Você também pode gostar
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Side Pocket Mandral PDFDocumento27 páginasSide Pocket Mandral PDFwajihhasnainAinda não há avaliações
- Amazing Curly ScarfDocumento1 páginaAmazing Curly ScarfBea Ann100% (1)
- Machine Design An Integrated ApproachDocumento280 páginasMachine Design An Integrated ApproachJorge fernandezAinda não há avaliações
- Computational Materials ScienceDocumento32 páginasComputational Materials ScienceJohn_AdaAinda não há avaliações
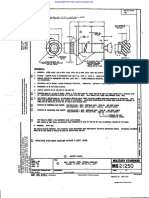
- Nasm21250 (MS21250, Nas624 .. Nas644)Documento4 páginasNasm21250 (MS21250, Nas624 .. Nas644)Bogdan RusuAinda não há avaliações
- LHM 420Documento432 páginasLHM 420Mohamed El Gamal100% (1)
- Copper Nickel Alloys Properties and Applications 12007Documento28 páginasCopper Nickel Alloys Properties and Applications 12007chocohmxAinda não há avaliações
- Mse 2015Documento21 páginasMse 2015John_AdaAinda não há avaliações
- Copper Nickel Alloys Properties and Applications 12007Documento28 páginasCopper Nickel Alloys Properties and Applications 12007chocohmxAinda não há avaliações
- Mining Data From CFD Simulations Using Suport Vector Machine LearningDocumento4 páginasMining Data From CFD Simulations Using Suport Vector Machine LearningJohn_AdaAinda não há avaliações
- Material Science EngineDocumento5 páginasMaterial Science EngineJohn_AdaAinda não há avaliações
- Engineering: Chemical Engineering and Materials ScienceDocumento3 páginasEngineering: Chemical Engineering and Materials ScienceJohn_AdaAinda não há avaliações
- MseDocumento3 páginasMseJohn_AdaAinda não há avaliações
- Material Science EngineDocumento5 páginasMaterial Science EngineJohn_AdaAinda não há avaliações
- Curie Temperature in Ferromagnetic MaterialsDocumento6 páginasCurie Temperature in Ferromagnetic MaterialsJohn_AdaAinda não há avaliações
- Thermo-Cam at Topic WeekDocumento11 páginasThermo-Cam at Topic WeekJohn_AdaAinda não há avaliações
- MatscienceDocumento13 páginasMatscienceapi-73325304Ainda não há avaliações
- Experimentation With Ferromagnetic Materials UsingDocumento6 páginasExperimentation With Ferromagnetic Materials UsingJohn_AdaAinda não há avaliações
- Thermo-Cam at Topic WeekDocumento11 páginasThermo-Cam at Topic WeekJohn_AdaAinda não há avaliações
- Fe-C Phase DiagramDocumento34 páginasFe-C Phase DiagramYoung-long Choi100% (1)
- Analyses of The Fundamental Parameters of Cold DieDocumento8 páginasAnalyses of The Fundamental Parameters of Cold DieJohn_AdaAinda não há avaliações
- 104phases Notes 1314 CDocumento69 páginas104phases Notes 1314 Cnilanga123Ainda não há avaliações
- Chapter 3Documento26 páginasChapter 3Bala SubramanianAinda não há avaliações
- 1-2 Learning ABAQUSDocumento9 páginas1-2 Learning ABAQUSCuGáyLâmĐồngAinda não há avaliações
- Holonic ReconfigurableDocumento6 páginasHolonic ReconfigurableJohn_Ada100% (1)
- Beading Inspiration - How To Use Color in Jewelry DesignDocumento95 páginasBeading Inspiration - How To Use Color in Jewelry DesignJohn_Ada100% (3)
- The Art of Bead EmbroideryDocumento113 páginasThe Art of Bead Embroiderymunteanu_oana_7100% (3)
- 10th Wseas Int. Conf. On Automatic Control, Modelling & SimulationDocumento6 páginas10th Wseas Int. Conf. On Automatic Control, Modelling & SimulationJohn_Ada100% (1)
- 10th Wseas Int. Conf. On Automatic Control, Modelling & SimulationDocumento6 páginas10th Wseas Int. Conf. On Automatic Control, Modelling & SimulationJohn_Ada100% (2)
- FLY Software Package Expert hyperMILL enDocumento3 páginasFLY Software Package Expert hyperMILL enVinicius Sabrina PedroAinda não há avaliações
- Geometric Accuracy of Machine Tools" Holub, M. (2018)Documento24 páginasGeometric Accuracy of Machine Tools" Holub, M. (2018)Edgar CaloAinda não há avaliações
- ESAFORM2008 ProceedingsDocumento82 páginasESAFORM2008 Proceedingsnyilmaz72411Ainda não há avaliações
- Optimalisasi Hasil Proses Wire-Cut Edm Dengan Metode Principal Component Analysis (Pca) (Studi Kasus Di CV - Catur Prasetya Packindo) Mulyadi, Agus Puji SuryantoDocumento6 páginasOptimalisasi Hasil Proses Wire-Cut Edm Dengan Metode Principal Component Analysis (Pca) (Studi Kasus Di CV - Catur Prasetya Packindo) Mulyadi, Agus Puji SuryantoSigit BagusAinda não há avaliações
- Catalogo Adaptadores HidraulicosDocumento97 páginasCatalogo Adaptadores HidraulicosGonzalo Villalobos SanchezAinda não há avaliações
- Spin Del BrochureDocumento14 páginasSpin Del BrochureshifaAinda não há avaliações
- Catalogue W170Documento46 páginasCatalogue W170graham4877Ainda não há avaliações
- IMECS2009 pp1803-1808Documento6 páginasIMECS2009 pp1803-1808Ratan KumarAinda não há avaliações
- Me6703 Cim Mech Viist Au Unit IIIDocumento51 páginasMe6703 Cim Mech Viist Au Unit IIISiva RamanAinda não há avaliações
- 6th Sem Milling MachineDocumento41 páginas6th Sem Milling MachineIshan VermaAinda não há avaliações
- Un NecessaryDocumento86 páginasUn NecessaryAbdul AhadAinda não há avaliações
- Heckert H Series Brochure 2022 enDocumento15 páginasHeckert H Series Brochure 2022 enKalees WaranAinda não há avaliações
- True Bore Alignment System: User GuideDocumento12 páginasTrue Bore Alignment System: User GuideDenis BenderAinda não há avaliações
- ASU Design and Manufacturing BOOKLETDocumento0 páginaASU Design and Manufacturing BOOKLETIndranil BhattacharyyaAinda não há avaliações
- Module 1. Prelims Workshop Theory and Practice 1ADocumento7 páginasModule 1. Prelims Workshop Theory and Practice 1AmanuelAinda não há avaliações
- Automan 3 AprilDocumento14 páginasAutoman 3 AprilJohn DonboscoAinda não há avaliações
- Labormil Multi-Purpose Lathe N Machine ToolDocumento14 páginasLabormil Multi-Purpose Lathe N Machine Toolgotti45Ainda não há avaliações
- Drilling-Machine Group 5Documento19 páginasDrilling-Machine Group 5Chandra Kiran HjAinda não há avaliações
- Project Report: Submitted To: Sir Anees Ur RehmanDocumento9 páginasProject Report: Submitted To: Sir Anees Ur RehmanMuneeb Ur RehmanAinda não há avaliações
- Reverse Edm Collective Electrodes in Micro EcmDocumento5 páginasReverse Edm Collective Electrodes in Micro EcmInternational Journal of Application or Innovation in Engineering & ManagementAinda não há avaliações
- Automation, Prouction Systems and CIM MP GROOVER CHAPTER 7 SolutionDocumento24 páginasAutomation, Prouction Systems and CIM MP GROOVER CHAPTER 7 SolutionMuhammad Adeel Ahsen100% (1)
- PhoenixDocumento65 páginasPhoenixdominant cncAinda não há avaliações
- Tugas Presentasi Prosman Kelas C Ganjil 2021 OkDocumento2 páginasTugas Presentasi Prosman Kelas C Ganjil 2021 OkRidwan HakimAinda não há avaliações
- Optimization of Reamming Process Using Particle Swarm OptimizationDocumento18 páginasOptimization of Reamming Process Using Particle Swarm OptimizationArivazhagan ArtAinda não há avaliações
- Risk AssessmentDocumento6 páginasRisk AssessmentEhab Yahia Khalel100% (2)