Você também pode gostar
- Chap 10Documento14 páginasChap 10Sushil KumarAinda não há avaliações
- Assumption and Relinquishment Request For Promotion OrdersDocumento6 páginasAssumption and Relinquishment Request For Promotion OrdersSushil KumarAinda não há avaliações
- AdditivemanufacturiingDocumento13 páginasAdditivemanufacturiingSushil KumarAinda não há avaliações
- Introduction To Turbine Governing SystemsDocumento33 páginasIntroduction To Turbine Governing SystemsSam100% (1)
- 494Documento3 páginas494Sushil KumarAinda não há avaliações
- Applsci 06 00326Documento11 páginasApplsci 06 00326Sushil KumarAinda não há avaliações
- Steam Turbine ControlDocumento13 páginasSteam Turbine Controlnirbhay111100% (4)
- Road Mode - Mine Wise Revised Price List With Effect From 01.11.2023 For Nfsa Customers (Notified Price List) RS/T (GST)Documento6 páginasRoad Mode - Mine Wise Revised Price List With Effect From 01.11.2023 For Nfsa Customers (Notified Price List) RS/T (GST)Sushil KumarAinda não há avaliações
- Paper 5A1Documento6 páginasPaper 5A1Sushil KumarAinda não há avaliações
- Plant EfficiencyDocumento8 páginasPlant EfficiencySushil KumarAinda não há avaliações
- 6.01 Stress Corrosion Cracking: H. E. Haºnninen Helsinki University of Technology, FinlandDocumento29 páginas6.01 Stress Corrosion Cracking: H. E. Haºnninen Helsinki University of Technology, FinlandSushil KumarAinda não há avaliações
- Samall Oil Burner in Concepts in Low P (Ressure AutomationDocumento10 páginasSamall Oil Burner in Concepts in Low P (Ressure AutomationMOHAMMAD HASHIM KHANAinda não há avaliações
- Upthrust Problems On Multistage Vertical Turbine Pumps: by Donald R. Smith and Stephen PriceDocumento12 páginasUpthrust Problems On Multistage Vertical Turbine Pumps: by Donald R. Smith and Stephen PriceGerman ToledoAinda não há avaliações
- Resolution: 1. PreambleDocumento14 páginasResolution: 1. PreambleAkash SinghAinda não há avaliações
- Paper 5A1Documento6 páginasPaper 5A1Sushil KumarAinda não há avaliações
- ASER 2016 (Rural) FindingsDocumento3 páginasASER 2016 (Rural) Findingsmy workAinda não há avaliações
- Icesp 09 A10Documento6 páginasIcesp 09 A10Sushil KumarAinda não há avaliações
- Mechanical EngineeringDocumento2 páginasMechanical EngineeringmannamalairajaAinda não há avaliações
- Vapour Preesure Vs Temperature Graph of AmmoniaDocumento1 páginaVapour Preesure Vs Temperature Graph of AmmoniaSushil KumarAinda não há avaliações
- Paper 3A1 PDFDocumento13 páginasPaper 3A1 PDFavmurugan87Ainda não há avaliações
- Government Schemes 2017 by AffairsCloudDocumento24 páginasGovernment Schemes 2017 by AffairsCloudRupesh PatraAinda não há avaliações
- Loan Pmmy EngDocumento4 páginasLoan Pmmy EngAnimesh DikshitAinda não há avaliações
- Record FDI-What About Jobs-18 To 24sepDocumento13 páginasRecord FDI-What About Jobs-18 To 24sepSushil KumarAinda não há avaliações
- IND - India Census 2013Documento2 páginasIND - India Census 2013m_kanwar8652Ainda não há avaliações
- TPS Review KwangDocumento27 páginasTPS Review Kwangedu15987Ainda não há avaliações
- RBI Guidelines - Summary PDFDocumento24 páginasRBI Guidelines - Summary PDFSushil KumarAinda não há avaliações
- Reserve Bank of India Services Board, Mumbai Advt. No. 6A/2017-18Documento4 páginasReserve Bank of India Services Board, Mumbai Advt. No. 6A/2017-18Sushil KumarAinda não há avaliações
- Holiday HomesDocumento11 páginasHoliday HomesatotAinda não há avaliações
- Case Studies in Engineering Failure Analysis: S.W. Liu, W.Z. Wang, C.J. LiuDocumento5 páginasCase Studies in Engineering Failure Analysis: S.W. Liu, W.Z. Wang, C.J. LiuSushil KumarAinda não há avaliações
- Failure Investigation of A Secondary Super Heat 2017 Case Studies in EngineeDocumento4 páginasFailure Investigation of A Secondary Super Heat 2017 Case Studies in EngineeSushil KumarAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Matlab Fourier Series Signal & SystemDocumento15 páginasMatlab Fourier Series Signal & SystemNik Ahmad FaisalAinda não há avaliações
- CFBC DesignDocumento28 páginasCFBC DesignThanga Kalyana Sundaravel100% (2)
- B Sc-MathsDocumento24 páginasB Sc-MathsVijayakumar KopAinda não há avaliações
- Bp8-Tension: User Defined Applied Forces at Interface Basic DimensionsDocumento4 páginasBp8-Tension: User Defined Applied Forces at Interface Basic DimensionsMallesh NenkatAinda não há avaliações
- Milpass - Catalogo Alluminio EN PDFDocumento174 páginasMilpass - Catalogo Alluminio EN PDFStefanus AndreAinda não há avaliações
- Microplan - Katalog 2009 ENDocumento18 páginasMicroplan - Katalog 2009 END.T.Ainda não há avaliações
- Polymer Melt Indexer (Extrusion Plastometer) PDFDocumento138 páginasPolymer Melt Indexer (Extrusion Plastometer) PDFjrlr65Ainda não há avaliações
- A New Fatigue Damage Accumulation Rating Life Model of Ball Bearings Under Vibration LoadDocumento11 páginasA New Fatigue Damage Accumulation Rating Life Model of Ball Bearings Under Vibration LoadAlbertoAinda não há avaliações
- C184 E037bDocumento48 páginasC184 E037bNeyda Flores VasquezAinda não há avaliações
- Helmreich Cut Up Sonic TransductionDocumento9 páginasHelmreich Cut Up Sonic TransductiongrundumAinda não há avaliações
- As 1012.11-2000 Methods of Testing Concrete - DeterminationDocumento9 páginasAs 1012.11-2000 Methods of Testing Concrete - Determinationmm100% (1)
- UCM Question Bank 2 MarksDocumento22 páginasUCM Question Bank 2 MarksManivannan JeevaAinda não há avaliações
- Teodolito Con Distanciometro South NT-023Documento2 páginasTeodolito Con Distanciometro South NT-023JoséLuis100% (1)
- Strain GuageDocumento6 páginasStrain GuageChristian EspanolAinda não há avaliações
- Articulo de Felipe Calizaya (1ra Parte)Documento5 páginasArticulo de Felipe Calizaya (1ra Parte)Gustavo PBAinda não há avaliações
- Antena Tipo LazoDocumento2 páginasAntena Tipo LazoMarllory CobosAinda não há avaliações
- Lincolnweld 888 & LA-85Documento2 páginasLincolnweld 888 & LA-85Pablo PazAinda não há avaliações
- KVH TI Folder en Web3 02Documento19 páginasKVH TI Folder en Web3 02mario_stefanecAinda não há avaliações
- D R 800 Dust Concentration Meter: Before Starting Any Work, Read The Operating Instructions (The Manual) !Documento154 páginasD R 800 Dust Concentration Meter: Before Starting Any Work, Read The Operating Instructions (The Manual) !Phạm Thanh SơnAinda não há avaliações
- Error Analysis in Physics PDFDocumento2 páginasError Analysis in Physics PDFKrystal0% (1)
- Hydrology PracticalsDocumento5 páginasHydrology PracticalsVaibhav GuptaAinda não há avaliações
- EC &LD-Lab ManualDocumento50 páginasEC &LD-Lab ManualEk naye din ki shuruwat kroAinda não há avaliações
- Radiology Physics Board Recalls 2005Documento14 páginasRadiology Physics Board Recalls 2005Turki A. Saad100% (2)
- QMOTheoryDocumento16 páginasQMOTheoryShubhamNandiAinda não há avaliações
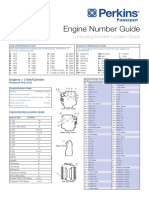
- Engine Number Guide (2-Page)Documento2 páginasEngine Number Guide (2-Page)Abdul KhaliqAinda não há avaliações
- Evaluating Risks of Construction-Induced Building Damage For Large Underground Construction ProjectsDocumento28 páginasEvaluating Risks of Construction-Induced Building Damage For Large Underground Construction ProjectsGiuseppe SquillaciotiAinda não há avaliações
- First-Order Linear Fuzzy Differential Equations On The Space of Linearly Correlated Fuzzy NumbersDocumento33 páginasFirst-Order Linear Fuzzy Differential Equations On The Space of Linearly Correlated Fuzzy NumbersHo Nhat NamAinda não há avaliações
- Design of Timber Roof Truss To British Code - Solved Example - StructvilleDocumento9 páginasDesign of Timber Roof Truss To British Code - Solved Example - StructvilleDeRudy100% (3)
- B SafeunitDocumento4 páginasB SafeunitSabariyantoAinda não há avaliações
- BMQ 75m-Min - 1500mm (SK92372.1AD-IEC90-90LP)Documento2 páginasBMQ 75m-Min - 1500mm (SK92372.1AD-IEC90-90LP)YeisonAinda não há avaliações