Escolar Documentos
Profissional Documentos
Cultura Documentos
Manual
Enviado por
Atul GargDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Manual
Enviado por
Atul GargDireitos autorais:
Formatos disponíveis
1
ALTHOUGH EACH PLANT OF OUR COMPLEX
HAS ITS OWN, DESCRIPTIVE AND OPERATING
MANUALS, THE NEED FOR A DESCRIPTIVE
MANUAL OF ALL PLANTS IN A COMPOSITE
FORM TO PROVIDE BASIC INFORMATIONS ON
FEATURES AND PROCESS OF EVERY PLANT
WAS BEING FELT. THIS MANUAL HAS BEEN
BROUGHT OUT WITH THE ABOVE OBJECTIVE
AND IT IS EXPECTED THAT THE INFORMATION
CONTAINED IT WILL BE USEFUL.
RAW WATER
FILTERATION
PLANT
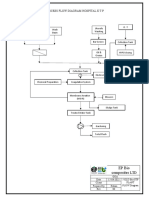
RAW WATER FILTERATION PLANT
Raw Water Filtration plant supplies filtered water to Factory and drinking water to
Township. The capacity of this plant is 2400 M 3/hr. and it has been supplied by M/s
Geomiller and Co. Pvt. Ltd., New Delhi.
Raw Water is received from Bathinda Canal through a channel into two
reservoirs, which have capacity to store 724400 and 473800 M3 of water respectively.
This capacity is normally sufficient for 21 days of filtered water consumption.
Suspended impurities get sufficient time for settling down in these Reservoirs.
Raw water is pumped from the Reservoirs to Clarifloculators by RAW WATER
PUMPS. There are total three pumps available and capacity of each pump is 1200 M 3/hr.
In between ALUM [ K2SO4 Al2(SO4)3 24 H2O] solution is dosed at rate to achieve around
30 ppm alum concentration in the water.
After alum dosing raw water enters the clariflocculators. Clariflocculators
consists of two parts. Inner portion with a diameter of 16.540 Mtrs. Is FLOCULLATION
ZONE and outer Portion is CLARIFYING ZONE. Total dia is 38.710 Mtrs. Residence
time of water in flocculation zone is 30 Mts. And for clarifying zone it is 2.25 Hrs. water
enters the flocculation zone from the top of central hollow column. The water is
subjected to slow spiral motion due to the rotation of the flocculator paddles. The fine
precipitates agglomerate to form defined and distinct flocs. These enter the clarifier
through openings at the bottom of the separation wall of two zones. The water in the
clarification zone flows upwards at a very slow rate thereby giving enough time and
moves to rapid gravity filters. The settled sludge is scrapped and is collected in the
central pit and it is drained at regular intervals from this point.
For filtration action of the water coming out of the clariflocculator, water is
passed through 7 Nos. of rapid gravity filter beds. Each bed is having a filtration area
65.33 M2 and are filled with 5 different sizes of gravel and sand ranging from 2 to 30
mesh when a bed gets exhausted, it is back washed with filtered water stored in an
overhead back wash water tank.
Filtered water from rapid gravity filters is received into two underground filtered
water reservoirs, each having a capacity of 2400 M3 and is pumped to Factory with the
help of 4 Nos. Filter water pumps each having a capacity of 700 M 3/hr. Around 50M3/hr
of filtered water is tapped from the discharge heads of the filtered water pumps and after
chlorine dosing it is sent to overhead tank to meet the drinking water requirements of the
Township.
COOLING WATER
SYSTEMS
COOLING WATER SYSTEMS
The Cooling Water Systems provided at NFL Bathinda are closed recirculating
type supplying cooling water to various consumers in the plant. There are total three
systems supplying cooling water to different sections as mentioned in Table 1
TABLE 1
SL.NO.
1.
2.
SYSTEM
CT-1
CT-2
3.
4.
CT-3
Emergency Pumps
CONSUMER
Ammonia Plant
Urea Plant, Boilers, Instrument, Air
Compressors,
Service Air Compressors, Caustic dissolving
Facility and Sulphur Recovery Plant.
Crystallisation Section of Urea Plant.
Ammonia Storage area.
Instrument Air Compressors Emergency
Diesel Set.
(Can be connected with
CT-2 or CT-1
Emergency cooling water pump is in continuous service for Ammonia storage
area. It takes suction nomally from CT-2, however, provision is there so that it can take
suction from CT-1.
DESIGN BASIC
Barometric Pr.
Dry bulb temp.
Wet bulb temp.
Degree of approach
Relative humidity
=
=
=
=
=
971 Millibars
39oC
28oC
5oC
81.1 % at 31.4oC
Various other design condition for all the three cooling water systems are given in
TABLE-2
COOLING WATER TREATMENT
Cooling water treatment is done to avoid following problems:
1. Corrosion
3. Fouling
2. Scaling
4. Microbiological growth.
1.CORROSION
Corrosion is basically an electro chemical reaction by which metal tends to return
to its more stable natural state of oxide. The main factors responsible for corrosion in
cooling water systems are low ph, dissolved gases, conductivity of water, presence of
certain corrosive ions such as chlorides and sulphates.
Various types of corrosion occurring in cooling water systems are general
corrosion, pitting, galvanic corrosion cracking, stress corrosion cracking erosion and
microbiological attack.
The approach to protect metal from corroding in cooling water systems involves
the formation and maintenance of a sufficiently strong inhibitor film on the cathodic
anodic or both areas.
2. S C A L I N G
Scaling is the deposition of sparingly soluble salts. The most common scalants in
cooling water systems are carbonates and sulphates of calcium and magnesium and
phosphates of calcium, magnesium zinc and iron. The carbonates and sulphates of
calcium have inverse solubility with respect to temp. and PH when the solubility of these
salts exceed, they tend to precipitate out of solution and deposit on metal surface.
Scale inhibitors are used which keep the scaling salts in dispersed state and do not
allow them to deposit.
3. F O U L I N G
Fouling is the deposition of suspended matter. The most common foulants in
cooling water systems are dust, silt, clay organics like oils and hydrocarbons and the
microbiological slime. These foulants are air borne as well as water borne. Fouling does
not merely results in drop in heat transfer efficiency but also gives rise to under deposit
corrosion leading severe pitting. Fouling is normally enhanced due to low water velocity.
Low molecular weight polyanionic compounds are used as anti foulants. These
components get absorbed on the surface of the foulest particles and increase the negative
charge. Thus when all particles are sufficiency negatively charged they repel each other
and thus dispersion is achieved.
4. MICROBIOLOGICAL GROWTH
Following three types of micro organisms are responsible for this type of
problem:
a)
b)
ALGAE: It is normally observed on the exposed area of cooling tower as it
requires sunlight for growth.
FUNGUS: fungus is found on the wooden surface as it requires surface and
carbon source.
c)
BACTERIA: Three important type of Bacteria are
i)
NITRIFYING BACTERIA: These bacteria oxidize ammonia to nitrates and
nitrites which when dissolved in water reduce the pH of circulating water and
cause general corrosion. It is the most severe problem at NFL Bathinda.
SULPHATE REDUCING BACTERIA: These anaerobic bacterias reduce
sulphate ions to H2S.
ii)
This causes local pH drop. The hydrogen sulphide thus formed reacts with
metal surface to form metal sulphide. These deposits are very hard to remove
and lead to severe pitting.
iii)
IRON BACTERIA: Iron bacteria directly oxidize the metal causing severe
pitting.
In general most of the species of bacteria present in cooling water secrete slime. This
slime acts as a binding medium for the suspended matter and leads to fouling. The
fouling deposits in turn give shelter to an aerobic bacteria which causes direct
corrosion.
In addition to chlorine and Bromine use of non oxidizing type of Biocides is most
various types of non oxidizing types of Biocides are methylene bis thiocyanate
quaternary ammonium compounds, isothiazoline, dichlorophenes etc. these biocides
are normally blended with effective surface active and penetrating agents. There by
they can penetrate into the deposit layers and can kill anaerobic bacteria.
TREATMENT PROGRAMMES AT NFL BATHINDA
In the earlier years of opertion at NFL Bathinda, lot of difficulties were
experienced due to poor quality of cooling water. This led to leakages in heat
exchangers and untimely production interruptions. Over the years cooling water
treatment has been improved upon a lot. Presently treatment programmes supplied by
M/s Aquapharm Chemicals Co. Ltd,Pune are used in CT-1 and CT-2. salient features
of these programmes have been highlighted in TABLE-3.
SULPHUR
RECOVERY
PLANT
SULPHUR RECOVERY PLANT
Sulphur Recovery Plant of NFL Bathinda has been designed and engineered by
M/s TOYO ENGINEERING CORPORATION , JAPAN. It was originally designed for
processing 1710 NM3/hr or claus gas and for 26.5 MT/day of sulphur production but due
to the switch over to LSHS for ammonia production only 800 to 1000 NM 3/hr of claus
gas is generated and 18-20 TPD SULPHUR is produced. Presently claus gas contains 3040% H2S against 47.5% in original design.
The essential parameters design of S.R.P. incorporates split flow scheme by 30%
of acid gas by pass, two catalytic convertors with CSR-2 catalysts, water cooled furnace
with direct heating by main steam to produce 3.5 Kg/cm2 (g) saturated steam and overall
sulphur recovery efficiency of 85%. Claus gas feed and air are burnt together in a acid
gas heat exchange to oxidize 1/3 of the hydrogen sulphide to obtain an ultimate mole
ratio of H2S to CO2 as 2 : 1. As the oxidation occurs hydrogen sulphide and sulphur
dioxide react with each other to produce sulpur. A part of the claus gas feed is by passed
around the acid gas heat exchanger to feed it directly to the first catalytic convertor. The
flame temp. at the burner tip is around 110oC and the following reactions take place
thermally.
1. H2S + 3/2 O2
2. H2S + O2
SO2 + H2O
H 2O + S2
The combustion products are cooled through the fire tunnel the second pass and
the third pass of acid gas heat exchanger. About 20% of the second pass effluent is
extracted as hot by pass gas to warm up the feed gas to catalytic reaction stages. In the
third pass most of the sulphur produced in the fire tunnel is condensed. Then the third
pass effluent gas accompanied with liquid sulphur goes to separation chamber of sulphur
storage tank. In the separation chamber the liquid sulphur enters the storage tank through
a seal leg. The gas is mixed with acid gas by pass and then, to keep the first stage of the
catalysis reactor feed temp., is heated up by a part of the second pass effluent gas. The
temp. of the reactor feed gas is controlled at 215oC.
10
The heated gas containing H2S and SO2 in the ratio of 2 : 1 enters the first reactor and
additional sulphur is produced by catalytic reaction.
2H2S + SO2
Catalyst
2H2O + 3S
The catalyst used is 99.9% Alumna Balls in both the reactors.
The reactor effluent gas goes to the fourth pass of acid gas heat exchanger to be
cooled and sulphur is condensed. Then the liquid sulphur and the gas enters sulphur
storage tank and are separated in the separation chamber. The gas is mixed with the hot
by pass gas from the second pass to control the inlet temp. of the reactor at 215 oC and fed
to the 2nd reactor. The sulphur in the second reactor effluent gas is condensed through
the fifth pass of the acid gas heat exchanger and separated from gas in sulphur storage
tank. The gas from sulphur storage tank enters coalescer and sulphur mist is removed
and drained to sulphur storage tank.
3.5 kg/cm2 (g) steam is generated in acid gas heat exchanger and is sent to
Ammonia plant. The effluent gas from coalescer is directed to incinerator where
unreacted hydrogen sulphide and sulphur vapors are converted to sulphur dioxide with
the help of process gas from Ammonia Plant . the temp. of incinerator is controlled at
650oC.
The heat of the effluent gas from incinerator is removed in heat recovery
exchanger and 10kg/cm2 steam is generated. The steam pr. is determined to prevent
condensation of SO3 on the tube surface, which causes severe corrosion problem.
The 10kg/cm2 steam is let down to 3.5 k and sent to 3K header. The cooled down
gas is finally vented to atmosphere through stack. Here the gases should not contain
more than 0.5% SO2.
The liquid sulphur collected in Sulphur Storage tank is transferred to Flaker by
sulphur pump. The flaked sulphur contains minimum 99.5% by wt. of sulphur.
11
D.M. WATER
PLANT
12
D.M. WATER PLANT
Water in its natural form contains a no. of dissolved salts such as sulphates,
chlorides and Nitrates of calcium Magnesium and Sodium. If water is used as such
in Boilers for raising steam, these salts will form scale on the tubes , which in
addition to heat losses leads to many other problems. Hence, removal of these salts
from the water becomes quite essential. ION exchange resins are used for this
purpose of salts removal.
The deminerlising water plant of NFL Bathinda was supplied by M/s ION
Exchange (India) Ltd. Delhi.
It consisted of three units each of cation, anion, Primary Mixed bed, four
secondary Mixed Bed and three units of condensate cation. At the time of setting
up of captive power plant, another stream to augment the existing capacity of
Polish Water generation was installed by M/s BPMEL. It consisted of one unit
each of cation, Anion, Primary Mixed Bed, two secondary mixed beds and two
condensate cations.
Filtered water is received from Raw Water Filtration Plant into two filtered
water reservoirs Feed water pumps discharge water from these reservoirs to cation
units. There are total five feed water pumps each having a capacity of 130 M 3/hr
and four cation units. Three of these are charged with 13125 litres of cation resin
and fourth unit is having 11900 of resin. Cationic lons like Na +, Ca++ and Mg++
present in the water are removed in the CATION UNITS Once exhausted, these
units are regenerated with the counter current flow of dilute sulphuric acid.
The present day resins are made of cross linked polystyrene and cross
linking is done by Di-vinyl Benzene.
Cationic resins are made of sulphonated Polystyrene SO 3 H+ can be
represented as RH+ . Anionic resin is similarly made but is chloromethylated and
then aminated. The final product is quarternary ammonium compound a strong
base and is represented by ROH.
13
C AT I O N U N I T
In the cation unit free H+ lon of the resin is replace by Ca++ . Mg++ or Na+
lons as per the following reactions:
RH + NaCl
Rna + HCl
2RH + Mg SO4
R2Mg+H2SO4
2RH + Ca (HCO3)2 =
R2Ca + 2 CO2 + 2 H 2O
Neutral salts are converted to respective mineral acid and alkaline salt spilt
into CO2 gas. The outlet water will have a low pH.
D E G AS S E R
From the cation units water move to degasser. Here free CO2 content of
the water is stripped off with the help of air by passing the water over rasching
ring packed bed. Water from Degasser is received into three Nos. degassed water
sumps each having a capacity of 40 M3. From these sumps degassed water pumps
discharge water into anion units. There are total five Nos. of pumps and each
having a capacity of 150 M3/hr.
ANION UNITS
Anionic impurities of water besides CO2 and Silica are removed in the
Anion Units. There are total four nos. of Anion Units. Two; units are having
7920 Ltrs. Of resin while rest of the two are having 5965 and 8400 Ltrs. Of resin.
Anions present in the water get removed as per the following reactions :
2 ROH + H2SO4
R2 SO4+2H2O
ROH+HCl
RCl+H2O
2 ROH + H2SiO3
R2 Sio3 + 2 H2O
14
Once the unit gets exhausted, it is regenerated with counter current flow of
4% NaoH solution.
M I X E D B E D U N I T S (PRIMARY)
Certain amount of sodium and silica ions get slipped from cation and anion
units. Very large volume of resin is required to check these leakage if tackled
individually. Hence, these are removed in mixed bed units. It consists of a bed of
mixed cation and anion resins which acts as infinite pairs of cation and anion
units.
A mixed bed unit will produce water of conductivity around 0.5 micro mho/cm.
This water is stored in DM water tanks. These are two Nos. of DM water tanks
each having a capacity of 1500 M3. 1400 Ltrs. Each of cation and anion resin is
charged in three mixed bed units while in fourth unit this quantity is 1800 Ltrs.
C O N DE N S A T E C A T I O N U N I T S
Steam condensate is received from Ammonia, Urea and CPP. It contains
lonic and colloidal iron. Colloidal iron is removed in colloidal filters while ionic
iron is removed in condensate cation units. Condensate coming from Ammonia
and Urea Plants is first cooled to around 45 OC in condensate cooler. There are
total five Nos. of condensate cation units. Three units are charged with 1810 Ltrs.
Of resin while two are charged with 4200 Ltrs. Of resin. After polishing the
condensate it is stored in DM Water Tanks.
SECONDARY MIXED BED UNITS
DM Water from DM water tank is pumped to secondary mixed bed units
with the help of DM water pumps, for achieving the desired level of purity of
water there are total 5 Nos. of pumps and each having a capacity of 190 M 3/hr.in
the secondary mixed bed units final traces of impurities are removed again with
the help of mixed bed of cation and anion resins. There are total six Nos. of these
units. Four of these are charged with 1400 Ltrs. Of cation resin and 2200 Ltrs.of
ANION Resin while rest of the two are charged with 1600 Ltrs.and 2600 Ltrs.of
cation and anion resins. After passing through secondary mixed bed units polish
water of following specifications is obtained.
15
PH
7 +_ 0.2
Conductivity
Total iron as Fe
Silica
Hardness
0.2 Micro mhos/cm
0.015 mg/lit
0.015 mg/lit
Nil.
Polish water thus obtained is stored in Polish Water Tanks. There are two
polish water tanks each having a capacity of 1500 M 3. It is pumped to Ammonia
Plant and Captive Power Plant with the help of five Nos. Polish water pumps each
having a capacity of 220 M3/hr.
16
EFFLUENT
TREATMENT
PLANT
17
EFFLUENT TREATMENT PLANT
During the process of Urea manufacturing, various effluents generated in
different plants viz. Ammonia, Urea, Steam Generation and offsites and Utilities
etc. are treated in Effluent, Treatment Plant so that treated water meets the
Minimal National Standards. Effluents Treatment Plant has been designed to treat
the effluent with following characteristics:
1.
2.
3.
4.
Flow 200 M3/hr
Ammonia 520 mg/Lit.
Urea 340 Mg/Lit.
PH 8 to 8.5
Chemical waste generated in different plants(Except Urea bearing waste
from Urea Plant) is received in a chemical waste sump having a storage
capacity of 200 M3. Urea bearing waste is separately treated in Urea
Hydrolyser and its outlet is discharged into chemical waste sump. Alkali
Waste, which gets generated in DM Plant during the regeneration of anion
units etc. is received in Alkali Waste sump having a storage capacity of 200
M3. This waste is pumped to chemical waste sump, with the help of two
Alkali waste pump each having a capacity of 75 M 3/hr to raise the pH of
chemical waste water to 11. At this higher pH 97% of ammonium ions
remain in the form of free ammonia as shown by this reaction:
NH4 + = NH3 + H +
This free ammonia can be removed from the water with the help of air
stripping. For this purpose, Effluent Water from chemical sump is pumped to the
top of Ammonia Stripping Tower with the help of chemical waste pumps. Two
pumps each with a capacity of 200 M3/hr have been provided. At the top of
Ammonia Stripping Tower, water is distributed evenly throughout the operational
area of the tower by distribution nozzles into the form of fine droplets. Air is
sucked in from the sides of the tower by three induced fans. Free Ammonia
present in the water gets stripped off by this air. Water is collected in the basin if
the tower and flows to Ammonia Fixing Tank.
Acid waste, which is received in 170 M 3 acid waste sump from the
regeneration of cation units etc. in DM plant is added in the ammonia fixing tank,
with the help of two acid waste pumps each having capacity of 75 M 3/hr to bring
down the pH of the water to 7-7.5 Agitation is given to the water for proper
18
mixing of the acid waste with the help of service air capacity of the Ammonia
Fixing Tank is 100 M3. Free ammonia still present in the water gets converted
back to ammonium ions.
The effluent from ammonia fixing tank is collected in Ammonia Fix Liquor
Sump (AMFL) of 43 M3 capacity . Sanitary sewage from factory as well as from
township is also collected in this sump. Factory sewage is however first received
in the receiving sump of 10 M3 capacity. Two pumps each with the capacity of
20M3/hr pump the sewage to AMFL sump. Similarly Township Sewage is
received in a 90M3 capacity sump and is pumped by 100 M3/hr capacity two No.
pumps. This sump is however located in Township itself.
The chemical waste mixed with sanitary sewage is pumped by two AMFL
pumps each having a capacity of 260 M 3/hr The discharge flow is bifurcated with
the help of a splitter box. Out of this, 110M 3/hr is discharged into Nitrification
Tank and 150 M3/hr into Primary clarifier. Settled sludge in this clarifier is led to
Denitrification tank by gravity. The effluent from primary clarifier flows to
trickling filter in which water is distributed uniformly across the cross section of
trickling filter by a rotating arm. This arm rotates with the reactional force
provided by the water. Biological oxygen Demand (BOD) and Chemical Oxygen
Demand (COD)of the effluent is partially fulfilled in Primary Clarifier and
trickling filter.
Water from Trickling filter received in a 37.5 M3 Trickling filter sump is
pumped by two pumps, each having capacity of 150 M3/hr, to nitrification tank.
Nitrification tank is made of two parts, the first one housing six aerators
and the second eight aerators. Total storage capacity of the tank is 1900 M 3 and
Oxygenation capacity is 332 kg/hr. Hydrolysis of urea to ammonium ions and
then nitrification of these ions to Nitrates takes place in the nitrification tank with
the help of aerobic ureolytic and nitrification autotrophic bacterias as per the
following reactions :
NH2CO NH2 + 2H2O
Urease
(NH4)2 CO 3 ------1
19
Enzyme
NH4 +
202
Nitrifying
Bacteria
NO3 --+2H+ +H2O 2
Urea enzyme is produced by ureolytic bacteria. The process of nitrification
destroys alkalinity and lowers pH due to generation of H+ ions
Activated sludge settled in the final clarifier is also fed to the nitrification tank.
Micro organisms particularly bacterial present in this sludge purify the sewage
biological. For this purpose, proper concentration of Micro organisms or mixed
liquor suspended solids (MLSS) is to be maintained at a level of min. 1000 mg/lit.
Air requirement for different bacterial action is supplied by Aerators. In addition
to this these aerators enable mixing of waste water with MLSS.
The effluent from nitrification tank overflows to Denitrification tank. It is
500 M capacity RCC Tank equipped with 4 Nos. agitators . Denitfication is a
biological process by which nitrates are anaerobically converted into Nitrogen gas.
Waste methanol is added as a source of carbon for the organism. Nitrates get
converted into Nitrogen gas as per the following reaction :
3
6NO3 + 5 CH3 OH
5CO2 + 3N2 + 7 H2O + 6 OH
The agitators provided keep the sludge into suspension. Effluent from
dentrification tank overflows to aeration tank equipped with two aerators having
total oxidation capacity of 25 kg/hr. the effluent is aerated to; remove BOD and
the gas evolved in the dentrification process.
Effluent from aerator tank flows to final clarifier. The settled sludge in this
clarifier is collected in a 43 M3 capacity sump. Two pumps each with a capacity
of 260 M3/hr have been provided for pumping it to nitrification tank. After
maintaining the desired level of MLSS in Nitrification and Denitrification Tank,
provision is there to take out the excess sludge and it can be dried ina lagoon.
Clear water from final clarifier over flows to final Effluent Sump, having a
capacity of 175 M3. storm water is also collected into this sump. This treated
water is pumped to the final disposal area with the help of two pumps. Each pump
is having a capacity of 350 M 3/hr. This final Treated water conforms to the
following Minimal National Standard (MINAS)
1.
pH
5.5 9.0
20
2.
3.
4
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
Ammonical Nitrogen as N
Total kjeldhahl Nitrogen
Nitrate Nitrogen
Free Ammonical Nitrogen
Cyanide as CN
Vanadium as V
Arsenic as As
0.2
Suspended solids
Oil and grease
Hexavlent Chromium (Cr+6)
Total Chromium as Cr
BOD
COD
50 ppm
100
10 ppm
5
0.2
0.2
100
10
0.1
2.0
30
250
UREA HYROLYSIS
As already mentioned the existing effluent treatment plant was designed for
treating effluent containing 520 mg/ltr. Of Ammonia and 340 mg/Ltr.of Urea. But
effluent from Urea Plant sometime contains as high as 500 1000 ppm of
ammonia and 1 3% of Urea. This effluent used to disturb the complete operating
conditions of the plant. Hence to check this problem, with In-house efforts a
facility for Urea Hydrolysis was developed. In this facility around 5 M 3/hr of Urea
effluent, with 3 % urea concentration, is fed to the Urea Hydrolysis Reactor. It is a
300 M3 capacity RCC Tank having nine compartments. Urea Effluent under flow
and over flow the partition walls of these compartments and a residence time of 45
to 50 hrs. is achieved . Molasses, DAP, Decomposed cow dung and other
nutrients like chlorides of sodium, calcium, potassium, sulphates of ammonia,
magnesium and Iron are dosed for survival and growth of ureolytic Bacteria.
About 90% of the urea get hydrolyzed into this system. The effluent from Urea
hydrolysis tank after stripping the free ammonia in a stripping tower flows to
chemical sump and is mixed with the chemical waste and then follows the normal
treatment route.
21
FINAL DISPOSAL
AREA
FINAL DISPOSAL AREA
22
This area is used for receiving storing and finally disposing off the treated
water from ETP and storm water. This area is having five ponds. Their capacities
and services for which these are used, are given in Table 1 below.
_________________________________________________________________
TABLE - 1
_________________________________________________________________
SL.No.
NAME
CAPACITY M3
SERVICE
1.
Pond No. 1
25,000
Ash Pond overflow & off
grade effluent.
2.
Pond. No. 2
25,000
-----------do---------3.
Pond. No. 3
26,000
Treated Water
4.
pond No. 4
48,000
Storm Water
5.
Pond No.5
60,000
Treated Water
__________________________________________________________________
Treated water meeting the MINAS standard is received in Pond No. 3 and 5
from final effluent pump discharge located in EFFLUENT TREATMENT PLANT.
If this water is not conforming to the MINAS standard, then provision is
there to receive it in Pond No. 1 & 2 . Overflow from ash ponds is also received
in Pond No. 1 & 2 . Storm water from the FACTORY is received in Pond No. 4
and stagnant water area. It is then pumped from this place to Ponds No. 1 & 2
with the help of four vertical pumps. Effluent from Ponds No. 1 & 2 is pumped to
factory for deashing in SGP and CPP. Three pumps each with a capacity of 500
M3/hr, have been provided for this purpose.
Treated water received in Ponds No. 3 and 5 is supplied for irrigation in
fields and Township. Provision is also being made to use this water as fire water
and for kitchen garden in Township. Two pumps each with a capacity of 275
M3/hr have been provided for this purpose.
WATER BALANCE ACROSS FINAL DISPOSAL AREA
23
WATER IN
WATER OUT
SL No.
Source
Qty.
M3
Sl.No.
supplied to
Qty
M3
1.
From ETP
230
1.
For deashing
in SGP
350
2.
Ash Ponds
388
2.
For deashing
in CPP
139
3.
For Irrigation
in Township.
73
4.
For Fire header
changing and for
use in township.
56
__________________________________________________________________
Total
618
618
__________________________________________________________________
24
STEAM GENERATION,
CAPTIVE POWER PLANT
AND MATERIAL
HANDLING PLANT
STEAM GENERATION, CAPTIVE POWER PLANT
AND
25
MATERIAL HANDLING PLANT
The three plants are grouped together for ease of operation as these are inter
related to each other. The main function of this group is to generate and supply
high pressure steam, to produce power required for the Fertilizer Plant and to store
and supply raw materials like coal, Heavy Oil, Liquefied petroleum gas and
methanol.
1.
STEAM GENERATION PLANT:
Steam Generation Plant produces and supplied steam at 100 kg/cm 2
pressure and 480oC temperature to Ammonia Plant.
WHY IS STEAM REQUIRED
Major consumption of steam is in Ammonia Plant and roughly 6.5 to 7 Te
of steam is required for producing one Te of Ammonia. This steam is used :
a)
b)
c)
For driving the Turbo Compressors
As Process steam for various reactions
For heating purpose
The designing and introduction of high pressure Turbines and Compressors
has revolutionized the industry especially the Fertilizer Industry. Single stream
high capacity plants of 2200 Te/day Urea and 1350 Te/day. Ammonia have come
up which was not feasible a few decades back. The turbines used to run these
compressors are driven by high pressure and high temperature steam. If we add
the output power of various turbines run by steam, it comes to around 50 MW. In
other words we are saving 50MW of electricity.
In our Factory where heavy fuel oil is used as feed stock, requirement of
steam is very high i.e. 7 Ton per tonne of Ammonia as compared to plants using
natural gas or Naptha as feed where steam requirement is 0.3 Te per ton of
Ammonia. It shows the importance of steam and steam generation plant.
Moreover steady pressure and temperature is very essential for the life and
efficiency these turbines. Hence the role of SGP is very important.
Steam in SGP is generated by three number VU-40 Type Boilers supplied
by M/s BHARAT HEAVY ELECTRICALS LTD. These are in operation from
26
1977 and each Boiler can generate upto 150 Te/ of steam per hour. These are
water tube Boilers which means the water used for steam formation is insides the
tubes and the heating material that is coal or oil is burnt in the outer furnace.
Roughly speaking about 750 K. cal of heat is required to generate one Ton of
steam at the present efficiency of these boilers. This heat is mainly supplied by
Pulverized coal. Heavy Fuel Oil is used for initial start up and continuous support
to coal burners and light Diesel Oil is also used for initial start up.
FIRING SYSTEM :
Pulverised coal is the coal grinded to easily combustible and economically
viable level so that it burns completely with in the available time inside the
furnace. BOWL MILLS are used for grinding the coal. Coal received from
Material Handling Plant is stored in Coal Bunker and is fed to the Bowl Mill
through a COAL FEEDER. Hot air is also supplied in the mill for heating the coal
and conveying it to the furnace through a fan called EXHAUSTER FAN which
takes suction from the mill and maintains it under negative pressure. Oversize and
un grindable material like stones are thrown out by the mill. Coal and Air mixture
called Pulverised Fuel from the exhauster is supplier to COAL BURNER. Coal
burners are arranged tangentially on all the four corners of the rectangular furnace
at three elevation levels. Thus there are 12 coal burners. In between these three
elevations OIL BURNERS AND START UP BURNERS or IGNITORS are
arranged at two elevations. Thus there are 8 oil burners and 8 ignitors. As coal
requires some minimum temp. for ignition, ingnitors are lighted up for initial start
up then oil burners and finally coal burners. Ignitors use LIGHT DIESEL OIL
(LDO) and can be lighted up by remote control. Oil burners use Heavy Fuel Oil
(HFO) or LSHS.
The FURNACE is a cubical suspended enclosure with water tubes forming
its four walls. The furnace is designed with sufficient volume to provide for
complete and efficient combustion at all loads without flame impingment on
furnace water wall and other internals. Heat is generated in the furnace by the
reaction of carbon present in coal and oxygen present in air to form carbon-dioxide.
C + O2
CO2 + Heat
27
These gases called FLUE GASES heat up the water in tubes to form steam.
As the FLUE GASES rise up, their heat is utilized in various ways as shall be
discussed later. The Furnace is maintained at a negative pressure of 5 mm water.
WATER AND STEAM SYSTEM
The steam generated should be free of all imputies like minerals, silica
oxygen, iron etc. for the safety and efficiency of steam turbines and boilers. For
this purpose RAW WATER is physically and chemically treated and finally
supplied to SGP from Ammonia Plant. This water is called BOILER FEED
WATER. Feed water is further heated to around 240 oC by flue gases and taken to
STEAM DRUM. Steam drum acts as storage tank and also separates water from
the steam at 314oC and 106 kg/cm2 pressure water then enters MUD DRUM
through BANK TUBES heated by Flue gases. This drum helps to maintain
circulation of water. Water from Mud Drum enters the RING HEADER formed at
the bottom outside the furnace and rises by gravity through water wall tubes on all
the four sides, takes heat from furnace and enters steam drum as a mixture of
steam and water. Water is separated here and steam at about 315 oC is taken
through two SUPER HEATERS called PLATEN SUPERHEATER AND FINAL
SUPERHEATER heated by the Flue gases to attain final temperature of steam
around 490oC. The outlet temperature from these super heaters is controlled by
adding Boiler Feed Water.
FLUE GAS SYSTEM
The products of combustion in the furnace of carbon-di-oxide, Nitrogen,
Ash, Oxygen, and Sulphur-di-oxide. After leaving the furnace the heat of these
gases called FLUE GASES, is utilized at various levels as shown in the block
diagram.
First the steam from steam drum is heated in two superheaters to get the
required temperatures of 495oC and then feed water in BANK TUBES is also
heated and the gases leave Bank Tubes at around 497oC next the heat is utilized to
heat feed water in the ECONOMIZER and gases are cooled down to 320 oC. These
gases are further cooled down to 150oC in ROTARY AIR HEATER where the air
required for combustion and conveying the coal is heated up. Temperature is not
reduced further because at lower temp. oxides of sulphur present in flue gases are
converted to ACID which damages the Down Stream equipments. These gases
then pass through ELECTRO STATIC PRECIPITATORS (ESP) where ash is
removed. From ESP these gases pass on to INDUCED DRAFT FAN
28
Which maintains draft in the furnace and finally the gases are let off to the
atmosphere through a chimney about 80 Mtr. High.
POLLUTION AND THEIR DISPOSAL
Alongwith optimum utilization of companys resources to achieve
maximum profitability, our Unit has always performed its duty to keep the
environment clean.
We have installed latest available pollution control
instruments and equipments. The Chief Pollutants generated in SGP are ASH and
SULPHUR- DI-OXIDE. Their separation and disposal are discussed in brief.
ASH:
Ash is the incombustible material contained in Raw Coal which has about
40% ash. It also consists of heavy metals like vanadium and Nickel. If in hailed it
can be harmful to human beings.
After combustion of coal, ash remain as such. About 20% of total ash
generated consist of higher wt. particles with fall down to BOTTOM ASH
HOPPER provided at the bottom of the Furnace. Ash slurry is formed here due to
water level maintained in the Bottom Ash Hopper. This is taken out by water
ejector once in eight hours and sent for disposal in lagoons.
FLY AS H
Fly ash is the ash containing light particles. If forms the major portion that
is 80% of the ash generated. It is carried away from the furnace alongwith the flue
gases. The ash particles are removes from the gases in Electro-static precipitators
as shown in Block j diagram after the Air-Pre-heaters.
29
ELECTRO STATIC PRECIPITATORS (E.S.P)
The Electro-static Precipitator forces to separate dust particles from flue
gas. High voltage is applied between electrodes arranged in rows alternatively.
Due to high voltage gas particles are ionized. Most of the ions are negatively
charged. They stick to dust particles and carry them to positively charged
electrodes, which is in the form of a rectangular plate. Thus dust particles stick to
those plates. These plates are rapped periodically to dislodge the deposited dust
which is collected in the hopper below.
Ash is ejected from these hoppers by water jet and it forms ash slurry. Fly
ash slurry and bottom ash slurry are mixed together and sent to Ash slurry disposal
ponds outside the Factory where slurry settles down and overflowing clear water is
recycled back to the system.
SULPHUR DI OXIDE
Sulphur-di-oxide is formed due to the presence of sulphur in coal which
vary from 0.1 to 0.5% . For safe disposal of SO 2 minimum height has been
recommended by pollution boards, depending upon the quantity of Sulphur-dioxide generated per hour. In our case it comes out to be around 75 Mts. Taking
maximum amount of SO2 generated. Chimney height of SHP Boiler is 80 Mtrs.
Suitable instrumentation has been provided for monitoring all the
parameters and important analysers and cut outs of a part or even complete boiler
has been provided in case of emergency.
30
CAPTIVE POWER PLANT ( C.P.P )
Since inception, Bathinda Unit was drawing electric power from the Punjab
State Electricity Board. Electricity is the main driving force after steam, being
used for moving auxiliary equipments. The unit requires about 27 Megawatts of
Power per hour when running at full load.
NEED FOR C.P.P
It was thought to install a Captive power Plant in which electric power for
our requirement shall be generated from Electro Generator run by TURBINES for
which STEAM shall be generated in a COAL FIRED BOILER. The benefits
envisaged were :
1.
2.
Any disturbance in the PSEB Grid used to trip the whole plant. Lot
of money was lost due to this as each re-start-up costs around 40 to
50 lakhs rupees. Moreover, frequent tripping had an ill effect on
machines and equipments extending the re-start-up period.
Three Boilers of 150 Te/hr steam capacity were initially installed in
SGP to keep 2 Boilers running and one stand by as designed steam
requirement was less than 300 Te/hr. But in actual operation steam
requirement was more and all three Boilers had to be run and there
was no breathing time for their maintenance. As new boiler was to
be installed for CPP, its capacity was so designed that it could export
around 60 Te of steam for process requirement so that only 2 boilers
of SGP would be run keeping the 3rd as stand by.
With these points in mind CPP was installed. The functioning of CPP can
be sub-divided into parts :
1.
Boiler and its auxiliaries:
For generation of high pressure superheated
steam.
2.
Turbo-Generators ( 2 Nos. of 15MW each ) and their Auxiliaries
generate power using steam from the boiler.
to
31
Operation of CPP is based upon Micro-processor based computerized
instrumentation which allows automatic operation, start up, shut down of the
whole or part of the plant.
B OILE R
Boiler has been supplied by M/s MITSUI ENGINEERING AND SHIP
BUILDING CO. (MES) of JAPAN. It has a capacity of produce maximum 230
Te/her of steam at 105 kg/cm2 pressure and 495oC Temp. 150 te/hr steam is used
for power Generation if both Turbo Generators are running at 15 MWH each.
Around 60 Te steam per hr. is drawn for process use and joins with the SGP steam
header.
The basic principle of this boiler is the same as discussed earlier for SGP
Boiler that is formation of steam by heating Boiler Feed Water inside Furnace
fired by coal and Heavy Oil, utilization of heat of the gases by heating water and
air, removal of dust particles from flue gases and venting these gases at a safe
height. Main differences between the two boilers are :
1. SGP Boiler is tangentially fired where as CPP Boiler is front fired with
6 coal burners and 6 oil gun fixed inside the coal housing.
2. SGP Boiler can be loaded upto 30% load with oil firing only whereas CPP
Boiler can be fully loaded with oil alone.
3. Height of combustible zone in CPP Boiler is more and it has residence time
1.5 Sec. Where SGP Boiler has 1.0 second.
4. Mills used for pulverizations of coal in SGP are negative pressure bowl
Mills whereas in CPP ball tube mills are used which are positive pressure
mills.
5. Due to more residence time and better pulverization the efficiency of CPP
Boiler is about 4% higher.
6. Boiler Feed Water required for steam generation can be fully generated in
CPP it self.
32
A block diagram of CPP Boiler alongwith important parameters is
separately given. A part of the steam generated is exported for process use in
Ammonia Plant and rest is utilized for power generation in Turbo-Generators as
described below :
POWER GENERATION
There are two 15 Megawatt Turbines Generator sets to generate power at 11
KV which is fed into 132 KV Bus of PSEB and again distribution network.
TURBINES
The turbine used is supplied by M/s SGP of Austria. It is condensing cum
extraction turbines designed as single casing reaction turbine with single control
stage and high pressure (HP), Mild Pressure (MP) and Low Pressure (LP) reaction
parts.
The Turbines is fed with high pressure steam at 100 kg from Boiler and
flows through various control valves for normal and emergency operation. It gets
high velocity through the nozzle group and then passes over various impellers
fixed on to the rotor and fixed diffusers thus rotating the turbine. The enthalpy of
steam is utilized in steps. Steam is also extracted from various stages. HP 1 at 10.4
kg/cm2, HP2 at 8.1 kg/cm2 , Feed Water bleed at 4.3 kg/cm 2 and L.P bleed at 0.9
kg/cm2.
The exhaust steam from the turbine is condensed in a condenser maintained
under vacuum to extract maximum steam enthalpy. The output of the turbine
depends on flow of steam and heat difference that is no condition of steam at the
main steam valve and the pressure at the turbine outlet or condenser pressure. The
turbine is connected to the generator through speed reducing gears.
The exhaust steam is condensed in a condenser using cooling water. The
resulting condensate can be fed back to L.P. heater but is normally sent to the
polishing water plant.
33
As shall be clear from the attached block diagram various bleeds from the
turbines are utilized for heating purpose. HP1 and HP2 bleeds are used for heating
Boiler feed water in HP1 and HP2 heaters. Feed water bleeds is used for heating
the feed water tank and L.P. bleed is used for heating the polish water make-up to
the feed water tank.
A lubrication system is also there to lubricate the various bearings of the
turbine, gears and generator. Normally the oil pump driven by the turbine shaft
supplies oil but auxiliary motor driven pumps are used for start up and during
shut-down . A turning gear has been provided for slow cooling of turbine rotor.
Latest instrumentation has been used in this plant. Baileys Net work-90
micro-processor based instrumentation system is being used. The NET WORK 90
SYSTEM is a distributed process control system. Using series of integrated
control nodes, the Net Work 90 system allows to control process variables like
flow, pressure and temperature according to a control configuration. There is
operator interface Unit (OIU) like a TV screen on which various parameters can be
displayed and controlled. It allows fully automatic start-up/shut-down of Boiler,
Turbine and other auxiliaries.The network 90 system is upgraded to ABB
Harmony DCS system recently.
G E N E R AT O R S
CPP is having two number Turbo-Generators of capacity 15MW each. The
generators Type SAT three phase, 50 HZ 11 KV 984 Amp.at 0.8 power factor
rating supplied by M/s Jeumont Schneider of France. These are totally enclosed
self ventilated type, with two lateral air to water coolers for cooling. The
alternators are able to bear 10% overload for one Hr. with an increase in Temp. of
10oC while maintaining the voltage as near as possible to the rated one. The
excitation is compound and brush less with exciter rotor and rectifier bridge
mounted on the extended main shaft on non driving end. The excitation is
controlled automatically with Automatic Voltage Regulator and a PLC Controller.
All protection relays installed for protection of Generator are solid state having
high accuracy, quick response and low power consumption.
34
Under normal running condition of the plant and healthiness of PSEB Grid,
we generally run in synchronous with the grid merely drawing the power
corresponding to minimum charges to be paid to State Electricity Board. In case
of any disturbance in the grid measured by higher low frequency, high rate of
change of frequency, low voltage etc, our system gets isolated from the grid
automatically. With both generators running, we are able to feed power to the
whole plant, thus production is not affected. In case only one TG is in line and
grid cuts off, Urea plant is cut off automatically to balance the load with one
Generator. As soon as the grid becomes stable, the generators are again
synchronized with it.
A brief single line diagram of the power distribution is shown along with
the turbine block diagram.
3.
MATERIAL HANDLING PLANT (MHP)
Many raw materials required for use in various plants are toxic, explosive
and hazardous in nature. These materials have to be stored in isolated places.
Coal, heavy Oil, Methanol and Liquified Petroleum Gas (LPG) are such materials
which are being stored in and supplied from Material Handling Plant
COAL HANDLING
The main raw material used in SGP and CPP Plants for producing steam is
COAL. About 1700 Te of coal is burnt daily when the plant is running on full load.
Coal is stored in open yard called coal yard which is having rail lines for the
movements of rail wagons in which coal is received from coal mines located in
Bihar and West Bangal. As shown in the block diagram of MHP various wagons
of a rake of coal can be distributed on various rail tracks for unloading. Unloading
is done in two, ways, Manual Unloading or Tippling. Tippling is done for open
wagons only. For this, wagons are placed on the tippling track. Each wagon is
weighed, lifted by the Tippler, emptied into the tippling hopper over underground
Conveyor No. 2 and by running the unloading system that is conveyors 1,2 & 3
coal is continuously transferred to the ground at the required place by the
movement of wing Conveyor Conv. No. 3. Wing Conveyor discharges on both
sides. In case of closed wagons unloading is done manually on the rail track
conveyor No. 2 from where coal is transferred by running unloading system of
belts.
35
Manual unloading of coal is also done on rail tracks over underground
conveyors No. 4 and ET-1. The coal is transferred to belts through overhead grills
by means of Bull Dozers and conveyed to the required destination by the down
stream system of belts as shown in the block diagram.
The system of conveyor belts No. 4,5,6,7 alongwith crusher and screen is
called Reclaiming System. And the reclaiming system of belts ET-1, ET-2, ET-4,
ET-6 alongwith crusher, screen and inter-connections reversible belts ET-3 and ET5 was installed later on to supply coal for C.P.P.
As will be seen from block diagram both SGP and CPP can be fed by
running only one reclaiming system. Unloading coal can also be directly fed by
running the unloading system, Reclaiming System one or reclaiming system-2
alongwith belt ET-3. So many options are available. A continuous belt weightier
mounted on Conveyor No. 5 and ET-2 records the total amount of coal passing
over. All conveyors are motor driven on rollers. Gears are used for speed
reduction. Pull chords are provided along the belt for emergency stoppage. All
conveyors can be operated from the control room. Various switches have been
provided for stoppage of the system in case any one of the belts stops, to avoid
spillage of coal.
3. FUEL OIL SYSTEM
Fuel oil is used as raw material in Ammonia plant for the production of
Ammonia and also as supporting fuel in coal fired boilers. Around 1000 Te/day of
fuel is consumed.
Fuel oil has a carbon to hydrogen ratio of 8.5 specific gravity 0.85 to 0.9,
viscosity 150 CS at 50oC, heating value 10000K Cal/kg, flash point 60oC and pour
point 36oC. It is inflammable and can be unloaded and transported in hot
condition only at around 65-70oC. So special precautions have to be taken.
Fuel oil is unloaded from rail wagons in fuel oil unloading area. Wagons
can be placed on both sides of the header and wagons connected to the header by
hose connection. Oil in wagons has to be heated by steam. It flows to the
unloading header. Transfer pumps are used for transferring this from unloading
header to heavy oil storage tanks.
36
3 number storage tanks of F.O. are provided each having a capacity of
10,000 M3 oil. Each tank is equipped with internal steam heating coil to maintain
oil Temp. 60-70oC. A suction Heater to heat oil at 65-70 oC, a temperature gauge a
flames arrestor, a locally mounted level indication and a high level alarm with an
extra level switch which trips the Fuel Oil unloading pumps automatically. 4 No.s
Fuel oil transfer pumps are there which can take suction from any of the tanks
through a suction header and these pumps supply oil to Ammonia Plant and
Boilers.
METHANOL HANDLING
Methyl Alcohal (CH3 OH) or methanol is required in the Rectisol Unit of
Ammonia Plant for removal of carbon-di-oxide and Hydrogen sulphide from the
gases.
Methanol is a highly flammable liquid and dangerous hazard with low
boiling point of 65.7oC. Explosive limits of methanol vapours in dry air are 6.0
36.5% by volume. Its vapours are very toxic. Max. allowable concentration for 8
Hr. working is 200 ppm in air. Blindness may result when it is absorbed into
blood stream through skin or by other means.
Fresh Methanol is stored at ambient temperature in a fixed cum floating
storage tank of capacity 400 M 3. Slop methanol pumps of 20 M 3/hr capacity have
been provided to supply these types of methanol to Ammonia Plant as per
requirement. Annual requirement of fresh methanol is about 1200-1500 Te. Fresh
Methanol is received in road tankers and unload through fresh methanol pumps.
Because of the flammability of methanol, the storage tanks are located at a
safe distance from the plants and are surrounded by a dyke wall.
Storage area is provided with the following :1.
2.
3.
4.
Foam type fire extinguishing system
Nitrogen sealing of methanol tanks
Water spray system for cooling the tanks
Eye Showers
37
L.P.G. SYSTEM
LPG Gas required for start-up of Ammonia Plant as a heating medium in
gasification reactors and for pilot burners of the flare stack.
The LPG System consists of road tanker unloading station, unloading
pump, storage drum and vaporizes as shown in the block diagram. LPG is
received in road tankers and unloaded into Storage tank of 100 M 3 capacity means
of a LPG Unloading pump of 10 M 3/hr capacity which is located underground.
Pressure of 5-7 kg/cm2 is maintained in the tank.
For supplying to Ammonia, LPG from Storage Tank is vaporized in a
vaporizer using steam as heating medium. Pressure control valves control the
pressure at the desired value. During start-up of gasification a pressure of 5-7
kg/cm2 is maintained.
LPG is highly flammable and its explosive range is 1.8 to 9.5 % by volume.
So LPG area is isolated and enclosed from all sides.
For spray purpose N2 connections have been given in the system. Water
spray system has been provided on the storage tank. In case of overheating of the
tanks, water spray will start automatically and some valves in LPG system will
close to isolate the system. This safety system can be operated manually also.
38
AMMONIA PLANT
39
AMMONIA
PLANT
The Ammonia Plant of NFL, Bathinda is based on the partial Oxidation
route of Fuel oil. The plant went into commercial production in August 1979 and
has been built with M/s Toyo Engineering Corporation as the main Engineering
Contractor.
The Ammonia plant has the following processing units:SL
No.
1.
Unit/Section
___________
Air Separation
Unit.
Supplier
Features
___________
________________________
M/s Hitachi, Japan Mol. Sieve and Activated
Alumina Gel bed for CO2 &
Moisture Removal, cold
recovery from the products in
Plate and fin type heat
exchangers and conventional double column for
distillation.
2.
Gasification
M/s TEC under
Process Licence
Of M/s Shell
International.
3 Refractory
Gasifiers of 700 series.
3.
Rectisol
De-SulfuriSation
M/s TEC under
Process Licence
of M/s Lurgi
Selective absorption of
H2S and CO2 by low
Temperature Methanol
4.
Rectisol
De-carbonation
--do-
Total regeneration of
partial stream only.
5.
CO Shift
T.E.C.
Double bed high Temp.
CO Shift Convertor.
6.
Absorption
Refrigeration
M/s Borsig
Part of heat duty is supplied
by the converted gas from
Shift convertor.
40
7.
Nitrogen
Wash
M/s Hitachi
Mol. Sieve Adsorbers for
removal of Methanol and CO2
8.
Ammonia
Synthesis
M/s TEC under
Process Licence
Of M/s HALDOR
TOPSOE
Topsoe S-200 radial flow
basket, waste Heat Recovery
of the Convertor exit gases
in BFW Economizers.
The Compressor house of Ammonia Plant has the following major
equipments:
1.
Air Compressor
M/s Mitsui, Japan
1,40,000 NM3/hr capacity
15.45 MW Turbine.
2.
Nitrogen
Compressor
--do--
30,000 NM3/hr capacity
6.9 MW Turbine.
3.
Oxygen
Compressor
Compr.=DEMAG 24,970 NM3/hr capacity
Turbine=M/s AEG 6.597 MW Turbine
Kennis (WG)
4.
Synthesis
Compressor
B.H.E.L.
Hyderabad
1,10,000 NM3/hr for Ist,
2nd and 3rd stages.
4,64,000 NM3/hr for
Recycle Stage.
15.983 MW Turbine
5.
Refrigeration
Coimpressor
--do--
41,330 NM3/hr Capacity
2.8 MW Turbine.
Against the rated capacity of 900 Te/day, Plant has produced a record
Production of 1011 Te and has been constantly running above 105% for the past
few Years.
41
The basic chemistry for production of Ammonia is based on the HABERs
Bosch Process for Ammonia synthesis. The reactants in the Ammonia Synthesis
Process are Nitrogen and Hydrogen. Nitrogen is obtained from its abundant
source i.e
Atmosphere and Hydrogen is obtained from fuel oil which is a hydro carbon with
C/H
Ratio of approximately 8.
As will be evident from the above, the constituents in the synthesis gas
other than Nitrogen and Hydrogen does not play any part in the Ammonia
Synthesis Reaction, rather they exercise undesirable effects like exerting their own
partial pressure, poisoning the catalysts etc. As such, the Ammonia Plant process
is laid down such that the undesirable constituents in the raw gas are removed in
the process of purification before the synthesis gas mixture, containing Hydrogen
and nitrogen in the ratio of 3:1 at the required pressure, is sent to Ammonia
Synthesis Convertor for Synthesis reaction.
The plant has been provided with a fail safe safety system to take care of all
eventualities. The periodical review of the safety system is also done and
incorporations whenever necessary are done.
The plant is also equipped with a flare system with 80M height flare stack
provided with Pilot and main burners capable of burning around 90,000 NM 3/hr of
process gas at a time and also Mol. Seal to prevent back flow of the gas into the
flare gas system. The pilot burner is of automatic ignition system.
The harmless gases like CO2 and Nitrogen are vented through a cold flare
outlet also at 80M height. The flare system has been so designed that the toxic
gases are burnt so that their combustion products are not harmful to the
environment.
Adequate measures have been taken to contain the air and water pollutants
with in the MINAS Standard. As in this process of Ammonia manufacturing, the
gases, CO and H2S are extremely toxic. Monitors have been provided in the
Control Room with sensors installed at sensitive locations of the plant for
continuous monitoring of the environment.
42
BRIEF DESCRIPTION OF VAIROUS PROCESS UNITS IS GIVEN HERE
UNDER
The Air Separation plant has been supplied as a package Unit by M/s
HITACHI and was plagued with constraints during the initial years of operation.
These constraints have now been overcome by:
1. Inter-connecting the screw refrigeration compressor with the main
refrigeration compressor of the Synthesis section.
2. Changing the material of construction of the Air precoolers at the upstream
of the chilling unit from CS Tubes to SS Tubes
3. Increasing the packed volume of Mol. Sieve in the ASU Dryers.
4. Modifying the Air Drier Post Filtration System of air before entering the
cold box.
Air separation Unit provides Nitrogen while section No. 2 to 7 are for
Generation and purification of Hydrogen. Eighth one is for synthesis of
Ammonia.
1.
AIR SEPARATION UNIT
Supplier of air to ASU is Air Compressor. It draws 1,40,000 NM 3/hr of air
from atmosphere, compresses it to around 7.0 kgf/cm2 pressure and sends the
compressed air to A.S.U. Air Compressor is a multi stage axial flow Compressor
supplied by M/s Mitsui Shipbuilding & Engg. Co. Ltd., Japan coupled with a
steam Turbine of 15,455 KW rated output supplied by M/s Mitsui Bown Boveri,
Japan. It consumes a maximum of 60 Te/hr of steam. Capacity of the air
compressor can be varied with the movement of blades fitted into the stators of
LPC and HPC casings. For running the plant at higher loads extra quantity of air
is required. To augment this shortfall, a small centrifugal compressor has been
installed. It supplies around 4500 NM 3/hr of air and is fitted with an electrical
motor of 650 KW rated output. Air Separation Unit is having the capacity to
supply maximum 25,920 NM3/hr Oxygen (Minimum 98% purity) and 30,000
NM3/hr of Nitrogen (Min. 99.99%pure, Min. Oxygen content less than 8 ppm.)
Feed Air is first cooled in an Ammonia Chiller equipped with a screw
Compressor (GB-5 with a refrigeration capacity of 825 Refrigeration Ton) and
43
then atmospheric moisture and carbon-di-oxide are removed from the air in Air
Dryers,filled with Alumina gel and molecular sieves. This purified air is further
cooled upto its liquification temperature with cold outgoing product streams in the
multi path Main Air Heat Exchanger.
The cooled air gets partially liquefied. This liquid air is distilled in specially
designed two columns, lower column and upper column and a main condenser,
which acts as condenser for lower column and Reboiler for upper column.
In the distillation column liquid air is separated into Pure Oxygen and
Nitrogen Streams. The cold stream (alongwith impure and high Pr. N 2 stream ) are
used to cool and liquefy the incoming air and subsequently oxygen is sent to
gasification section and Nitrogen to Nitrogen Wash Unit and for stripping in
Rectisol Section.
To avoid cold loss from the equipments/piping etc. operating at very low
temperatures, these equipments have been installed in a box known as Cold Box
and this box has been filled with PERLITE insulation.
Since all the cold can be recovered from the outgoing cold streams, some
cold loss occurs which is compensated by expansion turbines provided inside the
cold box. The expansion turbines generate cold by expanding air from 7 Kg/cm 2
to 0.7 kg/cm2.
Liquid oxygen and liquid nitrogen are also drawn for selling as by product.
Refrigeration capacity of the screw Compressor GB-5 provided for chilling air
prior to adsorption of CO2 and moisture is 825 Refrigeration Ton.
2.
GASIFICATION SECTION
The Hydrogen generation takes place in Gasification Section. This section
is provided with three No.s 700 series gasifiers supplied by M/s SHELL
GASIFICATION. 700 series signifies the generation capacity of a gasifier i.e 700
x 1000 Nm3 of gas per day.
Fuel oil at a pr. Of 130 kg/cm 2 and a temp. 230oC is partially oxidized in
the gasifiers with oxygen and 64 kg/cm 2 steam. As the reactions involved are
highly exothermic, the inside temp. of the gasifier are maintained at 1360 oC with
the help of steam and endothermic reaction. The gaseous mixture formed by the
44
partial oxidation of fuel oil leaves the gasifier at 1360 oC. The operating pr. For
gasifier is 55 kg/cm2.
The waste heat of the gas is recovered in a Boiler where 100 kg/cm 2 steam
is generated and in turn gas is cooled to 318 oC .from 1360oC further the temp. of
these gases is brought down to 200oC in the Economizer by preheating the boiler
feed water. Residual carbon formed during the gasification of oil is separated in
the form of carbon slurry in quench pipes and carbon separator, with the help of
quench water. Gases leaving the carbon separators of all the three streams are
mixed together and further cooled in BFW Preheater and scrubbed with water for
removal of the remaining content of carbon in the carbon scrubber. It is necessary
to remove the carbon completely from the gas otherwise it will choke the down
stream equipments in Rectisol Desulphurisation Section. The raw gas contains
mainly CO and H2 while other constituents like H2S, Methane etc. are also present
composition of these constituents are given in Table T-1.
Oxygen is fed to the Gasifier in a controlled quantity which is lower than
that required for total oxidation, with the intention of only partially oxidizing the
hydro-carbon content of the fuel oil, and this results in the formation of 48%
carbon mono oxide in raw gas. This CO content is then reacted with steam in CO
shift section to form further quantity of hydrogen and hence the name of the
Process i.e PARTIAL OXIDATION OF FUEL OIL.
100 kg/cm2 saturated steam is superheated to 480oC from 314oC in the
steam superheater with the help of Tail Gas combustion (obtained from Nitrogen
Wash Unit), and is then mixed with main steam header coming from Auxiliary
Reboilers. In order to have flame stability in the Superheater, oil support is also
provided.
3.
RECTISOL 1 (DESULPHIRISATION)
The feed stock contains around 2.5% Sulphur and this leads to the
formation of Hydrogen sulphide in the gasifiers. This impurity of H 2S has to be
removed from the gaseous mixture as sulphur is a serious poison for the catalysts
used in CO shift and Synthesis Sections. Rectisol Desulphurisation Section is
employed for the purpose of removal of H2S by absorption in low temperature
methanol.
45
The gaseous mixture coming from gasification section is first cooled to
22 C in Ammonia Chiller and with cold desulphurised gas in Exchangers. It is
then fed to a tall tower called H2S Absorber, equipped with valve type trays. Cold
methanol at a temp of -31oC is fed at the top of the tower. As the gas moves up
and cold methanol flows downward, these have intimate contact with each other
on the trays. Here the H2 in the gas is absorbed by methanol and desulphurised
gas (H2S content 0.4 ppm maxm.) leaves at the top of the tower. The operating
pressure of the tower is 46.1 kg/cm2.
o
H2S loaded methanol withdrawn from the bottom of H2S absorber is flashed
to 12 kg/cm2, 0.5 kg/.cm2 and then heated to 88 oC. Regenerated methanol is
subsequently cooled and recycled back to H 2S absorber, one of the gases
generated during regenration process of methanol in hot regenerator is known as
claus gas and is rich in H2S content.( On an average around 35%). It is sent to
sulphur recovery plant, where sulphur is produced from this gas as a by-product.
4.
CO SHIFT SECTION
Desulphurised gas coming from Rectisol-1 is led to this section. In this
section CO in the gases reacts with steam as per the following CO Shift Reaction.
CO + H2O
Catalyst
CO2 + H2 + Heat
34.7 Te/hr of 64 kg/cm2 steam is added form outside sources. Though the actual
steam consumed in CO Shift is only 37 Te/hr but due to kinetics of the reaction
involved steam to gas ratio has to be maintained at 1.5 and for this, large amount
of steam will be required. But this demand of excess steam is met by
Humidification of the gas. For this purpose gas is contacted with hot process
condensate, saturating the gas with water vapours and after the CO Shift reaction
excess water is removed from the gas by dehumidification process.
Heat of the shifted gas is utilized in the Reboiler of Absorption
Refrigenration unit and subsequently 3 kg/cm2 steam is generated. Gas is sent to
Rectisol (Decarbonation) after cooling to 45 oC. Gases leaving CO Shift section
contain 3.5 % CO. Other constituents are given in Table T-1.
46
5.
RECTISOL-II (DECARBONATION):
This section is employed for the removal of CO2 content of the gas. Here
again methanol is used for absorption of CO2 though at a relatively colder
temperature than those in Rectisol (Desulphurisation).
Similar to Desulphurisation Process, CO shifted gas is first cooled with
cold CO2, Synthesis gas from Nitrogen Wash Unit washing column outlet and
Ammonia Chiller, and then fed at the bottom of CO 2 absorber, which is tall tower
equipped with valve type trays. Methanol at Temps. Of 58 oC and 70oC is
charged at the top and middle of the tower respectively. With the intimate contact
of gas and liquid methanol on trays, CO2 is absorbed by methanol and
decarbonated gas (CO2 content 10ppm maxm.) leaves at the top of the tower.
Operating Pressure of this Tower is 39.5 kg/cm2.
CO2 loaded methanol is withdrawn from the bottom of the tower and is
flashed to 0.8 kg/cm2 and (-) 0.4 kg/cm2 pr.and is then stripped with Nitrogen for
regeneration. A Blower is used for generating vacuum for the 2 nd stage
regeneration of the methanol. Generated CO 2 from the flash and vacuum sections
of the tower is sent to the Urea plant.
6.
A.R.U.
For cooling Rectisol (Desulphurisation) and Rectisol (Decarbonation)
incoming gas streams and circulating methanol streams, Ammonia Chillers are
employed in which cooling is done by Evaporating Liquid Ammonia. These
chillers are linked with Absorption Refrigeration Unit (ARU),
In this section Ammonia vapors are absorbed in lean Ammonia Sol. Rich
Ammonia solution thus formed is raised to a Pr. of around 15.5 kg/cm 2 and Pure
Ammonia vapours and lean Ammonia solution are separated in a distillation tower.
High Pr. Ammonia vapours are condensed with cooling water and liquid
Ammonia thus formed is sent to Ammonia Chillers. Lean Ammonia solution
formed is reused for absorbing low Pr. Ammonia vapours coming from chillers.
Refrigeration capacity of ARU is 1600 Refrigeration ton.
47
7.
NITROGEN WASH UNIT
Decarbonated gas coming to NWU from Rectisol (Decarbonation) at 39.5
kg/cm and 55oC contains 5.21% CO, 0.50% CH4 in addition to 93.62% of
Hydrogen and 0.67% of N2 + Ar. CO and CH4 are undesirable constituents in
Synthesis Section, where these will act as Catalyst Poison and inert respectively.
Hence these are removed from the gaseous mixture by giving a Liquid Nitrogen
Wash to the gaseous mixture in NWU. Hydrogen boils at a considerably lower
temperature than all other impurities i.e CO and CH 4 present in the decarbonated
gas. This difference in boiling points allow to remove these impurities by
fractional condensation. Boiling points of Hydrogen, Nitrogen, Carbon-monooxide, and methane at atmospheric pressure are 249.4 oC, -195.8oC, -191.5oC and
161.5oC respectively. Nitrogen wash unit has been supplied by M/s HITACHI of
Japan as a package Unit.
2
Decarbonated gas coming from Rectisol (Decarbonation) Unit at 55 oC
contains a maxm. 10 ppm of methanol. These constituents are removed
completely by passing the gas through molecular sieve adsorber beds. There are
three adsorber beds filled with 5A type 7.0 Te (for each Adsorber) molecular
sieves. These adsorbers operate on a ten Hour Cycle. One adsorber remain in line
and other two go under regeneration with 6 kg/cm 2 N2 obtained from A.S.U
Nitrogen Wash Unit operation takes place at very low temperatures, of the order of
195oC. Hence the equipments, down stream of adsorbers, are installed in cold
box filled with Perlite.
After CO2 and methanol removal, in adsorber, the gases enter the cold box.
Here the gas is first cooled to 190 oC by outgoing washed gas in raw gas
exchangers. It is then fed to the bottom of a washing column in which Liquid
Nitrogen at a Temp. of 195oC is charged from the top of the tower. This tower
consists of sieve trays and on these trays undesired components i.e CO and CH 4
are carried along by the downward flow of Liquid Nitrogen.
Purified gas (with a Maxm. 5 ppm of CO ), slightly rich in nitrogen, leaves
at the top of the Tower. After frigory recovery of the gases in exchangers of
Rectisol Section, where the incoming gases to CO 2 Absorber are cooled, and
addition of balance amount of Nitrogen, for making 3 : 1 ratio of H 2 to N2 this gas
goes to Synthesis Compressor suction as make up gas for synthesis section. Tail
48
liquid formed at the bottom of the column is flashed to 0.6 0.8 kg/cm 2 Pr.and the
tail gas is burned in steam Super heater, as it has high calorific value.
Cold requirement of NWU is fulfilled by sending a partially cooled
Nitrogen stream to ASU for Liquification and supercooling. In the course of
operation of adsorbers, due to attrition, fine dust of molecular sieve is formed.
During the earlier operation of the plant upto 1983-84, this dust used to get
deposited on the heat-transfer area of the Heat Exchangers causing higher cold
loss which used to result in Stoppage of plant for back-blowing of the equipment
for dust removal leading to production losses. To overcome this problem 2 MOTT
filters consisting of sintered iron candles with pore size of 5 microns were
installed. With this modification, problems due to dust has been overcome.
Nitrogen to NWU is supplied by Nitrogen Compressor. It takes suction
Nitrogen from Air Separation Unit, compresses it to 45 k/cm 2 and feeds to NWU.
It is a centrifugal type Compressor having two casings i.e. high Pr. casing and Low
Pr. casing. Each casing having two compression stages. Compressor is coupled
with a steam Turbine, supplied by M/s Mitsui ship building and Engg. Co. Ltd.,
Japan. The turbine is a single cylinder, impulse type extraction condensing type
Turbine with rated output as 6890 KW (Maxm.) and requires a Maxm. Of 83 te/hr
of 100 kg/cm2 superheated steam. For normal operation it supplies 5659 KW of
Power with a steam draw of 75 Te/hr. Out of this 54 Te/hr of steam at Pr. of 64
kg/cm2 is drawn as extraction steam which is used in gasification and CO Shift
section.
8.
SYNTHESIS SECTION
Make up gas coming from NWU is compressed to around 220 kg/cm 2
Pressure by synthesis Compressor. Upto three stages of the Compressor make up
gas is compressed, while at the suction of fourth stage known as Recycle Stage, it
is mixed with recycle gas coming from Synthesis section (3 rd and 4th stages are
housed in a single barrel). The compressor is of BHEL make and the Turbine of
Siemens. The compressor is of multi-stage vertically split casing type and consists
of three Barrels. Steam Turbine of Synthesis Compressor is an Extraction
condensing type with rated output of 15983 KW. It requires 181 Te/hr of 100
kg/cm2 super heated steam (480oC), out of this 145 Te/hr at 40 kg/cm2is drawn as
extraction.
The compressed make up gas alongwith recycle gas is fed to the Ammonia
Converter after preheating with outgoing gases. Ammonia Converter is S-200
49
Type redial flow converter supplied by M/s HALDOR TOPSOE. It consists of
two beds charged with reduced iron-oxide catalyst. The operating temp. for the
converter are in the range of 375 to 500oC. Nitrogen and hydrogen react with each
other in the presence of the catalyst as per the following reaction.
N2 + 3H2
Catalyst
2 NH3 + Heat (26,000 K Cal )
Ammonia produced from the above reaction alongwith unreacted gases
leave the converter at around 317oC. It is first cooled in BFW Economizer to
169oC, then in Synthesis hot gas-gas exchanger upto 71 oc, in synthesis water
cooler upto 40oc, synthesis cold gas-gas Exchanger upto 33oC and the finally to
10oC in an Ammonia Chiller. At this temp. product Ammonia gets liquefied and is
separated in a separator. Separated gases are sent to the synthesis compressor at
recycle stage suction. The cooling system of NH 3 chiller is equipped with
Refrigeration Comp. and capacity of this system is 2676 Refrigeration Ton. The
product ammonia thus formed at a rate of 37.5 Te/hr (900 Te/day) is either sent to
Urea plant or for storage.
A storage tank, known as Horton Sphere of 1550 Te capacity has been
provided for storing liquid Ammonia. It stores ammonia at a Pr. of 5 kg/cm2 and
3oC. Additional Horton Sphere of 1550 Te capacity has been provided. An
independent refrigeration system supplied by M/s Kirloskar Pneumatics caters to
the requirement of Ammonia Storage.
9.
BFW/STEAM SYSTEMS
a)
STEAM SYSTEM
Fuel oil Partial Oxidation based ammonia plant is a major consumer
Of steam. It requires around 7.0 Te of steam per ton ammonia. Around 310-320
Te/hr of 100 kg/cm2 superheated steam at 480oC is supplied by Auxiliary Boilers
and another 82 Te of 100kg/cm2 saturated steam is generated in waste Heat Boilers
in Gasification Section. This steam after superheating to 480 oC in steam
superheater is mixed with the main steam coming from Boilers. There are total six
steam headers. Their sources and utility points have been illustrated in Table-T-2.
50
b) BFW SYSTEM
Polish water at a rate of around 425 Te/hr is supplied from
demineralising plant. After thermal deaeration with steam, hydrazine is added as
oxygen scavenger. Further Ammonia is dosed to raise its PH to 9.0. Then this
boiler feed water is pumped to Auxiliary Boilers and Waste Heat Boilers by BFW
Pumps, which raises its Pr. to around 131 kg/cm 2. There are two steam driven
pumps and one electric driven available for this purpose, all supplied by M/s
Ebara, Japan.
51
TABLE T-2
Sl
No.
Pessure
K
Temp.
o
C
Source
Main Utility Point
1.
100
480
Auxiliary
Boilers
Waste Heat
Boilers
Air, Oxygen, Nitrogen and
Synthesis Comp. Turbines.
64K and 40K Let-down.
2.
64
430
CO Shift Section
Gasification Section
3.
40K
370
Nitrogen
Compressor
Turbine
Extraction
100-64 Let down
Synth. Comp.
Turbine
Extraction
Back Pr. Turbines, BFW Pump
Turbine Refrigeration Compressor
40 K Sat. Stm. Header
100-40K
Let down
Urea Plant
40-9K & 40-3K Let Downs
4.
40K
260
40K Super
Heated
Stm. Header
ASU/NWU Regeneration Heater
fuel oil and Oxygen preheaters
heaters of gasification
5.
9K
230
40-9K Let
Down
Absorption Refrigeration
Unit Reboiler
40K Conden
state Flash
Drum
Water-Methanol Rectifier
(of Rectisol Section)
Reboilers.
Ref. Comp.
Extraction
Steam Turbines Ejactors
40-3K Let
Down,
Deaerator
Methanol hot regenerator
Reboiler in Rectisol Section
6.
3K
187
CO Shift, Boiler
Blow Down
Fuel Oil Day Tanks hunting
Flash drum
Steam
Sulphur Recovery
Plant Boiler
Back Pr.Turbines Tracing steam.
52
UREA PLANT
53
UREA PLANT
Urea Plant has a rated capacity of 1550 Te/day of Prilled Urea produced in
a single stream plant employing MITSUI TOATSU TOTAL RECYCLE C
IMPROVED PROCESS.
Features of the plant are as under:
S.No.
Features
MTC-C-IMPROVED
1.
Type of Process
Conventional
2.
Mol. ratio
NH3
:
H2 O
:
4 : 1
0.544 : 1
CO2
CO2
3.
% Conversation
70%
4.
Reactor condition
Pr. kg/cm2
Temp. oC
250
200
5.
Reactor lining
Ti
6.
7.
8.
Reactor Features
Excess NH3 recycle
Decomposition stages
Hollow
As Liq. NH3
Ist : 17.5 kg./cm2
2nd : 2.5 kg./cm2
(5% CO2 fed to 2nd
Decomposer ).
3rd : 0.3 kg/cm2 /Atm.
9.
Heat Recovery in
Carbamate condenser
For supplying heat of
Crystallisation to Urea slurry
and heating hot water
10.
Sp. Cons.
Te NH3/Te Urea
Te CO2/Te Urea
Power/Te Urea KWH
Stm./Te Urea
0.58
0.76
86.4
1.24
54
11.
12.
13.
14.
No. of Conc. Stages
Type of Prilling tower
Approx. prilling Ht.M.
Salient features :
One
Induced draft
40
a) power saving as 5%
CO2 is fed to LD.
b) P.T. height is less
because of cooler at bottom.
c) Low Biuret
d) Because of Ti lining in
Reactor corrosion rate is
less and thinner liner.
e) Water recycle is less due
to counter current flow of
Liq. and vapour in
Decomposers.
The plant is divided into four sections:
1.
2.
3.
4.
Synthesis Section
Decomposition Section
Crystalisation and Prilling
Recovery
The brief description of various sections is given as under:
S Y N T H E SI S S E C T I O N
In MITSUI TOATSU TOTAL RECYCLE C IMPROVED PROCESS liquid
Ammonia is recycled since it is easier to handle but require equipments like
Rectification Column storage tanks etc. and higher capacity liquid Ammonia
pumps.
Recycling of Carbamate requires higher capacity carbamate pumps.
CO2 is received from Ammonia Plant at a pressure of 0.2 kg/cm 2 and 20oC
and is compressed in a Centrifugal booster compressor, UGB-101 to 32 kg/cm 2 in
a 3 stage unit. The Compressor supplied by M/s BHEL has a normal capacity of
25256 NM3/hr and has 2 barrels 2 M.C.L. 805 and MCL 455. The drive of the
55
Compressor is a extraction and condensing type of steam turbine supplied by M/s
BHEL. The turbine is driven by 40K super-heated steam and has a rated output of
5792 KW.
UREA SYNTHESIS
2. NH3 + CO2
NH2COO NH4
= NH2 COO NH4
= NH2 CO NH2 + H2O,
H = -37.64 Kcals.(i)
H = 6.32 Kcals..(ii)
Where as reaction (i) is exotheromic and rapidly goes to completion (ii) is
endothermic and is always incomplete. The overall reaction is exothermic and
hence heat has to be removed continuously for the equilibrium reaction to
proceed. The conversion of ammonium carbamate to urea depends upon:
i)
ii)
iii)
Reaction temp. and pr.
Mol ratio of NH3/CO2, H2O/CO2 of the feed reactants.
Residence time
The conversion increases with the increase of temp. NH 3/CO2 ratio and
residence time and decreases with H 2O/CO2 ratio since the presence of water tends
to shift reaction (ii) in the backward direction. The Pr. employed depends on the
reaction temp. and has to kept higher than the dissociation pressure of ammonium
carbamate at that temp. Further since the dehydration of ammonium carbamate to
urea takes place in Liq. phase only, the Pr. employed must also be higher than the
Vap. Pr. of ammonium carbamate which is rather high.
Higher ratio of NH3/CO2 increases conversion and helps to minimize
corrosion. As this ratio increases the load on recovery section increases since
excess NH3 over stoichiometric requirement has to be recovered and recycled
back to reactor. This excess Ammonia can either be recycled as (a) Liq. NH 3 or
(b) carbamate, in which case it becomes necessary to inject CO 2 into carbamate
condensers.
The compressed CO2 is washed with water in a packed bed tower called
methanol Absorber for removal of entertained methanol in CO 2 which is normally
1000 ppm. The washed CO 2 is further compressed to a pressure of 260 kg/cm 2 in
a two stage compressor, UGB-102 supplied by M/s KOBE STEEL, JAPAN. This
reciprocating Compressor has a normal capacity of 26260 NM 3/hr and is driven by
56
a 2.2 MW Synchronized motor. Anti corrosion air at the rate of 65 NM 3/hr is fed
to CO2 at the suction of Centrifugal CO2 Booster Compressor.
Liquid Ammonia at 11oC and 18 kg/cm2 pressure is received in the
Ammonia Reservoir, UFA-401 from the Horton Sphere. Ammonia Booster Pump
UGA-404 A & B booster the pressure of the feed pumps UGA-101 A D. The
Ammonia Feed Pumps are of URACA MAKE driven by 3.3 kV/450 KW and have
capacity of 53.2 M3/hr., 178 RPM and 89% efficiency. The ammonia feed pumps
deliver the liquid ammonia at 260 kg/cm 2 to Ammonia Pre-heater. The pre-heated
ammonia at 65oC is fed to the Urea Reactor at bottom.
The Recycled Carbamate solution of CO 2 concentration, 7.5 Lit per 25 ML,
at 105 C and 260 kg/cm2 pressure is delivered to the Urea Reactor at bottom by
Recycle Carbamate Solution Pumps UGA-102 A & B. These pumps are
centrifugal type and are driven by backpressure steam turbine, supplied by M/s
EBARA of Japan and have capacity of 81 M3/hr.
o
The three feeds i.e. CO2 liquid Ammonia and Recycled pump solution are
fed to a Ti lined multi wall Urea Reactor. The Urea Reactor is a multi wall shell
having wall thickness of 37mm x 4 = 148mm as thickness. Ti liner thickness is
6mm from bottom to 7900mm, 5mm upto 3950mm, 4mm for next 3950mm and
3mm for rest height. Top and bottom dish end cladded Layer Urea Reactor. The
Urea Reactor is a 12-layered C.S. vessel with Ti Liner thickness of 5 mm, 4 mm
and 3 mm for the 1/6, 1/6 and 2/3rd of total height of the Reactor from Bottom.
The Reactor top temperature is maintained at 200oC maximum. The effluents
from Urea Reactor from top are let down to 17.5 kg/cm 2 pressure through a
pressure control valve PCV-101 and fed to the high pressure Decomposer at
124oC.
D E C OM P O S I T I O N S E C T I O N
MISTSUI TOATSU TOTAL RECYCLE C IMPROVED PROCESS is a
conventional process.
The decomposition reaction, NH4 COO NH2-------2 NH3 + CO2 is
favoured by lower pr. of system or by low partial pr. of one of the reaction
products i.e NH3 and CO2. Conventional Process mean the process where
decomposition is affected by lowering in pressure in successive stages followed by
indirect heating whereas the processes where decomposition takes place by
57
lowering the partial pr. of either NH3 or CO2 followed by indirect heating are
called STRIPPING PROCESSES.
The Reactor effluents at 17.5 kg/cm2 and 124oC enters the upper part of
High Pressure Decomposer UDA-201 having 4 sieve trays at upper and falling
film heater at lower section. The flashed gases go up and liquid flows down
through sieve trays. On trays the high temperature gas from Reboiler,U-EA-201
and falling film heater contacts with the liquid flowing down. The sensible heat of
gas and heat of condensation of water vapour are used to evaporate the excess
ammonia and to decompose the carbamate.
This helps in minimizing water evaporation and thus reducing water recycle
to reactor. The Reboiler further heats the liquid by 12 kg/cm 2 steam to release
excess ammonia and carbamate as gases. The temp. at middle is maintained at
151oC by a temperature control valve TCV 201. The temp. at bottom is
maintained at 165oC through TCV-202. The falling film heater is used to
minimize residence time in order to reduce Biuret formation and hydrolysis of
urea.
Anti corrosive air is fed to high Pr. Decomposer and Reboiler through air
compressor UGB-201 @ 2,500 ppm as air. Overhead gases from HD are absorbed
in HAC (High Pressure Absorber Cooler). The bottom liquid flows to L.D. (Low
Pressure decomposer) at 2.5 K, 145 oC Upper Part, having 4 sieve trays. A similar
phenomenon occurs in the low Pr. Decomposer. The Reboiler UEA-202 provides
heat using 7 kg/cm2 steam for decomposition and hot stream from H.D. heats up
solution from LD in a Exchanger before entering the upper part. The temperature
is maintained at 130oC at middle by TCV-203. Small amount of CO 2 is fed below
packed bed for improved stripping of decomposed gases. The over head gases
from low Pr. Decomposer are absorbed in low Pressure Absorber U-EA-402.
Bottom liquid flows to 3rd stage of Decomposer called Gas Separator U-DA-203.
The upper part of gas Separator operates at 106 oC, 0.3 K and lower part with
packed bed operates at 92oC and atmospheric pressure. The sensible heat of
solution from low pressure decomposer is enough for evaporating the over head
gases. In the lower part air, containing trace amount of NH 3 and CO2 is blown
under the packed bed, by off gas recycle blower UGB-401. The Urea solution is
concentrated to 70 72% and sent to crystallization section.
58
CRYSTALLISATION AND PRILLING SECTION
The Urea solution obtained from the last Decomposition stage i.e. Gas
Separator contains 27% H2O since for every mole of urea one mole of H 2 O is
formed. Urea has to be concentrated to 99.5% before prilling.
MTC C- IMPROVED PROCESS employes Crystallisation remelt Prilling
route and uses spray nozzles for prilling. The prilling tower is of induced draft
type.
The solution from Gas Separator enters lower part of Crystallizer, U-FA201. The upper part is vacuum concentrator with two stage ejectors and
Barometric condenser.
In Vacuum concentrator, operating at 75 mm Hg and 60 oC, water is
evaporated and supersaturated urea solution comes down through barometric low
into the crystallizer, where Urea crystals grow. The heat required for water
evaporation comes from :
i)
ii)
iii)
Sensible heat of feed urea solution.
The heat of urea crystallization
Heat recovered by urea slurry circulated through High Pressure
Absorber.
The Crystallizer is operated at 60 oC and atmospheric pressure, so that slurry
leaving the bottom contains about 30-35% urea crystal by weight.
Hot water from hot water pump is used in jackets of crystallizer and pipe to
avoid crystal build up on vessel walls, which may cause choking otherwise.
The urea slurry is pumped from Crystallizer bottom to Centrifuges U-CF201 A-E (1000 rpm, 43 Te/hr of slurry ) maintaining minimum recirculation to
Crystallizer to prevent chocking of lines.
Biruate remains with mother liquor, which after separation from the urea
crystals in the centrifuges is recycled back to the system. Because of excess
ammonia in reactor biurate, thus recycled is converted back to Urea.
NH2CO NH CO NH2 + NH3 ------- 2 NH2 CO NH2
(Biuret )
59
Urea crystals separated from slurry with 2 4 % moisture are discharged to
fluidising dryer UFF-301 at 110oC. The mother liquor flows down to Mother
Liquor Tank, provided with steam coils. Mother Liquor is pumped back to
crystallizer via LCV-207. A part of mother liquor going to low Pr. absorber has
been cut off and instead dust chamber overflow solution has been lined up.
Air is blown from Blower U-GB-301 (82360 NM 3/hr) and heated to 110 oC
in air heater. This hot air dries the crystals to 0.1 to 0.3% moisture content. Dried
crystals are conveyed by a pneumatic duct to cyclones at the prilling tower top.
The collected crystals are melted in melter ( 137 oC ) and Urea melt is sprayed
through 12 Nos. acoustic granulators. Prills are cooled in fluidizing bed called
CFD, installed a the Prilling Tower Bottom. Air/cyclone is scrubbed for urea dust
in dust separators (2 Nos.). Air containing Urea dust from P.T. column is scrubbed
with water and passed through 144 sets of polyurethane filters before exhaust to
atmosphere to reduce air pollution.
RECOVERY SECTION
The gases from Gas separator are condensed in off gas condenser UEA-406
to 62 C and enter the bottom of off gas Absorber DA-402 (OGA). Condensed
liquid flows down to off Gas Absorber Tank UFA-203. After cooling to 36 oC,
liquid is sent to top portion of OGA as absorbent. OGA bottom fluid is recycled as
absorbent at OGA middle position (2nd bed).
o
Air from top of OGA is blown to gas Separator by GB-401 Blower.
The gases from Low Pr. Decomposer are absorbed in Low Pr. Absorber
(EA-402) bubbling a Sparger. Dust Chamber over flow solution (10-15% Urea) is
used as absorbent. Low Pr. Absorber Temp. is controlled at 45 oC and CO2
concentration 2.2 Lit/25 ml.
Solution from L.A. is pumped by GA-402 A/B to High Pr. Absorber (DA401) middle through mixing cooler where liquid ammonia is mixed and serves as
medium in the absorber.
The gases from HD top are bubbled through a sparger in High Pr. Absorber
cooler EA-401, where 65% of CO2 is absorbed. Remaining gases from HAC go to
HA and are cooled down to 80oC max. in middle cooler at the bottom of H.A. 35%
CO2 is absorbed in packed bed by a mixture of lean carbamate from Low Pr.
Absorber through FCV-401 and liquid ammonia from GA-404 A/B (Temp. 60oC
60
max) through FCV-402. The scrubbed gas then passes through five Nos. of bubble
cap trays in order to absorb residual CO 2 by a mixture of aqueous ammonia (GA405 A/B) and liquid ammonia (GA-404 A/B) through FCV-403. Ammonia gas
from High Pr. Absorber, Temp. 50oC is pure and condensed in five Nos.of
condensers (EA-404 A-E) and purge condenser EA-403. Liquid Ammonia flows
down to Ammonia Reservoir FA-401. Non-condensible gases (inerts mostly)flows
to Ammonia Recovery Absorber (EA-405 1 to IV). Recovery loop pressure is
controlled by PCV-405 (16.5 17.5 K) at top of EA-405 IV. Cold steam
condensate is fed (FCV-408) for absorption. Aqueous ammonia is with drawn
from Recovery Absorber Bottom by GA-405 A/B.
IMPROVEMENTS CARRIED OUT FOR AUGMENTATION OF PLANT
CAPACITY
Urea plant at Bathinda has a rated capacity of 1550 Te/day. With retro
fittings and innovative operational practices, the plant is being run at 105-110% on
consistent basis. The retro fittings carried out are listed as under:1)
CO2 Booster Compressor
i)
ii)
2)
The capacity was increased by 3200 NM 3/hr by increasing the
suction pressure from 0.08 kg/cm2 to 0.18 kg/cm2.
The suction header from Ammonia Plant has been provided with
insulation so as to deliver the CO 2 gas to Booster suction at a
temperature approximately 6oC lower than the normal value.
Ammonia Booster Pumps
Impeller dia of the booster pump was increased from 284 mm to 310 mm
and the motor rating changed from 52 KW to 72.5 KW, the delivery flow of the
booster pumps increased by 10%.
3)
Ammonia Recovery System
i)
ii)
The capacity of ammonia pump UGA-405 was increased from 8.0
M3/hr to 18 M3/hr.
The material of construction of recovery absorbers tubes changed
from carbon steel to S.S.
61
4)
Prilling Section
i)
ii)
iii)
The conventional spray nozzles for molten urea changed to
Accoustic Granulators. This has improved the product quality
considerably.
Secondary air flow increased by removing obstructions on air path.
Water spray system provided for cooling ambient air during summer
months at the inlet of CFD Blower.
The innovative operational practices introduced is :
Utilisation of Dust Chamber Over-flow solution
The process route of utilization of dust chamber over flow solution via gas
separator has been changed to via low-pressure absorber. This has contributed in
increase in production of about 9 Te/day.
WATER AND POLLUTION
AIR POLLUTION
The sources of air pollution in urea plant is the air from prilling tower
which is the process of cooling of molten urea being sprayed from the top of the
tower gets entertained with urea dust. In order to contain the urea dust emissions
in the Exit air, the air is scrubbed with water and subsequently passes through 144
polyurethane filters before being discharged to atmosphere. The normal emission
level in the exit air is 30-40 mg/NM3 against the prescribed norms of 50 mg/NM3.
LIQUID POLLUTANTS
The sources of liquid pollutants in Urea Plant are :i) Dust Chamber over-flow solution
The over-flow dust chamber is being completely utilized after introduction
of innovative operational practice mentioned above.
ii) Dilute urea solution during start-up and shut-down of plant
To take care of the dilute urea solution during start-up and shut down of the
plant 3 SS Tanks of 100 M3, 100 M3 and 200 M3 capacity have been provided. The
62
three tanks are equipped with steam coils for concentration of the Urea solution.
The solution, thus stored, is reprocessed after the plant conditions are normalized.
iii) C.F.D. Washing
The frequency of CFD Washing is 1 months during summer months and
three months during winter months. The washed water from CFD containing urea
is stored in a pacca solution pit of 250 M3 capacity. This pit has been provided
with a pump and the stored solution is reprocessed during normal operation of the
plant.
iv) Leaks from pumps and effluents generated during flushing of strainers:
The pollutants generated are diverted to a effluent pit.
The effluent is subsequently sent to the Bio Urea Hydrolyser in the Effluent
Treatment Plant for Hydrolysis of the Urea.
HYDROLYSIS OF UREA
In aqueous solution, urea is sufficiently stable upto 80oC. Above that temp.
it changes into Ammonium isocyonote and subsequently into ammonium
carbonate.
CO (NH2)2
=
NH4 NCO
NH4 NCO + 2 H2O
=
(NH4)2CO3
Which changes into ammonium hydro-carbonate and this ultimately
dissociates into ammonia and carbon-di-oxide.
(NH4)2 CO3
NH4 HCO2
=
=
NH4 HCO3 + NH3
CO2 + H2O + NH3
The overall hydrolysis reaction is shown by the equation:
(NH4)2 CO3 + H2O 180oC
2NH3 + CO2
63
BAGGING PLANT
64
BAGGING PLANT
The Bagging Plant can be divided into two main sections:
1.
2.
Storage System
Reclamation System
Under Storage system, 3 conveyors, come, namely ; PJD-101, PJD-102,
PJD-103, PJD-103 is the over head conveyor inside silo. One tripper is provided
over PJD-103 which can be placed at any convenient position depending upon the
requirement. By means of the tripper, the material can be poured over any
vibrofeeder desired. Tripper is designated as PJD-104.
The reclaimation system comprises six electro magnetic vibrofeeders, seven
No. of belts conveyors namely PJDs 106, 107,109, 109A Seven No. of weighing
machines, stitching machines & loading platform namely A-0 A-1,A-2, B-1, B-2,
C-1 and C-2. In addition to these there are 3 bunkers / platform, one empty bag
storage and one filled bags storage. By operating flap gate No. 102, the material
can be directly fed to PJD-107 without taking it to silo.
The plant has a capacity to load 2250 Te/day of packed material either in
Road Wagons or Road Trucks or in both. The loading platforms can accommodate
seven trucks at a time or three and half BCN Type wagons or 7 CRT type wagons.
The weighing machines are microprocessor based and have speed of 12 to
14 bags per minute. The machines run with an accuracy of +- 50 grams. The
system of counter checking of weight of filled bags is rigorously followed to
ensure correct weightment.
The plant is provided with a Central Control Room from where the system
is started or stopped. The two systems of Storage and Reclaiming are separately
provided with safety inter-locks to trip the belts in case one belt in the link trips.
The Urea silo is designed to accommodate 30 days production.
reclaiming Urea from silo, front end Pay Loaders are used.
For
65
The plant is also provided with an empty bag Storage and over-head E.O.T.
crane for shifting the bags from the storage to the loading platform.
The filled bags storage is provided for stacking the filled Urea Bags.
Both jute and HDPE bags are used for filling of product Urea.
stitching thread used is poly thread is used.
The
The consumption of bags is approximately 104 lakhs per annum and of
thread 41600 KMs.
Normally two operators, one Heavy Equipment Operator, 7 stitchers,
7 fillers and 28 loaders besides sealman and weight checking staff are deployed
every shift. The Shift Engineer coordinates the operational activities of the plant
and also coordinates with the Transportation Section for the movement of finished
goods.
The spilled urea or the urea from the ruptured bags is recycled back to the
system by 2 bucket elevators, which transport the material from the loading
platform to the Conveyor PJD-109.
Normally Loco-motive is used for shunting of Rail wagons. However, a
winch is also provided to take care of exigencies when the loco-motive is not
available.
Você também pode gostar
- Eighth International Conference on Water Pollution Research: Proceedings of the 8th International Conference, Sydney, Australia, 1976No EverandEighth International Conference on Water Pollution Research: Proceedings of the 8th International Conference, Sydney, Australia, 1976S. H. JenkinsAinda não há avaliações
- Chlorine: International Thermodynamic Tables of the Fluid StateNo EverandChlorine: International Thermodynamic Tables of the Fluid StateAinda não há avaliações
- Radioactive Waste ManagementDocumento7 páginasRadioactive Waste Management01CitizenAinda não há avaliações
- Uf Toray PresentationDocumento54 páginasUf Toray PresentationPrateek VermaAinda não há avaliações
- GE Water TechnologiesDocumento2 páginasGE Water TechnologiesaharnishaAinda não há avaliações
- EDR Technical Training-PublicDocumento80 páginasEDR Technical Training-PublicHassan Feki100% (1)
- PetretecDocumento8 páginasPetretecVenkatesan KrishnachariAinda não há avaliações
- KEE MBBR BrochureDocumento6 páginasKEE MBBR Brochureseragak100% (1)
- Liquid Air Energy Storage: Pumped Hydro Capability No Geographical ConstraintsDocumento15 páginasLiquid Air Energy Storage: Pumped Hydro Capability No Geographical ConstraintsAzrul Ikhwan AzharAinda não há avaliações
- Siemens Water TechnologiesDocumento33 páginasSiemens Water TechnologiesmaheshvbendreAinda não há avaliações
- LTE PresentationDocumento28 páginasLTE PresentationKapa Kamalakar100% (1)
- DOWEXDocumento93 páginasDOWEXjose antonio daza cedeñoAinda não há avaliações
- Process Flow Diagram Hospital E.T.P: EP Bio CompositesDocumento2 páginasProcess Flow Diagram Hospital E.T.P: EP Bio CompositesRohan Chaugule100% (1)
- Application Guide Purolite Water Softening Resin - 01 07 2014 - AC PDFDocumento8 páginasApplication Guide Purolite Water Softening Resin - 01 07 2014 - AC PDFAbhisek BhattacharyaAinda não há avaliações
- Brochure Movialsa Gasification Plant EnglishDocumento6 páginasBrochure Movialsa Gasification Plant EnglishSiwat Kiokaew100% (1)
- Exjobb1 MBRDocumento86 páginasExjobb1 MBRNermeen ElmelegaeAinda não há avaliações
- Biopproducts From Syngas: 1. Executive Summary/ConclusionsDocumento98 páginasBiopproducts From Syngas: 1. Executive Summary/ConclusionsGonzalo TitoAinda não há avaliações
- State-Of-The-Art Nitrogen Rejection TechnologyDocumento16 páginasState-Of-The-Art Nitrogen Rejection Technologynabeel khanAinda não há avaliações
- 3.2 17566 Product Leaflet MBR LowresDocumento2 páginas3.2 17566 Product Leaflet MBR LowresRahul Damodar100% (1)
- Fundamentals of Power PlantsDocumento48 páginasFundamentals of Power Plantsknx175100% (1)
- Application of Electro-Membrane Technologies in Zero Liquid Discharge TechnologyDocumento27 páginasApplication of Electro-Membrane Technologies in Zero Liquid Discharge TechnologyYesid Tapiero MartínezAinda não há avaliações
- 19 I Lewatit FO 36 Presentation For Customers ShortDocumento31 páginas19 I Lewatit FO 36 Presentation For Customers ShortAlfonso José García LagunaAinda não há avaliações
- Final Guideline Document - Control of Sulfuric Acid Production Units, EPA-450 2-77-019 PDFDocumento188 páginasFinal Guideline Document - Control of Sulfuric Acid Production Units, EPA-450 2-77-019 PDFChristopher BrownAinda não há avaliações
- Reverse Osmosis Design GuidelinesDocumento2 páginasReverse Osmosis Design Guidelineswacsii ccasullaAinda não há avaliações
- SUEZ WTS - Customer References - 09222019Documento8 páginasSUEZ WTS - Customer References - 09222019Cornelius Toni KuswandiAinda não há avaliações
- CoverDocumento100 páginasCoverEka Nanda Putriani100% (1)
- AWW December 2017Documento68 páginasAWW December 2017prabal rayAinda não há avaliações
- Clarifying Treatment FlotationDocumento9 páginasClarifying Treatment FlotationYuri SmithAinda não há avaliações
- Prensentation Slides For Industry BriefingDocumento40 páginasPrensentation Slides For Industry BriefingkunalkhubaniAinda não há avaliações
- GE EDI O&M Manual - 10jul06Documento14 páginasGE EDI O&M Manual - 10jul06Geancarlo GutierrezAinda não há avaliações
- E-500399 Doc PKG Vol II - O&M Manual (Rev 0)Documento255 páginasE-500399 Doc PKG Vol II - O&M Manual (Rev 0)Jaime Palenzuela Rodriguez100% (1)
- Ultrapure Water SystemDocumento2 páginasUltrapure Water SystemMuhammad Amir Qawiem MustakimAinda não há avaliações
- 2010 SMR ClarifierDocumento60 páginas2010 SMR ClarifierRohan KakdeAinda não há avaliações
- PV-Electric Steam Boiler-Conv FuelsDocumento3 páginasPV-Electric Steam Boiler-Conv FuelsUmer JamalAinda não há avaliações
- A Review On The Catalytic Pyrolysis of Biomass For The Bio-Oil Production WithDocumento15 páginasA Review On The Catalytic Pyrolysis of Biomass For The Bio-Oil Production WithDaniiela Melo RomeroAinda não há avaliações
- Filmtec™ Fortlife™ Xc120 Element - A Boon For Textile Industry in Tamil Nadu, IndiaDocumento2 páginasFilmtec™ Fortlife™ Xc120 Element - A Boon For Textile Industry in Tamil Nadu, Indiaali jafAinda não há avaliações
- Plant Design Kojic Acid Beta 1Documento41 páginasPlant Design Kojic Acid Beta 1Milton Dels RosaAinda não há avaliações
- Boron Removal From Saline Water A Comprehensive ReviewDocumento13 páginasBoron Removal From Saline Water A Comprehensive ReviewDóri Mai TóthAinda não há avaliações
- QSAFI: Sugarcane Mill Model: Economic ModelsDocumento6 páginasQSAFI: Sugarcane Mill Model: Economic ModelsMiguel MurilloAinda não há avaliações
- R-501 Uneven Bed TemperaturesDocumento35 páginasR-501 Uneven Bed TemperaturesTalal AshrafAinda não há avaliações
- PURIST With Dispenser User Manual - 20190701Documento37 páginasPURIST With Dispenser User Manual - 20190701alexblancoAinda não há avaliações
- 225 Na Engg DataDocumento8 páginas225 Na Engg DatadeyprasenAinda não há avaliações
- Removal of Removal of Iron (Fe) and Manganese (MN) : DR Liu YuDocumento20 páginasRemoval of Removal of Iron (Fe) and Manganese (MN) : DR Liu YuChuah Chong YangAinda não há avaliações
- TP40 - 18 On TechnologyDocumento20 páginasTP40 - 18 On TechnologykurisuchinessAinda não há avaliações
- Doped Diamond: A Compact Review On A New, Versatile Electrode MaterialDocumento74 páginasDoped Diamond: A Compact Review On A New, Versatile Electrode MaterialIrvinSerranoJAinda não há avaliações
- Sales Presentation PDFDocumento16 páginasSales Presentation PDFQuang Thanh100% (1)
- 9 IER Training Make Up Water Nigeria KompatibilitaetsmodusDocumento135 páginas9 IER Training Make Up Water Nigeria KompatibilitaetsmodusRamon Esteban Martinez AvalosAinda não há avaliações
- ProcessIndustriesandDrives - Introduction - Slide - SetDocumento26 páginasProcessIndustriesandDrives - Introduction - Slide - Setmfonseca31Ainda não há avaliações
- Puron MBR System: Reliable Submerged Hollow Fiber UltrafiltrationDocumento4 páginasPuron MBR System: Reliable Submerged Hollow Fiber UltrafiltrationQuangHiệpAinda não há avaliações
- Anti ScalantDocumento14 páginasAnti ScalantassurendranAinda não há avaliações
- Ammonium Sulfate Crystallization Fertilizer Gea - tcm11 34855 PDFDocumento8 páginasAmmonium Sulfate Crystallization Fertilizer Gea - tcm11 34855 PDFIrwan100% (1)
- Food Grade ResinsDocumento3 páginasFood Grade ResinsWarme DamianAinda não há avaliações
- Milli Q HX 70XX BrochureDocumento28 páginasMilli Q HX 70XX BrochureSigit SadewoAinda não há avaliações
- 13 Water Treatment Training Pretreatment FiltrationDocumento32 páginas13 Water Treatment Training Pretreatment Filtrationsantoshkumar gurmeAinda não há avaliações
- HydroDocumento8 páginasHydroFahad Al MuttairiAinda não há avaliações
- Bilfinger Water Technologies - Global Unit Water Treatment - EDocumento40 páginasBilfinger Water Technologies - Global Unit Water Treatment - EmohamedAinda não há avaliações
- MF Uf NFDocumento69 páginasMF Uf NFNguyen Huu HieuAinda não há avaliações
- AVS Overview Avista Essential User Guide - AVSUS - 2020Documento32 páginasAVS Overview Avista Essential User Guide - AVSUS - 2020Yanina Aliaga100% (1)
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNo EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsAinda não há avaliações
- Supercritical Fluid Cleaning: Fundamentals, Technology and ApplicationsNo EverandSupercritical Fluid Cleaning: Fundamentals, Technology and ApplicationsSamuel P. SawanAinda não há avaliações
- Ethanol Diesel Fuel Blends A Review PDFDocumento9 páginasEthanol Diesel Fuel Blends A Review PDFMantap BroAinda não há avaliações
- Brochure Fleet Select Na enDocumento8 páginasBrochure Fleet Select Na enJuan Gabriel Barbosa CepedaAinda não há avaliações
- Cowry Service ManualDocumento383 páginasCowry Service ManualAdrian Macaya100% (2)
- 2000 BMW Z3 - M Roadster - Z3 - M Coupe Electrical Troubleshooting ManualDocumento382 páginas2000 BMW Z3 - M Roadster - Z3 - M Coupe Electrical Troubleshooting ManualShelli Godfrey100% (1)
- Abstracts Ks TechnologiesDocumento20 páginasAbstracts Ks TechnologiessosaseAinda não há avaliações
- Mock Drill Data and Plan For 2023-24Documento3 páginasMock Drill Data and Plan For 2023-2400083583rfAinda não há avaliações
- 2 Compressors and Auxiliary EquipmentDocumento6 páginas2 Compressors and Auxiliary EquipmentJosé Olivier RománAinda não há avaliações
- High Performance RetrofitDocumento8 páginasHigh Performance RetrofitJose Fernando Barrera ValderramaAinda não há avaliações
- PE 423 Assignment IDocumento20 páginasPE 423 Assignment InickAinda não há avaliações
- Midrex Process Brochure Dec 12Documento24 páginasMidrex Process Brochure Dec 12Heet PatelAinda não há avaliações
- 4971326Documento4 páginas4971326franklin97250% (2)
- Fuel Cell Systems Explained 2003Documento6 páginasFuel Cell Systems Explained 2003Carlo CgnAinda não há avaliações
- Safety Practices in The LPG Gas IndustryDocumento64 páginasSafety Practices in The LPG Gas IndustryChristian Vargas100% (1)
- Ac375 SPNDocumento40 páginasAc375 SPNGonzalo ClavijoAinda não há avaliações
- ALLISON RDS Brochure Rugged Duty Series Brochure Sa3743en - FinalDocumento8 páginasALLISON RDS Brochure Rugged Duty Series Brochure Sa3743en - Finalcascade1Ainda não há avaliações
- Manual Oper-Man Do Motor P126TI-II PDFDocumento175 páginasManual Oper-Man Do Motor P126TI-II PDFAdãodaLuz100% (2)
- Literature Review of Implemented Polymer Field Projects - JPSE 2014Documento15 páginasLiterature Review of Implemented Polymer Field Projects - JPSE 2014Wilmer ArcosAinda não há avaliações
- Turbina Capstone 1Documento2 páginasTurbina Capstone 1MiguelDelBarrioIglesisasAinda não há avaliações
- 3 Phase Test Separator: DescriptionDocumento2 páginas3 Phase Test Separator: DescriptionSHIAinda não há avaliações
- TT Platform Rig Evaluation Matrix - FINALDocumento9 páginasTT Platform Rig Evaluation Matrix - FINALrdos14100% (1)
- Modeling Circulating Fluidized Bed Biomass GasifiersDocumento33 páginasModeling Circulating Fluidized Bed Biomass Gasifiersapi-3799861100% (2)
- Hybrid Electric Bike ResearchDocumento31 páginasHybrid Electric Bike Researchmerlinson1100% (5)
- ATA ChaptersDocumento1 páginaATA Chaptersrandz8Ainda não há avaliações
- John Deere PowerTech 10.5L Diesel Base Engine Service Repair Technical Manual (CTM100)Documento17 páginasJohn Deere PowerTech 10.5L Diesel Base Engine Service Repair Technical Manual (CTM100)laopaodunAinda não há avaliações
- Astm 1094 PDFDocumento3 páginasAstm 1094 PDFwagnerAinda não há avaliações
- BOOK Renewable Energy Sources and Their ApplicationsDocumento369 páginasBOOK Renewable Energy Sources and Their ApplicationsTapas RanjanAinda não há avaliações
- Alternate Carry ManualDocumento405 páginasAlternate Carry Manualmetallicfoam88% (8)
- Caterpilar 3116 - 3126 - C7Documento1 páginaCaterpilar 3116 - 3126 - C7Rohit Thakur50% (2)
- 374F - Critical Parts ListDocumento5 páginas374F - Critical Parts ListDAnielAinda não há avaliações
- Manual Operador Alzadora 2254 (2000)Documento65 páginasManual Operador Alzadora 2254 (2000)Esteban MunaresAinda não há avaliações