Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Dangerous Google - Searching For Secrets PDFDocumento12 páginasDangerous Google - Searching For Secrets PDFtamasradu89% (19)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- COLIGWS5Documento4 páginasCOLIGWS5Rishi Sinha25% (4)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Q2 M2 Octet-Rule-And-Lewis-StructureDocumento18 páginasQ2 M2 Octet-Rule-And-Lewis-StructureElysha Mae RamirezAinda não há avaliações
- Chemical Solutions For Oilfield Production PDFDocumento10 páginasChemical Solutions For Oilfield Production PDFSaras Unggul UtamiAinda não há avaliações
- Mare CompnayDocumento4 páginasMare CompnayassadeqAinda não há avaliações
- Aluminium Plate-Fin Heat Ex Changers - LindeDocumento12 páginasAluminium Plate-Fin Heat Ex Changers - LindesoxalAinda não há avaliações
- 12 Jan 23 - NFPA 2001 ChangesDocumento19 páginas12 Jan 23 - NFPA 2001 ChangesFpe SygmaAinda não há avaliações
- Aluminium Plate-Fin Heat Ex Changers - LindeDocumento12 páginasAluminium Plate-Fin Heat Ex Changers - LindesoxalAinda não há avaliações
- R22 PhaseOutDocumento15 páginasR22 PhaseOutassadeqAinda não há avaliações
- 4 Heat TreatmentokDocumento22 páginas4 Heat TreatmentokPramod AthiyarathuAinda não há avaliações
- FP436Documento6 páginasFP436assadeqAinda não há avaliações
- NOHfire PRTCTN SysDocumento82 páginasNOHfire PRTCTN SysassadeqAinda não há avaliações
- 80vol3 32TransformerFireProtectionDocumento43 páginas80vol3 32TransformerFireProtectiondaleramlakhan5714Ainda não há avaliações
- Why Teams Dont Work by J. Richard HackmanDocumento23 páginasWhy Teams Dont Work by J. Richard Hackmanassadeq0% (1)
- ATEX Explanation RotorDocumento1 páginaATEX Explanation RotorAnonymous v7XdaQuAinda não há avaliações
- Centrifugal Pump Api-610 Data Sheet Mks Units: Operating Conditions Site and Utility Data (Cot D)Documento12 páginasCentrifugal Pump Api-610 Data Sheet Mks Units: Operating Conditions Site and Utility Data (Cot D)sahrilbayunirosidikAinda não há avaliações
- SAUDI+ARABIA++-+Import+Guide+02+-+Energy+Efficiency+labeling+Ed +1 0Documento3 páginasSAUDI+ARABIA++-+Import+Guide+02+-+Energy+Efficiency+labeling+Ed +1 0assadeqAinda não há avaliações
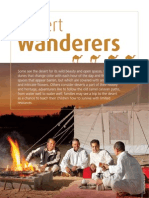
- Desert WanderersDocumento4 páginasDesert WanderersassadeqAinda não há avaliações
- ASME UG 37 Nozzles PDFDocumento6 páginasASME UG 37 Nozzles PDFlatif.deAinda não há avaliações
- Prayer TreeDocumento1 páginaPrayer TreezawjnaAinda não há avaliações
- EERE Air Leakage Guide WEB FileDocumento46 páginasEERE Air Leakage Guide WEB Filebcap-ocean100% (1)
- AHRI Standard 550-590 (I-P) - 2011Documento74 páginasAHRI Standard 550-590 (I-P) - 2011Ahmad Anis100% (3)
- Negotiation - The Art of Getting What You WantDocumento172 páginasNegotiation - The Art of Getting What You WantEric GarcellanoAinda não há avaliações
- Guide To The Use ofDocumento23 páginasGuide To The Use ofassadeqAinda não há avaliações
- Quick Check On Piping FlexibilityDocumento8 páginasQuick Check On Piping Flexibilitysateesh chandAinda não há avaliações
- Basic Data:: Calculation of Gust Effect FactorDocumento4 páginasBasic Data:: Calculation of Gust Effect FactorassadeqAinda não há avaliações
- Extraction CHAPTER 7 UpdatesDocumento22 páginasExtraction CHAPTER 7 UpdatesSyakirin SpearsAinda não há avaliações
- Laundry Detergents An Overview Bajpai 2007Documento14 páginasLaundry Detergents An Overview Bajpai 2007IsaacVandermeulen100% (1)
- Bat Fal Sky 2016Documento13 páginasBat Fal Sky 2016Erick AlmazanAinda não há avaliações
- Fuel Processing Technology: Attila Kun-Balog, Krisztián SztankóDocumento8 páginasFuel Processing Technology: Attila Kun-Balog, Krisztián SztankóSubhadip DasAinda não há avaliações
- IGCSE Chemistry Chemistry of ManufacturingDocumento2 páginasIGCSE Chemistry Chemistry of ManufacturingdanielmahsaAinda não há avaliações
- 11 Solutions 2aDocumento14 páginas11 Solutions 2amainethemaineAinda não há avaliações
- Lesson PlanDocumento3 páginasLesson PlanCatherine yapeAinda não há avaliações
- 10-L1-L2-Heat ExchangeDocumento30 páginas10-L1-L2-Heat Exchangeswapnil pandeAinda não há avaliações
- Suggested Teaching Scheme: Scheme 1: Chemistry To Be Studied in Secondary 3, 4, 5 and 6Documento70 páginasSuggested Teaching Scheme: Scheme 1: Chemistry To Be Studied in Secondary 3, 4, 5 and 6Vincent haAinda não há avaliações
- Aromatic Saturation Catalysts: CRI's Nickel Catalysts KL6564, KL6565, KL6515, KL6516Documento2 páginasAromatic Saturation Catalysts: CRI's Nickel Catalysts KL6564, KL6565, KL6515, KL6516Ahmed SaidAinda não há avaliações
- Glycerol Based Polyurethane: KeywordsDocumento4 páginasGlycerol Based Polyurethane: Keywordsمحمد عزتAinda não há avaliações
- Economisers & Air Preheaters On BoilersDocumento2 páginasEconomisers & Air Preheaters On BoilersSanatha AgungAinda não há avaliações
- Process Heat TransferDocumento327 páginasProcess Heat TransferMartin ZaballaAinda não há avaliações
- Transport Phenomena During Direct Metal Deposition: 137.99.183.201 On: Fri, 12 Dec 2014 02:59:09Documento10 páginasTransport Phenomena During Direct Metal Deposition: 137.99.183.201 On: Fri, 12 Dec 2014 02:59:09Tatiana CaballeroAinda não há avaliações
- 029 3105 Bunga Rombel1 Tugaske01Documento81 páginas029 3105 Bunga Rombel1 Tugaske01Corinne SandersAinda não há avaliações
- Radiant Cooling Technology-InvensysDocumento8 páginasRadiant Cooling Technology-InvensysJavier BaronaAinda não há avaliações
- Important Gate Topics For Mechanical Engineering ME Mechanical Gate Basic Concepts Mechanical Engineering World Project Ideas Seminar TopicsDocumento8 páginasImportant Gate Topics For Mechanical Engineering ME Mechanical Gate Basic Concepts Mechanical Engineering World Project Ideas Seminar TopicsprathameshAinda não há avaliações
- Nitro BenzeneDocumento7 páginasNitro Benzenewasay0% (1)
- Chem103 Exam3Documento8 páginasChem103 Exam3MrPI PandesAinda não há avaliações
- 1 s2.0 S0026265X99000223 Main PDFDocumento11 páginas1 s2.0 S0026265X99000223 Main PDFEng MohammedAinda não há avaliações
- Periodic Table - Practice Sheet - Aarambh NEET 2024Documento6 páginasPeriodic Table - Practice Sheet - Aarambh NEET 2024mdsalakahmed2003Ainda não há avaliações
- Liu 2015Documento5 páginasLiu 2015Steven NuñezAinda não há avaliações
- Analysis of Intensive Evaporation and Condensation: 4 K 59 X, Y, Z, P? M II, PS? PITDocumento14 páginasAnalysis of Intensive Evaporation and Condensation: 4 K 59 X, Y, Z, P? M II, PS? PITSamuel HartonoAinda não há avaliações
- CHEG 342 Solutions ManualDocumento213 páginasCHEG 342 Solutions ManualChaitanya SheopurkarAinda não há avaliações
- Study On The Atomic Term Symbols For F (M Free Ion) ConfigurationDocumento9 páginasStudy On The Atomic Term Symbols For F (M Free Ion) ConfigurationbbtbadalAinda não há avaliações
- DEEA - MAPA ProcessDocumento1 páginaDEEA - MAPA ProcessMaythee SaisriyootAinda não há avaliações
- Applied Catalysis, 6Documento22 páginasApplied Catalysis, 6Andres Suarez GonzalezAinda não há avaliações