Você também pode gostar
- Intimacy and Healthy Affective Maturaity - Fa-Winter09bDocumento9 páginasIntimacy and Healthy Affective Maturaity - Fa-Winter09bCarlos GiraldoAinda não há avaliações
- Dynamic Stretching - Stability - Strength.570239Documento2 páginasDynamic Stretching - Stability - Strength.570239Sylvia GraceAinda não há avaliações
- The Brew Your Own Big Book of Clone Recipe - Brew Your OwnDocumento716 páginasThe Brew Your Own Big Book of Clone Recipe - Brew Your OwnFrederico Ribeiro67% (3)
- UT Formula SheetDocumento2 páginasUT Formula SheetOktayKulAinda não há avaliações
- ITP For C5 PaintingDocumento27 páginasITP For C5 PaintingRai Singh MalhiAinda não há avaliações
- Ut-001 Rev 0 Ultrasonic Testing ProcedureDocumento5 páginasUt-001 Rev 0 Ultrasonic Testing ProcedureBen Buys100% (1)
- Solar Powered Water Pumping System PDFDocumento46 páginasSolar Powered Water Pumping System PDFVijay Nishad100% (1)
- Magnetic Particle Testing Procedure Song Ngu PDFDocumento24 páginasMagnetic Particle Testing Procedure Song Ngu PDFTrung Tinh Ho100% (1)
- Ultrasonic Test ProcedureDocumento8 páginasUltrasonic Test ProcedureShailendra GhaisasAinda não há avaliações
- Letter For SubmissionDocumento2 páginasLetter For SubmissionRai Singh MalhiAinda não há avaliações
- Lesson 3 - IsO 9712Documento13 páginasLesson 3 - IsO 9712Abdelaziz AbdoAinda não há avaliações
- Weldment Visual Inspection RequirementsDocumento10 páginasWeldment Visual Inspection RequirementsKarthik P MuraliAinda não há avaliações
- Method Statement For Dye Penetrant Test For Storage TanksDocumento5 páginasMethod Statement For Dye Penetrant Test For Storage Tanksmecmacho100% (3)
- PMI ProcedureDocumento7 páginasPMI Procedureosito1214100% (1)
- RT Report FormatDocumento1 páginaRT Report FormatRonanki RaviAinda não há avaliações
- ASME Sección V - Artículo 6Documento9 páginasASME Sección V - Artículo 6Jhonathan ST100% (1)
- Dye Penetrant ProcedureDocumento8 páginasDye Penetrant ProcedureTouil HoussemAinda não há avaliações
- Pamet and PasmethDocumento4 páginasPamet and PasmethBash De Guzman50% (2)
- P-003 Ultrasonic Testing ProcedureDocumento24 páginasP-003 Ultrasonic Testing ProcedureSaheb Yadav100% (2)
- Dual Laminate Piping HandbookDocumento46 páginasDual Laminate Piping HandbookA.Subin DasAinda não há avaliações
- PWHT ProcedureDocumento10 páginasPWHT ProcedureSang Nguyen QuangAinda não há avaliações
- Evaluation WelderDocumento2 páginasEvaluation WelderRai Singh Malhi100% (1)
- The Aging Brain: Course GuidebookDocumento126 páginasThe Aging Brain: Course GuidebookIsabel Cristina Jaramillo100% (2)
- NDT RT ProcedureDocumento16 páginasNDT RT ProcedureSandiSandii100% (1)
- Method of Statement-RTDocumento7 páginasMethod of Statement-RTbuddhikasat50% (2)
- Editable NDT Written PractiseDocumento15 páginasEditable NDT Written PractiseArockia Rohan Vincent100% (3)
- Lamtiation Ut ProcdureDocumento12 páginasLamtiation Ut ProcduremnmsingamAinda não há avaliações
- Hardness Testing Rev 00Documento8 páginasHardness Testing Rev 00muslim100% (1)
- RT ProcedureDocumento18 páginasRT Procedure1339979Ainda não há avaliações
- PT Procedure GeneralDocumento9 páginasPT Procedure Generalvsnaiduqc100% (1)
- Wash Tank Repair & Improvement Minas and Petapahan ProjectDocumento9 páginasWash Tank Repair & Improvement Minas and Petapahan ProjectEndika Alfan100% (2)
- All NDE ProcedureDocumento35 páginasAll NDE ProcedureArun Karthikeyan100% (2)
- P-001 Radiographic Testing Procedure For PipelineDocumento25 páginasP-001 Radiographic Testing Procedure For PipelineSaheb YadavAinda não há avaliações
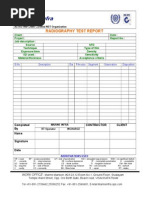
- Radiographic Inspection Report SheetDocumento1 páginaRadiographic Inspection Report SheetMike BoyesAinda não há avaliações
- Calibration Sheet Ultrasonic Test EquipmentDocumento1 páginaCalibration Sheet Ultrasonic Test EquipmentjohnAinda não há avaliações
- Visual Examination Procedure: 1. PurposeDocumento4 páginasVisual Examination Procedure: 1. PurposeElvin MenlibaiAinda não há avaliações
- Procedure For The Dye Penetrant Testing of Steel Forgings To BS EN 10228-2:2016Documento4 páginasProcedure For The Dye Penetrant Testing of Steel Forgings To BS EN 10228-2:2016Mark BrailsfordAinda não há avaliações
- Manual Ultrasonic Testing - WeldDocumento5 páginasManual Ultrasonic Testing - Weldkiki270977Ainda não há avaliações
- Radiography Test ProcedureDocumento12 páginasRadiography Test Procedurehasan_676489616100% (4)
- Aws d1.1 RT Inspection ProcedureDocumento14 páginasAws d1.1 RT Inspection ProcedureMohanadAinda não há avaliações
- Mpi Report SampleDocumento6 páginasMpi Report SampleGowrisanthosh PalikaAinda não há avaliações
- Vaccum Box Procedure API 650 OKDocumento7 páginasVaccum Box Procedure API 650 OKTouil Houssem100% (1)
- Dye Penetrant Test ProcedureDocumento7 páginasDye Penetrant Test ProcedurePer DC100% (1)
- Mechanical PropertiesDocumento19 páginasMechanical PropertiesRai Singh MalhiAinda não há avaliações
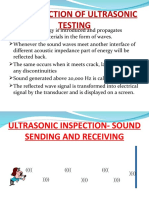
- Introduction of Ultrasonic TestingDocumento70 páginasIntroduction of Ultrasonic TestingMAXX ENGINEERS100% (1)
- AWSD1.1 Procedure UtDocumento19 páginasAWSD1.1 Procedure Utkevin desai50% (2)
- RT Procedure Rev01EDocumento20 páginasRT Procedure Rev01ETrương Ngọc SơnAinda não há avaliações
- Painting Procedure TemplateDocumento15 páginasPainting Procedure TemplateGodwin A.udo-akan100% (2)
- Leak Test Procedure of Atmospheric VesselDocumento9 páginasLeak Test Procedure of Atmospheric VesselRicardo NapitupuluAinda não há avaliações
- Phased Array Ut Procedure For WeldsDocumento12 páginasPhased Array Ut Procedure For WeldsMohd Salleh Zainal100% (7)
- Rtfi Report PDFDocumento1 páginaRtfi Report PDFShreekanthKannathAinda não há avaliações
- Astm e 1390Documento3 páginasAstm e 1390Mohamed100% (1)
- Chemrite SP 200Documento3 páginasChemrite SP 200ghazanfarAinda não há avaliações
- OI For UT of Laminations-BasicDocumento8 páginasOI For UT of Laminations-Basicperogami100% (1)
- RT Procedure 10.09.16Documento9 páginasRT Procedure 10.09.16mukeshsingh6Ainda não há avaliações
- Vacuum Box Test Report of Tank T-8112 Bottom PlatesDocumento8 páginasVacuum Box Test Report of Tank T-8112 Bottom PlatesShalom LivingstonAinda não há avaliações
- Teleperformance Global Services Private Limited: Full and Final Settlement - December 2023Documento3 páginasTeleperformance Global Services Private Limited: Full and Final Settlement - December 2023vishal.upadhyay9279Ainda não há avaliações
- GE Mentor EM Weld BrochureDocumento6 páginasGE Mentor EM Weld BrochuredimachampionAinda não há avaliações
- Radiographic Test ProcedureDocumento10 páginasRadiographic Test ProcedureNoor A AlamAinda não há avaliações
- Back Gouging ProcedureDocumento2 páginasBack Gouging ProcedureVishal SharmaAinda não há avaliações
- Method Statement - RT Lorad + CRTDocumento4 páginasMethod Statement - RT Lorad + CRTMohdHuzairiRusli100% (4)
- Welding QuestionnaireDocumento4 páginasWelding QuestionnaireRai Singh Malhi100% (3)
- Method of Statement NDTDocumento11 páginasMethod of Statement NDTAhmed Iraky0% (1)
- RT ProcedureDocumento12 páginasRT ProcedurePRASHANTAinda não há avaliações
- ISCO HDPE Full Line CatalogDocumento252 páginasISCO HDPE Full Line Catalogpvsreddy2002100% (1)
- City of Atlanta - Structural Checklist: All Items Listed Herein Shall Be Complied With If Applicable To The ProjectDocumento16 páginasCity of Atlanta - Structural Checklist: All Items Listed Herein Shall Be Complied With If Applicable To The ProjectSandip SurAinda não há avaliações
- Idoc - Pub Bs en 13369 TolerancesDocumento6 páginasIdoc - Pub Bs en 13369 TolerancesRai Singh MalhiAinda não há avaliações
- Vacuum Box Test PDFDocumento3 páginasVacuum Box Test PDFWilson RodriguezAinda não há avaliações
- PWHT PROCEDURE (11) Rev 0Documento14 páginasPWHT PROCEDURE (11) Rev 0AbdulNeyasAinda não há avaliações
- Radiographic Testing ProcedureDocumento12 páginasRadiographic Testing ProcedureJake SparrowAinda não há avaliações
- RT ProcedureDocumento25 páginasRT ProcedurePhong Do100% (2)
- Figure T-434.2.1 Nonpiping Calibration BlocksDocumento1 páginaFigure T-434.2.1 Nonpiping Calibration BlocksChandrashekhar ThiramdasuAinda não há avaliações
- Ut ReportDocumento6 páginasUt ReportVijay PandeyAinda não há avaliações
- Sop RTDocumento9 páginasSop RTEddy Dwi CahyonoAinda não há avaliações
- NDT - RADIOGRAPHDocumento12 páginasNDT - RADIOGRAPHDedy TriandaAinda não há avaliações
- RT Procedure Rev.01Documento30 páginasRT Procedure Rev.01shivanshsovAinda não há avaliações
- Covr Letter For TestingDocumento1 páginaCovr Letter For TestingRai Singh MalhiAinda não há avaliações
- Test Certificate: QR/BTC/01 ISO 9001:2015 CompanyDocumento1 páginaTest Certificate: QR/BTC/01 ISO 9001:2015 CompanyRai Singh MalhiAinda não há avaliações
- Rfi 168 & 168aDocumento2 páginasRfi 168 & 168aRai Singh MalhiAinda não há avaliações
- Inspection Call 002Documento1 páginaInspection Call 002Rai Singh MalhiAinda não há avaliações
- Calibration LetterDocumento1 páginaCalibration LetterRai Singh Malhi100% (1)
- Inspection Call - InspectionDocumento1 páginaInspection Call - InspectionRai Singh MalhiAinda não há avaliações
- Joint Sampling Report PDFDocumento1 páginaJoint Sampling Report PDFRai Singh MalhiAinda não há avaliações
- Sms ShayariDocumento3 páginasSms ShayariRai Singh MalhiAinda não há avaliações
- b1 Stud WeldingDocumento1 páginab1 Stud WeldingRai Singh MalhiAinda não há avaliações
- Bank Rate 9Documento1 páginaBank Rate 9Rai Singh MalhiAinda não há avaliações
- Sms ShayariDocumento3 páginasSms ShayariRai Singh MalhiAinda não há avaliações
- Vehicle Unloading LetterDocumento2 páginasVehicle Unloading LetterRai Singh MalhiAinda não há avaliações
- Evidence-Based Strength & HypertrophyDocumento6 páginasEvidence-Based Strength & HypertrophyAnže BenkoAinda não há avaliações
- Plyometric Training: Sports Med 2Documento9 páginasPlyometric Training: Sports Med 2Viren ManiyarAinda não há avaliações
- An Assignment On "Mycology Laboratory Technique"Documento1 páginaAn Assignment On "Mycology Laboratory Technique"BsksvdndkskAinda não há avaliações
- Notes, MetalsDocumento7 páginasNotes, MetalsindaiAinda não há avaliações
- RCMaDocumento18 páginasRCMaAnonymous ffje1rpaAinda não há avaliações
- Cross Rate and Merchant RateDocumento26 páginasCross Rate and Merchant RateDivya NadarajanAinda não há avaliações
- Design and Details of Elevated Steel Tank PDFDocumento10 páginasDesign and Details of Elevated Steel Tank PDFandysupaAinda não há avaliações
- Supercritical Carbon DioxideDocumento3 páginasSupercritical Carbon DioxideRawda SeragAinda não há avaliações
- Little Ann and Other Poems by Ann Taylor and Jane TaylorDocumento41 páginasLittle Ann and Other Poems by Ann Taylor and Jane Tayloralexa alexaAinda não há avaliações
- Rrs PresentationDocumento69 páginasRrs PresentationPriyamvada Biju100% (1)
- URICA TestDocumento3 páginasURICA TestCristy PagalanAinda não há avaliações
- Aquamine 50.01Documento17 páginasAquamine 50.01Armando RelajoAinda não há avaliações
- AUDCISE Unit 1 WorksheetsDocumento2 páginasAUDCISE Unit 1 WorksheetsMarjet Cis QuintanaAinda não há avaliações
- CatalogDocumento12 páginasCatalogjonz afashAinda não há avaliações
- Ams - 4640-C63000 Aluminium Nickel MNDocumento3 páginasAms - 4640-C63000 Aluminium Nickel MNOrnella MancinelliAinda não há avaliações
- InotroposDocumento4 páginasInotroposjuan camiloAinda não há avaliações
- 00516-CLIA-Newsletter Jan 06Documento4 páginas00516-CLIA-Newsletter Jan 06losangelesAinda não há avaliações
- 03 Secondary School Student's Academic Performance Self Esteem and School Environment An Empirical Assessment From NigeriaDocumento10 páginas03 Secondary School Student's Academic Performance Self Esteem and School Environment An Empirical Assessment From NigeriaKienstel GigantoAinda não há avaliações
- Trillanes V PimentelDocumento2 páginasTrillanes V PimentelKirk LabowskiAinda não há avaliações