Você também pode gostar
- Fueless Space EngineDocumento6 páginasFueless Space Enginecvele77100% (1)
- Complete EDM HandbookDocumento174 páginasComplete EDM HandbookBooks for the lotAinda não há avaliações
- Project Synopsis CNC Laser EngraverDocumento11 páginasProject Synopsis CNC Laser EngraverNgangom Maximus100% (1)
- Group DiscussionDocumento20 páginasGroup Discussionsrivan60% (5)
- Group DiscussionDocumento20 páginasGroup Discussionsrivan60% (5)
- EDM ConstructionDocumento8 páginasEDM ConstructionNacer Mezghiche100% (1)
- EDM HandbookDocumento174 páginasEDM Handbookimt_juan_martin100% (15)
- 27 - SpindlesDocumento81 páginas27 - SpindlessanderribeiroAinda não há avaliações
- Glossary of Wood and Woodworking TermsDocumento18 páginasGlossary of Wood and Woodworking Termsmarco.msn.brAinda não há avaliações
- A Mini Spark Erosion Machine for Model EngineersDocumento11 páginasA Mini Spark Erosion Machine for Model EngineersWedy Lim100% (1)
- Broaching Operations Guide for Rotary BroachingDocumento2 páginasBroaching Operations Guide for Rotary BroachingpeterAinda não há avaliações
- Lyman Mulier Filament Extruder v5 Manual r1Documento64 páginasLyman Mulier Filament Extruder v5 Manual r1Pablo Valero Martínez100% (4)
- Complete EDM Handbook - 11Documento15 páginasComplete EDM Handbook - 11Muhammad Aamir HayatAinda não há avaliações
- American Woodworker 159 (April-May 2012)Documento76 páginasAmerican Woodworker 159 (April-May 2012)Emilian Baluta100% (6)
- Kearney and Trecker Installation ManualDocumento12 páginasKearney and Trecker Installation Manualaa987100% (1)
- MATERIAL SUBMITTAL FOR PLASTER & BLOCK ACCESSORIESDocumento106 páginasMATERIAL SUBMITTAL FOR PLASTER & BLOCK ACCESSORIESJason RazatlabAinda não há avaliações
- Complete EDM Handbook - 6Documento8 páginasComplete EDM Handbook - 6Prahlad GargAinda não há avaliações
- Limit GaugesDocumento68 páginasLimit Gaugesaneesh19inAinda não há avaliações
- Hardinge Spindle Bearing Replacement PDFDocumento4 páginasHardinge Spindle Bearing Replacement PDFJayakrishnaAinda não há avaliações
- GL Venturi DesignDocumento6 páginasGL Venturi DesignRoland GarciaAinda não há avaliações
- HMT Mandrel Bending 101Documento80 páginasHMT Mandrel Bending 101zaiofracassadoAinda não há avaliações
- Complete EDM Handbook - 1 PDFDocumento8 páginasComplete EDM Handbook - 1 PDFmohd nazri salimAinda não há avaliações
- Fepa P Paper Micron μm Fepa F Grain Micron μm JIS R6001 Japan 1973 Micron μmDocumento4 páginasFepa P Paper Micron μm Fepa F Grain Micron μm JIS R6001 Japan 1973 Micron μmapi-19654224Ainda não há avaliações
- 410 CBDocumento8 páginas410 CBsunsirAinda não há avaliações
- Wire EDM Revolutionizes Tool and Die MakingDocumento16 páginasWire EDM Revolutionizes Tool and Die MakingPrahlad GargAinda não há avaliações
- EDM Wire CutingDocumento31 páginasEDM Wire Cutingmallpraxis100% (2)
- Complete EDM Handbook - 10 PDFDocumento0 páginaComplete EDM Handbook - 10 PDFds_srinivasAinda não há avaliações
- Complete EDM Handbook - 3Documento16 páginasComplete EDM Handbook - 3Neil BotesAinda não há avaliações
- Electrical Discharge MachiningDocumento38 páginasElectrical Discharge Machiningmohdkamran2007100% (2)
- Fluidization 2Documento48 páginasFluidization 2Nabeel SiddiqueAinda não há avaliações
- Advancing EDM through fundamental insightsDocumento24 páginasAdvancing EDM through fundamental insightsRaúl A. Laverde YepesAinda não há avaliações
- Electro Discharge MachiningDocumento54 páginasElectro Discharge MachiningLihas AirohalAinda não há avaliações
- Magnets and Their Specifications: MEDER Electronic About MagnetsDocumento6 páginasMagnets and Their Specifications: MEDER Electronic About MagnetsKant NautiyalAinda não há avaliações
- Edm PowerexplanationDocumento8 páginasEdm Powerexplanationapi-3711466Ainda não há avaliações
- Historia de Los Controles Fanuc y Sus DrivesDocumento2 páginasHistoria de Los Controles Fanuc y Sus Drivesjavier medinaAinda não há avaliações
- EDM Techniques and ApplicationsDocumento35 páginasEDM Techniques and Applicationsmanish kumarAinda não há avaliações
- Complete EDM Handbook - 13 PDFDocumento0 páginaComplete EDM Handbook - 13 PDFds_srinivasAinda não há avaliações
- Electrical Discharge MachiningDocumento30 páginasElectrical Discharge MachiningParas MalhotraAinda não há avaliações
- 5 - G-CodeDocumento55 páginas5 - G-CodefamilyumaAinda não há avaliações
- EDM Process Guide: Electrical Discharge MachiningDocumento28 páginasEDM Process Guide: Electrical Discharge MachiningJayant SisodiaAinda não há avaliações
- EDM Process Guide: Electrical Discharge Machining Fundamentals ExplainedDocumento68 páginasEDM Process Guide: Electrical Discharge Machining Fundamentals ExplainedSreedhar PugalendhiAinda não há avaliações
- Electro Discharge Machining (Edm)Documento35 páginasElectro Discharge Machining (Edm)Pinakin KatariaAinda não há avaliações
- EdmDocumento31 páginasEdmAbhishek PandeyAinda não há avaliações
- EDM Wire Cut ReportDocumento12 páginasEDM Wire Cut ReportAidilAinda não há avaliações
- Dielectric Oil and Flushing for Ram EDM: Key Factors for Efficient CuttingDocumento10 páginasDielectric Oil and Flushing for Ram EDM: Key Factors for Efficient Cuttingks2000n1Ainda não há avaliações
- Complete EDM Handbook - 10Documento8 páginasComplete EDM Handbook - 10peroz_ak47Ainda não há avaliações
- Copy Milling MachineDocumento77 páginasCopy Milling MachineAkshay Shinde25% (4)
- Complete EDM Handbook - 8Documento14 páginasComplete EDM Handbook - 8Prahlad GargAinda não há avaliações
- Complete EDM Handbook - 9Documento8 páginasComplete EDM Handbook - 9Prahlad GargAinda não há avaliações
- Complete EDM Handbook - 3Documento16 páginasComplete EDM Handbook - 3PABLO PAZAinda não há avaliações
- Workshop AssignmentDocumento16 páginasWorkshop AssignmentMelvin Ariel BautistaAinda não há avaliações
- Gs 3 MDocumento316 páginasGs 3 MNazielAinda não há avaliações
- Hardinge Lathe HLV H ManualDocumento35 páginasHardinge Lathe HLV H ManualJhonatanRengifoBecerra100% (2)
- Experiment p1 Metal Cutting ProcessDocumento13 páginasExperiment p1 Metal Cutting Processvipin_shrivastava25Ainda não há avaliações
- ALRO MetalsGuidePDFCatalogJune2013LRDocumento544 páginasALRO MetalsGuidePDFCatalogJune2013LRIsmael ZavalaAinda não há avaliações
- Sheet FormingDocumento4 páginasSheet Formingvenkat_222123Ainda não há avaliações
- Edm Wire CutDocumento2 páginasEdm Wire CutRedza Rabani RosliAinda não há avaliações
- EDM Wire Cut Process ExplainedDocumento15 páginasEDM Wire Cut Process ExplainedOrcraAinda não há avaliações
- Roller Bending MachineDocumento7 páginasRoller Bending MachinesankaramarayananAinda não há avaliações
- 3 Axis TB6560 CNC Driver Board Users ManualDocumento13 páginas3 Axis TB6560 CNC Driver Board Users ManualJoão Luis Paiva JuniorAinda não há avaliações
- Technology of Machine Tools: Electrical Discharge MachiningDocumento42 páginasTechnology of Machine Tools: Electrical Discharge Machiningrajamannar322Ainda não há avaliações
- Electrical Discharge MachiningDocumento16 páginasElectrical Discharge MachiningRizwan MrnAinda não há avaliações
- EdmDocumento16 páginasEdmaj87_goswamiAinda não há avaliações
- Complete EDM Handbook - 2Documento16 páginasComplete EDM Handbook - 2Prahlad GargAinda não há avaliações
- Complete EDM Handbook - 2 PDFDocumento19 páginasComplete EDM Handbook - 2 PDFSaeed MohammedAinda não há avaliações
- Muhamad Fadzil B. Mat Jassin 01DKM09F2145Documento20 páginasMuhamad Fadzil B. Mat Jassin 01DKM09F2145Yob GrenzebacAinda não há avaliações
- MP 3 EdmDocumento4 páginasMP 3 EdmSajjad SajjadAinda não há avaliações
- Electrical Discharge Machining: Various Electric Discharge MachinesDocumento40 páginasElectrical Discharge Machining: Various Electric Discharge MachinesArun PrasadAinda não há avaliações
- Wire EDM: Dielectric Liquid VoltageDocumento12 páginasWire EDM: Dielectric Liquid VoltageAnand BabuAinda não há avaliações
- Machining Process 2Documento19 páginasMachining Process 2hmoa2050Ainda não há avaliações
- 1Documento9 páginas1familyumaAinda não há avaliações
- 2 PDFDocumento7 páginas2 PDFfamilyumaAinda não há avaliações
- Syllabus Me0423 - Computer Aided Manufacturing Laboratory: PurposeDocumento10 páginasSyllabus Me0423 - Computer Aided Manufacturing Laboratory: PurposefamilyumaAinda não há avaliações
- Ex. No. 10 Date: Model and NC Code Generation For Simple Profile Using Milling OperationDocumento5 páginasEx. No. 10 Date: Model and NC Code Generation For Simple Profile Using Milling OperationfamilyumaAinda não há avaliações
- 7 Shpaper PlanerDocumento29 páginas7 Shpaper PlanerfamilyumaAinda não há avaliações
- Master CamDocumento87 páginasMaster CamfamilyumaAinda não há avaliações
- Cam 2 ATCDocumento18 páginasCam 2 ATCfamilyumaAinda não há avaliações
- Unit7 Nan PDFDocumento56 páginasUnit7 Nan PDFAnonymous L7XrxpeI1zAinda não há avaliações
- Metal FormingDocumento17 páginasMetal FormingfamilyumaAinda não há avaliações
- Electrical DischargeDocumento3 páginasElectrical DischargeRipper JackAinda não há avaliações
- Rapid ToolingDocumento19 páginasRapid ToolingSunny GaekwadAinda não há avaliações
- Rapid Prototyping 3d PrintingDocumento21 páginasRapid Prototyping 3d PrintingfamilyumaAinda não há avaliações
- A Preliminary Research On Development of A Fiber-Composite, Curved FDM SystemDocumento96 páginasA Preliminary Research On Development of A Fiber-Composite, Curved FDM SystemfamilyumaAinda não há avaliações
- 01a Decision MakingDocumento45 páginas01a Decision MakingfamilyumaAinda não há avaliações
- ThesisDocumento60 páginasThesisfamilyumaAinda não há avaliações
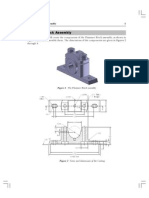
- Plummer Block AssemblyDocumento2 páginasPlummer Block Assemblyaksundarm531Ainda não há avaliações
- Study On Parametric Optimization of Fused Deposition Modelling (FDM) ProcessDocumento207 páginasStudy On Parametric Optimization of Fused Deposition Modelling (FDM) ProcessfamilyumaAinda não há avaliações
- Design and Fabrication of Multimaterial Flexible Mechanisms With Embedded ComponentsDocumento146 páginasDesign and Fabrication of Multimaterial Flexible Mechanisms With Embedded ComponentsfamilyumaAinda não há avaliações
- Numerical ControlDocumento30 páginasNumerical ControlKeshav AroteAinda não há avaliações
- Decision MakingDocumento10 páginasDecision Makingashok2009csAinda não há avaliações
- Cad CamDocumento63 páginasCad CamfamilyumaAinda não há avaliações
- MATLAB/Simulink Basics GuideDocumento59 páginasMATLAB/Simulink Basics GuidefamilyumaAinda não há avaliações
- Fuzzy Logic Using MatlabDocumento85 páginasFuzzy Logic Using MatlabVehid TavakolAinda não há avaliações
- Lab02 Simulink TutorialDocumento36 páginasLab02 Simulink Tutorialkok_oc25Ainda não há avaliações
- Storey DecisionTreesDocumento38 páginasStorey DecisionTreesfamilyumaAinda não há avaliações
- M.E. COMPUTER SCIENCE AND ENGINEERING II TO IV SEMESTER CURRICULUMDocumento25 páginasM.E. COMPUTER SCIENCE AND ENGINEERING II TO IV SEMESTER CURRICULUMPushparaj KaruAinda não há avaliações
- Environmental Pollution Control: CHE F411Documento9 páginasEnvironmental Pollution Control: CHE F411ANIRUDH PARIMIAinda não há avaliações
- Astm-E340-2015 MacroataqueDocumento11 páginasAstm-E340-2015 MacroataquePablo PerdomoAinda não há avaliações
- Poly Cell Adhesive: Main ApplicationDocumento2 páginasPoly Cell Adhesive: Main ApplicationHung Mai VanAinda não há avaliações
- Section 19 Welded Joints: PrefaceDocumento16 páginasSection 19 Welded Joints: PrefacealiAinda não há avaliações
- How To Measure Fillet Weld SizeDocumento4 páginasHow To Measure Fillet Weld SizeKhaled FatnassiAinda não há avaliações
- Supreme PVC fittings price listDocumento1 páginaSupreme PVC fittings price listT JAinda não há avaliações
- UNIT 7 - CNC - Lecture 3 - ProgrammingDocumento33 páginasUNIT 7 - CNC - Lecture 3 - ProgrammingRakshithAinda não há avaliações
- Bentone SD2Documento2 páginasBentone SD2Kris SzongAinda não há avaliações
- Development of An Enhanced Biomass Gasifier Charcoal StoveDocumento9 páginasDevelopment of An Enhanced Biomass Gasifier Charcoal StoveInternational Journal of Innovative Science and Research TechnologyAinda não há avaliações
- Shalimar Aluminium PaintDocumento2 páginasShalimar Aluminium PaintDeepak Tantuway100% (1)
- Design of Comminution Circuits Rowland 1982Documento46 páginasDesign of Comminution Circuits Rowland 1982alnemangiAinda não há avaliações
- EN 44300 AlSi12 (Fe) (A)Documento2 páginasEN 44300 AlSi12 (Fe) (A)wafi2131Ainda não há avaliações
- CNC Programmer ResumeDocumento3 páginasCNC Programmer Resumenaunit3666Ainda não há avaliações
- Material Product Data Sheet Copper & Copper Alloy (Brass, Bronze) Thermal Spray WiresDocumento4 páginasMaterial Product Data Sheet Copper & Copper Alloy (Brass, Bronze) Thermal Spray WiresJesus D. Gutierrez G.Ainda não há avaliações
- RT Technique-Report FormatDocumento1 páginaRT Technique-Report FormatMahesh Pandit100% (1)
- L LithographyDocumento11 páginasL LithographyChandra SekharAinda não há avaliações
- RS 002 July 2014 (Welder Test Run Sheet Asep W)Documento1 páginaRS 002 July 2014 (Welder Test Run Sheet Asep W)Muhammad Fitransyah Syamsuar PutraAinda não há avaliações
- Sapal Rtu PDFDocumento2 páginasSapal Rtu PDFJay ar TenorioAinda não há avaliações
- JIS Z3312-2009 Solid wires for MAG and MIG welding of mild steel, high strength steel and low temperature service steel (日文版)Documento27 páginasJIS Z3312-2009 Solid wires for MAG and MIG welding of mild steel, high strength steel and low temperature service steel (日文版)Quỳnh Nguyễn- 阮鴻瓊Ainda não há avaliações
- Comec Depliant RV516Documento4 páginasComec Depliant RV516Yeam_90Ainda não há avaliações
- Recommended Industrial Floor Coating ProductsDocumento2 páginasRecommended Industrial Floor Coating ProductsAPEX SONAinda não há avaliações
- Daily Production Report CNC & VMC (28.2)Documento5 páginasDaily Production Report CNC & VMC (28.2)Gujju S.p.Ainda não há avaliações
- Guide to Seam Welding TechniquesDocumento57 páginasGuide to Seam Welding TechniquesBasavarajBusnurAinda não há avaliações