Você também pode gostar
- Interfacial Heat Transfer Coefficients of Various Vapors in Direct Contact CondensationDocumento11 páginasInterfacial Heat Transfer Coefficients of Various Vapors in Direct Contact CondensationJesse Haney IIIAinda não há avaliações
- Safety Moment 15 Common Process Safety Hazards Part 3Documento4 páginasSafety Moment 15 Common Process Safety Hazards Part 3fciausiAinda não há avaliações
- Room Temperature Synthesis of Copper Oxide Nanoparticles Morphological Evaluation and Their Catalytic Applications For Degradation of Dyes and C-N Bond Formation Reaction PDFDocumento11 páginasRoom Temperature Synthesis of Copper Oxide Nanoparticles Morphological Evaluation and Their Catalytic Applications For Degradation of Dyes and C-N Bond Formation Reaction PDFAshpavi ArunAinda não há avaliações
- Estimation of PropertiesDocumento34 páginasEstimation of PropertiesLee860531100% (1)
- Understanding process equipment optimizationDocumento5 páginasUnderstanding process equipment optimizationrahulAinda não há avaliações
- Mobile Tower and Mobile Phone Radiation Hazards - Prof Girish KumarDocumento52 páginasMobile Tower and Mobile Phone Radiation Hazards - Prof Girish KumarNeha KumarAinda não há avaliações
- Rupture Disks For Process Engineers - Part 2Documento6 páginasRupture Disks For Process Engineers - Part 2Clarence AG YueAinda não há avaliações
- Performance Analysis of Shell and Tube Heat ExchangersDocumento5 páginasPerformance Analysis of Shell and Tube Heat ExchangersMichał KisielewskiAinda não há avaliações
- Brazed Aluminium Plate Fin Heat Exchangers-Construction, Uses Advantages in Cryogenic Refrigeration SystemsDocumento31 páginasBrazed Aluminium Plate Fin Heat Exchangers-Construction, Uses Advantages in Cryogenic Refrigeration SystemsHitesh Panchal100% (1)
- Choked Flow at PSV Outlet FlangeDocumento5 páginasChoked Flow at PSV Outlet FlangeHitesh PanchalAinda não há avaliações
- Astm D6778 - 12Documento7 páginasAstm D6778 - 12SCRIBD DOCSAinda não há avaliações
- Furnace Heater DesignDocumento7 páginasFurnace Heater DesignAaAaA_88Ainda não há avaliações
- Rigorously Size Relief Valves For Critical FluidsDocumento10 páginasRigorously Size Relief Valves For Critical Fluidsashirwad shetty100% (2)
- Centrifugal Pumps TutorialDocumento43 páginasCentrifugal Pumps TutorialHitesh PanchalAinda não há avaliações
- Centrifugal Pumps TutorialDocumento43 páginasCentrifugal Pumps TutorialHitesh PanchalAinda não há avaliações
- Plate Hydraulic Design ExampleDocumento53 páginasPlate Hydraulic Design ExampleChristopher RileyAinda não há avaliações
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentAinda não há avaliações
- Design Guide For Self Regulating CablesDocumento30 páginasDesign Guide For Self Regulating CablesHitesh PanchalAinda não há avaliações
- Catacarb Section, Dawood Hercules Fertilizers LimitedDocumento16 páginasCatacarb Section, Dawood Hercules Fertilizers LimitedMuddassar Sultan100% (1)
- Heat Transfer Applications for the Practicing EngineerNo EverandHeat Transfer Applications for the Practicing EngineerAinda não há avaliações
- 1997 - 3 - Structural Integrity Assessment Procedures ForDocumento92 páginas1997 - 3 - Structural Integrity Assessment Procedures Forkjyeom_258083906Ainda não há avaliações
- Consolidated Relief Valves SRVDocumento498 páginasConsolidated Relief Valves SRVHitesh PanchalAinda não há avaliações
- Distillation Columns Risk Assessment When The Regular Hazop Evaluation Is Not EnoughDocumento7 páginasDistillation Columns Risk Assessment When The Regular Hazop Evaluation Is Not Enoughmyusuf_engineerAinda não há avaliações
- Masoneilan Handbook For Control Valve SizingDocumento33 páginasMasoneilan Handbook For Control Valve Sizingdj22500Ainda não há avaliações
- Steam Reformer Outlet Header Failure: Charles Ormsbee, B.SC., P.EngDocumento6 páginasSteam Reformer Outlet Header Failure: Charles Ormsbee, B.SC., P.Engvaratharajan g rAinda não há avaliações
- Novel Approach For Enhanced H2S Recovery From Sour Water StrippersDocumento12 páginasNovel Approach For Enhanced H2S Recovery From Sour Water Strippersmksscribd100% (1)
- Fired HeatersDocumento31 páginasFired Heatersapi-3709413100% (10)
- Fired HeatersDocumento31 páginasFired Heatersapi-3709413100% (10)
- 21 Candlestick Patterns Every Trader Should KnowDocumento83 páginas21 Candlestick Patterns Every Trader Should KnowAlex Dela RosaAinda não há avaliações
- 21 Candlestick Patterns Every Trader Should KnowDocumento83 páginas21 Candlestick Patterns Every Trader Should KnowAlex Dela RosaAinda não há avaliações
- Energy Optimization Using Pinch Analysis: Practical ConsiderationsDocumento10 páginasEnergy Optimization Using Pinch Analysis: Practical ConsiderationsconfyAinda não há avaliações
- IFP Materials PDFDocumento65 páginasIFP Materials PDFProcess EngineerAinda não há avaliações
- Desuperheater That Combines Proven Technologies For Better Operational EconomyDocumento4 páginasDesuperheater That Combines Proven Technologies For Better Operational Economyhappale2002Ainda não há avaliações
- Initial Reactor Thermal Hydraulic Design: ActivityDocumento4 páginasInitial Reactor Thermal Hydraulic Design: Activitytap6054Ainda não há avaliações
- Modelling of Naphtha Cracking For Olefins Production - Joao MarcosDocumento9 páginasModelling of Naphtha Cracking For Olefins Production - Joao MarcosBahar MeschiAinda não há avaliações
- Hydrocracker SafeguardingDocumento14 páginasHydrocracker SafeguardingyusinovskyAinda não há avaliações
- Castable-Free Fired HeaterDocumento4 páginasCastable-Free Fired HeaterchemengseliemAinda não há avaliações
- Pce-II Unit-I & II 1Documento84 páginasPce-II Unit-I & II 1Pavan SatishAinda não há avaliações
- 3013 - Spec For Pipeline Welding PDFDocumento18 páginas3013 - Spec For Pipeline Welding PDFsherviny100% (1)
- Muñoz Et Al. Comparison of Correlations For Estimating Product Yields From Delayed CokingDocumento12 páginasMuñoz Et Al. Comparison of Correlations For Estimating Product Yields From Delayed CokingSergioDanielContreras100% (1)
- Temperature Cross in Shell and Tube Heat Exchanger - How and WhyDocumento8 páginasTemperature Cross in Shell and Tube Heat Exchanger - How and Whyjesus_manrique2753Ainda não há avaliações
- Kister - Troubleshoot Packing Maldistribution Upset Part 1, Temperature Surveys and Gamma ScansDocumento8 páginasKister - Troubleshoot Packing Maldistribution Upset Part 1, Temperature Surveys and Gamma ScansgonzalezpcjAinda não há avaliações
- Flygt Slurry HandbookDocumento48 páginasFlygt Slurry Handbookrodolfocv92359100% (2)
- Article PSV Specific HeatDocumento6 páginasArticle PSV Specific Heatprq123Ainda não há avaliações
- Exxonmobil Olefins Process DescriptionDocumento5 páginasExxonmobil Olefins Process Descriptionamiramirimehr100% (1)
- Isothermal Work and Polytropic WorkdoneDocumento53 páginasIsothermal Work and Polytropic WorkdoneGeorgeAinda não há avaliações
- CRP Sampling Literature PDFDocumento8 páginasCRP Sampling Literature PDFgullenariAinda não há avaliações
- Filtration and SeparationDocumento2 páginasFiltration and SeparationantoniojaviermaciasAinda não há avaliações
- Definition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsDocumento2 páginasDefinition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsWade ColemanAinda não há avaliações
- Heat Transfer in Packed BedDocumento10 páginasHeat Transfer in Packed BedNidhi JainAinda não há avaliações
- T2091 100 PDFDocumento10 páginasT2091 100 PDFRICKY ECHANOAinda não há avaliações
- PC 2 2008 MohaddecyDocumento8 páginasPC 2 2008 MohaddecyAnonymous 1FaavtAinda não há avaliações
- IPCL Project ReportDocumento98 páginasIPCL Project ReportGosai Jaydeep100% (1)
- Catalog of WEIR-Steam Conditioning Control ValveDocumento8 páginasCatalog of WEIR-Steam Conditioning Control ValveTim KuAinda não há avaliações
- Coke Drum Remaining LifeDocumento4 páginasCoke Drum Remaining Lifeash1968Ainda não há avaliações
- Pilot-Operated Safety Relief Valves A Simple, Effective Plant Upgrade - HP - Nov 2011 PDFDocumento5 páginasPilot-Operated Safety Relief Valves A Simple, Effective Plant Upgrade - HP - Nov 2011 PDFonizuka-t2263Ainda não há avaliações
- Anodamine HPFGDocumento69 páginasAnodamine HPFGmasgrahaAinda não há avaliações
- Continuous Regenerative (Moving Bed) CCR PlatformingDocumento4 páginasContinuous Regenerative (Moving Bed) CCR PlatformingAnnissa Nur HidayatiAinda não há avaliações
- Aspen Plus RadFrac Modeling of Methanol Distillation ColumnDocumento18 páginasAspen Plus RadFrac Modeling of Methanol Distillation ColumnAgos RiosAinda não há avaliações
- JAQUET Greenline EDocumento12 páginasJAQUET Greenline Eseriousguy2Ainda não há avaliações
- HPAC - Evaluating Deaerator OperationDocumento5 páginasHPAC - Evaluating Deaerator Operationghostamir100% (1)
- Reliability Data for Safety SystemsDocumento47 páginasReliability Data for Safety SystemsSara ZaedAinda não há avaliações
- Aspen Installation GuideDocumento24 páginasAspen Installation GuidesagnikAinda não há avaliações
- Fired Heaters - Fired Capital Equipment Key Plant ComponentsDocumento4 páginasFired Heaters - Fired Capital Equipment Key Plant ComponentsReyes SanchezAinda não há avaliações
- Eliminating The Claus FurnaceDocumento9 páginasEliminating The Claus Furnaceoujda1977Ainda não há avaliações
- PDF-6.2 The Pressurized Water ReactorDocumento35 páginasPDF-6.2 The Pressurized Water ReactorJohn W HollandAinda não há avaliações
- Density Error and Correction in Drum LevelDocumento8 páginasDensity Error and Correction in Drum Levelvai123_bodAinda não há avaliações
- Application Crude Distillation InstrumentsDocumento1 páginaApplication Crude Distillation InstrumentsHARISHKOTHARU48Ainda não há avaliações
- Tower Line Size Criteria PDFDocumento1 páginaTower Line Size Criteria PDFBurhanAinda não há avaliações
- Simulation of Distillation For ACETONE-BENZENE-CHLOROFORMDocumento8 páginasSimulation of Distillation For ACETONE-BENZENE-CHLOROFORMfjcgAinda não há avaliações
- Alpha OlefinsDocumento3 páginasAlpha OlefinsAnkit ModiAinda não há avaliações
- Uop Par-Isom Process: Nelson A. CusherDocumento6 páginasUop Par-Isom Process: Nelson A. CusherBharavi K S100% (1)
- What Pressure Relief Really MeansDocumento6 páginasWhat Pressure Relief Really MeansWeam IssaAinda não há avaliações
- Protect Plants from Overpressure RiskDocumento8 páginasProtect Plants from Overpressure RiskMEGAN ASBROCKAinda não há avaliações
- Aspen Fired Heater Models Embedded in HYSYSDocumento11 páginasAspen Fired Heater Models Embedded in HYSYSВалентин СелищевAinda não há avaliações
- 1a.calibration of OrificemeterDocumento7 páginas1a.calibration of OrificemeterArjun P PAinda não há avaliações
- Sony Xperia Neo V User GuideDocumento122 páginasSony Xperia Neo V User GuideHitesh PanchalAinda não há avaliações
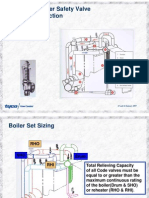
- Boiler Safety ValvesDocumento21 páginasBoiler Safety ValvesParveen KohliAinda não há avaliações
- Cell Tower Rad Report WB Environ Oct2011Documento39 páginasCell Tower Rad Report WB Environ Oct2011kimahsAinda não há avaliações
- Kern - Process Heat TransferDocumento441 páginasKern - Process Heat Transferhugotoransocalderon100% (4)
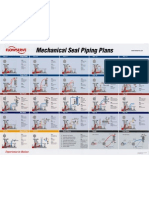
- Mechanical Seal Piping PlansDocumento1 páginaMechanical Seal Piping PlansHitesh PanchalAinda não há avaliações
- Caustic PropertiesDocumento7 páginasCaustic PropertiesHitesh PanchalAinda não há avaliações
- Asme Sec. Viii & Asme Sec. I ComparisonDocumento1 páginaAsme Sec. Viii & Asme Sec. I ComparisonHitesh PanchalAinda não há avaliações
- Kern - Process Heat TransferDocumento441 páginasKern - Process Heat Transferhugotoransocalderon100% (4)
- Electrical Motor RatingDocumento3 páginasElectrical Motor RatingHitesh PanchalAinda não há avaliações
- Shear Ram Capabilities Study: NgineeringDocumento61 páginasShear Ram Capabilities Study: NgineeringOSDocs2012Ainda não há avaliações
- Impact Test: College of Engineering Salahaddin University-Erbil Academic Year 2019-2020Documento7 páginasImpact Test: College of Engineering Salahaddin University-Erbil Academic Year 2019-2020Rayan IAinda não há avaliações
- ACF180BDocumento11 páginasACF180BFebri SSAinda não há avaliações
- MOM LAB REPPORT No 4Documento10 páginasMOM LAB REPPORT No 4Faizan AnjumAinda não há avaliações
- Asme Log SheetDocumento8 páginasAsme Log SheetYogeshAinda não há avaliações
- 0866 01Documento11 páginas0866 01ebbasinghAinda não há avaliações
- Part - A (5x 2 10 MARKS) Answer All Questions: Academic Year 2020-21 ODD OML751 Testing of MaterialsDocumento1 páginaPart - A (5x 2 10 MARKS) Answer All Questions: Academic Year 2020-21 ODD OML751 Testing of Materialsjamunaa83Ainda não há avaliações
- Charpy & Izod Metals Impact TestingDocumento2 páginasCharpy & Izod Metals Impact TestingFarhanah OnnAinda não há avaliações
- MM 212 Materials Evaluation Techniques Fall Semester 2020, FMCE, GIKIDocumento32 páginasMM 212 Materials Evaluation Techniques Fall Semester 2020, FMCE, GIKIElbert VonVerimAinda não há avaliações
- B Som and FM Lab ManualDocumento101 páginasB Som and FM Lab ManualGANESH GOMATHIAinda não há avaliações
- API 5CT Specification For Casing and Tubing (101 150)Documento50 páginasAPI 5CT Specification For Casing and Tubing (101 150)Edwin LiendroAinda não há avaliações
- As 1548-2008 Fine Grained Weldable Steel Plates For Pressure EquipmentDocumento8 páginasAs 1548-2008 Fine Grained Weldable Steel Plates For Pressure EquipmentSAI Global - APACAinda não há avaliações
- Fef RW Assf SDF SFDSDF FSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDDocumento86 páginasFef RW Assf SDF SFDSDF FSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDSDHatem Abdelrahman100% (1)
- 3.3. Oes-Td-Int-005-Fs-Mm02Documento6 páginas3.3. Oes-Td-Int-005-Fs-Mm02sumit kumarAinda não há avaliações
- Stainless Steel Plate (Amendments/Supplements To Astm Stainless Steel Plate (Amendments/Supplements To Astm (Amendments/Supplements To Astm A 240)Documento10 páginasStainless Steel Plate (Amendments/Supplements To Astm Stainless Steel Plate (Amendments/Supplements To Astm (Amendments/Supplements To Astm A 240)kuttub28Ainda não há avaliações
- Metals: Weldability and Lamellar Tearing Susceptibility of High-Strength SN 490C Steel PlatesDocumento16 páginasMetals: Weldability and Lamellar Tearing Susceptibility of High-Strength SN 490C Steel PlatesRendra Maha Putra JfAinda não há avaliações
- EN 10025: 2004 Is The New European Standard For Structural SteelDocumento6 páginasEN 10025: 2004 Is The New European Standard For Structural Steelvimalkumar_trjAinda não há avaliações
- Be961mo - EngDocumento2 páginasBe961mo - EngthienttthienAinda não há avaliações
- PPC Borealis BEC 5012Documento2 páginasPPC Borealis BEC 5012Milan BajicAinda não há avaliações
- Campus® Datasheet: Zytel® 70G30L Nc010 - Pa66-Gf30 Dupont Engineering PolymersDocumento5 páginasCampus® Datasheet: Zytel® 70G30L Nc010 - Pa66-Gf30 Dupont Engineering PolymersVinayak ImadiAinda não há avaliações
- A 203 - A 203M - 12 PDFDocumento3 páginasA 203 - A 203M - 12 PDFأسامة وحيد الدين رمضانAinda não há avaliações
- 3D Analysis of Failure Modes in The Charpy Impact TestDocumento21 páginas3D Analysis of Failure Modes in The Charpy Impact TestEdna Odette Melo UscangaAinda não há avaliações
- Asa Ineos Styrolution Europe GMBH: Luran® S 776seDocumento6 páginasAsa Ineos Styrolution Europe GMBH: Luran® S 776sebobAinda não há avaliações
- ASTM JIS TIS Comparison - Plate Material - Pet20120314Documento1 páginaASTM JIS TIS Comparison - Plate Material - Pet20120314cabral1205100% (1)
- Is Welding Stainless Steel For LNG Application EasyDocumento7 páginasIs Welding Stainless Steel For LNG Application EasyRobin GuAinda não há avaliações
- 1993 - 10 Heavy Structural Shapes in Tension ApplicationsDocumento6 páginas1993 - 10 Heavy Structural Shapes in Tension ApplicationsHenry HoyosAinda não há avaliações
- Grade S355J2+NDocumento1 páginaGrade S355J2+NH41GAMINGAinda não há avaliações