Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Eigenvectors and EigenvaluesDocumento7 páginasEigenvectors and Eigenvaluesjuni khishaAinda não há avaliações
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Notes Device PhysicsDocumento9 páginasNotes Device Physicsjuni khishaAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Grad Paper BISTDocumento5 páginasGrad Paper BISTjuni khishaAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- Lec 01Documento71 páginasLec 01juni khishaAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- LHC Data Grid Distributed ComputingDocumento2 páginasLHC Data Grid Distributed Computingjuni khishaAinda não há avaliações
- RF Front End DesignDocumento4 páginasRF Front End Designjuni khishaAinda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- LHC Data Grid Distributed ComputingDocumento2 páginasLHC Data Grid Distributed Computingjuni khishaAinda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Cadence ManualDocumento51 páginasCadence Manualapi-27099960100% (4)
- Report Eect6325 Hw1Documento9 páginasReport Eect6325 Hw1juni khishaAinda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- Current Mirror CadenceDocumento80 páginasCurrent Mirror Cadencejuni khisha100% (2)
- Good 2Documento18 páginasGood 2juni khishaAinda não há avaliações
- Graduate Student Guide Fall 2010 SUNYDocumento53 páginasGraduate Student Guide Fall 2010 SUNYjuni khishaAinda não há avaliações
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- NTH TermDocumento2 páginasNTH Termjuni khishaAinda não há avaliações
- K41L XRZ: Truck-Mounted Concrete Boom PumpDocumento2 páginasK41L XRZ: Truck-Mounted Concrete Boom PumpAtaa AssaadAinda não há avaliações
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- BambooHR - Implementation ApproachDocumento25 páginasBambooHR - Implementation Approachmateoostojic93Ainda não há avaliações
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Your Benefit 250 SCALA: Control Center SystemDocumento6 páginasYour Benefit 250 SCALA: Control Center SystemJennibabes AlgosoAinda não há avaliações
- Proguard SFDocumento1 páginaProguard SFahmedyahea181Ainda não há avaliações
- 50 Đề Đột Phá Tiếng Anh Điểm 9 + Bộ Đề Thi Vào 10 Bùi Văn Vinh - Có Đáp ÁnDocumento225 páginas50 Đề Đột Phá Tiếng Anh Điểm 9 + Bộ Đề Thi Vào 10 Bùi Văn Vinh - Có Đáp ÁnHoài ThuAinda não há avaliações
- HCTL 2017Documento12 páginasHCTL 2017ivancho1070Ainda não há avaliações
- 808D 808D ADV Diagnostics Man 0117 en-USDocumento602 páginas808D 808D ADV Diagnostics Man 0117 en-USParlog DamianAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
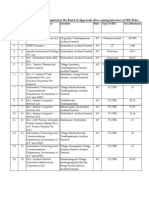
- List of Formal Approval SEZDocumento34 páginasList of Formal Approval SEZsampuran.das@gmail.comAinda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- Industrial-OS Watchdog DOC enDocumento14 páginasIndustrial-OS Watchdog DOC enAldo RahmadAinda não há avaliações
- Bored Piling Method Statement - Planning Engineer EstDocumento8 páginasBored Piling Method Statement - Planning Engineer EstboomiAinda não há avaliações
- Installation Manual: AP70 MK2Documento76 páginasInstallation Manual: AP70 MK2Aaron LesterAinda não há avaliações
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Manual de Serviço Mini System LG LM U2350ADocumento55 páginasManual de Serviço Mini System LG LM U2350AAlbertAinda não há avaliações
- Difference Between Mis and DssDocumento16 páginasDifference Between Mis and DssKelly BaileyAinda não há avaliações
- Datsun Blue Bird Parts Catalog 410 411 1964 68Documento20 páginasDatsun Blue Bird Parts Catalog 410 411 1964 68andrea100% (46)
- Manual Kubota Serie Ed1105 - 30Documento2 páginasManual Kubota Serie Ed1105 - 30Alvaro Escalona GtzAinda não há avaliações
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Project Report: Social Media Marketing As A Tool For Business DevelopmentDocumento46 páginasProject Report: Social Media Marketing As A Tool For Business Developmentayushi gargAinda não há avaliações
- Lean Management: KAIZEN Training of TrainersDocumento24 páginasLean Management: KAIZEN Training of TrainersOscar LiraAinda não há avaliações
- SW Ass1Documento9 páginasSW Ass1Mintesinot MeleseAinda não há avaliações
- UK FireClass FC501 Data SheetDocumento2 páginasUK FireClass FC501 Data SheetSanda Raluca-NicoletaAinda não há avaliações
- Manual: Training - Debugger BasicsDocumento164 páginasManual: Training - Debugger BasicsSaagar KarandeAinda não há avaliações
- SCM Process Assessment and Evaluation: Abcan Consulting IncDocumento25 páginasSCM Process Assessment and Evaluation: Abcan Consulting IncFadzilah MohamadAinda não há avaliações
- Hydropneumatic Suspension SystemDocumento7 páginasHydropneumatic Suspension Systemaniket wadheAinda não há avaliações
- Mitutoyo - Chropowatościomierz Surftest SJ-210 - PRE1344 (3) - 2017 ENDocumento12 páginasMitutoyo - Chropowatościomierz Surftest SJ-210 - PRE1344 (3) - 2017 END.T.Ainda não há avaliações
- Statement of Axis Account No:916010066252060 For The Period (From: 01-04-2021 To: 31-03-2022)Documento13 páginasStatement of Axis Account No:916010066252060 For The Period (From: 01-04-2021 To: 31-03-2022)ma.shehlaintAinda não há avaliações
- Portstation Breathing Apparatus Self Contained Breathing ApparatusDocumento1 páginaPortstation Breathing Apparatus Self Contained Breathing ApparatusFebriansyah Ar-rasyid AiniAinda não há avaliações
- Try Latest & Free DELL EMC DES-6322 Real DumpsDocumento11 páginasTry Latest & Free DELL EMC DES-6322 Real Dumpskaronbill0% (1)
- Air Harmony 4000 Feb 2016Documento6 páginasAir Harmony 4000 Feb 2016Dr shantiAinda não há avaliações
- Acad NagDocumento108 páginasAcad NagDarrylpnzAinda não há avaliações
- Introduction To Shell and Tube Heat Exchangers - Part01Documento24 páginasIntroduction To Shell and Tube Heat Exchangers - Part01SergioRinconSolanoAinda não há avaliações
- Hi-Fog For Buildings: Technical IntroductionDocumento16 páginasHi-Fog For Buildings: Technical IntroductionEsther TapiaAinda não há avaliações
- Chip War: The Quest to Dominate the World's Most Critical TechnologyNo EverandChip War: The Quest to Dominate the World's Most Critical TechnologyNota: 4.5 de 5 estrelas4.5/5 (227)