Você também pode gostar
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- O & M of Sub StationDocumento94 páginasO & M of Sub StationAlbert Sekar100% (2)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Roland e 80 Service NotesDocumento116 páginasRoland e 80 Service NotesAdriano Camocardi50% (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- CommunicationsDocumento6 páginasCommunicationsRaine LopezAinda não há avaliações
- Worksheet 13 PDFDocumento4 páginasWorksheet 13 PDFVijay Bhaskar50% (2)
- WaveletsDocumento109 páginasWaveletslavanyachezhiyanAinda não há avaliações
- PranamDocumento3 páginasPranamlavanyachezhiyanAinda não há avaliações
- Linear Filtering Methods Based On The DFTDocumento50 páginasLinear Filtering Methods Based On The DFTlavanyachezhiyan67% (3)
- The Basics of Antenna ArraysDocumento8 páginasThe Basics of Antenna ArrayslavanyachezhiyanAinda não há avaliações
- Sobel Edge Detection Algorithm - TutorialDocumento11 páginasSobel Edge Detection Algorithm - TutorialjoseolivapAinda não há avaliações
- Module 2,3 & 4Documento199 páginasModule 2,3 & 4lavanyachezhiyanAinda não há avaliações
- Clarion 3225kca Audio CarDocumento22 páginasClarion 3225kca Audio CarLeonardo BeltraoAinda não há avaliações
- Tan Delta CDF-6000Documento2 páginasTan Delta CDF-6000MarcoGiraldoAinda não há avaliações
- Electronic System Design PPT - Electrical Behavior of CMOS and BiCMOSDocumento6 páginasElectronic System Design PPT - Electrical Behavior of CMOS and BiCMOSAnoop MathewAinda não há avaliações
- Fuses-Medium Voltage 9.0-1: September 2011Documento12 páginasFuses-Medium Voltage 9.0-1: September 2011Fredelito Dela CruzAinda não há avaliações
- 13 Optimizing Universal Radio ICsDocumento11 páginas13 Optimizing Universal Radio ICswebdrifter100% (1)
- Obsolescence Management The Impact OnDocumento8 páginasObsolescence Management The Impact OnZia Ul BasithAinda não há avaliações
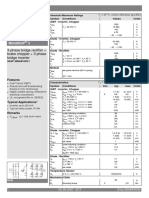
- Converter, Inverter, Brake: Skiip 35Nab126V1Documento4 páginasConverter, Inverter, Brake: Skiip 35Nab126V1JesusRiveroAinda não há avaliações
- A Bidirectional DC-DC Converter For An Energy Storage System With Galvanic IsolationDocumento8 páginasA Bidirectional DC-DC Converter For An Energy Storage System With Galvanic IsolationKrishnaChaitanyaAinda não há avaliações
- Basic Electronics Slides 1 30Documento30 páginasBasic Electronics Slides 1 30Nithish KolliAinda não há avaliações
- Electronic Devices Model Question PapersDocumento2 páginasElectronic Devices Model Question Papersk_kunarajAinda não há avaliações
- CS302 Spring2009 2010 MidTerm PDFDocumento38 páginasCS302 Spring2009 2010 MidTerm PDFattiqueAinda não há avaliações
- Service Manual: Sony@Documento20 páginasService Manual: Sony@Javier CisnerosAinda não há avaliações
- Weighing in On Photonic-Based Machine Learning For Automotive MobilityDocumento2 páginasWeighing in On Photonic-Based Machine Learning For Automotive MobilitymtkliemaAinda não há avaliações
- Three-Port Rectifier-Based AC-DC Power Converters With Sigma Architecture and Reduced Conversion StagesDocumento10 páginasThree-Port Rectifier-Based AC-DC Power Converters With Sigma Architecture and Reduced Conversion StagesifyAinda não há avaliações
- EPF10K20RC208 4 (Pin Out)Documento3 páginasEPF10K20RC208 4 (Pin Out)api-3825669Ainda não há avaliações
- CheetahPerc JKM380-400M-72H-V-A1-EN PDFDocumento2 páginasCheetahPerc JKM380-400M-72H-V-A1-EN PDFLuis PerdomoAinda não há avaliações
- 7404 DatasheetDocumento4 páginas7404 DatasheetLaura Morales DiazAinda não há avaliações
- Ultrasonic MachiningDocumento16 páginasUltrasonic Machininggovind jodhaniAinda não há avaliações
- LC Circuit - Wikipedia, The Free EncyclopediaDocumento9 páginasLC Circuit - Wikipedia, The Free EncyclopediaAdrian TanaseAinda não há avaliações
- Cineral Tc1433nuDocumento4 páginasCineral Tc1433nuMundodoRadioAinda não há avaliações
- Communication TechnologyDocumento5 páginasCommunication TechnologyHerthik PrathabanAinda não há avaliações
- Reliability: Gerard's ColumnsDocumento1 páginaReliability: Gerard's ColumnsAmanda GonzálezAinda não há avaliações
- Single Phase PWM InverterDocumento11 páginasSingle Phase PWM InverterFoom A. Alshekh100% (2)
- Data Sheet: 1 W BTL Audio Amplifier With Digital Volume ControlDocumento20 páginasData Sheet: 1 W BTL Audio Amplifier With Digital Volume ControlНаталія ЛіськевичAinda não há avaliações
- SST-2000 SeriesDocumento33 páginasSST-2000 SeriesLeyverMBAinda não há avaliações
- Ansi C37.66 1969 (R1982) PDFDocumento21 páginasAnsi C37.66 1969 (R1982) PDFIvanAinda não há avaliações