Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Validation Master PlanDocumento27 páginasValidation Master PlanPrashansa Shrestha85% (13)
- Fundamentals of Machine Component Design - Student Solutions ManualDocumento137 páginasFundamentals of Machine Component Design - Student Solutions ManualAmanda Silva82% (28)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Cure For All Advanced CancersDocumento634 páginasCure For All Advanced Cancerse33aticAinda não há avaliações
- Troubleshooting Hydraulic Circuits: Fluid PowerDocumento32 páginasTroubleshooting Hydraulic Circuits: Fluid PowerMi LuanaAinda não há avaliações
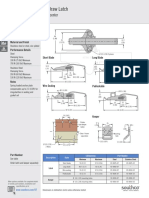
- Adjustable V4 Draw LatchDocumento2 páginasAdjustable V4 Draw LatchmariomatoAinda não há avaliações
- Flexmove Plastic Slat Conveyors SystemDocumento16 páginasFlexmove Plastic Slat Conveyors SystemmariomatoAinda não há avaliações
- Full Text DocumentDocumento62 páginasFull Text Documentvinoo13Ainda não há avaliações
- STRESS ANALYSIS and FATIGUE of Welded StructuresDocumento20 páginasSTRESS ANALYSIS and FATIGUE of Welded Structuresmatteo_1234100% (1)
- 155710Documento56 páginas155710mariomatoAinda não há avaliações
- Finite Element AnalysisDocumento70 páginasFinite Element AnalysisDinesh PerumalsamyAinda não há avaliações
- Theory of MachinesDocumento41 páginasTheory of MachinesC V CHANDRASHEKARA75% (4)
- Bolt PretensionDocumento6 páginasBolt Pretensionsujayan2005Ainda não há avaliações
- Notes MechV PDFDocumento21 páginasNotes MechV PDFzamburittiAinda não há avaliações
- Effective Modal Masses: 1 AbstractDocumento4 páginasEffective Modal Masses: 1 AbstractmariomatoAinda não há avaliações
- 155710Documento56 páginas155710mariomatoAinda não há avaliações
- Recent Advances in Practical Finite Element AnalysisDocumento11 páginasRecent Advances in Practical Finite Element AnalysismariomatoAinda não há avaliações
- Introduction To Finite Element ModelingDocumento5 páginasIntroduction To Finite Element Modelingmastura_rahim_3Ainda não há avaliações
- Meccan Is MoDocumento1 páginaMeccan Is MomariomatoAinda não há avaliações
- Beam FEM Ss AxialDocumento10 páginasBeam FEM Ss AxialmariomatoAinda não há avaliações
- Aikido Shudokan Emag 2012Documento61 páginasAikido Shudokan Emag 2012mariomato100% (2)
- EQE Ceresa EtalDocumento22 páginasEQE Ceresa EtalmariomatoAinda não há avaliações
- Unit 25 Essential Working Practices in Vehicle TechnologyDocumento10 páginasUnit 25 Essential Working Practices in Vehicle TechnologymariomatoAinda não há avaliações
- Fatigue Life Evaluation of Mechanical Components Using Vibration Fatigue Analysis TechniqueDocumento7 páginasFatigue Life Evaluation of Mechanical Components Using Vibration Fatigue Analysis TechniquemariomatoAinda não há avaliações
- Methods of Nonlinear Random Vibration Analysis: AbstractDocumento27 páginasMethods of Nonlinear Random Vibration Analysis: AbstracttuanphamcktAinda não há avaliações
- WangDocumento18 páginasWangnagarajucruxAinda não há avaliações
- Solidworks Simulation WeldsDocumento38 páginasSolidworks Simulation Weldsfiuto_rights_1404802100% (2)
- CETE ScilabTEC2013Documento30 páginasCETE ScilabTEC2013mariomatoAinda não há avaliações
- Guideline For The Assessment of Existing StructuresDocumento48 páginasGuideline For The Assessment of Existing StructuresAnonymous q0irDXlWAmAinda não há avaliações
- 9554327Documento254 páginas9554327mariomatoAinda não há avaliações
- Weld Design by FEADocumento11 páginasWeld Design by FEAAdarsh D. KarkiAinda não há avaliações
- Project On Stones & TilesDocumento41 páginasProject On Stones & TilesMegha GolaAinda não há avaliações
- Chapter 16 - Energy Transfers: I) Answer The FollowingDocumento3 páginasChapter 16 - Energy Transfers: I) Answer The FollowingPauline Kezia P Gr 6 B1Ainda não há avaliações
- Sradham ChecklistDocumento9 páginasSradham ChecklistpswaminathanAinda não há avaliações
- Sibuyan Island ResiliencyDocumento12 páginasSibuyan Island ResiliencyEndangeredSpeciesAinda não há avaliações
- Religion in Space Science FictionDocumento23 páginasReligion in Space Science FictionjasonbattAinda não há avaliações
- Air Wellness QRSDocumento2 páginasAir Wellness QRSapi-3743459Ainda não há avaliações
- Daftar Spesifikasi Teknis Pembangunan Gedung Kantor BPN BojonegoroDocumento6 páginasDaftar Spesifikasi Teknis Pembangunan Gedung Kantor BPN BojonegoroIrwin DarmansyahAinda não há avaliações
- 1"a Study On Employee Retention in Amara Raja Power Systems LTDDocumento81 páginas1"a Study On Employee Retention in Amara Raja Power Systems LTDJerome Samuel100% (1)
- Smart Grid Standards GuideDocumento11 páginasSmart Grid Standards GuideKeyboardMan19600% (1)
- Front Wheel Steering System With Movable Hedlights Ijariie5360Documento6 páginasFront Wheel Steering System With Movable Hedlights Ijariie5360Ifra KhanAinda não há avaliações
- Current Relays Under Current CSG140Documento2 páginasCurrent Relays Under Current CSG140Abdul BasitAinda não há avaliações
- Cyclograph User ManualDocumento15 páginasCyclograph User ManualPeter BateAinda não há avaliações
- Canon imageFORMULA DR-X10CDocumento208 páginasCanon imageFORMULA DR-X10CYury KobzarAinda não há avaliações
- AI Model Sentiment AnalysisDocumento6 páginasAI Model Sentiment AnalysisNeeraja RanjithAinda não há avaliações
- Steam Turbines: ASME PTC 6-2004Documento6 páginasSteam Turbines: ASME PTC 6-2004Dena Adi KurniaAinda não há avaliações
- KINETIC THEORY OF GASES TUTORIALDocumento6 páginasKINETIC THEORY OF GASES TUTORIALMat SyafiqAinda não há avaliações
- Apollo TyresDocumento78 páginasApollo TyresADITYA33% (3)
- A Fossil Hunting Guide To The Tertiary Formations of Qatar, Middle-EastDocumento82 páginasA Fossil Hunting Guide To The Tertiary Formations of Qatar, Middle-EastJacques LeBlanc100% (18)
- The CongoDocumento3 páginasThe CongoJoseph SuperableAinda não há avaliações
- WK 43 - Half-Past-TwoDocumento2 páginasWK 43 - Half-Past-TwoKulin RanaweeraAinda não há avaliações
- SOIL ASSESSMENT AND PLANT PROPAGATION OF BELL PEPPERS (Capsicum Annuum)Documento35 páginasSOIL ASSESSMENT AND PLANT PROPAGATION OF BELL PEPPERS (Capsicum Annuum)Audrey Desiderio100% (1)
- Letter of MotivationDocumento4 páginasLetter of Motivationjawad khalidAinda não há avaliações
- Phenomenological of in Church and TV WorshipDocumento18 páginasPhenomenological of in Church and TV WorshipCindy TirtaAinda não há avaliações
- 2 - Elements of Interior DesignDocumento4 páginas2 - Elements of Interior DesignYathaarth RastogiAinda não há avaliações
- APLICACIONES PARA AUTOS Y CARGA LIVIANADocumento50 páginasAPLICACIONES PARA AUTOS Y CARGA LIVIANApancho50% (2)
- Plate-Load TestDocumento20 páginasPlate-Load TestSalman LakhoAinda não há avaliações
- Detection and Attribution Methodologies Overview: Appendix CDocumento9 páginasDetection and Attribution Methodologies Overview: Appendix CDinesh GaikwadAinda não há avaliações