Você também pode gostar
- Steel MakingDocumento35 páginasSteel MakingBharichalo007Ainda não há avaliações
- Pilot'S Operating Handbook: Robinson Helicopter CoDocumento200 páginasPilot'S Operating Handbook: Robinson Helicopter CoJoseph BensonAinda não há avaliações
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelAinda não há avaliações
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNota: 5 de 5 estrelas5/5 (4)
- SQL Datetime Conversion - String Date Convert Formats - SQLUSA PDFDocumento13 páginasSQL Datetime Conversion - String Date Convert Formats - SQLUSA PDFRaul E CardozoAinda não há avaliações
- TT Class XII PDFDocumento96 páginasTT Class XII PDFUday Beer100% (2)
- THE Working of Steel: Page V Preface To Second EditionDocumento207 páginasTHE Working of Steel: Page V Preface To Second EditionGutenberg.org100% (2)
- Compression TestDocumento15 páginasCompression TestEhsanulhaq786100% (1)
- Blast Furnace Slides, IIT RoorkeeDocumento25 páginasBlast Furnace Slides, IIT RoorkeeKrishnaAinda não há avaliações
- Blast FurnacesDocumento8 páginasBlast FurnacesEeshaAinda não há avaliações
- Steel MakingDocumento28 páginasSteel Makingsatish_trivediAinda não há avaliações
- Emergency and Safety ProceduresDocumento22 páginasEmergency and Safety Procedurespaupastrana94% (17)
- Comparison Between Soft and Hard Magnetic MaterialsDocumento3 páginasComparison Between Soft and Hard Magnetic MaterialsEhsanulhaq78650% (2)
- Canopy CountersuitDocumento12 páginasCanopy CountersuitJohn ArchibaldAinda não há avaliações
- Metallurgical Industry 12.5-1 10/86: (Reformatted 1/95)Documento3 páginasMetallurgical Industry 12.5-1 10/86: (Reformatted 1/95)rmuhumuzaAinda não há avaliações
- BOF Steelmaking ProcessDocumento94 páginasBOF Steelmaking Processradynasr100% (1)
- Cracking of Boiler TubesDocumento8 páginasCracking of Boiler Tubeslambu_ladAinda não há avaliações
- Billets ProcessDocumento5 páginasBillets ProcessWewey NuestroAinda não há avaliações
- Crucible and High-Frequency MethodsDocumento6 páginasCrucible and High-Frequency Methodsmaanka tuduAinda não há avaliações
- Basic Oxygen Furnace For Steel MakingDocumento3 páginasBasic Oxygen Furnace For Steel MakingRudrendu ShekharAinda não há avaliações
- Present Indian Steel Making Practice and Its Scenario: Introduction: WHAT IS STEEL?Documento10 páginasPresent Indian Steel Making Practice and Its Scenario: Introduction: WHAT IS STEEL?SarbajitManna100% (1)
- Match FixingDocumento56 páginasMatch FixingEhsanulhaq786Ainda não há avaliações
- Pig Iron - Blast Furnace RouteDocumento3 páginasPig Iron - Blast Furnace RouteRaden Pambudi PratamaAinda não há avaliações
- How's Steel Manufactured?: Raw Materials For IronmakingDocumento6 páginasHow's Steel Manufactured?: Raw Materials For IronmakingUpendra93Ainda não há avaliações
- The Basic Oxygen Steelmaking (BOS) ProcessDocumento7 páginasThe Basic Oxygen Steelmaking (BOS) Processaecsuresh35Ainda não há avaliações
- Proses Basic Oxygen FurnaceDocumento4 páginasProses Basic Oxygen FurnaceRafa MuadzAinda não há avaliações
- T3A-T3L Servo DriverDocumento49 páginasT3A-T3L Servo DriverRodrigo Salazar71% (7)
- State of The Art and Future of The Blast FurnaceDocumento16 páginasState of The Art and Future of The Blast Furnacesaibal_silAinda não há avaliações
- Thermodynamic Constraints of Slag FormationDocumento4 páginasThermodynamic Constraints of Slag FormationPinAinda não há avaliações
- Steel MakingDocumento35 páginasSteel MakingLorraineAinda não há avaliações
- Linz-Donawitz SteelmakingDocumento2 páginasLinz-Donawitz SteelmakingKumar MangalamAinda não há avaliações
- Basic Oxygen SteelmakingDocumento11 páginasBasic Oxygen SteelmakingRahul Pandey100% (1)
- MetallurgyDocumento90 páginasMetallurgyErmias GuragawAinda não há avaliações
- Iron Metallurgy by Nwaogbe JohnDocumento26 páginasIron Metallurgy by Nwaogbe JohnDavid UdohAinda não há avaliações
- Steel ManufacturingDocumento23 páginasSteel ManufacturingIsrael HailuAinda não há avaliações
- Report On Jindal Steel WorksDocumento13 páginasReport On Jindal Steel WorksAmit DubeyAinda não há avaliações
- Oxygen Steel Making ProcessesDocumento78 páginasOxygen Steel Making ProcessesDwy IconAceAinda não há avaliações
- Manufacturing Process I Lecture No. 8: FurnacesDocumento11 páginasManufacturing Process I Lecture No. 8: Furnacesmahi rajAinda não há avaliações
- Blast Furnace Iron MakingDocumento9 páginasBlast Furnace Iron MakingVishwanath HunagundAinda não há avaliações
- Proceso Bof en InglesDocumento25 páginasProceso Bof en InglesMossstazzzaAinda não há avaliações
- Ibrahim TrainingDocumento7 páginasIbrahim Trainingahmedameer20189Ainda não há avaliações
- Journal of Metals 1958 - 050Documento6 páginasJournal of Metals 1958 - 050Yoga PradanaAinda não há avaliações
- Argon Purging Systems (APS), Applicable To Purging Induction Melting Furnaces and Induction PowerDocumento12 páginasArgon Purging Systems (APS), Applicable To Purging Induction Melting Furnaces and Induction Powernirav patelAinda não há avaliações
- Scale Formation in Reheating FurnaceDocumento7 páginasScale Formation in Reheating FurnaceDeepti ShakyaAinda não há avaliações
- Basic Oxygen Steel MakingDocumento3 páginasBasic Oxygen Steel Making06me395Ainda não há avaliações
- Steel AsiaDocumento19 páginasSteel AsiamalynAinda não há avaliações
- Applications Steel: Plexicoke in The VmezuelanDocumento8 páginasApplications Steel: Plexicoke in The VmezuelanJose Marval RodriguezAinda não há avaliações
- Steel Making ProcessDocumento8 páginasSteel Making ProcessDebanil ChakrabortyAinda não há avaliações
- Method of Ladle Steelmaking and Product Produced Thereby - A. Finkl & Sons CoDocumento9 páginasMethod of Ladle Steelmaking and Product Produced Thereby - A. Finkl & Sons ComanikannanAinda não há avaliações
- Lesson 1 Iron and Steel ManufacturingDocumento28 páginasLesson 1 Iron and Steel ManufacturingMercie KishAinda não há avaliações
- How's Steel Manufactured?: Raw Materials For IronmakingDocumento6 páginasHow's Steel Manufactured?: Raw Materials For Ironmakingamitkhanna71Ainda não há avaliações
- Unit 3 NotesDocumento12 páginasUnit 3 NotesarunkumarnoolaAinda não há avaliações
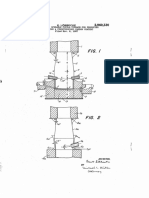
- US2960330Documento5 páginasUS2960330Yogesh KathrechaAinda não há avaliações
- PSM InternshipDocumento30 páginasPSM InternshipAsad Alamgir Shaikh100% (1)
- Iron Making MM-15020 5 Sem B Tech Department of Metallurgy and Materials Engineering V.S.S.U.T, BurlaDocumento83 páginasIron Making MM-15020 5 Sem B Tech Department of Metallurgy and Materials Engineering V.S.S.U.T, BurlaAshishAinda não há avaliações
- Steel ManufacturingDocumento7 páginasSteel ManufacturingLhance BabacAinda não há avaliações
- Lecture 11Documento7 páginasLecture 11Abhijeet BhagavatulaAinda não há avaliações
- Learning Center. SailDocumento5 páginasLearning Center. SailpdiconpAinda não há avaliações
- Pe301, C Tech. CH.4 Melting and CleaningDocumento49 páginasPe301, C Tech. CH.4 Melting and Cleaningakshatkumargarg 2K20PE09Ainda não há avaliações
- Iron Steel Princip - OberrichDocumento56 páginasIron Steel Princip - OberrichKTRINNYAinda não há avaliações
- Steel Manufacture: Multicycled Steel Construction Products Material Properties of SteelDocumento16 páginasSteel Manufacture: Multicycled Steel Construction Products Material Properties of SteeladhencandraAinda não há avaliações
- Vikil D. Malwe, Major Components of Power Plants Are Subjected To HighDocumento28 páginasVikil D. Malwe, Major Components of Power Plants Are Subjected To HighsaleemAinda não há avaliações
- STOH FailuresDocumento6 páginasSTOH FailuresWilson MillanAinda não há avaliações
- Pressurized: Pressure VesselsDocumento26 páginasPressurized: Pressure VesselsMada TetoAinda não há avaliações
- Scientific American Supplement, No. 303, October 22, 1881No EverandScientific American Supplement, No. 303, October 22, 1881Ainda não há avaliações
- Super Absorbent PolymersDocumento6 páginasSuper Absorbent PolymersEhsanulhaq786Ainda não há avaliações
- Vicker HardnessDocumento3 páginasVicker HardnessEhsanulhaq786100% (1)
- Brinell HardnessDocumento5 páginasBrinell HardnessEhsanulhaq786100% (1)
- Faisla Haft Masla by Haji Imdad Ullah Hanafi Muhajir Makki Chishti Saabri (RA)Documento8 páginasFaisla Haft Masla by Haji Imdad Ullah Hanafi Muhajir Makki Chishti Saabri (RA)Ehsanulhaq786Ainda não há avaliações
- Project Job Number EngineerDocumento2 páginasProject Job Number Engineertekno plus banatAinda não há avaliações
- Sales Manager Latin AmericaDocumento3 páginasSales Manager Latin Americaapi-76934736Ainda não há avaliações
- Assessment 21GES1475Documento4 páginasAssessment 21GES1475kavindupunsara02Ainda não há avaliações
- Acevac Catalogue VCD - R3Documento6 páginasAcevac Catalogue VCD - R3Santhosh KumarAinda não há avaliações
- INTERNSHIP PRESENTATION - Dhanya - 2020Documento16 páginasINTERNSHIP PRESENTATION - Dhanya - 2020Sanitha MichailAinda não há avaliações
- Entrep Q4 - Module 7Documento5 páginasEntrep Q4 - Module 7Paula DT PelitoAinda não há avaliações
- tdr100 - DeviceDocumento4 páginastdr100 - DeviceSrđan PavićAinda não há avaliações
- Jetweigh BrochureDocumento7 páginasJetweigh BrochureYudi ErwantaAinda não há avaliações
- Service ManualDocumento30 páginasService ManualYoni CativaAinda não há avaliações
- Health Informatics SDocumento4 páginasHealth Informatics SnourhanAinda não há avaliações
- Surface CareDocumento18 páginasSurface CareChristi ThomasAinda não há avaliações
- EASY DMS ConfigurationDocumento6 páginasEASY DMS ConfigurationRahul KumarAinda não há avaliações
- Ms Microsoft Office - WordDocumento3 páginasMs Microsoft Office - WordFarisha NasirAinda não há avaliações
- ECO 101 Assignment - Introduction To EconomicsDocumento5 páginasECO 101 Assignment - Introduction To EconomicsTabitha WatsaiAinda não há avaliações
- Frigidaire Parts and Accessories CatalogDocumento56 páginasFrigidaire Parts and Accessories CatalogPedro RuizAinda não há avaliações
- Notice For AsssingmentDocumento21 páginasNotice For AsssingmentViraj HibareAinda não há avaliações
- Quantum Hopfield NetworksDocumento83 páginasQuantum Hopfield NetworksSiddharth SharmaAinda não há avaliações
- Copeland PresentationDocumento26 páginasCopeland Presentationjai soniAinda não há avaliações
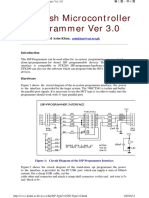
- ISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanDocumento4 páginasISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanSrđan PavićAinda não há avaliações
- PE Range Moulded Case Current Transformers: Energy DivisionDocumento7 páginasPE Range Moulded Case Current Transformers: Energy DivisionUlfran MedinaAinda não há avaliações
- Vodafone M2M Integrated M2M Terminals Overview BrochureDocumento4 páginasVodafone M2M Integrated M2M Terminals Overview BrochureJamie JordanAinda não há avaliações
- Soneri Bank Compensation PolicyDocumento20 páginasSoneri Bank Compensation PolicySapii MandhanAinda não há avaliações
- NIELIT Scientist B' Recruitment 2016 - Computer Science - GeeksforGeeksDocumento15 páginasNIELIT Scientist B' Recruitment 2016 - Computer Science - GeeksforGeeksChristopher HerringAinda não há avaliações
- In Comparison With Oracle 8i, 9i Is Have Lot Many New Features. Important IsDocumento241 páginasIn Comparison With Oracle 8i, 9i Is Have Lot Many New Features. Important IsBalaji ShindeAinda não há avaliações