Você também pode gostar
- A14b-0076-B001 Input UnitDocumento2 páginasA14b-0076-B001 Input UnitMilan RadosavljevicAinda não há avaliações
- Fanuc 11m v70Documento3 páginasFanuc 11m v70slaven67Ainda não há avaliações
- 62543en1 PDFDocumento519 páginas62543en1 PDFroshan lal100% (1)
- 1 Program Errors Alarms On Program and OperationDocumento78 páginas1 Program Errors Alarms On Program and Operationsssf-doboj100% (2)
- ADI4Documento79 páginasADI4Rudi CasmitaAinda não há avaliações
- TNC430 Technical Manual PDFDocumento1.108 páginasTNC430 Technical Manual PDFNenad Jarakovic100% (1)
- COM - Doosan TX Series Servo Drive Operation Manual (Rev B01) - 131204Documento92 páginasCOM - Doosan TX Series Servo Drive Operation Manual (Rev B01) - 131204Tombong100% (1)
- Heidenhain OverviewDocumento2 páginasHeidenhain OverviewVăn Anh Ngô ViếtAinda não há avaliações
- Fanuc Drive AlramDocumento4 páginasFanuc Drive AlrammntcepplAinda não há avaliações
- M100702E MAI Memory Upgrade For Fanuc 02 PDFDocumento22 páginasM100702E MAI Memory Upgrade For Fanuc 02 PDFSelvedin GudicAinda não há avaliações
- Manual de Instalacao Comando New990tdcaDocumento100 páginasManual de Instalacao Comando New990tdcaAstrumosAinda não há avaliações
- 63484EN FanucDocumento476 páginas63484EN FanucNatKThAinda não há avaliações
- Set The Following Parameters On The MachineDocumento3 páginasSet The Following Parameters On The MachineLio SnAinda não há avaliações
- SINUMERIK 810D/840Di/840D Sinumerik PCU Basesoftware (IM6)Documento100 páginasSINUMERIK 810D/840Di/840D Sinumerik PCU Basesoftware (IM6)Palaniappan SolaiyanAinda não há avaliações
- Manual Mitsubishi Servo AC MeldasDocumento120 páginasManual Mitsubishi Servo AC MeldasAlisson cruzAinda não há avaliações
- En 808D Commissioning Guide 2013-09Documento98 páginasEn 808D Commissioning Guide 2013-09Sam eagle goodAinda não há avaliações
- Fanuc-Page-7 (Pluse @i64)Documento13 páginasFanuc-Page-7 (Pluse @i64)Hoangvinh DuongAinda não há avaliações
- GE Fanuc Automation: Series 0i-Model C Series 0i Mate-Model CDocumento366 páginasGE Fanuc Automation: Series 0i-Model C Series 0i Mate-Model CkiemkhachvotinhAinda não há avaliações
- 6089-6090 Alarm List FanucDocumento6 páginas6089-6090 Alarm List FanucRicardo Jose PirelaAinda não há avaliações
- 896096-25 iTNC530 OEM HSCI PDFDocumento112 páginas896096-25 iTNC530 OEM HSCI PDFalanrinAinda não há avaliações
- TNC 1Documento100 páginasTNC 1skyAinda não há avaliações
- It6430 0908 - BSV NDocumento20 páginasIt6430 0908 - BSV NgunarxAinda não há avaliações
- Fanuc 16i 210i Ts AlarmsDocumento109 páginasFanuc 16i 210i Ts AlarmstugskulAinda não há avaliações
- Meldas Drive Amplifier: Maintenance Manual (Ii)Documento26 páginasMeldas Drive Amplifier: Maintenance Manual (Ii)samka0878Ainda não há avaliações
- Additional InformationDocumento129 páginasAdditional InformationcchcristiAinda não há avaliações
- Mazak Detector Alarm MalfunctionDocumento1 páginaMazak Detector Alarm MalfunctionArturo LopezAinda não há avaliações
- Doosan BMT65 ToolingDocumento28 páginasDoosan BMT65 Toolingmarcos lemosAinda não há avaliações
- Technical Manual: TNC 426 CB/PB/M TNC 430 CA/PA/MDocumento1.129 páginasTechnical Manual: TNC 426 CB/PB/M TNC 430 CA/PA/MRafal FoxAinda não há avaliações
- Meldasmagic Monitor Operation Manual: BNP-B2192 (ENG)Documento14 páginasMeldasmagic Monitor Operation Manual: BNP-B2192 (ENG)Durairaj TAinda não há avaliações
- COM - Doosan TX Series Servo Drive Operation Manual (Rev B01) - 131204 PDFDocumento92 páginasCOM - Doosan TX Series Servo Drive Operation Manual (Rev B01) - 131204 PDFHakan Blg100% (1)
- Sanyo Denki TapeReader Model 2702 Instruction ManualDocumento18 páginasSanyo Denki TapeReader Model 2702 Instruction ManualcoronaqcAinda não há avaliações
- GFZ-65165 - E - 01 Manual de Mantenimiento Alfa Series Control MotorDocumento128 páginasGFZ-65165 - E - 01 Manual de Mantenimiento Alfa Series Control MotorAlex Carmona100% (1)
- 0 401 PDFDocumento2 páginas0 401 PDFarturonaupa4302100% (1)
- Fanucalpha FSSB SetupDocumento76 páginasFanucalpha FSSB SetupАлексей АлямовскийAinda não há avaliações
- Functions With PHPDocumento11 páginasFunctions With PHPJothi KumarAinda não há avaliações
- B-62114en 03 050120Documento183 páginasB-62114en 03 050120CONG TRAN NGOCAinda não há avaliações
- Mitsubishi MR-J2-D-S24: General-Purpose AC ServoDocumento28 páginasMitsubishi MR-J2-D-S24: General-Purpose AC ServoBrendisAinda não há avaliações
- Base PMC: User ManualDocumento31 páginasBase PMC: User ManualeletropaulomococaAinda não há avaliações
- Parameter Manual: Fanuc Ac Spindle Motor @ Series Fanuc Ac Spindle Motor # SeriesDocumento939 páginasParameter Manual: Fanuc Ac Spindle Motor @ Series Fanuc Ac Spindle Motor # SeriesTony AntonyAinda não há avaliações
- Servo/Spindle's Troubleshooting: 9.1.3.1 Troubleshooting at Power ONDocumento26 páginasServo/Spindle's Troubleshooting: 9.1.3.1 Troubleshooting at Power ONjaganksAinda não há avaliações
- Technical 6SN1118 0A 11 0AA1Documento4 páginasTechnical 6SN1118 0A 11 0AA1jose franciscoAinda não há avaliações
- H4C M Operation ManualDocumento188 páginasH4C M Operation Manuals_barriosAinda não há avaliações
- File - 20210920 - 111340 - G7 YasnacDocumento1 páginaFile - 20210920 - 111340 - G7 YasnacPhong HuynhAinda não há avaliações
- MR-J2S-S099 - Specifications and Instruction Manual BCN-B11127-478 (01.02) PDFDocumento84 páginasMR-J2S-S099 - Specifications and Instruction Manual BCN-B11127-478 (01.02) PDFDoDuyBacAinda não há avaliações
- Add Info B-65285EN 04Documento86 páginasAdd Info B-65285EN 04clausAinda não há avaliações
- Fanuc Fanuc Fanuc Fanuc Fanuc: Series 16 Series 18 Series 20 Series 21 Series 0Documento612 páginasFanuc Fanuc Fanuc Fanuc Fanuc: Series 16 Series 18 Series 20 Series 21 Series 0CLAUDIOAinda não há avaliações
- L L N '/R: 3. Setting and Adjustment of Velocity Control Unit 3.1 Setting and Adjustment of Velocity Control Unit PCBDocumento8 páginasL L N '/R: 3. Setting and Adjustment of Velocity Control Unit 3.1 Setting and Adjustment of Velocity Control Unit PCBMohamed Sayed Abdel-khalekAinda não há avaliações
- 19av550y ManualDocumento36 páginas19av550y ManualAre GeeAinda não há avaliações
- MELDAS AC SERVO MDS-B-SVJ2 Series SPECIFICATIONS AND INSTRUCTION MANUAL OSA17Documento1 páginaMELDAS AC SERVO MDS-B-SVJ2 Series SPECIFICATIONS AND INSTRUCTION MANUAL OSA17jroyal692974Ainda não há avaliações
- 04PCParameterBack-up and Restore PDFDocumento32 páginas04PCParameterBack-up and Restore PDFalexmbt100% (1)
- Troubleshooting Manual For I/O Link Communication Alarm: (System Alarm PC050/PC150/971)Documento22 páginasTroubleshooting Manual For I/O Link Communication Alarm: (System Alarm PC050/PC150/971)huutan12345Ainda não há avaliações
- Fanuc 6 Alarm Codes System Fanuc 6 AlarmsDocumento16 páginasFanuc 6 Alarm Codes System Fanuc 6 AlarmsPham LongAinda não há avaliações
- Sinumerik 810 CCU - EQUIPEMENT MANUAL PDFDocumento120 páginasSinumerik 810 CCU - EQUIPEMENT MANUAL PDFUrbanslo1Ainda não há avaliações
- FANUC 18P Communications Revision 5 1Documento23 páginasFANUC 18P Communications Revision 5 1Pham LongAinda não há avaliações
- 64113EN1Documento1.224 páginas64113EN1João Paulo Moreira Santos BarbosaAinda não há avaliações
- Fagor 800T Manual 2 PDFDocumento224 páginasFagor 800T Manual 2 PDFniksa77Ainda não há avaliações
- 0id SkipDocumento34 páginas0id SkipKen FitzpatrickAinda não há avaliações
- The Pilot: MagentaDocumento71 páginasThe Pilot: MagentavicjaviAinda não há avaliações
- DMG-iTNC530 MillUserGuide (533 192-22)Documento125 páginasDMG-iTNC530 MillUserGuide (533 192-22)lastowlAinda não há avaliações
- Ex A-5Documento1 páginaEx A-5Reymondo BundocAinda não há avaliações
- Descriptions Autopipe Unit File Si Unit File Factor Name Name FactorDocumento3 páginasDescriptions Autopipe Unit File Si Unit File Factor Name Name FactorReymondo BundocAinda não há avaliações
- Concrete Mixture RationDocumento5 páginasConcrete Mixture RationReymondo BundocAinda não há avaliações
- Install Autodesk 2014Documento1 páginaInstall Autodesk 2014Erika HansenAinda não há avaliações
- ReadmeDocumento1 páginaReadmeReymondo BundocAinda não há avaliações
- Design ConditionsDocumento3 páginasDesign ConditionsReymondo BundocAinda não há avaliações
- Profits 01Documento2 páginasProfits 01Reymondo BundocAinda não há avaliações
- PartialDocumento48 páginasPartialReymondo BundocAinda não há avaliações
- Web 2Documento1 páginaWeb 2Reymondo BundocAinda não há avaliações
- Mailing ListsDocumento97 páginasMailing ListsReymondo BundocAinda não há avaliações
- Mailing ListsDocumento97 páginasMailing ListsReymondo BundocAinda não há avaliações
- ME Board Course OutlineDocumento1 páginaME Board Course OutlineReymondo BundocAinda não há avaliações
- ScopingDocumento240 páginasScopingReymondo BundocAinda não há avaliações
- Profits 01Documento2 páginasProfits 01Reymondo BundocAinda não há avaliações
- Metric To Pipe Conversion Chart 2Documento1 páginaMetric To Pipe Conversion Chart 2Reymondo BundocAinda não há avaliações
- Quiz 1Documento3 páginasQuiz 1Muhammad SameerAinda não há avaliações
- Foodguide Summer PDFDocumento1 páginaFoodguide Summer PDFReymondo BundocAinda não há avaliações
- Tracklist-Info. From AGRDocumento1 páginaTracklist-Info. From AGRReymondo BundocAinda não há avaliações
- SparkPeople StorageDocumento1 páginaSparkPeople StorageReymondo BundocAinda não há avaliações
- TestDocumento1 páginaTestReymondo BundocAinda não há avaliações
- Metric To Pipe Conversion Chart 2Documento1 páginaMetric To Pipe Conversion Chart 2Reymondo BundocAinda não há avaliações
- UnitsDocumento3 páginasUnitsMatt LiuAinda não há avaliações
- Math Exam SheetDocumento1 páginaMath Exam SheetReymondo BundocAinda não há avaliações
- WondershareDocumento2 páginasWondershareChoirurohman Bos FaisalAinda não há avaliações
- Metric To Pipe Conversion Chart 2Documento1 páginaMetric To Pipe Conversion Chart 2Reymondo BundocAinda não há avaliações
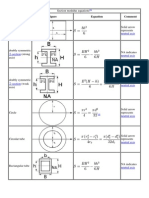
- Section Modulus EquationsDocumento2 páginasSection Modulus EquationsReymondo BundocAinda não há avaliações
- Machine Design FormulasDocumento2 páginasMachine Design FormulasReymondo BundocAinda não há avaliações
- 12 2013 GC TableDocumento1 página12 2013 GC TableReymondo BundocAinda não há avaliações
- Table of Specific HeatsDocumento7 páginasTable of Specific HeatsibrankAinda não há avaliações
- Accounting For Non-AccountantsDocumento39 páginasAccounting For Non-AccountantsAlexander Kim Waing100% (1)
- SAP Group Reporting 1909Documento28 páginasSAP Group Reporting 1909SUDIPTADATTARAY86% (7)
- Jimma UniversityDocumento99 páginasJimma UniversityBekan NegesaAinda não há avaliações
- Solution PDFDocumento20 páginasSolution PDFVard FarrellAinda não há avaliações
- Viva 15jun2008Documento347 páginasViva 15jun2008garth.whitakerAinda não há avaliações
- Cooling and Sealing Air System: Gas Turbine Training ManualDocumento2 páginasCooling and Sealing Air System: Gas Turbine Training ManualVignesh SvAinda não há avaliações
- WebpdfDocumento276 páginasWebpdfprateekvAinda não há avaliações
- Blockchain Disruption in The Forex Trading MarketDocumento64 páginasBlockchain Disruption in The Forex Trading MarketVijayKhareAinda não há avaliações
- Researchpaper Should Removable Media Be Encrypted - PDF - ReportDocumento15 páginasResearchpaper Should Removable Media Be Encrypted - PDF - ReportSakshi Dhananjay KambleAinda não há avaliações
- MHSS ItalyDocumento9 páginasMHSS Italyromedic36Ainda não há avaliações
- Electromechanical Instruments: Permanent-Magnet Moving-Coil InstrumentsDocumento13 páginasElectromechanical Instruments: Permanent-Magnet Moving-Coil InstrumentsTaimur ShahzadAinda não há avaliações
- Karyn Corbett Pedagogy Letter To SelfDocumento2 páginasKaryn Corbett Pedagogy Letter To Selfapi-513861296Ainda não há avaliações
- Ideal Vs Real OttoDocumento5 páginasIdeal Vs Real Ottoa7med SoulimanAinda não há avaliações
- Stripper EZ-range US v3 Web-1Documento2 páginasStripper EZ-range US v3 Web-1irwin kurniadiAinda não há avaliações
- Theories of PersonalityDocumento4 páginasTheories of PersonalityKeshav JhaAinda não há avaliações
- Differential Settlement at Bridge ApproaDocumento5 páginasDifferential Settlement at Bridge ApproaVictor De los ReyesAinda não há avaliações
- ENGG 3150 Engineering Biomechanics Lab Guide 2006: University of Guelph School of EngineeringDocumento13 páginasENGG 3150 Engineering Biomechanics Lab Guide 2006: University of Guelph School of Engineeringالقداري القداريAinda não há avaliações
- Tugas English 3Documento2 páginasTugas English 33751Muhammad RizqiAinda não há avaliações
- IPE SakibBhaiMagicChothaDocumento55 páginasIPE SakibBhaiMagicChothaTousif SadmanAinda não há avaliações
- Interjections NotesDocumento2 páginasInterjections NotesKanna ImuiAinda não há avaliações
- Fire Alarm SymbolsDocumento6 páginasFire Alarm Symbolscarlos vasquezAinda não há avaliações
- Chapter 1 MPLS OAM Configuration Commands ...................................................................... 1-1Documento27 páginasChapter 1 MPLS OAM Configuration Commands ...................................................................... 1-1Randy DookheranAinda não há avaliações
- Century 21 South Western Accounting Answer Key Free PDF Ebook Download Century 21 South Western Accounting Answer Key Download or Read Online Ebook Century 21 SouthDocumento8 páginasCentury 21 South Western Accounting Answer Key Free PDF Ebook Download Century 21 South Western Accounting Answer Key Download or Read Online Ebook Century 21 SouthJohn0% (4)
- Makaut Grade Card Collection Notice 2018-19Documento1 páginaMakaut Grade Card Collection Notice 2018-19Sourav PandaAinda não há avaliações
- Silenat Berhanu SimaDocumento6 páginasSilenat Berhanu SimaSilenat BerhanuAinda não há avaliações
- A Brief Tutorial On Studio MonitorsDocumento18 páginasA Brief Tutorial On Studio MonitorsCurtis O'BrienAinda não há avaliações
- Lab Report 1Documento23 páginasLab Report 1hadri arif0% (1)
- Book - Sefer Yetzira - Book of Creation - Free KabbalahDocumento3 páginasBook - Sefer Yetzira - Book of Creation - Free KabbalahJoshuaAinda não há avaliações
- Century Vemap PDFDocumento5 páginasCentury Vemap PDFMaster MirrorAinda não há avaliações
- 12.07.20. O&M Manual 41013 - New PLCDocumento41 páginas12.07.20. O&M Manual 41013 - New PLCFranco Sebastián GenreAinda não há avaliações
- Conquering College The Most Fun You Can Have Learning The Things You Need To Know NodrmDocumento144 páginasConquering College The Most Fun You Can Have Learning The Things You Need To Know NodrmVithorAinda não há avaliações