Você também pode gostar
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- RTC Institute of Technology ANANDI, RANCHI-834 003Documento27 páginasRTC Institute of Technology ANANDI, RANCHI-834 003mecoolguysAinda não há avaliações
- Rapid Prototyping: Ime 545 Case StudyDocumento43 páginasRapid Prototyping: Ime 545 Case StudymecoolguysAinda não há avaliações
- General Purpose Machine Tools - SpalDocumento33 páginasGeneral Purpose Machine Tools - SpalmecoolguysAinda não há avaliações
- Engineering Mechanics STATICSDocumento517 páginasEngineering Mechanics STATICSjoejo_s_hotmail100% (2)
- GATE 2013 Results: Personal InformationDocumento2 páginasGATE 2013 Results: Personal Informationmecoolguys100% (1)
- Flying CarDocumento17 páginasFlying CarmecoolguysAinda não há avaliações
- SamsungS5Mob Store List PDFDocumento44 páginasSamsungS5Mob Store List PDFmecoolguysAinda não há avaliações
- Learn Engineering - Centrifugal PumpDocumento5 páginasLearn Engineering - Centrifugal PumpmecoolguysAinda não há avaliações
- Project Report On Radial Flow Pump V4Documento34 páginasProject Report On Radial Flow Pump V4mecoolguysAinda não há avaliações
- Rotodynamic PumpsDocumento537 páginasRotodynamic Pumpsadelnaftec100% (10)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- REELY Chapter 7 Flashcards - QuizletDocumento2 páginasREELY Chapter 7 Flashcards - QuizletCERTIFIED TROLLAinda não há avaliações
- The Mystery of Berry Berenson and 9-11Documento5 páginasThe Mystery of Berry Berenson and 9-11HierocrypticAinda não há avaliações
- Art in Our Life.Documento2 páginasArt in Our Life.hhAinda não há avaliações
- ACT Crack Geology AnswersDocumento38 páginasACT Crack Geology AnswersMahmoud EbaidAinda não há avaliações
- UNIT-I Impact of Jet On VanesDocumento8 páginasUNIT-I Impact of Jet On VanesAjeet Kumar75% (4)
- Construction Site & Lifting by CraneDocumento68 páginasConstruction Site & Lifting by CraneShammas RajputAinda não há avaliações
- MFE Module 1 .Documento15 páginasMFE Module 1 .Adarsh KAinda não há avaliações
- Identification of The Best Model and Parameters For T-Y-X Equilibrium Data of Ethanol-Water MixtureDocumento7 páginasIdentification of The Best Model and Parameters For T-Y-X Equilibrium Data of Ethanol-Water MixtureMeghana SAinda não há avaliações
- Diploma in Mechanical Engineering Colleges in NoidaDocumento3 páginasDiploma in Mechanical Engineering Colleges in NoidaGalgotias UniversityAinda não há avaliações
- Salt) Base) : Kantipur Engineering College Dhapakhel, LalitpurDocumento3 páginasSalt) Base) : Kantipur Engineering College Dhapakhel, Lalitpursachin50% (2)
- Bio Physics: Prepared by Gayathry SatheesanDocumento19 páginasBio Physics: Prepared by Gayathry SatheesanrehandeshmukhAinda não há avaliações
- Instructions:: Exam Papers Must Not Be Removed From The Exam Room Examiners: R.Russo T.KreouzisDocumento9 páginasInstructions:: Exam Papers Must Not Be Removed From The Exam Room Examiners: R.Russo T.KreouziszcaptAinda não há avaliações
- Discussion EssayDocumento25 páginasDiscussion EssayAnkur SharmaAinda não há avaliações
- Exclusion of Oral by Documentary EvidenceDocumento6 páginasExclusion of Oral by Documentary EvidenceShashikantSauravBarnwalAinda não há avaliações
- Summary Epri Workshop 2017Documento3 páginasSummary Epri Workshop 2017arissaAinda não há avaliações
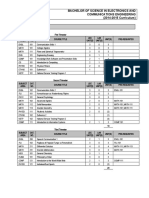
- Program Structure: Bachelor of Science in Electronics and Communications Engineering (2014-2015 Curriculum)Documento5 páginasProgram Structure: Bachelor of Science in Electronics and Communications Engineering (2014-2015 Curriculum)Zainab KadhemAinda não há avaliações
- Test Bank For Economic Development The Pearson Series in Economics 11th Edition Michael P TodaroDocumento24 páginasTest Bank For Economic Development The Pearson Series in Economics 11th Edition Michael P TodaroRebeccaRodriguezcqgf100% (49)
- CAPE Entrepreneurship Module 1 (2023-2024 Syllabus)Documento22 páginasCAPE Entrepreneurship Module 1 (2023-2024 Syllabus)Shimmer100% (1)
- References PDFDocumento2 páginasReferences PDFmequanintAinda não há avaliações
- Tantasqua Regional High School Staff Directory: AdministrationDocumento4 páginasTantasqua Regional High School Staff Directory: AdministrationLauren RockAinda não há avaliações
- Memory Research Paper ExampleDocumento8 páginasMemory Research Paper Examplexhzscbbkf100% (1)
- Responsible Management: Understanding Human Nature, Ethics, and SustainabilityDocumento40 páginasResponsible Management: Understanding Human Nature, Ethics, and SustainabilityCharlene KronstedtAinda não há avaliações
- JTBD Excel TemplateDocumento3 páginasJTBD Excel TemplateDavid GolinAinda não há avaliações
- Thetentrin: DeviceDocumento84 páginasThetentrin: Deviceorli20041Ainda não há avaliações
- Promass 63 ManualDocumento48 páginasPromass 63 Manualleopoldo alejandro antio gonzalezAinda não há avaliações
- ZNE Case Study Buildings Vol1Documento138 páginasZNE Case Study Buildings Vol1Manivannan JAinda não há avaliações
- RPS Bahasa Inggris Untuk Fisika 2020 TranslateDocumento4 páginasRPS Bahasa Inggris Untuk Fisika 2020 TranslateIndah SaputriAinda não há avaliações
- Local Knowledge, Global GoalsDocumento48 páginasLocal Knowledge, Global Goalsecossich123100% (1)
- Coulombs LawDocumento8 páginasCoulombs LawDaniel Esteban Pinto ChaparroAinda não há avaliações
- Vertigo TestDocumento6 páginasVertigo Testalam saroorAinda não há avaliações