Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Probability H Venn Diagrams v2 SOLUTIONS v2 2 PDFDocumento7 páginasProbability H Venn Diagrams v2 SOLUTIONS v2 2 PDFEcho BaguinonAinda não há avaliações
- Mobile HardwereDocumento19 páginasMobile Hardwereanil8481Ainda não há avaliações
- Tapchanger Dual Assessment Raka Levi31102011 PDFDocumento12 páginasTapchanger Dual Assessment Raka Levi31102011 PDFYuri OmonteAinda não há avaliações
- Stock Price Prediction Using LSTMDocumento29 páginasStock Price Prediction Using LSTMKunal GargAinda não há avaliações
- Entity Framework Interview Questions With AnswersDocumento16 páginasEntity Framework Interview Questions With AnswersShivprasad Koirala100% (5)
- Assignments CHSSCDocumento7 páginasAssignments CHSSCphani12_chem5672Ainda não há avaliações
- Hard Disk Drive Specification HGST Travelstar Z7K500Documento173 páginasHard Disk Drive Specification HGST Travelstar Z7K500OmegalexAinda não há avaliações
- Module 4. Heat TransferDocumento28 páginasModule 4. Heat TransferBry RamosAinda não há avaliações
- Chm361-Chapter 3 SolidDocumento60 páginasChm361-Chapter 3 Solidfatin harrisAinda não há avaliações
- Calibration Procedure On ML-D5, D6 (ZERO-SPAN Adjustment)Documento2 páginasCalibration Procedure On ML-D5, D6 (ZERO-SPAN Adjustment)Haytham RedaAinda não há avaliações
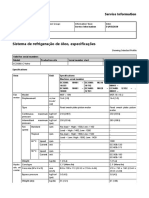
- Sistema de Refrigeração de Óleo, EspecificaçõesDocumento2 páginasSistema de Refrigeração de Óleo, EspecificaçõesAlexandreAinda não há avaliações
- Mechanical Damage and Fatigue Assessment of Dented Pipelines Using FeaDocumento10 páginasMechanical Damage and Fatigue Assessment of Dented Pipelines Using FeaVitor lopesAinda não há avaliações
- Case StudyDocumento6 páginasCase Studyzaid bin shafiAinda não há avaliações
- Flexible Perovskite Solar CellsDocumento31 páginasFlexible Perovskite Solar CellsPEDRO MIGUEL SOLORZANO PICONAinda não há avaliações
- Reflection and ShearDocumento7 páginasReflection and ShearsamAinda não há avaliações
- Seminar, Workshop, ConferenceDocumento30 páginasSeminar, Workshop, ConferenceMutharasu SAinda não há avaliações
- SPE15010Documento11 páginasSPE15010Leandro NavarroAinda não há avaliações
- 16 Astral - Pool Heating 2008Documento38 páginas16 Astral - Pool Heating 2008drožmanićAinda não há avaliações
- Nadella Cam Follower PF810EDocumento22 páginasNadella Cam Follower PF810EAldair MezaAinda não há avaliações
- Data Structure and AlgorithmDocumento12 páginasData Structure and Algorithmleah pileoAinda não há avaliações
- Back-to-Back Accelerometer CalibrationDocumento3 páginasBack-to-Back Accelerometer CalibrationAekDzLaiAinda não há avaliações
- Staircase Preliminary Design Based On NBC and IS CodeDocumento10 páginasStaircase Preliminary Design Based On NBC and IS CodeEducation. HubAinda não há avaliações
- Koine GreekDocumento226 páginasKoine GreekΜάριος Αθανασίου100% (6)
- J R Rice - Path Independentt Integral - JAM68Documento8 páginasJ R Rice - Path Independentt Integral - JAM68CJCONSTANTEAinda não há avaliações
- Speech Enhancement Using Minimum Mean-Square Error Short-Time Spectral Amplitude EstimatorDocumento13 páginasSpeech Enhancement Using Minimum Mean-Square Error Short-Time Spectral Amplitude EstimatorwittyofficerAinda não há avaliações
- Truefire Guitar Chord Cookbook PDFDocumento101 páginasTruefire Guitar Chord Cookbook PDFeuripides7794% (17)
- C1 Questions Part 4Documento34 páginasC1 Questions Part 4Mohammad KhanAinda não há avaliações
- Ns 3 TutorialDocumento105 páginasNs 3 TutorialparabavireoAinda não há avaliações
- BXE Experiment No.3Documento8 páginasBXE Experiment No.3DsgawaliAinda não há avaliações
- Clayton, R., Chen, S., & Lefort, G. (2005) - New Bit Design, Cutter Technology Extend PDC Applications To Hard Rock Drilling PDFDocumento9 páginasClayton, R., Chen, S., & Lefort, G. (2005) - New Bit Design, Cutter Technology Extend PDC Applications To Hard Rock Drilling PDFadeelsnAinda não há avaliações