Você também pode gostar
- How Laminates With Eval™ Evoh Film Improve The Performance of VipsDocumento9 páginasHow Laminates With Eval™ Evoh Film Improve The Performance of VipsDam HaAinda não há avaliações
- Issue #9 Printing and Graphics Science Group NewsletterNo EverandIssue #9 Printing and Graphics Science Group NewsletterAinda não há avaliações
- Polyvinyl Fluoride: Technology and Applications of PVFNo EverandPolyvinyl Fluoride: Technology and Applications of PVFAinda não há avaliações
- High Performance Thermoplastic Resins and Their CompositesNo EverandHigh Performance Thermoplastic Resins and Their CompositesAinda não há avaliações
- EVOH Review of Barrier Properties For Packaging Shelf Stable FoodsDocumento11 páginasEVOH Review of Barrier Properties For Packaging Shelf Stable FoodsAriane Victoria DantesAinda não há avaliações
- Review EVOHDocumento39 páginasReview EVOHMaximiliano SalazarAinda não há avaliações
- Extrusion Coating Substrates GuideDocumento17 páginasExtrusion Coating Substrates GuidecehigueraAinda não há avaliações
- Polymer Packaging MigrationDocumento20 páginasPolymer Packaging MigrationMaria Mendez100% (2)
- Film Properties GuideDocumento22 páginasFilm Properties GuidecattausAinda não há avaliações
- Metal Bearing Waste Streams: Minimizing, Recycling and TreatmentNo EverandMetal Bearing Waste Streams: Minimizing, Recycling and TreatmentAinda não há avaliações
- Plasticizer Presentation March 2010Documento58 páginasPlasticizer Presentation March 2010Kaushal KothariAinda não há avaliações
- Calculos de Poliuretano RigidoDocumento46 páginasCalculos de Poliuretano Rigidosescobar86100% (1)
- 2 Flame Retardants by AmpacetDocumento6 páginas2 Flame Retardants by Ampacetnumichem100% (1)
- Reactive ExtrusionDocumento23 páginasReactive ExtrusionDIPAK VINAYAK SHIRBHATEAinda não há avaliações
- Polyurethane Foam ApplicationDocumento5 páginasPolyurethane Foam ApplicationMichelle EvelynAinda não há avaliações
- Improve Barrier PropertiesDocumento28 páginasImprove Barrier PropertiesRitesh PatelAinda não há avaliações
- Epoxy - WikipediaDocumento11 páginasEpoxy - Wikipediaramthecharm_46098467Ainda não há avaliações
- Ethylene Vinyl Acetate PDFDocumento2 páginasEthylene Vinyl Acetate PDFJulioAinda não há avaliações
- MDO FilmsDocumento5 páginasMDO FilmsManoj Bansal100% (1)
- Executive Summary: 0.1 National SceneDocumento7 páginasExecutive Summary: 0.1 National SceneRSAinda não há avaliações
- Lyondell Tubular Vs Autoclave 1 PDFDocumento2 páginasLyondell Tubular Vs Autoclave 1 PDFJacky V. HerbasAinda não há avaliações
- Full Report PolypropyleneDocumento9 páginasFull Report PolypropyleneAin FarhanaAinda não há avaliações
- Dieter Urban - Polymer Dispersion and Their Industrial Applications - 2002 PDFDocumento417 páginasDieter Urban - Polymer Dispersion and Their Industrial Applications - 2002 PDFNop Pirom100% (2)
- Understanding Plastic Film PDFDocumento30 páginasUnderstanding Plastic Film PDFtia silviaAinda não há avaliações
- Alkyd GBDocumento2 páginasAlkyd GBAhmad HamoudaAinda não há avaliações
- MP DiolDocumento6 páginasMP DiolJijo T GeorgeAinda não há avaliações
- Polyethylene Production Technologies PDFDocumento81 páginasPolyethylene Production Technologies PDFJelssy Huaringa Yupanqui100% (1)
- Dry Film LaminationDocumento9 páginasDry Film LaminationDieselJakeAinda não há avaliações
- Palm Based Polyols For PU Foams ApplicationDocumento10 páginasPalm Based Polyols For PU Foams ApplicationMichelle EvelynAinda não há avaliações
- Polyethylene Terephthalate (Pet) : HistoryDocumento3 páginasPolyethylene Terephthalate (Pet) : HistoryMaleha SalimAinda não há avaliações
- Kraton PolymersDocumento20 páginasKraton PolymersAzizol WahabAinda não há avaliações
- Study of The Production of Polyesters For PU at Pilot Plant Scale PDFDocumento76 páginasStudy of The Production of Polyesters For PU at Pilot Plant Scale PDFCarlotta C.Ainda não há avaliações
- BTPDocumento15 páginasBTPPARTH NAGARAinda não há avaliações
- Everything about plastic filmsDocumento16 páginasEverything about plastic filmspraveenAinda não há avaliações
- A F P A M:: AckagingDocumento37 páginasA F P A M:: AckagingSubhadip RoyAinda não há avaliações
- Reactive Processing of Polymers Begishev VP Malkin AY ChemTec 1999Documento260 páginasReactive Processing of Polymers Begishev VP Malkin AY ChemTec 1999santhanam92Ainda não há avaliações
- Easaqua TolonateDocumento11 páginasEasaqua TolonateAlptekinAinda não há avaliações
- Polymers PresentationDocumento24 páginasPolymers PresentationSAWAN GARGAinda não há avaliações
- Rupa FlexiPOLYDocumento1 páginaRupa FlexiPOLYSaravvanan RajendranAinda não há avaliações
- Additives For Plastics Handbook - (Chapter 3. The World Market)Documento6 páginasAdditives For Plastics Handbook - (Chapter 3. The World Market)Pablo Fernández SaavedraAinda não há avaliações
- Dispercoll C84: CharacterizationDocumento3 páginasDispercoll C84: Characterizationmufid_ainunAinda não há avaliações
- Polyactic Acid Shrink Films and MethodsDocumento16 páginasPolyactic Acid Shrink Films and MethodshatharasingheAinda não há avaliações
- Metallocene Linear Low-Density Polyethylene Properties and ApplicationsDocumento15 páginasMetallocene Linear Low-Density Polyethylene Properties and ApplicationsRodriguez JohannAinda não há avaliações
- New Approaches To Halogen Free Polyolefin Flame ReDocumento8 páginasNew Approaches To Halogen Free Polyolefin Flame Reabilio_j_vieiraAinda não há avaliações
- PolyacetalDocumento16 páginasPolyacetalChakma SHIMULAinda não há avaliações
- 01b Eval - Us - LetterDocumento16 páginas01b Eval - Us - LetternisannnAinda não há avaliações
- History and Types of PolypropyleneDocumento3 páginasHistory and Types of PolypropyleneMayank GuptaAinda não há avaliações
- ISOCYNATEDocumento4 páginasISOCYNATETry Julianda ErmayaAinda não há avaliações
- BOPP Film Capacity in IndiaDocumento2 páginasBOPP Film Capacity in IndiaSreenesh PaiAinda não há avaliações
- All of PPDocumento6 páginasAll of PPUmadAinda não há avaliações
- Reduce Styrene Migration from UP ResinsDocumento2 páginasReduce Styrene Migration from UP Resinsgunawan refiadi0% (1)
- Compounding Additives: in This ChapterDocumento17 páginasCompounding Additives: in This Chaptermonalihania100% (1)
- Packaging ReportDocumento13 páginasPackaging ReportTiara CahyadiAinda não há avaliações
- Safe Handling and Storage of ResinsDocumento49 páginasSafe Handling and Storage of Resinsrenjith2017Ainda não há avaliações
- Report About Blown Film Extrusion ProducDocumento72 páginasReport About Blown Film Extrusion ProducDang Thi Ngoc Lieu100% (1)
- Products For Unsaturated PolyestersDocumento8 páginasProducts For Unsaturated PolyestersNgan100% (1)
- Plastics The Facts-WEB-2020 VersionJun21 FinalDocumento64 páginasPlastics The Facts-WEB-2020 VersionJun21 FinalStevenBurnsAinda não há avaliações
- Polyethylene: Shriguru-17BEC0803 Kumar Shantanu-17BEC0208 Mrintunjay Pathak-17BEC0054Documento22 páginasPolyethylene: Shriguru-17BEC0803 Kumar Shantanu-17BEC0208 Mrintunjay Pathak-17BEC0054ShriGuru B HugarAinda não há avaliações
- Lexan Process Guide PDFDocumento18 páginasLexan Process Guide PDFwantamanual100% (1)
- Recent Advance Reactive Extrusion in PolymerDocumento24 páginasRecent Advance Reactive Extrusion in Polymershanshicn8351Ainda não há avaliações
- CLA 003 ClarifoilOverview Bro ENDocumento6 páginasCLA 003 ClarifoilOverview Bro ENrbucholzAinda não há avaliações
- CoatOSil 1211CDocumento4 páginasCoatOSil 1211CrbucholzAinda não há avaliações
- LXS Witcobond Polyurethane Dispersions Brochure GlobalDocumento8 páginasLXS Witcobond Polyurethane Dispersions Brochure GlobalrbucholzAinda não há avaliações
- Grace Coatings BrochureDocumento12 páginasGrace Coatings BrochurerbucholzAinda não há avaliações
- Graymills Air Operated Double Diaphragm Pump One-Half InchDocumento20 páginasGraymills Air Operated Double Diaphragm Pump One-Half InchrbucholzAinda não há avaliações
- Barentz Commodities March 2022Documento11 páginasBarentz Commodities March 2022rbucholzAinda não há avaliações
- Ika Dispax-Reactor DR 2000/20Documento3 páginasIka Dispax-Reactor DR 2000/20rbucholzAinda não há avaliações
- DesignSpec FR1200 MultiBoxDocumento1 páginaDesignSpec FR1200 MultiBoxrbucholzAinda não há avaliações
- Fluke Thermal Imaging GuideDocumento16 páginasFluke Thermal Imaging GuiderbucholzAinda não há avaliações
- SS-189-Computrac-MAX®-2000-AND-Users-Manual Moisture PDFDocumento102 páginasSS-189-Computrac-MAX®-2000-AND-Users-Manual Moisture PDFrbucholzAinda não há avaliações
- Rectorseal Metacaulk Box GuardDocumento3 páginasRectorseal Metacaulk Box Guardrbucholz0% (1)
- Roll Size CalculatorDocumento1 páginaRoll Size CalculatorrbucholzAinda não há avaliações
- SmithersPira PackagingTechnicalServicesDocumento3 páginasSmithersPira PackagingTechnicalServicesrbucholzAinda não há avaliações
- Fuse Bible CompleteDocumento164 páginasFuse Bible CompleterbucholzAinda não há avaliações
- Matrix Stripping From The DieDocumento1 páginaMatrix Stripping From The DierbucholzAinda não há avaliações
- The Settlement of Germantown Pennsylvania and The Beginning of German Emigration To North AmericaDocumento391 páginasThe Settlement of Germantown Pennsylvania and The Beginning of German Emigration To North AmericarbucholzAinda não há avaliações
- Coating Calculator For Web ProcessesDocumento1 páginaCoating Calculator For Web ProcessesrbucholzAinda não há avaliações
- TS 100 US Rev0 012910Documento2 páginasTS 100 US Rev0 012910rbucholzAinda não há avaliações
- Effect of Zirconium Insolubilizers On Silica Coating Rheology PDFDocumento27 páginasEffect of Zirconium Insolubilizers On Silica Coating Rheology PDFrbucholzAinda não há avaliações
- Conversion of Brookfield Into Viscosity FunctionDocumento3 páginasConversion of Brookfield Into Viscosity FunctionRamesh Babu100% (1)
- Fluid Mechanics-A.K. MohantyDocumento548 páginasFluid Mechanics-A.K. MohantyMechpec Mech100% (1)
- Physics I ProblemsDocumento1 páginaPhysics I ProblemsbosschellenAinda não há avaliações
- VKM-GBM-Design Guide PDFDocumento58 páginasVKM-GBM-Design Guide PDFAndreea JitarasuAinda não há avaliações
- Atomic Orbital (AO) Molecular Orbital (MO) MO LCAO (Linear Combination of Atomic Orbital)Documento17 páginasAtomic Orbital (AO) Molecular Orbital (MO) MO LCAO (Linear Combination of Atomic Orbital)Imroon de MadritistaAinda não há avaliações
- Mechanical Properties of MaterialsDocumento45 páginasMechanical Properties of MaterialsRonan SeeAinda não há avaliações
- Projectile Driving Band Interaction With Gun BarrelsDocumento6 páginasProjectile Driving Band Interaction With Gun Barrelsjitendra25252Ainda não há avaliações
- CH3 MergerDocumento45 páginasCH3 MergerRuthAinda não há avaliações
- Nyco Product ListDocumento3 páginasNyco Product ListIventAinda não há avaliações
- Chapter Ten Lecture Ten Thermodynamics: TemperatureDocumento16 páginasChapter Ten Lecture Ten Thermodynamics: TemperatureTony AtefAinda não há avaliações
- Electric Field IntensityDocumento11 páginasElectric Field IntensityDeeAinda não há avaliações
- Lecture 4-9: Bonding in Ceramics and Structure of Ceramics: MM 362 Ceramics and Glasses Spring Semester 2020, FMCE, GIKIDocumento70 páginasLecture 4-9: Bonding in Ceramics and Structure of Ceramics: MM 362 Ceramics and Glasses Spring Semester 2020, FMCE, GIKIUsamaAinda não há avaliações
- Review On Fused Deposition ModelingDocumento11 páginasReview On Fused Deposition ModelingM Ali HaiderAinda não há avaliações
- Light Microscope: E.G. During DissectionDocumento2 páginasLight Microscope: E.G. During DissectionDr.CharinAinda não há avaliações
- Partial VolumeDocumento38 páginasPartial VolumeJames KuAinda não há avaliações
- ASTM D 4594-96 Standard Test Method For Effects Fo Temperature On Stability of GeotextilesDocumento3 páginasASTM D 4594-96 Standard Test Method For Effects Fo Temperature On Stability of GeotextilesPablo Antonio Valcárcel VargasAinda não há avaliações
- 03 Phase DiagramDocumento61 páginas03 Phase DiagramFrans HendrikoAinda não há avaliações
- Research GateDocumento34 páginasResearch GateMustafa ÇakırAinda não há avaliações
- BendingDocumento73 páginasBendingPhúc LÊAinda não há avaliações
- Behavior and Design of Selected Elastomeric Bearing Pads PDFDocumento20 páginasBehavior and Design of Selected Elastomeric Bearing Pads PDFyhszaAinda não há avaliações
- Physical and Mechanical Properties of Dental MaterialsDocumento104 páginasPhysical and Mechanical Properties of Dental Materialsdiwakar2100% (1)
- Making Space: The SOS Guide To Control Room DesignDocumento9 páginasMaking Space: The SOS Guide To Control Room DesignCássioAinda não há avaliações
- WELDINGDocumento94 páginasWELDINGharshaAinda não há avaliações
- TitraDocumento8 páginasTitraAbdoul RahimAinda não há avaliações
- In Situ Study Improvement Soft Ground Using Stone Columnfor Railway EmbankmentDocumento17 páginasIn Situ Study Improvement Soft Ground Using Stone Columnfor Railway EmbankmentDeepak avinashAinda não há avaliações
- Effect of Chemical Blowing Agent, Melt Temperature, and Mold Temperature On The Fluidity of Glass Fiber-Reinforced Polycarbonate in Injection MoldingDocumento9 páginasEffect of Chemical Blowing Agent, Melt Temperature, and Mold Temperature On The Fluidity of Glass Fiber-Reinforced Polycarbonate in Injection MoldingOumeyma HamlauiAinda não há avaliações
- Quantum Mechanics II - Homework Assignment 9: Alejandro G Omez Espinosa April 21, 2013Documento4 páginasQuantum Mechanics II - Homework Assignment 9: Alejandro G Omez Espinosa April 21, 2013Ale GomezAinda não há avaliações
- EMAT ExperienceDocumento3 páginasEMAT ExperiencehellmanyaAinda não há avaliações
- TORING LC Exer4 7LDocumento19 páginasTORING LC Exer4 7LLanoline ToringAinda não há avaliações
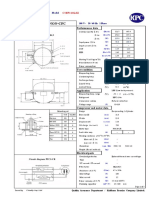
- C-BF 110L0Z PDFDocumento3 páginasC-BF 110L0Z PDFWardi SupriadiAinda não há avaliações
- Fem Mcqs AllDocumento111 páginasFem Mcqs AllYatikAinda não há avaliações