Você também pode gostar
- Gray Iron Alloys FEB05Documento7 páginasGray Iron Alloys FEB05eureka_sedna966Ainda não há avaliações
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelAinda não há avaliações
- Gray IronDocumento9 páginasGray Ironiamraghu2309Ainda não há avaliações
- Ductile Iron Casting Guide FEB05Documento3 páginasDuctile Iron Casting Guide FEB05Aris YusepAinda não há avaliações
- Cast IronDocumento5 páginasCast IronPetroenAinda não há avaliações
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNota: 5 de 5 estrelas5/5 (4)
- Grey Iron A Unique MaterialDocumento13 páginasGrey Iron A Unique MaterialmetkarthikAinda não há avaliações
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyAinda não há avaliações
- Grey IronDocumento3 páginasGrey IronRajesh N Priya Gopinathan100% (1)
- Fracture and Fracture Toughness of Cast Irons: W. L. Bradley and M. N. SrinivasanDocumento33 páginasFracture and Fracture Toughness of Cast Irons: W. L. Bradley and M. N. SrinivasanNarasimha Murthy InampudiAinda não há avaliações
- Iron AlloysDocumento6 páginasIron AlloysHieu NguyenAinda não há avaliações
- Cast Iron: A Widely Used MaterialDocumento19 páginasCast Iron: A Widely Used MaterialHarshaDesuAinda não há avaliações
- KMTL Cast Iron Turning Guide 32 65Documento34 páginasKMTL Cast Iron Turning Guide 32 65cristian111111Ainda não há avaliações
- Cast Iron PropertiesDocumento8 páginasCast Iron PropertiesGerardo JM Palacios100% (1)
- Iron CastingDocumento23 páginasIron CastingDiego MoralesAinda não há avaliações
- SG Cast IronDocumento3 páginasSG Cast IronSurendra KamalAinda não há avaliações
- Grey Cast IronDocumento43 páginasGrey Cast IronVasanth PrasadAinda não há avaliações
- Project Report On Ductile PipeDocumento8 páginasProject Report On Ductile PipeEIRI Board of Consultants and PublishersAinda não há avaliações
- Metallurgy and Machinability PDFDocumento34 páginasMetallurgy and Machinability PDFromanosky11Ainda não há avaliações
- Unit 3Documento14 páginasUnit 3rakesh guptaAinda não há avaliações
- Cast IronDocumento12 páginasCast IronCarlos EsparzaAinda não há avaliações
- Ductile IronDocumento8 páginasDuctile IronDhan CAinda não há avaliações
- Rolling Mill Rolls and Roll Shop PDFDocumento8 páginasRolling Mill Rolls and Roll Shop PDFiprao100% (1)
- Course Prepared by M.Jayaprasad Materials, Manufacturing and Testing of EngineDocumento63 páginasCourse Prepared by M.Jayaprasad Materials, Manufacturing and Testing of EngineGopi GopinathAinda não há avaliações
- Cast Irons: Job Knowledge 25 Weldability of MaterialsDocumento3 páginasCast Irons: Job Knowledge 25 Weldability of Materialskevin herryAinda não há avaliações
- SG Iron MachiningDocumento8 páginasSG Iron Machiningkumar kmAinda não há avaliações
- Structure and PropertiedDocumento43 páginasStructure and PropertiedJalaj GaurAinda não há avaliações
- Experimental Investigation On Weld Ability of Cast Iron: January 2015Documento6 páginasExperimental Investigation On Weld Ability of Cast Iron: January 2015Pavan KallempudiAinda não há avaliações
- S.G IronDocumento7 páginasS.G IronMuzammil Ali KhanAinda não há avaliações
- Ductile Iron Documents 1Documento277 páginasDuctile Iron Documents 1emir_osman5940Ainda não há avaliações
- Cast Steel Guide FEB05Documento6 páginasCast Steel Guide FEB05Serad AdsenAinda não há avaliações
- Defects in SteelDocumento16 páginasDefects in SteelAasim AzmiAinda não há avaliações
- Utp Cast Iron GBDocumento8 páginasUtp Cast Iron GBhrk100Ainda não há avaliações
- Iml213 (2 Föy)Documento65 páginasIml213 (2 Föy)HilalAldemirAinda não há avaliações
- Etals Nternational ImitedDocumento3 páginasEtals Nternational ImitedSSMAinda não há avaliações
- Cast Iron: Cast Iron Is A Group of Iron-Carbon Alloys With A Carbon Content Greater ThanDocumento8 páginasCast Iron: Cast Iron Is A Group of Iron-Carbon Alloys With A Carbon Content Greater ThanspibluAinda não há avaliações
- Cast Iron Vs Ductile IronDocumento2 páginasCast Iron Vs Ductile IronFekre RaziAinda não há avaliações
- Designing With Ductile IronDocumento4 páginasDesigning With Ductile IronCarlos LaoAinda não há avaliações
- Composition and Grades of Cast IronDocumento5 páginasComposition and Grades of Cast IronahmedAinda não há avaliações
- Nodular Cast IronDocumento20 páginasNodular Cast Ironpoluri manicharanAinda não há avaliações
- Prepared By: Pallav Radia Asst Prof. Aits, RajkotDocumento33 páginasPrepared By: Pallav Radia Asst Prof. Aits, Rajkotnaseema shaikAinda não há avaliações
- Types of Cast IronsDocumento11 páginasTypes of Cast IronsawesomeyogeshwarAinda não há avaliações
- Guide Cast Iron WeldingDocumento8 páginasGuide Cast Iron WeldingAgustine SetiawanAinda não há avaliações
- Literature Review On Cast IronDocumento8 páginasLiterature Review On Cast Ironafdtwudac100% (1)
- ProjectDocumento34 páginasProjectSTAR PRINTINGAinda não há avaliações
- Cast Iron Vs Ductile IronDocumento2 páginasCast Iron Vs Ductile IronJayakrishnan RadhakrishnanAinda não há avaliações
- HVAC Control Valves MOCDocumento1 páginaHVAC Control Valves MOCPraveen SagayarajAinda não há avaliações
- Cast Iron - WikipediaDocumento11 páginasCast Iron - WikipediaBhumikAinda não há avaliações
- Varieties of SG IRONDocumento3 páginasVarieties of SG IRONKharade RajendraAinda não há avaliações
- Design - Ring Gear MaterialsDocumento4 páginasDesign - Ring Gear Materialstushar11singhAinda não há avaliações
- Jurnal C-8 SulardjakaDocumento6 páginasJurnal C-8 SulardjakaSama UmateAinda não há avaliações
- The Mechanical Properties of SteelDocumento13 páginasThe Mechanical Properties of SteelAddrien DanielAinda não há avaliações
- Study On Nodular Graphite Steel: RollsDocumento11 páginasStudy On Nodular Graphite Steel: RollsAnkur gaurAinda não há avaliações
- 1931 6834 1 SMDocumento12 páginas1931 6834 1 SMchpinto10% (1)
- Steel PropertiesDocumento4 páginasSteel Propertiesyenimaar100% (2)
- Spot Weldability of High-StrengthDocumento12 páginasSpot Weldability of High-StrengthAnonymous Qha8B2Ainda não há avaliações
- Strenghtening Cast IronsDocumento17 páginasStrenghtening Cast IronsAlberto VelazquezAinda não há avaliações
- Rankine Cycle DiadramaDocumento1 páginaRankine Cycle DiadramaCarlos LaoAinda não há avaliações
- Optical RankineDocumento10 páginasOptical RankineCarlos LaoAinda não há avaliações
- Solidification Behavior, Microstructure, Mechanical PropertiesDocumento12 páginasSolidification Behavior, Microstructure, Mechanical PropertiesCarlos LaoAinda não há avaliações
- Rankine Cycle DevicesDocumento13 páginasRankine Cycle DevicesCarlos LaoAinda não há avaliações
- Fractography of Metals and PlasticsDocumento7 páginasFractography of Metals and PlasticsCarlos LaoAinda não há avaliações
- Ferro Fundido Nodular Normas PortDocumento5 páginasFerro Fundido Nodular Normas PortCarlos LaoAinda não há avaliações
- Designing With Ductile IronDocumento4 páginasDesigning With Ductile IronCarlos LaoAinda não há avaliações
- Techniques of Failure Analysis: Understanding How Components Fail, 2nd Edition. Author: Donald J. Wulpi. ASM, 1999Documento11 páginasTechniques of Failure Analysis: Understanding How Components Fail, 2nd Edition. Author: Donald J. Wulpi. ASM, 1999Carlos LaoAinda não há avaliações
- Mechanical Properties of High-Alloy and White Iron: Nickel-Alloyed Iron-Ni-Resist HasDocumento3 páginasMechanical Properties of High-Alloy and White Iron: Nickel-Alloyed Iron-Ni-Resist HasCarlos LaoAinda não há avaliações
- Carburizing Microstructures and PropertiesDocumento9 páginasCarburizing Microstructures and PropertiesCarlos LaoAinda não há avaliações
- Transmissão Voith Retarder 120-3 57 Pag.Documento57 páginasTransmissão Voith Retarder 120-3 57 Pag.Carlos Lao100% (2)
- Converting Steel Weldments To Ductile Iron CastingsDocumento5 páginasConverting Steel Weldments To Ductile Iron CastingsCarlos LaoAinda não há avaliações
- Express Alignment - WorldwideDocumento9 páginasExpress Alignment - WorldwideCarlos LaoAinda não há avaliações
- Transmissão Voith Retarder 120-3 131 Pag.Documento131 páginasTransmissão Voith Retarder 120-3 131 Pag.Carlos Lao88% (8)
- Transmissão Voith Retarder 115 E 147 Pag.Documento147 páginasTransmissão Voith Retarder 115 E 147 Pag.Carlos Lao100% (6)
- Codigos de Falhas ZF AutomatizadaDocumento127 páginasCodigos de Falhas ZF AutomatizadaCarlos Lao100% (3)
- Stoichiometry PDFDocumento80 páginasStoichiometry PDFGadde Gopala KrishnaAinda não há avaliações
- Solvents and Supporting ElectrolytesDocumento26 páginasSolvents and Supporting ElectrolytesagusAinda não há avaliações
- Pka Data Compiled by R. Williams: IndexDocumento33 páginasPka Data Compiled by R. Williams: Indexdfsg fdgdfAinda não há avaliações
- Nanocaly ApplicationDocumento33 páginasNanocaly ApplicationozsergenAinda não há avaliações
- Enzymes: Proteins High Molecular Weight (12000 To 1 Million) Peptide Bonds - Substrate ProductDocumento40 páginasEnzymes: Proteins High Molecular Weight (12000 To 1 Million) Peptide Bonds - Substrate ProductaathiraAinda não há avaliações
- ChlorideDocumento3 páginasChlorideMarjoAinda não há avaliações
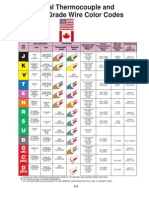
- International Thermocouple and Extension Grade Wire Color CodesDocumento6 páginasInternational Thermocouple and Extension Grade Wire Color CodesEdguitar TheLonelyAinda não há avaliações
- Exp 6Documento6 páginasExp 6MsShu93100% (1)
- Learning Activity Sheet Grade 9-Science: Cellular MetabolismDocumento4 páginasLearning Activity Sheet Grade 9-Science: Cellular MetabolismESTER ENGANAAinda não há avaliações
- What Is MMS and How To Make ItDocumento5 páginasWhat Is MMS and How To Make Itjoserrepelincuchara67% (3)
- Chem331 2015 StudentNotes BDocumento32 páginasChem331 2015 StudentNotes BVikram VickyAinda não há avaliações
- Esterex™ TM111: Synthetic FluidDocumento2 páginasEsterex™ TM111: Synthetic FluidDinesh babuAinda não há avaliações
- AnoverviewofGaschromatographyinFoodAnalysis PDFDocumento10 páginasAnoverviewofGaschromatographyinFoodAnalysis PDFSuhada SutajyAinda não há avaliações
- Coatings Formulation GuideDocumento20 páginasCoatings Formulation GuideRakesh Banerjee100% (1)
- Urine Sediment Guide: All Images From The Sedivue DX Urine Sediment AnalyzerDocumento3 páginasUrine Sediment Guide: All Images From The Sedivue DX Urine Sediment AnalyzerSanti IsmatulAinda não há avaliações
- Kolthoff 1929Documento5 páginasKolthoff 1929ipark2025Ainda não há avaliações
- Science Chem PDFDocumento47 páginasScience Chem PDFBlackpink Is The RevolutionAinda não há avaliações
- Mass Transfer-I Unit 2Documento16 páginasMass Transfer-I Unit 2ShanmugapriyaAinda não há avaliações
- s0957 4166 (03) 00438 5 PDFDocumento7 páginass0957 4166 (03) 00438 5 PDFMike RohrichAinda não há avaliações
- Wassce / Waec Chemistry Syllabus: 1. Structure of The AtomDocumento30 páginasWassce / Waec Chemistry Syllabus: 1. Structure of The AtomJesse Lartey100% (1)
- Pop Quiz Types of OxideDocumento2 páginasPop Quiz Types of OxideMusyafar Kudri ZainAinda não há avaliações
- Soil Survey Module 3 Lesson 2Documento8 páginasSoil Survey Module 3 Lesson 2Mon AmiAinda não há avaliações
- Department of Chemistry SUNY/Oneonta Chem 221 - Organic Chemistry I Examination #4 - December 9, 2002Documento9 páginasDepartment of Chemistry SUNY/Oneonta Chem 221 - Organic Chemistry I Examination #4 - December 9, 2002alkanzyAinda não há avaliações
- JournalDocumento5 páginasJournalsarathsankar90Ainda não há avaliações
- 05 - Naphtalene, Salt & SandDocumento1 página05 - Naphtalene, Salt & SandShayan MujtabaAinda não há avaliações
- Laporan Anorganik Modul 7Documento10 páginasLaporan Anorganik Modul 7Romario AbdullahAinda não há avaliações
- BIOMATERIALS AS-WPS OfficeDocumento2 páginasBIOMATERIALS AS-WPS OfficeEricAinda não há avaliações
- 19 Enolates EnaminesDocumento59 páginas19 Enolates EnaminesFlowerAinda não há avaliações
- Micro-Molding With Ultrasonic Vibration EnergyDocumento13 páginasMicro-Molding With Ultrasonic Vibration EnergyTrần Long VũAinda não há avaliações
- Yacimiento Tipo PorfidoDocumento50 páginasYacimiento Tipo PorfidoAketzally Luevano BC100% (1)
- Bulk Material Handling: Practical Guidance for Mechanical EngineersNo EverandBulk Material Handling: Practical Guidance for Mechanical EngineersNota: 5 de 5 estrelas5/5 (1)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CAinda não há avaliações
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionNo EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionNota: 4.5 de 5 estrelas4.5/5 (3)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedNo EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedNota: 5 de 5 estrelas5/5 (1)
- Basic Digital Signal Processing: Butterworths Basic SeriesNo EverandBasic Digital Signal Processing: Butterworths Basic SeriesNota: 5 de 5 estrelas5/5 (1)
- Cyber-Physical Systems: Foundations, Principles and ApplicationsNo EverandCyber-Physical Systems: Foundations, Principles and ApplicationsHoubing H. SongAinda não há avaliações
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AAinda não há avaliações
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsNo EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsNota: 4 de 5 estrelas4/5 (9)
- The Laws of Thermodynamics: A Very Short IntroductionNo EverandThe Laws of Thermodynamics: A Very Short IntroductionNota: 4.5 de 5 estrelas4.5/5 (10)
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsAinda não há avaliações
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisNo EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisNota: 4 de 5 estrelas4/5 (2)
- Safety Theory and Control Technology of High-Speed Train OperationNo EverandSafety Theory and Control Technology of High-Speed Train OperationNota: 5 de 5 estrelas5/5 (2)
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionNo EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionAinda não há avaliações
- Laminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataNo EverandLaminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataAinda não há avaliações
- Electrical (Generator and Electrical Plant): Modern Power Station PracticeNo EverandElectrical (Generator and Electrical Plant): Modern Power Station PracticeNota: 4 de 5 estrelas4/5 (9)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseNo EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseNota: 4.5 de 5 estrelas4.5/5 (51)
- The Galactic Federation: Discovering the Unknown Can Be Stranger Than FictionNo EverandThe Galactic Federation: Discovering the Unknown Can Be Stranger Than FictionAinda não há avaliações
- Airplane Flying Handbook: FAA-H-8083-3C (2024)No EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Nota: 4 de 5 estrelas4/5 (12)
- Mechanical Vibrations and Condition MonitoringNo EverandMechanical Vibrations and Condition MonitoringNota: 5 de 5 estrelas5/5 (1)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideNo Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideNota: 3.5 de 5 estrelas3.5/5 (7)