Você também pode gostar
- Transmissão Voith Retarder 120-3 131 Pag.Documento131 páginasTransmissão Voith Retarder 120-3 131 Pag.Carlos Lao88% (8)
- Transmissão Voith Retarder 115 E 147 Pag.Documento147 páginasTransmissão Voith Retarder 115 E 147 Pag.Carlos Lao100% (6)
- Codigos de Falhas ZF AutomatizadaDocumento127 páginasCodigos de Falhas ZF AutomatizadaCarlos Lao100% (3)
- Comparing Steel Plate Grades Ebook PDFDocumento5 páginasComparing Steel Plate Grades Ebook PDFJayaseelan GAinda não há avaliações
- SMAW FinalsDocumento4 páginasSMAW FinalsIan Asperga100% (1)
- CQI 9 4th EditionDocumento1 páginaCQI 9 4th Editionmirosek100% (1)
- Sparepart S 35 MCDocumento12 páginasSparepart S 35 MCGales Sanowari Sakti100% (1)
- MCM AllDocumento7 páginasMCM AllPalanisamy RajaAinda não há avaliações
- Steels For Cryogenic and Low-Temperature Service - KEY To METALS ArticleDocumento3 páginasSteels For Cryogenic and Low-Temperature Service - KEY To METALS Articlekumarpankaj030Ainda não há avaliações
- Maraging SteelDocumento4 páginasMaraging SteelJayanthiAAinda não há avaliações
- Last Hunat in Ctu - IaDocumento13 páginasLast Hunat in Ctu - IaBagul Raniah BTLEd 2-G1Ainda não há avaliações
- Project Report On Ductile PipeDocumento8 páginasProject Report On Ductile PipeEIRI Board of Consultants and PublishersAinda não há avaliações
- ProjectDocumento34 páginasProjectSTAR PRINTINGAinda não há avaliações
- ADI - A Perfect Engineering MaterialDocumento12 páginasADI - A Perfect Engineering MaterialVS SaravananAinda não há avaliações
- Soldadura de Hierro ColadoDocumento10 páginasSoldadura de Hierro ColadoclnAinda não há avaliações
- Stainless Steel Applications in Electrical EngineeringDocumento9 páginasStainless Steel Applications in Electrical EngineeringUmang SoniAinda não há avaliações
- Propiedades AISI 410Documento25 páginasPropiedades AISI 410alvaroyepezAinda não há avaliações
- Guide Cast Iron WeldingDocumento8 páginasGuide Cast Iron WeldingAgustine SetiawanAinda não há avaliações
- Aerospace MaterialsDocumento28 páginasAerospace MaterialsSebastian M. PajaroAinda não há avaliações
- P 1554452Documento4 páginasP 1554452GusmoAinda não há avaliações
- Application of Stainless SteelDocumento13 páginasApplication of Stainless Steelsweety1188Ainda não há avaliações
- Welding Cast IronDocumento10 páginasWelding Cast IronRoberto CordovaAinda não há avaliações
- What Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Documento11 páginasWhat Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Jesse RodriguezAinda não há avaliações
- What Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Documento11 páginasWhat Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Rabish AAinda não há avaliações
- Alloy Steels: Dr. Indika de SilvaDocumento25 páginasAlloy Steels: Dr. Indika de SilvaChandima K PriyamalAinda não há avaliações
- FTJ December 2012 p308-309Documento2 páginasFTJ December 2012 p308-309rakukulappullyAinda não há avaliações
- AK Hot Rolled Steel 062212 HSLA 60Documento6 páginasAK Hot Rolled Steel 062212 HSLA 60Alexandre Lima LopesAinda não há avaliações
- Aalco MaterialsDocumento20 páginasAalco MaterialsMohamed FaragAinda não há avaliações
- Iron AlloysDocumento6 páginasIron AlloysHieu NguyenAinda não há avaliações
- Steels For Oil - Gas - ExplorationDocumento16 páginasSteels For Oil - Gas - Explorationدكتور مهندس جمال الشربينىAinda não há avaliações
- Metallographic Properties: 1. Mild SteelsDocumento4 páginasMetallographic Properties: 1. Mild SteelsmuralidharanAinda não há avaliações
- The Mechanical Properties of SteelDocumento13 páginasThe Mechanical Properties of SteelAddrien DanielAinda não há avaliações
- Mechanical Properties of High-Alloy and White Iron: Nickel-Alloyed Iron-Ni-Resist HasDocumento3 páginasMechanical Properties of High-Alloy and White Iron: Nickel-Alloyed Iron-Ni-Resist HasCarlos LaoAinda não há avaliações
- Maraging Steel - WikipediaDocumento5 páginasMaraging Steel - WikipediaVysakh VasudevanAinda não há avaliações
- Steel Guide To SelectionDocumento7 páginasSteel Guide To Selectionsinetron88Ainda não há avaliações
- Figure 1: The Tensile Elongation Between Steels and Austempered Ductile Iron Austempered Ductile Iron (ADI) AdvantagesDocumento3 páginasFigure 1: The Tensile Elongation Between Steels and Austempered Ductile Iron Austempered Ductile Iron (ADI) AdvantagesLokesh DahiyaAinda não há avaliações
- 65 45 12 Ductile IronDocumento2 páginas65 45 12 Ductile IronD_D_76100% (1)
- Ultimate Guide To Cast Iron WeldingDocumento16 páginasUltimate Guide To Cast Iron WeldingMohamedAinda não há avaliações
- Guide To Selection: Hot Rolled Carbon Steel BarsDocumento4 páginasGuide To Selection: Hot Rolled Carbon Steel BarsJess OrtonAinda não há avaliações
- Processing Techniques and Productions of Ductile Iron A ReviewDocumento27 páginasProcessing Techniques and Productions of Ductile Iron A ReviewChaitanyaAinda não há avaliações
- Iml213 (2 Föy)Documento65 páginasIml213 (2 Föy)HilalAldemirAinda não há avaliações
- Nodular Cast IronDocumento20 páginasNodular Cast Ironpoluri manicharanAinda não há avaliações
- Ductile IronDocumento8 páginasDuctile IronDhan CAinda não há avaliações
- Thinking Thin With Green Sand Cast IronDocumento3 páginasThinking Thin With Green Sand Cast Ironmecaunidos7771Ainda não há avaliações
- Low Alloy Steels For Cryogenic ApplicationsDocumento0 páginaLow Alloy Steels For Cryogenic ApplicationsidienAinda não há avaliações
- Cast Iron: A Widely Used MaterialDocumento19 páginasCast Iron: A Widely Used MaterialHarshaDesuAinda não há avaliações
- Aco HadfieldDocumento22 páginasAco HadfieldFelipe ZanellaAinda não há avaliações
- Welding of Ferritic/martensitic Stainless Steels: Job KnowledgeDocumento2 páginasWelding of Ferritic/martensitic Stainless Steels: Job KnowledgeMuhammed SulfeekAinda não há avaliações
- Course Prepared by M.Jayaprasad Materials, Manufacturing and Testing of EngineDocumento63 páginasCourse Prepared by M.Jayaprasad Materials, Manufacturing and Testing of EngineGopi GopinathAinda não há avaliações
- 101 (2006)Documento2 páginas101 (2006)Eng-Mahmoud AtiaAinda não há avaliações
- Format Classtest 2 SteelDocumento5 páginasFormat Classtest 2 SteelVaibhav BhosaleAinda não há avaliações
- Cast IronDocumento5 páginasCast IronPetroenAinda não há avaliações
- Section 12 - Welding Consumables - Stainless Steel266 - 27357Documento106 páginasSection 12 - Welding Consumables - Stainless Steel266 - 27357getgateclose100% (1)
- Metal - AlloysDocumento33 páginasMetal - Alloysps4haris.ch3534Ainda não há avaliações
- Ductile Cast IronDocumento23 páginasDuctile Cast IronManicharanAinda não há avaliações
- Cast IronDocumento29 páginasCast Ironavutu_kunduruAinda não há avaliações
- Materials QuestionsDocumento30 páginasMaterials QuestionsMatheus SouzaAinda não há avaliações
- Austempered Ductile Cast IronDocumento10 páginasAustempered Ductile Cast Ironhrk100Ainda não há avaliações
- Final MT-4 & 5Documento31 páginasFinal MT-4 & 5RajasekharKosuruAinda não há avaliações
- High Speed SteelDocumento14 páginasHigh Speed SteelKushan Gajjar100% (1)
- Maraging Steel: Maraging Steels (A Portmanteau of "Martensitic" and "Aging") Are Steels (Iron Alloys) That Are KnownDocumento5 páginasMaraging Steel: Maraging Steels (A Portmanteau of "Martensitic" and "Aging") Are Steels (Iron Alloys) That Are KnownVysakh VasudevanAinda não há avaliações
- Alloy SteelsDocumento9 páginasAlloy SteelsAileen Joy CananiaAinda não há avaliações
- Investigation and Application of High Strength Low Alloy Wear Resistant Cast SteelDocumento4 páginasInvestigation and Application of High Strength Low Alloy Wear Resistant Cast Steelz2aliAinda não há avaliações
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkAinda não há avaliações
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNota: 4 de 5 estrelas4/5 (1)
- Rankine Cycle DevicesDocumento13 páginasRankine Cycle DevicesCarlos LaoAinda não há avaliações
- Rankine Cycle DiadramaDocumento1 páginaRankine Cycle DiadramaCarlos LaoAinda não há avaliações
- Optical RankineDocumento10 páginasOptical RankineCarlos LaoAinda não há avaliações
- Ferro Fundido Nodular Normas PortDocumento5 páginasFerro Fundido Nodular Normas PortCarlos LaoAinda não há avaliações
- Fractography of Metals and PlasticsDocumento7 páginasFractography of Metals and PlasticsCarlos LaoAinda não há avaliações
- Solidification Behavior, Microstructure, Mechanical PropertiesDocumento12 páginasSolidification Behavior, Microstructure, Mechanical PropertiesCarlos LaoAinda não há avaliações
- Ferro Fundido CinzentoDocumento3 páginasFerro Fundido CinzentoCarlos LaoAinda não há avaliações
- Mechanical Properties of High-Alloy and White Iron: Nickel-Alloyed Iron-Ni-Resist HasDocumento3 páginasMechanical Properties of High-Alloy and White Iron: Nickel-Alloyed Iron-Ni-Resist HasCarlos LaoAinda não há avaliações
- Converting Steel Weldments To Ductile Iron CastingsDocumento5 páginasConverting Steel Weldments To Ductile Iron CastingsCarlos LaoAinda não há avaliações
- Techniques of Failure Analysis: Understanding How Components Fail, 2nd Edition. Author: Donald J. Wulpi. ASM, 1999Documento11 páginasTechniques of Failure Analysis: Understanding How Components Fail, 2nd Edition. Author: Donald J. Wulpi. ASM, 1999Carlos LaoAinda não há avaliações
- Express Alignment - WorldwideDocumento9 páginasExpress Alignment - WorldwideCarlos LaoAinda não há avaliações
- Carburizing Microstructures and PropertiesDocumento9 páginasCarburizing Microstructures and PropertiesCarlos LaoAinda não há avaliações
- Transmissão Voith Retarder 120-3 57 Pag.Documento57 páginasTransmissão Voith Retarder 120-3 57 Pag.Carlos Lao100% (2)
- Hand Tools - FilesDocumento38 páginasHand Tools - FilesRegulatory QualityAinda não há avaliações
- Effeciency CalculationDocumento26 páginasEffeciency CalculationAshish SawantAinda não há avaliações
- Price List Dec 2010 PDFDocumento16 páginasPrice List Dec 2010 PDFRavinderAinda não há avaliações
- SMAW WELDING PresentasiDocumento20 páginasSMAW WELDING PresentasiAlfian Hari Gunawan100% (2)
- Common G and M Codes For CNC MachinesDocumento2 páginasCommon G and M Codes For CNC MachinesSiddhrajsinh ZalaAinda não há avaliações
- Medium DutyDocumento4 páginasMedium DutymateenAinda não há avaliações
- DIN EN10084 - Case Hardening SteelsDocumento40 páginasDIN EN10084 - Case Hardening SteelsNicole KeithAinda não há avaliações
- Inventor - Despiece - GarruchaDocumento1 páginaInventor - Despiece - GarruchaMiguelAinda não há avaliações
- Bost VTCDocumento13 páginasBost VTCPrasannaAinda não há avaliações
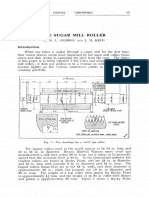
- The Sugar Mill Roller: BV R. I,. Geokge MDocumento9 páginasThe Sugar Mill Roller: BV R. I,. Geokge MuksrajAinda não há avaliações
- Us Tray Catalog 2011Documento8 páginasUs Tray Catalog 2011Ramesh AnanthanarayananAinda não há avaliações
- Centrifugal CastingDocumento3 páginasCentrifugal CastingBHãßkãr GúttíkøñdãAinda não há avaliações
- Machine Shop VivaDocumento3 páginasMachine Shop VivaSachinAinda não há avaliações
- Fundamentals of MachiningDocumento39 páginasFundamentals of Machiningpassion481100% (1)
- Shopdog Download PackageDocumento18 páginasShopdog Download PackageqAinda não há avaliações
- Basak and Industrial Engg.: MIN586: Metal FormingDocumento18 páginasBasak and Industrial Engg.: MIN586: Metal FormingYashwant YadavAinda não há avaliações
- DOT Specification 4BDocumento4 páginasDOT Specification 4BthehraoAinda não há avaliações
- Me331 Manufacturing Technology Laboratory - 1Documento2 páginasMe331 Manufacturing Technology Laboratory - 1Sathish100% (1)
- Split MouldsDocumento50 páginasSplit MouldssuperalitosAinda não há avaliações
- Tube Bending Tools: System Flexible Mandrels, Connectors, Wiper Dies & Wiper Die InsertsDocumento8 páginasTube Bending Tools: System Flexible Mandrels, Connectors, Wiper Dies & Wiper Die InsertsNenadAinda não há avaliações
- Westward 10J305 CatalogDocumento444 páginasWestward 10J305 CatalogMasterrAinda não há avaliações
- WalterDocumento100 páginasWalterrho myoung chullAinda não há avaliações
- Metalock ProcessDocumento3 páginasMetalock ProcessabrarAinda não há avaliações
- The Three Wire Method of Measuring Pitch DiameterDocumento4 páginasThe Three Wire Method of Measuring Pitch DiameteraryapramodAinda não há avaliações
- BS en 10052-94Documento35 páginasBS en 10052-94HosseinAinda não há avaliações
- CNC TURNING MachineDocumento14 páginasCNC TURNING MachineFaiz AhmedAinda não há avaliações
- EV Series CNC Vertical Machining Center2019Documento32 páginasEV Series CNC Vertical Machining Center2019SamiAinda não há avaliações