Você também pode gostar
- 1 - PDFsam - Designing Fillet Welds For Skewed T-Jointsâ - Part 1 - The James F ...Documento1 página1 - PDFsam - Designing Fillet Welds For Skewed T-Jointsâ - Part 1 - The James F ...mechfreeAinda não há avaliações
- 5 - PDFsam - Designing Fillet Welds For Skewed T-Jointsâ - Part 1 - The James F ...Documento1 página5 - PDFsam - Designing Fillet Welds For Skewed T-Jointsâ - Part 1 - The James F ...mechfreeAinda não há avaliações
- Logitech MX Vertical DatasheetDocumento2 páginasLogitech MX Vertical DatasheetmechfreeAinda não há avaliações
- 14 PDFsam Shellrollingprocedure 131019050223 Phpapp01Documento1 página14 PDFsam Shellrollingprocedure 131019050223 Phpapp01mechfreeAinda não há avaliações
- 4 - PDFsam - Designing Fillet Welds For Skewed T-Jointsâ - Part 1 - The James F ...Documento1 página4 - PDFsam - Designing Fillet Welds For Skewed T-Jointsâ - Part 1 - The James F ...mechfreeAinda não há avaliações
- 21 PDFsam Shellrollingprocedure 131019050223 Phpapp01Documento1 página21 PDFsam Shellrollingprocedure 131019050223 Phpapp01mechfreeAinda não há avaliações
- Peak in / Peak Out: Over / Under Bending During Edge Breaking OperationDocumento1 páginaPeak in / Peak Out: Over / Under Bending During Edge Breaking OperationmechfreeAinda não há avaliações
- Good Engineering Practices (For Rolling)Documento1 páginaGood Engineering Practices (For Rolling)mechfreeAinda não há avaliações
- 7 PDFsam Shellrollingprocedure 131019050223 Phpapp01Documento1 página7 PDFsam Shellrollingprocedure 131019050223 Phpapp01mechfreeAinda não há avaliações
- Templates: To Check The Inside Diameter Made Out of 3-4Mm Thickness Plates D/4 To D/8 TemplatesDocumento1 páginaTemplates: To Check The Inside Diameter Made Out of 3-4Mm Thickness Plates D/4 To D/8 TemplatesmechfreeAinda não há avaliações
- 18 PDFsam Shellrollingprocedure 131019050223 Phpapp01Documento1 página18 PDFsam Shellrollingprocedure 131019050223 Phpapp01mechfreeAinda não há avaliações
- Checking Shell Ovality and Circumference: I/D Check in HP PlaneDocumento1 páginaChecking Shell Ovality and Circumference: I/D Check in HP PlanemechfreeAinda não há avaliações
- 15 - PDFsam - Johor Bahru - Travel Guide at WikivoyageDocumento1 página15 - PDFsam - Johor Bahru - Travel Guide at WikivoyagemechfreeAinda não há avaliações
- 13 PDFsam Shellrollingprocedure 131019050223 Phpapp01Documento1 página13 PDFsam Shellrollingprocedure 131019050223 Phpapp01mechfreeAinda não há avaliações
- 6 PDFsam Shellrollingprocedure 131019050223 Phpapp01Documento1 página6 PDFsam Shellrollingprocedure 131019050223 Phpapp01mechfreeAinda não há avaliações
- Procedure For Marking, Cutting and Checking of Shell PlatesDocumento1 páginaProcedure For Marking, Cutting and Checking of Shell PlatesmechfreeAinda não há avaliações
- Rolling Depends: Provide Necessary Allowance (1.5 To 2 Times The Thickness)Documento1 páginaRolling Depends: Provide Necessary Allowance (1.5 To 2 Times The Thickness)mechfreeAinda não há avaliações
- Tolerances On Circ. of Shells, D'Ends, Cones & BellowsDocumento1 páginaTolerances On Circ. of Shells, D'Ends, Cones & BellowsmechfreeAinda não há avaliações
- 20 PDFsam Shellrollingprocedure 131019050223 Phpapp01Documento1 página20 PDFsam Shellrollingprocedure 131019050223 Phpapp01mechfreeAinda não há avaliações
- Good Engineering Practices (For Rolling)Documento1 páginaGood Engineering Practices (For Rolling)mechfreeAinda não há avaliações
- 19 PDFsam Shellrollingprocedure 131019050223 Phpapp01Documento1 página19 PDFsam Shellrollingprocedure 131019050223 Phpapp01mechfreeAinda não há avaliações
- 22 PDFsam Shellrollingprocedure 131019050223 Phpapp01Documento1 página22 PDFsam Shellrollingprocedure 131019050223 Phpapp01mechfreeAinda não há avaliações
- Cold Rolling: Rolling at Normal Room TemperatureDocumento1 páginaCold Rolling: Rolling at Normal Room TemperaturemechfreeAinda não há avaliações
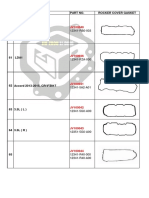
- Honda: No. Car Info. Part No. Rocker Cover GasketDocumento1 páginaHonda: No. Car Info. Part No. Rocker Cover GasketmechfreeAinda não há avaliações
- 8 - PDFsam - Johor Bahru - Travel Guide at WikivoyageDocumento1 página8 - PDFsam - Johor Bahru - Travel Guide at WikivoyagemechfreeAinda não há avaliações
- 11 PDFsam 875 C PDFDocumento1 página11 PDFsam 875 C PDFmechfreeAinda não há avaliações
- 1 PDFsam 875 C PDFDocumento1 página1 PDFsam 875 C PDFmechfreeAinda não há avaliações
- Honda: No. Car Info. Part No. Rocker Cover GasketDocumento1 páginaHonda: No. Car Info. Part No. Rocker Cover GasketmechfreeAinda não há avaliações
- Honda: No. Car Info. Part No. Rocker Cover Gasket EW1, EW3, EW4Documento1 páginaHonda: No. Car Info. Part No. Rocker Cover Gasket EW1, EW3, EW4mechfreeAinda não há avaliações
- Honda: No. Car Info. Part No. Rocker Cover GasketDocumento1 páginaHonda: No. Car Info. Part No. Rocker Cover GasketmechfreeAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- SOMATOM Go - Now Clinical Cases: © Siemens Healthineers, 2019 © Siemens Healthineers, 2019Documento50 páginasSOMATOM Go - Now Clinical Cases: © Siemens Healthineers, 2019 © Siemens Healthineers, 2019Edwar Andreiv Polanco Beltran100% (1)
- Dsem TRM 0514 0052 1 - LRDocumento68 páginasDsem TRM 0514 0052 1 - LRAbhishek JirelAinda não há avaliações
- GE Lunar Prodigy Bone Density 1st BrochureDocumento8 páginasGE Lunar Prodigy Bone Density 1st BrochureErhan DersAinda não há avaliações
- The Digital Radiography SystemDocumento9 páginasThe Digital Radiography SystemReza Apa Ja'erAinda não há avaliações
- RT 2 Certification Scheme DetailDocumento6 páginasRT 2 Certification Scheme DetailKatie RamirezAinda não há avaliações
- RT Pipeline Crawler PDFDocumento12 páginasRT Pipeline Crawler PDFAnonymous 5qPKvmuTWCAinda não há avaliações
- Question Booklet Serial Number Question Booklet Alpha CodeDocumento16 páginasQuestion Booklet Serial Number Question Booklet Alpha CodeAbdul RahimAinda não há avaliações
- DocumentDocumento38 páginasDocumentGEMMALYN BANGAYANAinda não há avaliações
- RPSE CHECKLIST - General RadiographyDocumento3 páginasRPSE CHECKLIST - General RadiographyGladys Matira33% (9)
- Imaging and Detectors For Medical Physics Lecture 1: Medical ImagingDocumento29 páginasImaging and Detectors For Medical Physics Lecture 1: Medical ImagingAlexwgc ChAinda não há avaliações
- MSC Diagnostic Imaging Handbook 2008-9Documento26 páginasMSC Diagnostic Imaging Handbook 2008-9Juhi Desai100% (1)
- Quality Assurance Manual PDFDocumento55 páginasQuality Assurance Manual PDFMohamed IbrahimAinda não há avaliações
- Allengers 150-R Users ManualDocumento14 páginasAllengers 150-R Users ManualMarlon DeteraAinda não há avaliações
- Radiographic ContrastDocumento24 páginasRadiographic ContrastNurFa'ain HalimAinda não há avaliações
- Philips BV 25 C-Arm: OptionsDocumento2 páginasPhilips BV 25 C-Arm: OptionsHenry Sánchez EstradaAinda não há avaliações
- Radiography Mcqs Question: 1. Which of The Following Imaging Modalities Uses X - Rays?Documento8 páginasRadiography Mcqs Question: 1. Which of The Following Imaging Modalities Uses X - Rays?Saurav MishraAinda não há avaliações
- Nondestructive Testing Standards PDFDocumento9 páginasNondestructive Testing Standards PDFvelu50% (2)
- 2 - Imaging With XrayDocumento24 páginas2 - Imaging With XrayomerAinda não há avaliações
- Radiation Protection in Dental RadiologyDocumento52 páginasRadiation Protection in Dental Radiologyivan dario ardila martinezAinda não há avaliações
- Radiation Protection in Digital Radiology: Exposure Indicators and Patient Dose Estimation in CR and DRDocumento84 páginasRadiation Protection in Digital Radiology: Exposure Indicators and Patient Dose Estimation in CR and DRValantina ShapelAinda não há avaliações
- Acr Practice Parameter For The Performance of HysterosalpingographyDocumento9 páginasAcr Practice Parameter For The Performance of HysterosalpingographyAsif JielaniAinda não há avaliações
- X-Ray Technologists 12-2023Documento9 páginasX-Ray Technologists 12-2023PRC BaguioAinda não há avaliações
- OsteDocumento10 páginasOsteAnonymous wdmpgxAinda não há avaliações
- Definium XRF BrochureDocumento12 páginasDefinium XRF BrochureJONAS QUAICOEAinda não há avaliações
- Fixed X-Ray HFDocumento2 páginasFixed X-Ray HFJinesh SanghviAinda não há avaliações
- Full Download Test Bank For Radiographic Image Analysis 4th Edition by Martensen PDF Full ChapterDocumento14 páginasFull Download Test Bank For Radiographic Image Analysis 4th Edition by Martensen PDF Full Chaptermaryrodriguezxsntrogkwd100% (21)
- E192 - RadiographyDocumento2 páginasE192 - RadiographyBalaji RGAinda não há avaliações
- Task Risk Assessment: PSJV Epc 2 - Duqm Refinery ProjectDocumento16 páginasTask Risk Assessment: PSJV Epc 2 - Duqm Refinery Projectrodman823100% (2)
- AGFA CR 30-Xm (English - Datasheet)Documento6 páginasAGFA CR 30-Xm (English - Datasheet)wisateru Inti niagaAinda não há avaliações
- DMF 41 011 PDFDocumento7 páginasDMF 41 011 PDFDenis KimAinda não há avaliações