbonate was im-
pregnated into the first sample and 1% rubidium carbo-
nate into the second sample, and 1% cesium carbonate was
coated onto the third sample of the methanol synthesis
catalyst. When these samples were evaluated, it was ev-
ident that the catalyst was very sharply reduced in activity.
Furthermore, it was necessary to raise the temperature in
order for any reaction at all to take place. As the tem-
perature was gradually raised, the productivity increased
but was always sharply below 6 mL/mL of catalyst as
previously reported for the catalyst producing pure
methanol. Usually the productivity was less than 1
(mL/mL of catalyst)/h, which of course dropped the
productivity below the level required for a commercial
plant. However, as the temperature was raised, prod-
uctivity was increased and two other factors emerged. The
first effect was that the quantity of total alcohols was
increased and also the proportion of higher alcohols in the
crude was increased. A second and very undesirable effect
was that methanation began to appear as a significant
product of the reaction.
When the pressure and temperature had been optimized
for these catalysts, the higher alcohol content was ap-
proximately 8% of the crude with potash as the moderator,
5% with rubidium, and approximately 3% with cesium
(see Table I). The methanation characteristics of the three
alkalies were just the reverse, with cesium producing ap-
proximately 2% methanation and the potassium approx-
imately 5%. It is evident that the addition of alkalies had
a profound effect on the catalytic performance of a so-
called high-performance methanol synthesis catalyst.
Before leaving the discussion of the copper oxide-zinc
oxidealuminum oxide catalyst, it is well to point out that,
in establishing the preferred ratio of copper to zinc, cat-
alysts have been made approaching zero zinc and even-
tually zero zinc being one of the fabrications. The si g
nificant fact is that as one exceeds a 6:l ratio of copper
to zinc, the activity drops sharply and when one prepares
a copper oxide-aluminum oxide catalyst alone, it has es-
sentially no activity for methanol synthesis. When one is
determining the mechanism and surface effects of the
methanol synthesis catalyst, this fact should be borne in
mind and certainly indicates a strong influence of the zinc
oxide and copper oxide on each other. Zinc chromite, on
the other hand, is the catalyst used in the older high-
temperature (400 "C) high-pressure (5000 psi) operations
and is an acceptable catalyst under these conditions.
Step Two in the Development
I t has been known for decades that manganese is an
effective higher alcohol catalyst (Gresham, 1952). At one
time, a manganese chromite was used commercially to
convert synthesis gas to higher alcohols and methanol, with
the fraction of higher alcohols being approximately 33 %
of the product of crude alcohols. I t is also a historical fact
that this catalyst required operation at extremely high
pressures approaching 15 000 psi and produced large
quantities of methane approaching 12%. Furthermore,
some of the higher alcohols were almost like waxes and
tended to remain on the catalyst and produce a deacti-
vating quantity of carbonaceous deposit.
I t was obvious from these historical facts that if man-
ganese were to be added as a promoter for higher alcohols,
the quantity should be kept to a relatively low level. Also
it was not known what the effect of the copper and zinc
combined with the manganese might have. The first step
was to include manganese as 1 mol in a composition com-
prised of 2 mol of copper and 2 mol of zinc. The effect
of manganese and the relationship between zinc, manga-
nese, and copper was the subject of a substantial amount
of our effort, with the final answer being that manganese
814 Ind. Eng. Chem. Res., Vol. 30, No. 5, 1991
Table 11. Effect of Pressure on Productivity and Fraction
of Higher Alcohols of Anhydrous Crude
feed
gas CHI 70 anhyd prod, (mL anhyd
P, T, camp selectivity," HA in alcohols/mL
psi OC CO H2 % crudeb catal.) /h
1500 400 40 60 15.5 35.0 0.8
2500 400 40 60 8.4 25.3 1.5
3750 400 40 60 4.0 14.1 2.9
"As % of CO reacted. bHA =higher alcohols.
has a deactivating effect in addition to its promoter action
for higher alcohols. In fact, it seemed almost without
exception that anything that increased higher alcohol
production also decreased the total productivity of the
catalyst.
At this time, the catalyst composition was standardized
on 2 atoms of Cu:2 atoms of Zn:2 atoms of Mn, with the
aluminum oxide being present at a constant 20% of the
total weight. With this catalyst composition operating in
a temperature range of 375-400 "C and at a pressure of
1200 (which was eventually increased to 2500 psi for an
extended period of research), the higher alcohol fraction
approached 20%.
Of these higher alcohols, the C2 fraction was approxi-
mately 2%, the C3 fraction (n-propanol) was approximately
1370, and the isobutyl alcohol fraction was approximately
5%. There was little or no alcohol above butanols. Since
wehad already learned that alkalies had a profound effect
on methanation, higher alcohols production, and total
productivity, weexamined cesium, rubidium, and potas-
sium in the levels of from 1% to 10% as carbonates. The
maximum higher alcohols were produced with 10% po-
tassium carbonate as moderator, but under these condi-
tions, the productivity was less than commercially ac-
ceptable and methanation was on the order of 15-2070.
A much more efficient reaction was obtained with cesium
and rubidium or cesium and potassium or rubidium and
potassium mixtures, but still the methanation was unac-
ceptable and the productivity was intolerably low.
I t was previously mentioned that the pressure was in-
creased from 1200 to 2500 psi. The effect was very sig-
nificant in that the productivity increased to a very high
level of approximately 2 (mL/mL of catalyst)/h. Sur-
prisingly, the kinetics were such that the total quantity
of higher alcohols produced was essentially the same as
at the lower pressure, but the methanol production had
sharply increased with the result that the percentage
fraction of higher alcohols had dropped now to approxi-
mately 10%. (See Table 11.) Because of the high prod-
uctivity of total alcohols at the 2500-3500 psi pressure
level, it was decided to standardize, at least for the time
being, at the 2500 psi level and to learn how to increase
the higher alcohol fraction.
Cobalt as an Additive to the Catalyst Composition
Our attention at this time was called to publicity relating
to an invention at the French Petroleum Institute in which
substantial quantities of cobalt were added to the com-
position normally producing methanol. Patents were is-
sued (Sugier and Freund, 1978,1981), and this gave us an
opportunity to examine cited examples. The requirement
that became evident was that it was absolutely necessary
to operate this catalyst at low temperature, lower than the
temperature that wehad been using for the high alcohols
in our composition. We attempted, as a matter of fact, to
raise the temperature to a point where additional prod-
uctivity was obtained, but weencountered a runaway re-
action fusing the catalyst in the reactor. However, the
product during a period of relative stability of the reaction
did contain an unusual amount of ethanol. I t became
evident that the addition of cobalt in tolerable quantities
might give us a catalyst that had the capability of pro-
ducing ethanol, as well as propanol and isobutyl alcohol.
Previous catalysts, which wehad examined, those con-
taining manganese for example, produced little or no
ethanol, and it was not until the cobalt information became
available to us that convincing evidence was available in-
dicating that ethanol could be produced in relatively large
quantities. Such information was of considerable interest
to us; however, wesoon learned that a commercial catalyst
of the type described in the patent could not be made and
operated in a plant reactor without substantial risk of
severe damage or even converter meltdown (Mullen and
Wigg, 1975).
Utilizing prior data, it was reasoned that a small amount
of cobalt with a relatively large amount of alkaline mod-
erator would make a catalyst having characteristics in
which the higher alcohol productivity and particularly
ethanol were increased. Although the patent referred to
cobalt contents in the 5-5070 range, catalysts with even
the low range of cobalt produced a catalyst that was un-
controllable even with large quantities of alkali. As a
consequence, we decreased the amount of cobalt very
substantially to the point where instead of having 5-50%
wehad from 0.01 70 to 2.0%. I t then became necessary to
again optimize all ingredients in the catalyst. As a result
of this optimization, the copper atomic ratio was set at 4,
manganese at 3, zinc at 1, and cobalt at 0.025. All of these
exploratory catalysts at this time contained 20% copre-
cipitated aluminum oxide.
Wehad noted that in earlier evaluations when wesub-
stituted chromium oxide for aluminum oxide there was a
tendency for an increased production of higher alcohols.
Pursuing this observation, wegradually removed, the alu-
mina and replaced it with 20% chromium oxide from
chromium nitrate. It is imperative that one carefully note
the fact that the chromium oxide was from chromium
nitrate and not from chromic acid, an anhydride in which
the valence of the chromium is 6. The significance of the
difference in sources of chromium is that with chromium-
(3+) the tendency for the formation of a spinel with copper
and zinc is much less than with the chromium in the
hexavalent state. In the hexavalent state, the chromium
will form a basic copper and zinc chromate that on de-
composition forms the spinel. With the chromium oxide
being derived from chromium nitrate, it is necessary for
a solid-state reaction to take place, and this requires
substantially higher temperatures than are reached in the
processing of the catalyst. Wewill not dwell further on
the effect of the chromium oxide from two different
sources, except to say that there is a very significant dif-
ference between the catalysts produced from the two
sources of chromium.
Alkaline Earths as Added Ingredients
The exploratory alkaline-earth ingredients that wehave
and will be considering either may be incorporated as new
ingredients with basic copper, zinc, manganese, cobalt, and
chromium or may be substitutes for the stabilizer that is
identified at the present as either or both chromia and
alumina. As wehave seen, the chromium, though a sta-
bilizer, is also a catalytically active ingredient. With regard
to the alkaline earths, they are also considered to be sta-
bilizers. In most cases, when they were added, there was
a simultaneous decrease in the amount of alumina or
chromia in the catalyst composition. As an example, when
Ind. Eng. Chem. Res., Vol. 30, No. 5, 1991 815
Table 111. Effects of Added Ingredients"
effect on
added shift in HA
ingredient quantity, 5% productivity methanation HA ratiob components remarks
Ca
Sr
Ba
Ce
La
Nd
mixed La
Si02
TiOz
ZrO,
5
5
5
5
5
5
5
5
5
5
none
none
increase
none
decrease
none
none
none
none
increase
none
none
increase
increase
little
little
slight increase
increase
increase
increase
none
little
increase
increase
little
slight increase
slight increase
decrease
decrease
increase
little change
more C3-C4
more C3-C4
no change
no change
no change
little change
more Cz's and C3's
more aldehyde
more aldehyde
increased DME
some increased DME and aldehyde
"All are added as nitrate salts except SiOz and TiOZ, which are derived from colloidal silicia (colloidal SiOl derived fromLudox, a Du Pont
product and trademark) and Tyzor (Tyzor, the source of the TiOz, is a lactic acid ester of TiOz which hydrolyzes to Ti(OH)4 in water).
Effects of each of the above can be moderated (tailored) bv alkali carbonate, catalyst preparation conditions, and changes in other ingre-
. -
dients. HA =higher alcohols.
barium carbonate was used as an ingredient, the quantity
was approximately 5% of the total weight of the catalytic
material, whereas the chromium, if it were retained in the
same quantity previously added, would have been 20%.
However, the barium replaced 5% of the chromium so that
the stabilizer quantity remained identical at 20% of which
15% was chromium and 5% was barium. In our exami-
nation of alkaline earths, this was a quantity that was
adequate for qualification of the effects.
Briefly, the alkaline earths were catalytically relatively
inert, with barium carbonate being the only one that ap-
peared to have any significant effect. Calcium, magnesium
and strontium as coprecipitated carbonates had little de-
tectable catalytic effect. However, magnesium carbonate
is probably one of the best stabilizers, permitting high-
temperature operation with little or no adverse thermal
deactivation. In summary, the alkaline earths are basically
inert and basically good stabilizers, assuring high thermal
stability. Barium carbonate has a significant effect on the
ratio of higher alcohol production and in the shifting of
the higher alcohols toward the high end of the spectrum,
that is, butanols and higher alcohols.
Effect of Lanthanides
Cerium, lanthanum, and neodymium were evaluated
individually, and mixed lanthanides were also used as a
single component. The mixed lanthanides are a run-of-
mine product available through the primary producers but
having variable composition because of the type of mineral
being processed. Furthermore, some specific lanthanides
may be removed because of market conditions favoring
their removal and sale as individual products.
A summary of the effect of lanthanides is basically that
cerium oxide has a significant effect on the production of
higher alcohols but at the expense of a strong tendency
toward increased methanation. The logical next step was
to attempt control of the methanation by using the alkali
carbonates as moderators. The best results were experi-
enced generally with a mixture totaling 4-6'70 potassium
and cesium carbonates.
Returning to the lanthanides, it should be pointed out
that cerium appears to have a beneficial effect on the
stability of the catalyst toward high-temperature deacti-
vation and also resistance to halide and sulfide poisoning.
This is an observation rather than a conclusion. A second
observation, however, is that a catalyst that is to be op-
erated primarily as a methanol catalyst at low tempera-
tures and relatively low pressures also will be more apt to
beneficially utilize the ceria when added as a minor com-
ponent. I n other words, when operating at low tempera-
tures and pressures, cerium is a beneficial constituent
particularly when the crude alcohol comprises only 10%
higher alcohols.
Silica, Titania, and Zirconia as Ingredients
A brief summary of these three refractory oxides is as
follows. Silica as a component replacing alumina or
chromia completely alters the composition of the oxygen-
ated products. As might be expected, it has a very strong
dehydration tendency and increases the dimethyl ether
very substantially. For example, at elevated temperatures
of 400-425 " C, as much as 10% dimethyl ether may be
produced. Ordinarily, there is little or no market for the
dimethyl ether; however, if there would be adequate
market (for instance the conversion of the DME to gasoline
or the use of the DME as a propellant in spray cans), then
this would be good information to exploit.
Titania at low temperatures (that is, 230-270 "C) ap-
pears to behave only as a stabilizer. At higher tempera-
tures, evidently there is a partial reduction of the titania
with the result that it enters into the reaction but not
beneficially. In contrast, zirconia tends to increase the
fraction of higher alcohols when operated at high tem-
peratures, but it also has a strong tendency to increase
methanation. This could possibly be controlled by the
amount and type of alkali, but there appeared to be no
beneficial effect of the zirconia, which justified an extended
investigation of this factor.
The catalytic effects imparted by alkaline earths, lan-
thanides, and the SiOz, TiOz, and ZrOz family are tabu-
lated in Table 111.
Effect of Changes in Pressure
The pressure of the reaction was investigated at levels
of 1200,1500,2000,2500,3500, and 4500 psi. The evidence
wegathered under these pressure differences indicated
that the best operating pressure for the synthesis of
methanol and higher alcohols in the 20-3070 range was
2500-3500 psi. Because it is more economical to compress
only to 2500 psi, most of our tests were made at this
pressure. I t was under these conditions that high prod-
uctivity (that is, 2 (mL of alcohol/mL of catalyst)/h), low
methanation (less than 5% of the reacting carbon mon-
oxide), and controllable distribution of the higher alcohols
was obtained. There has been a brief description of the
effect of pressure and that will be repeated briefly as
follows. When seeking higher alcohols, the pressures in
the range 1200-1500 psi have the dual effects of giving
unacceptable low productivity and unnecessarily high ratio
of higher alcohols. The foregoing implies that a catalyst
developed for 2500 psi operation must be varied in com-
816 Ind. Eng. Chem. Res., Vol. 30, No. 5, 1991
1
1
0.2 -I \ \
0.c
0 100 200 300 40 0 500
Temperature ( OC)
1
o'2 1 H2/CO =2
\
c
I H2'cc
\ I atm
0 I O0 200 300 400 500
Temperature ( OC )
l 2 1
a.. I 200
I." I
O 2 1 H2/CO=2
\
0.0 , I
I I I I I I
0 IO0 200 300 400 500
Temperature ( OC)
Figure 4. (a, top left) Methanol equilibrium at Hz/CO of 2. (b, top right) ethanol equilibrium at Hz/CO of 2. (c, bottom left) propanol
equilibrium at H2/C0 of 2. (d, bottom right) Iso-butyl alcohol equilibrium at H,/CO of 2.
position to be suitable for 1200-1500 psi operation. Con-
sequently, it becomes necessary, when varying from one
pressure to another, for the composition to be altered to
accommodate the catalyst to the operating conditions and
the desired product distribution.
A general rule also is that, as the pressure is increased,
the kinetics are such that the higher alcohols are not si-
multaneously increased to the degree that the methanol
is (Table 11), and as a consequence, the ratio of higher
alcohols is decreased. The productivity, however, and
efficiency of the operation (that is, minimization of me-
thanation) are benefited by higher pressure.
I t should be reemphasized that the methanol and higher
alcohol equilibrium (Figure 4) is favored by low temper-
ature and high pressure so that if one is operating at low
pressure then low temperatures must be used. However,
it is evident from previous discussions that, when making
a high ratio of higher alcohols, productivity may be une-
conomically low. Consequently, with the types of catalyst
that wehave investigated, operating at low pressure and
the required lower temperature essentially dictates that
the higher alcohol fraction may not exceed 20% if prod-
uctivity is to be economically acceptable. This probably
is as high a fraction as is necessary for blending with
gasoline to assure complete miscibility of all ratios of
gasoline oxygenates (Most and Longwell, 1975; Mullen and
Wigg, 1975; Pasquon and Dente, 1963; Powel, 1975; Flem-
ing and Chamberlain; 1975; Ingamells and Lindquist, 1975;
Tillman et al., 1975; Barnes et al., 1975). When operating
at 2500-4500 psi, the temperature that is favored is in the
range 375-440 "C. A catalyst that produces very efficient
reaction at the lower temperature appeared to effect very
high methanation at higher temperatures.
When this excessive methanation was first encountered,
it was naturally attributed to the catalyst. It was, however,
suspected and later shown that the materials of con-
struction of the equipment were really the problem of
methanation and not the catalyst itself. This subject will
be discussed more completely later in the Effect of
Changes in Temperature section. Also when considering
the equipment, a warning should be given that higher
pressure or higher activity catalysts may produce reaction
rate and exothermal heat not removable in existing reac-
tion designs (Pasquon and Dente, 1963).
Effects of Synthesis Gas Composition
Initially when wewere working primarily with a pure
methanol synthesis catalyst, weused a gas composition of
88% hydrogen, 6% carbon dioxide, and 6% carbon mon-
oxide. I t has been shown in previous papers, and weagree,
that carbon dioxide is highly beneficial in the gas stream
when synthesizing methanol alone over copper oxideainc
oxide-aluminum oxide catalyst. However, as wemodified
our objective from the original intent of producing a
high-quality methanol synthesis catalyst and became in-
terested in the production of higher alcohols, weobserved
the following.
In contrast to the beneficial effect of carbon dioxide
when synthesizing pure methanol, it is harmful to the
higher alcohol ratio, is harmful to methanation, and in
general suppresses the overall productivity of the catalyst
system. Carbon monoxide can be increased very sub-
stantially up to a ratio of 40% CO and 60% hydrogen with
beneficial effects not only on the productivity of higher
Ind. Eng. Chem. Res., Vol. 30, No. 5, 1991 817
Table IV. Effect of CO/H2 Ratio and C02 Addition on the Ratio of Higher Alcohol Distribution of Higher Alcohols"
feed gas comp, 70 distribution
-
CO COz H2 T, "C P,pei SV, km/h MeOH EtOH PrOH i-BuOH C,+
20 4 76 400 2500 40 68.4 9.4 10.0 9.0 2.4
20 2 78 400 2500 40 70.3 9.0 9.5 8.8 1.6
20 0 80 400 2500 40 64.6 7.1 11.3 11.8 3.1
40 0 60 400 2500 40 47.8 8.5 13.2 20.2 7.6
40 0 60 375 2500 40 79.8 4.8 6.1 6.3 1.04
OCatalyst: Cu:Mn:Zn:CO =4/3/1/0.025 with 10% CrZOB and 4% K2C03.
alcohols but also toward a higher ratio of propanol and
isobutyl alcohol. Our observation in our laboratory-scale
reactor was that the optimum CO-hydrogen feed gas was
comprised of 40% CO and 60% hydrogen. These data are
presented in Table IV.
As one familiar with methanol synthesis would quickly
recognize, this is a ratio that present reactors simply can
not handle because the reaction would be so exothermal
that there would be a serious effect on the catalyst itself
and the reactor shell. I t should be remembered that, in
an actual commercial operation, the CO content of the gas
is held generally below 12%. When the carbon monoxide
is at this level, then the amount of reaction is such that
equipment can readily be engineered to dissipate that heat.
Furthermore, the unreacted hydrogen acts also as a
heatsink and prevents the runaway reactions.
Comparison of the Heat Dissipation Problem of
Alcohols versus Ammonia Synthesis
The problem of heat dissipation in alcohol synthesis is
very different from that in ammonia synthesis, which is
self-quenching as the temperature rises. There is no
problem with using a stoichiometric 3H2:Nz ratio in am-
monia syntheses because the reaction equilibrium is made
less favorable as the temperature rises. Furthermore, there
is no secondary reaction such as methanation.
In the case of alcohol synthesis, the reaction changes
from alcohol synthesis to a methanation synthesis (an
entirely different regime), and the methane synthesis is
even more exothermal than is the alcohol synthesis. I t is
evident that temperature control is an extremely important
factor and one that is presently in need of engineering
attention and innovation (World Bank, 1984).
One can legitimately ask how do the authors expect to
handle a gas stream that has never been handled com-
mercially before. The answer is that webelieve it could
be handled in a tubular reactor with a diluted catalyst bed
to reduce the intensity of the reaction and also with a
multistage reactor with between-stage cooling (Wentworth
and Stiles, 1980). The latter would be a very efficient
operation and also permit substantial, valuable heat re-
covery. Briefly, it is our contention that the benefits of
the high ratio of carbon monoxide are such as to justify
specially designed equipment permitting its use.
Effect of Changes in Temperature
Much of what wewould be considering in this section
has already been mentioned previously. A brief reiteration
of these factors is as follows. Low temperature favors the
equilibrium for both methanol and higher alcohols; how-
ever, the kinetics are such that the higher alcohols are most
efficiently produced at temperatures above 375 "C in our
catalyst system. Methanol can be synthesized very effi-
ciently at temperatures in the range 220-320 "C, with the
lower range being most favored. The tendency for me-
thanation and other hydrocarbon formation increases as
the temperature is increased. This is typically true of
essentially all catalysts wehave examined. However, when
weincreased the temperatures, weexpected methanation
to increase, but in some cases, the increase was much
higher than wehad anticipated and did not seem to de-
crease with a modification in the catalyst which should
have reduced methanation. I t was our observation that
some of the electroplating had peeled away, exposing
stainless steel surfaces of the reactor. But, if we were
operating at low temperatures, no effect was noted.
Wehad some inkling that much of the methanation was
caused by the gas contacting some exposed walls of the
reactor and some of the inlet lines. All surfaces reaching
temperatures above 250 "C were changed to copper bronze
except for the reactor into which a thin-walled copper tube
was "shrink fitted". At the conclusion of these changes,
the synthesis gases did not contact any surfaces except
those of pure copper or copper bronze. The catalyst car-
tridge was fabricated from Type A brass. Two very de-
sirable results were experienced. First was that metha-
nation was sharply reduced and second was that the higher
alcohol level was restored to that which had been expe-
rienced prior to the changes in the reactor and inlet and
exit gas lines.
The very obvious lesson is that in the synthesis of higher
alcohols, which requires temperatures 60-100 "C higher
than for methanol, the reactor and any other hot exposed
surfaces must be fabricated from copper, brass, copper
bronze, or galvanized iron.
Equipment Used in the Catalyst Evaluations
This is not typically the place where authors describe
the equipment that has been used in the program, but in
this particular study, this sequence is appropriate, now that
wehave talked about the inadvisability of using stainless
steel in the reactor itself. The equipment is shown in
diagram form in Figure 2 and comprises sources of hy-
drogen, carbon monoxide, and carbon dioxide all from
high-pressure cylinders. The cylinder gas pressure is re-
duced by typical diaphragm valves and then the gases are
passed to rotameters, except for carbon monoxide which
is first heated to 250 "C and passed at this temperature
over granular y-alumina impregnated with approximately
15% sodium or potassium carbonate. The offending
carbonyls, which are most likely iron or nickel, are de-
composed and the resultant carbon and metal deposited
on the alkalyzed alumina. This alumina must be changed
frequently, for example, after passing gas equal to ap-
proximately 10 0oO volumes of the alkalyzed alumina. On
removal from the purifier, the alkalyzed alumina generally
is black and heavily coated with a sootlike carbonaceous
deposit. The gases have now all passed through rotameters
and then all pass through Brooks control valves that are
supplementary to the rotameters. One gives a reassuring
visual readout whereas the other is a digital, electronic
readout as well as a control. After metering, the gases are
combined and passed through a diaphragm compressor
that increases the pressure from approximately 15 psi to
the desired pressure. I t is a multistage and is capable of
raising the pressure as high as 5000 psi. The compressed
818 Ind. Eng. Chem. Res., Vol. 30, No. 5, 1991
gases are now passed through a second purifier similar to
the original one used for the purification of the carbon
monoxide. This also is operated at 250 "C and is charged
with y-alumina impregnated with approximately 15%
either sodium or potassium carbonate. After passing
through this purifier, the gases pass into the catalytic
converter, which is a drilled out 2-in.-diameter stainless
steel bar with a thin-walled copper tube shrink fit lining
and bronze copper lead-in and exit lines. An exterior
thermocouple reads the heater temperature, and an inte-
rior thermocouple measures the reaction temperature. A
brass cartridge is inserted into the reactor, and this car-
tridge is built in such a manner that it holds approximately
10 mL of granular catalyst and a thermocouple well can
be inserted down through the interior of the cartridge
(Figure 3). The reactor is designed for pressures to 5000
psi and temperatures to 500 "C. These values are both
above those that have been a part of our research program.
The synthesized alcohols and unreacted gases pass out
of the converter into a condenser cooled with chilled water
and into a receiving vessel where the liquid is collected and
volume measured after a given period of time, generally
20-60 min. The condensate is analyzed for alcohols, other
oxygenates, and hydrocarbons.
The gas then passes through a Grove regulating and
let-down valve that controls the pressure to within 10 psi
of the value to be used. After passing through the control
valve, the gases are sampled and are then exhausted. The
samples are analyzed to determine the carbon dioxide,
carbon monoxide, hydrogen, methane, and other ingre-
dients that might be present.
The equipment has been very reliable and has permitted
the successive testing of a given type of catalyst with ac-
curacy of 1-270. The equipment is essentially as originally
designed with the exception of the previously described
change in the inlet and exit gas lines and in the use of a
copper insert rather than electrolytically deposited copper
interior. A second change that should be noted by anyone
intending to use high-pressure equipment is that originally
the reactors were built with threaded closures. This is very
clumsy and introduces many annoying problems. The
reactors were redesigned and rebuilt with the top gasketed
and held in place with capbolts. Since those changes, the
equipment has functioned very reliably and leaks have
been infrequent and minor. The equipment was fabricated
by Pressure Products Company according to our design.
Changing the Distribution of Alcohols in the
Higher Alcohol Fraction
If the crude alcohol is always to be used as an additive
to gasoline for the purposes of giving better octane rating
and permitting the use of more efficient higher compres-
sion engines, then there would be little or no incentive to
control the identity and quality of alcohols in the higher
alcohol fraction. However, it is entirely possible that uses
will be found for these alcohols in pure form for chemical
application. For example, n-propanol has been evaluated
as a source of three carbon molecules in the synthesis of
acrolein and acrylonitrile. In work done several years ago,
it was observed that the alcohol gave a higher yield of
acrylonitrile than did propylene. An explanation was that
the dehydration of the alcohol was endothermal, tending
to make more nearly isothermal the acrylonitrile reaction.
This; of course, is not at present a commercial process, but
it has a potential for commercialization particularly when
large quantities of alcohols are made. Isobutyl alcohol has
a number of different outlets, for tert-butylamine, for
example, or an isomer thereof, and it also can be dehy-
drated to form isobutene, which has many valuable ap-
plications. The ethanol fraction also could be dehydrated
to ethylene, which also is a huge volume raw material.
At this point, it is well to recognize that when one speaks
of large volumes of alcohols such as weare speaking of, one
must be seeking sources of carbon other than above-ground
petroleum or natural gas. This naturally means using coal
or petroleum from wells that are termed exhausted simply
because wedo not know how to obtain the 60% or 80%
heavier oil remaining therein. This raises two subjects that
the authors feel are presently not receiving much research
attention but deserve to receive much more. These are,
first, the conversion of coal to CO and hydrogen by new
and efficient processes and, second, the recovery of the
petroleum as such or as synthesis gas from so-called ex-
haust wells. Both of these research programs deserve
research attention more than the perfunctory and unin-
spired research that they have received to date (World
Bank, 1984).
Now weidentify those factors that can be changed in
order to increase the ratio of specific alcohols in the higher
alcohols. The fact that cobalt increases the ethanol content
of the crude has already been mentioned. The ethanol
content can be brought up to essentially 100% of the
higher alcohols by coingredients with the cobalt and by
suitable manipulation of temperature, pressure, and space
velocity.
If one wants to increase the propanol and isobutyl al-
cohol, increasing the manganese level in the catalyst com-
position is very effective.
In describing the method of preparation of the catalyst,
it was stated that the precipitant is ordinarily sodium
bicarbonate. However, if potassium bicarbonate is used
to replace the sodium bicarbonate, then the resultant
catalyst, with all other conditions remaining the same, will
produce a crude alcohol very high in ratio of propanol and
isobutyl alcohol. Particularly, the isobutyl alcohol ratio
has changed.
To increase the propanol at the expense of the other
alcohols, the other ingredients in the catalyst remain the
same, but the manganese and chromium are reduced to
the degree necessary to achieve the increase in propanol
required.
I t has previously been stated that increasing the ratio
of CO in the hydrogen-C0 feed gas increases the ratio of
higher alcohols with respect to the methanol. A further
effect of the change in the carbon monoxide level is that
propanol and isobutyl alcohol are increased in the spec-
trum of alcohols.
In addition to the change of the catalyst composition to
include more cobalt, the ethanol fraction can also be in-
creased by adding carbon dioxide to the synthesis gas. The
quantity of carbon dioxide required is in the range of
0.52%. Larger quantities of carbon dioxide have a very
unfavorable effect on the productivity of a given catalyst.
A tabulation of factors affecting the fraction of higher
alcohols and altering their distribution is given in Table
V.
Effects of Different Precipitation Methods
The standard precipitation procedure comprised the
addition of sodium bicarbonate solution to the solution of
several metal nitrates. The initial concentration of total
ions in solution was roughly 1 mol/L, and the precipitation
temperature was 35 "C. With this method of precipitation,
there was a heterogeneity in composition of precipitates
because of a sequential precipitation of catalyst ingredients
at different pHs and time. This heterogeneity proved to
be beneficial in some cases where active ingredients were
precipitated last and on the surface of already precipitated
Ind. Eng. Chem. Res., Vol. 30, No. 5, 1991 819
Table V. Additional Factors Affecting the Fraction of Higher Alcohols and Their Distribution
HA" alcohol
fraction distribution Droductivitv methanation
Gbs%utkg Cr for A1 increases none none increases
increasing P decreases variable increases decreases
increasing SV decreases moves to lighter alcohols increases decreases
increasing 7' increases increases heavier alcohols increases to max and then decreases increases
addition of Co increases largely EtOH
as an ingredient Cu decreases no effect
Mn increases shift to C3+
Zn slight increase none
HA =higher alcohols.
Table VI. Comparison of the Effects of Reverse
Precipitation with Normal Coprecipitation
precipitation HA," prod, CHI,
catalyst method % (mL/mL)/h %
normal 22.86 0.61 9.8
reverse 20.55 0.81 8.2
BQ
BR
" HA =higher alcohols.
particles. However, in other cases where all the ingredients
were precipitated at almost the same time or one of the
active components was precipitated earlier than other
components, variable results were experienced.
As mentioned before, a serious problem with precipi-
tation of the catalyst with Na+salts is that Na+is.occluded
harmfully. This can be corrected by removing Na+by ion
exchange after calcination, as to be described later.
Several other percipitation methods, including reverse
coprecipitation and sequential precipitation, were also
employed, and several additional precipitants were used,
including sodium carbonate, potassium bicarbonate, and
ammonium bicarbonate. In the "Standard" precipitation
(normal coprecipitation), the base is added to the solution
of metal nitrates initially at about pH 0.5 and rises to
neutrality. In reverse precipitation, the solution of acidic
catalytic salts is added to the basic precipitants at about
pH 9 and also ending at neutrality. In a third procedure,
the selected catalyst ingredients are added to the acidic
solution sequentially with the resultant obtaining homo-
geneous precipitates in both crystal morphology and
chemical composition.
Table VI shows the results for two catalysts with exactly
the same chemical composition (Cu/Zn/Mn/Co/Cr =
4/1/1/0.03/0.62, promoted with 4% Cs) but prepared by
different methods. The catalyst coded BQ was prepared
by normal coprecipitation whereas that coded BR was
prepared by reverse coprecipitation. I t is evident that
reverse precipitation results in somewhat higher prod-
uctivity of total alcohols and lower methanation, but it does
not affect the selectivity to higher alcohols. This beneficial
effect of reverse precipitation can be attributed to the
intimacy of contact between copper and zinc when they
precipitate simultaneously (in normal precipitation, zinc
precipitates after the copper).
The basic idea of sequential precipitation is that a de-
sired distribution of composition along the radius of the
catalyst particles can be established by adding the com-
ponents in a predetermined sequence. In one experiment,
the mixed cupric nitrate and zinc nitrate solution was
added to the chromium and manganese that were already
precipitated. The resultant catalyst produced a larger
amount of alcohols than the catalyst prepared with normal
coprecipitation but less than that prepared with reverse
precipitation.
Precipitation with potassium carbonate (K+was not ion
exchanged from the calcined precipitate) produced some
surprising results. Catalysts precipitated with potassium
increases
sharply increases
decreases
increases (with Cu)
sharp increase
increases at high 5"
increases
no significant change
Table VII. Comparison of Precipitation with NaHCOS and
with K2C0,"
- -
EtOH, PrOH, i-BuOH, prod,
Dreciaitant % % % (mL/mL) / h
&co3 18 48 34 1.99
NaHCO, 31 57 12 1.69
aPressure, 2500 psi; temperature, 410 OC; feed, CO/Hp 40160;
catalyst Cu/Mn/Zn/Co/Cr/K,C03 =4/41 1/0.03/0.62/4%.
showed an enhancement of total alcohols and a sharp in-
crease in isobutyl alcohol. Table VI1 reveals this trend.
However, the selectivity to higher alcohols over the
catalysts prepared with K2C03, precipitant is generally
10-15% lower than that prepared with NaHC03. An ex-
planation of the effect of K2C03 as precipitant is that the
K ion occluded in the precipate is intimately in contact
with the active components and thus modifies the elec-
tronic properties particularly of active sites. The mod-
erating effect of the occluded K ion is significantly different
from the K2C03 added to the finished catalyst.
Mechanism of Methanol and Higher Alcohol
Synthesis
Survey of Reaction Mechanisms. The reaction
mechanisms of the synthesis of higher alcohols is inti-
mately associated with the nature of the catalyst and the
experimental conditions (Ford, 1971; Hougen et al., 1954;
Kobe1 and Tillmetz, 1974; Mananec, 1986; Natta et al.,
1955a,b; Smith and Anderson, 1982; Thomas and Portalski,
1958). Consequently, many mechanisms are required to
give a satisfactory intrepretation of the product distribu-
tion brought about by a complex catalyst system such as
ours. The following hypotheses have been proposed to
account for the formation of higher alcohols by many re-
searchers employing diverse catalysts.
Fischer and Tropsch (1923) and Fischer (1925) suggested
that the chain growth might be carried out by CO insertion
and acid decomposition. Natta et al. (1955a,b) proposed
a mechanism resembling that of Fischer and Tropsch ex-
cept that alkali salts werespecifically employed to augment
the reactions. However, mechanisms suggested by Natta
et al., as well as Fischer and Tropsch, do not provide a good
explanation for the product distribution of the oxygenates
formed. That is, n-PrOH and i-BuOH, rather than the
predicted EtOH (from hydrogenation of the carboxylates),
were found as the main reaction products.
Storch (1951) postulated that the chain growth proceeds
by condensation of hydroxycarbene moities (also known
as hydroxymethylene). Again, like the mechanisms of
Natta et al., the mechanisms proposed by Storch gave no
explanation for the presence of abnormally high fractions
of i-BuOH and n-PrOH in the liquid products.
Morgan and Hardy (1933) hypothesized that the higher
alcohols (and aldehydes) arose from lower aldehydes by
the consecutive reactions of aldol condensation, dehydra-
tion, and hydrogenation:
820 Ind. Eng. Chem. Res., Vol. 30, No. 5, 1991
R R R R'
\ \ \ /
/C=O+ C=O - CHCH -
/ / \ -Hfl
H WCHp HO CHO
R R' R' R'
\ / +2Ht \ +2H* \
- CHCHO - CHCHpOH
/ /
RCH, RCHZ
HO /c = c\cHo
Morgan and Hardy used this mechanism to rationalize
the possible pathways for generation of some of the pri-
mary C3+alcohols. However, this mechanism did not ad-
dress the formation of surface species on the catalyst and
failed to rationalize the formation of ethanol (it is known
that the reaction 2HCHO - HCHOzCHO is not feasible
under the higher alcohols synthesis conditions) or sec-
ondary alcohols (e.g., i-PrOH, 2-BuOH).
Stiles (1977) suggested a mechanism in which the ad-
ditions of methylene species to the surface-adsorbed al-
dehydes (species I-IV) were the key steps for chain growth
I. chain initiation
CHp-0 CH, 0
II +I 1
,4"7 "7
CH3,
C ot+ H; - I I -
I
11. chain growlh
CHp-0 CHp CHZ- CHp - 0 CH-0
I I + I 1 - I I - I I
"77 " m / m ///////////////
I I1
CH-CHp-0 C(CH3)z-0
CH3, CH3,
CH-0 CHp
I I + I I - I l o l l I
CH-0
CH3CH2 \
CH-CHp-0
CH3 \
I I
"77
I - 1 -
///////////////
I V
111.chain termination
CH3CH2 \
CH-0 +2Ht
I I - 1-PrOH
hm.+
IV
Stiles also suggested that the reaction site is a lattice-
deformity site (a metal suboxide or lattice nonconformity
site) rather than a metallic (or crystalline) site. This
mechanism was again unable to explain why i-BuOH and
n-PrOH are the major reaction products in most of the
higher alcohol synthesis processes.
Other mechanisms have been proposed by Frohich and
Cryder (1930), Graves (1931), and Negishi (19411, all of
whom postulated "direct dehydration" mechanisms in
which the condensation of lower alcohols generated the
higher alcohols.
Smith and Anderson (1982) elaborated on the dehy-
dration hypothesis by providing a quantitative description
of the distribution of higher alcohols. However, this hy-
pothesis is in disagreement with the fact that the formation
CH;OM CH3CHPM 4 CH3CHzCHzOM CH~CHZCHZCHZOM
CHgOH CHj CHPH CHjCHzCH2OH CH3CHzCHzCHzOH
Figure 5. Chain growth mechanism of higher alcohol synthesis. a
=methylene group addition, b =hydrogenation to aldehyde and still
adsorbed, c =formyl group formation, d =desorption of aldehyde,
and e =desorption of alcohol.
of ethanol has never been achieved by the condensation
of two molecules of methanol in the heterogeneous system.
Mananec (1986) recently proposed a mechanism in
which a stepwise transfer of hydrogens to the coordinated
CO and chain growth by CO insertion (into a metal-carbon
bond of a surface-bonded aldehyde) provides the primary
pathway for the construction of the higher alcohols over
the metal oxide catalysts.
A mechanistic interpretation of the current results for
the newly developed catalyst system (Cu/Mn/Zn/Co/
Cr/K +Cs) =4/3/1/0.028/15%/4.0%) is presented as
follows. In the product of our catalyst system, a substantial
amount of aldehydes (e.g., CH3CH0, CH3CH2CH0, and
(CH3)2CHCHO) were always found, while no glycol-type
products were detected. A decrease in space velocity, as
well as an increase in CO/H2 feed ratio, was found to
increase the concentration of aldehydes in the liquid
products. The carbon distribution in the liquid products
was found not to follow the Anderson-Schulz-Flory dis-
tribution law, and relatively high concentrations of i-BuOH
and n-PrOH were detected in most liquid products.
Carbon dioxide in the feed gas was found to increase the
MeOH production rate and decrease methanation in the
MeOH synthesis system, as has been repeatedly reported
by others, whereas by contrast as reported herein before,
carbon dioxide was found to decrease the production rate
of higher alcohols and to increase methanation in the
synthesis system of higher alcohols. Methane was detected
as the only hydrocarbon produced in most cases of the
present study, and its formation rate was increased by C02
and cobalt when both or either were present in the system.
Wewould like to propose the following mechanism (Hu,
1989) for our catalyst composition, test conditions, and
products. This mechanism combines several probable
growth pathways, including a- and @-addition of methylene
groups to surface-bound aldehydes and condensation of
two surface alkoxy species (Figure 5).
Finally, this mechanism predicts that an increase in the
CO/H2 ratio would raise the surface concentration of one
of the key reactants-the surface formyl species-and thus
increase the formation of aldehydes and higher alcohols,
in agreement with our results.
Acknowledgment
Weexpress our gratitude to Alberta Gas Chemicals (now
Nova Corp.) and Texaco, Inc., for their financial and
.Ind. Eng. Chem. Res., Vol. 30, No. 5, 1991 821
Larson, A. T. Production of Methanol and Other Carbon Com-
pounds and Catalytic Agents for Use Therein. U.S. Patent
2,061,470 Nov 17, 1936 (assigned to Du Pont Company).
Mananec, T. J. On the Mechanismof Higher Alcohol Formation over
Metal Oxide Catalysts. J. Catal. 1986,99, 1155-1250.
Mittasch, T.; Schneider, T. German Patent 295787,1913 (assigned
to Badische).
Morgan, G. T.; Hardy, D. V. N. Production of Higher Alcohols,
Aldehydes, and Ketones. Chem. Znd. 1933,518.
Most, W. J.; Longwell, J . P. (Exxon Research and Engineering Co.)
Single-Cylinder Engine Evaluation of Methanol-Improved Energy
Economy and Reduced NO,. Society of Automotive Engineers,
Automotive Engineering Congress and Exposition, Detroit, MI,
Feb 24-28, 1975.
Mullen, R. K.; Wigg, E. E. Methanol-Gasoline Fuels. Science 1975,
April 18, 209-211.
Natta, G.; et al. Kinetic Interpretations of Heterogeneous Catalysts
and Their Applications to Reactions Between Gases at High
Pressure-Synthesis of Methanol. In Catalysis; Emmett, P. H.,
Ed.; Reinhold: New York, 1955a, Vol. V.
Natta, G.; Colombo, U.; Pasquon, I. Direct Catalytic Synthesis of
Higher Alcohols from Carbon Monoxide and Hydrogen. In Ca-
talytis; Emmett, P. H., Ed.; Reinhold New York, 1955; pp
349-41 1.
Negishi, R. Rev. Phys. Chem. Jpn. 1941, 15, 171.
Pasquon, I.; Dente, M. Heat and Mass Transfer in Methanol Syn-
thesis. J. Catal. 1963, 1, 508-520.
Powel, T. Racing Experiences with Methanol and Ethanol-Based
Motor Fuel Blends. Society of Automotive Engineers, Automotive
Engineering Congress and Exposition, Detroit, MI, Feb 24-28,
1975.
Sabatier, P. Catalysis in Organic Chemistry; Reid, E. E., Translater;
D. Van Nostrand: New York, 1923.
Smith, K. J .; Anderson, R. B. A Chain Growth Scheme for the
Higher Alcohols Synthesis. J. Catal. 1982,85,428-436.
Smith, K. J .; Anderson, R. B. The Higher Alcohol synthesis Over
Promoted Cu/ZnO Catalyst. Can. J. Chem. Eng. 1983,61,40-45.
Stiles, A. B. Methanol, Past, Present, and Speculation on the Future.
AZChE J. 1977,23 (3), 362-375.
Stiles, A. B. Methanol Synthesis Catalyst. US. Patent 4,111,847,
Sept 5, 1978 (assigned to Du Pont Company).
Stiles, A. B. Catalyst for the Production of Alkanols. U.S. Patent
4,565,174, Dec 31, 1985 (assigned to Nova Corporation).
Storch, H. H.; Columbic, N.; Anderson, R. B. The Fischer-Tropsch
and Related Synthesis; Wiley: New York, 1951; Chapter 1, pp
192-202.
Sugier, A.; Freund, E. Process for Manufacturing Alcohols, Particu-
larly Linear Saturated Primary Alcohols fromSynthesis Gas. U.S.
Patent 4,122,110, Oct 24, 1978 (assigned to French Petroleum
Institute).
Sugier, A.; Freund, E. Process for Manufacturing Alcohols, Particu-
larly Linear Primary Alcohols from Synthesis Gas. US. Patent
4,291,126 Sept 22,1981 (assigned to French Petroleum Institute).
Thomas, W. J.; Portalski, S. Thermodynamics in Methanol Syn-
thesis. Znd. Eng. Chem. 1958 50, (6), 967-970.
Tillman, R. N.; et al. (Continental Oil) Potential of Methanol as an
Automotive Fuel Society of Automotive Engineers, Automotive
Engineering Congress and Exposition, Detroit, MI, Feb 24-28,
1975.
Wentworth, T. 0.; Stiles, A. B. Production of Methanol. U.S. Patent
4,235,482, April 6, 1980 (assigned to Wentworth Brothers).
World Bank. Alcohols Production from Biomass in the Developing
Countries. World Bank Report, International Symposium on
Alcohol Fuels Technology, Ottawa, Canada, May 21-25, 1984.
Wunder, C. Process for the Manufacture of O2 Containing Com-
pounds from Synthesis Gas. U.S. Patent 2,224,236, Sept 23,1980
(assigned to Hoechst).
Received for review February 26, 1990
Revised manuscript received J une 7, 1990
Accepted J une 22,1990
scientific support and cooperation. As previously stated,
webelieve this program is an outstanding example of co-
operation between industrial enterprises and the academic
research community to attain an industrially valuable
objective.
Registry No. CH3CH0, 75-07-0; CH3CH2CH0, 123-38-6;
46-2; Cu, 7440-50-8; Zn, 7440-66-6; Mn, 7439-96-5; Co, 7440-48-4;
Cr, 7440-47-3; CO, 630-08-0; Ca, 7440-70-2; Sr, 7440-24-6; Ba,
7440-39-3; Ce, 7440-45-1; La, 7439-91-0; Nd, 7440-00-8; Ti02,
13463-67-7; Zr02, 1314-23-4; COz, 124-38-9; NaHC03, 144-55-8;
K2C03, 584-08-7; CH30H, 67-56-1; CH&H,OH, 64-17-5; CHS(C-
Literature Cited
Barnes, K. D.; et al. Effects of Alcohols as Supplemental Fuel for
Turbocharged Diesel Engines. Society of Automotive Engineers,
Automotive Engineering Congress and Exposition, Detroit, MI,
Feb 24-28, 1975.
Berkman, S.; et al. Catalysis. Section of Abstracts. Catalytic Syn-
thesis of Methanol (Industrial Process); Reinhold New York,
1940; pp 685-690.
Casey, T. D.; et al. Low Temperature Methanol Synthesis Catalyst.
U.S. Patent 3,790,505, Feb 5, 1974 (assigned to Catalysts and
Chemicals, Inc.).
Courty, P.; Durand, D.; Freund, E.; Sugier, A. C1C6 Alcohols from
Synthesis Gas on Coppedobal t Catalyst. J. Mol. Catal. 1982,17,
Davies, P.; et al. Production of Oxygenated Hydrocarbons. US.
Patent 3,326,956, J une 20, 1967 (assigned to Imperial Chemical
Industries).
Dodge, B. F. Catalyst for Methanol Manufacture and Method for
Producing Same. U.S. Patent 1,908,698, May 16, 1933 (assigned
to Karpen and Brothers).
Fischer, F. Znd. Eng. Chem. 1925, 17,576.
Fischer, F.; Tropsch, H. Synthesis of Methanol from CO+H2).
French Patent 540,543, 1921.
Fischer, F.; Tropsch, H. Formation of Methanol, Higher Alcohols,
and Synthol fromCO and Hz. Brennstoff Chem. 1923,4,276285.
Fleming, R. D.; Chamberlain, T. W. (ERDA) Methanol as Automo-
tive Fuel, Part I, Straight Methanol. Society of Automotive En-
gineers, Automotive Engineering Congress and Exposition, De-
troit, MI, Feb 24-28, 1975.
Ford, R. R. Carbon Monoxide Adsorption on Transition Metals.
Frolich, P. K.; Cryder, D. S. Znd. Eng. Chem. 1930,22, 1051-1057.
Frolich, P. K.; Lewis, W. K. Synthesis of Methanol. Znd. Eng. Chem.
Graves, G. D. Znd. Eng. Chem. 1931,23,1381-1385.
Gresham, W. F. Preparation of Organic Hydroxy Compounds. U.S.
Patent, Dec 30, 1952 (assigned to Du Pont Company).
Hougen, 0. A,; et al. Chemical Process Principles; Wiley: New York,
1954; Parts I and 11.
Hu, X. D. Scientific Basis for the Design of Heterogeneous
Catalysts-A Study of Alcohols Synthesis Catalysts. Ph.D. Dis-
sertation, University of Delaware, Newark, 1989.
Hydrocarbon Process. Methanol (IC1 Low Pressure Process) 19698,
Nov, 201.
Hydrocarbon Process. Methanol (UKW Process). 1969b Nov, 202.
Hydrocarbon Process. Methanol (CPI-Vulcan Cincinnati). 1969c,
Nov, 203.
Ingamells, I. C.; Lindquist, R. N. (Chevron Research) Methanol as
a Motor Fuel or a Gasoline Blending Component. Society of
Automotive Engineers, Automotive Engineering and Congress and
Exposition, Detroit, MI, Feb 24-28, 1975.
Klier, K. New Developments in the Synthesis of Light Alcohols.
Symposium, Lehigh University, J uly 9, 1980.
Kolbel, H.; Tillmetz, K. D. Model Studies of the Interaction of CO
and H2 on Transition Metals. J. Catal. 1974, 34, 306-316.
(CHs)&HCHO, 78-84-2; K, 7440-09-7; Rb, 7440-17-7; CS, 7440-
H2)20H, 71-23-8; (CH3),CHCH,OH, 78-83-1.
231-254.
Adv. Catal. 1971,21, 65-71.
1928, 20, 354.
Você também pode gostar
- Water Gas Shift Reaction: Research Developments and ApplicationsNo EverandWater Gas Shift Reaction: Research Developments and ApplicationsAinda não há avaliações
- Understanding Catalytic Biomass Conversion Through Data MiningDocumento7 páginasUnderstanding Catalytic Biomass Conversion Through Data MiningerikjanrasAinda não há avaliações
- Kinetics of The Partial Oxidation of MethanolDocumento16 páginasKinetics of The Partial Oxidation of MethanolmagierezAinda não há avaliações
- PMR v19 I1 012 014Documento3 páginasPMR v19 I1 012 014Arianne Jayne G. GubaAinda não há avaliações
- Direct Methane to Methanol: Foundations and Prospects of the ProcessNo EverandDirect Methane to Methanol: Foundations and Prospects of the ProcessAinda não há avaliações
- Production of Hydrogen by Steam Reforming of Ethanol Over A Ni/Zno CatalystDocumento6 páginasProduction of Hydrogen by Steam Reforming of Ethanol Over A Ni/Zno Catalystpetro121Ainda não há avaliações
- Recent Progress in Syngas Production Via Catalytic CO2 Hydrogenation ReactionDocumento11 páginasRecent Progress in Syngas Production Via Catalytic CO2 Hydrogenation Reactionkishore dasmunshiAinda não há avaliações
- Dehydrogenation by Heterogeneous CatalystsDocumento52 páginasDehydrogenation by Heterogeneous CatalystsSankar SasmalAinda não há avaliações
- Direct Conversion of Syngas To Chemicals Using Heterogeneous CatalystsDocumento6 páginasDirect Conversion of Syngas To Chemicals Using Heterogeneous CatalystsJoel Flores CastilloAinda não há avaliações
- Hydrogen From SMR 2Documento2 páginasHydrogen From SMR 2Pramanshu RajputAinda não há avaliações
- Autothermal Reforming of Methane Design and PerforDocumento7 páginasAutothermal Reforming of Methane Design and Perforromi moriAinda não há avaliações
- 2009 - Catalytic Conversion of NaHCO3 Into Formic Acid in Mild Hydrothermal Conditions For Co2 UtilizationDocumento6 páginas2009 - Catalytic Conversion of NaHCO3 Into Formic Acid in Mild Hydrothermal Conditions For Co2 UtilizationMaría Andérez FernándezAinda não há avaliações
- Vii CTLDocumento29 páginasVii CTLSami Onur VuralAinda não há avaliações
- Jurnal Penting REAKTOR PDFDocumento8 páginasJurnal Penting REAKTOR PDFGilang PerdanaAinda não há avaliações
- Methanol Production by CO Hydrogenation: Analysis and Simulation of Reactor PerformanceDocumento19 páginasMethanol Production by CO Hydrogenation: Analysis and Simulation of Reactor PerformancehelloAinda não há avaliações
- Dehydrogenation by Heterogeneous CatalystsDocumento52 páginasDehydrogenation by Heterogeneous CatalystsNur GeehanAinda não há avaliações
- SYNTHESIS OF TEREPHTHALIC ACID BY CATALYTIC PARTIAL OXIDATION OF P XYLENE IN SUPERCRITICAL CARBON DIOXIDEDocumento8 páginasSYNTHESIS OF TEREPHTHALIC ACID BY CATALYTIC PARTIAL OXIDATION OF P XYLENE IN SUPERCRITICAL CARBON DIOXIDEoksanaAinda não há avaliações
- NHDT FoulingDocumento6 páginasNHDT FoulingJulio RamirezAinda não há avaliações
- Guide to the Practical Use of Chemicals in Refineries and PipelinesNo EverandGuide to the Practical Use of Chemicals in Refineries and PipelinesNota: 5 de 5 estrelas5/5 (1)
- 10 1 1 120Documento14 páginas10 1 1 120wirebonderAinda não há avaliações
- Butenediol PDFDocumento6 páginasButenediol PDFJaamac DhiilAinda não há avaliações
- Zafarnak 2021 Ethane CO2Documento14 páginasZafarnak 2021 Ethane CO2Abdullah AitaniAinda não há avaliações
- Metal Catalysed Methanation and Steam ReformingDocumento45 páginasMetal Catalysed Methanation and Steam ReformingalarteurasAinda não há avaliações
- Transition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesNo EverandTransition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesAinda não há avaliações
- Hydrogen Production From Fossil and Biomass Fuels: Catalyst Development, Kinetics, and Reactor ModelingDocumento4 páginasHydrogen Production From Fossil and Biomass Fuels: Catalyst Development, Kinetics, and Reactor ModelingMazen OthmanAinda não há avaliações
- 18-7-14 Litrature - Fatty AlcoholDocumento7 páginas18-7-14 Litrature - Fatty AlcoholAkash PagareAinda não há avaliações
- Hydroformylation Reaction ProcessDocumento5 páginasHydroformylation Reaction ProcessJohann ChorenAinda não há avaliações
- Fauth 2005Documento19 páginasFauth 2005Jeff DiffAinda não há avaliações
- 2007 Characteristics of Bio-Oil-Syngas and Its Utilization in FT SynthesisDocumento12 páginas2007 Characteristics of Bio-Oil-Syngas and Its Utilization in FT SynthesisSaa D ShamimAinda não há avaliações
- Methanol SynthesisDocumento6 páginasMethanol SynthesisGaurav BurdeAinda não há avaliações
- S FZ JL Energy Environ 78-3-2010 199-204 WullenkordDocumento8 páginasS FZ JL Energy Environ 78-3-2010 199-204 WullenkordcailiiiAinda não há avaliações
- A Review On Direct Methane Conversion To Methanol by PlasmaDocumento10 páginasA Review On Direct Methane Conversion To Methanol by Plasmaapi-3728640100% (1)
- Zoeller. Eastman Chemical Company Acetic Anhydride ProcessDocumento19 páginasZoeller. Eastman Chemical Company Acetic Anhydride ProcessJohn Patrick DagleAinda não há avaliações
- Regeneration of Hydrotreating and FCC CatalystsDocumento58 páginasRegeneration of Hydrotreating and FCC CatalystsTrường TùngAinda não há avaliações
- Abcd. Proiect AdamDocumento14 páginasAbcd. Proiect AdamSfiriac LauraAinda não há avaliações
- Formato - Trabajo de Investigación FormativaDocumento11 páginasFormato - Trabajo de Investigación FormativaRamón CevallosAinda não há avaliações
- Chelsea PDFDocumento3 páginasChelsea PDFKelly SisonAinda não há avaliações
- Electrochemical Hydrodimerization of Formaldehyde To Ethylene GlycolDocumento7 páginasElectrochemical Hydrodimerization of Formaldehyde To Ethylene GlycoljorgchanAinda não há avaliações
- Gum Formation PDFDocumento10 páginasGum Formation PDFChemistsAinda não há avaliações
- A Comparative Study of Non-Oxidative Pyrolysis and Oxidative Cracking of Cyclohexane To Light AlkenesDocumento17 páginasA Comparative Study of Non-Oxidative Pyrolysis and Oxidative Cracking of Cyclohexane To Light AlkenesArif HidayatAinda não há avaliações
- 2004 Methanol Steam Reforming Over CuZnOAl2O3 Catalyst Kinetics and Effectiveness FactorDocumento11 páginas2004 Methanol Steam Reforming Over CuZnOAl2O3 Catalyst Kinetics and Effectiveness FactorChauAinda não há avaliações
- A Review of The WGS Reaction KineticsDocumento34 páginasA Review of The WGS Reaction KineticsSAinda não há avaliações
- Kawanami 2017Documento33 páginasKawanami 2017sigit cahyonoAinda não há avaliações
- Hydrogen Production by Catalytic Decomposition of Methane: Naresh Shah, Devadas Panjala, and Gerald P. HuffmanDocumento7 páginasHydrogen Production by Catalytic Decomposition of Methane: Naresh Shah, Devadas Panjala, and Gerald P. HuffmanMuhammad HarisAinda não há avaliações
- Catalysts For H 2 Production Usingethanol Steam Reforming 2014Documento19 páginasCatalysts For H 2 Production Usingethanol Steam Reforming 2014wameathAinda não há avaliações
- For English Editing (Done)Documento23 páginasFor English Editing (Done)api-3728640Ainda não há avaliações
- (Chemical and Process Engineering) Copperzinc Catalysts in Hydrogenation of Carbon OxidesDocumento18 páginas(Chemical and Process Engineering) Copperzinc Catalysts in Hydrogenation of Carbon OxidesKushlendra SinhAinda não há avaliações
- 7207hoelderich 1273Documento15 páginas7207hoelderich 1273Muhammad Abdur RokhimAinda não há avaliações
- Chapter IDocumento4 páginasChapter Iم.احمد سالمAinda não há avaliações
- A Review of The Water Gas Shift Reaction KineticsDocumento35 páginasA Review of The Water Gas Shift Reaction KineticsStrong NguyenAinda não há avaliações
- Sulphuric Acid - Process EngineeringDocumento12 páginasSulphuric Acid - Process EngineeringChaitanya Potti100% (1)
- Coke Formation in The Thermal CrackinDocumento7 páginasCoke Formation in The Thermal Crackinfaez100% (1)
- Study of The Active Phase of Silver Catalysts For Ethylene EpoxidationDocumento10 páginasStudy of The Active Phase of Silver Catalysts For Ethylene Epoxidationiris_2115Ainda não há avaliações
- Natural-Gas-As FeedstockDocumento10 páginasNatural-Gas-As FeedstockDeepak SharmaAinda não há avaliações
- Autothermal Reforming of Simulated Gasoline and Diesel FuelsDocumento8 páginasAutothermal Reforming of Simulated Gasoline and Diesel FuelsMOHAMMAD HASHIM KHANAinda não há avaliações