Você também pode gostar
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysNo EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysAinda não há avaliações
- A Novel Technique For Reducing Macrosegregation in Heavy Steel IngotsDocumento9 páginasA Novel Technique For Reducing Macrosegregation in Heavy Steel IngotsAbdullah UYSALAinda não há avaliações
- Journal of Materials Processing Technology Volume 130-131 Issue None 2002 (Doi 10.1016/s0924-0136 (02) 00819-1) Toshio Haga P Kapranos - Simple Rheocasting ProcessesDocumento5 páginasJournal of Materials Processing Technology Volume 130-131 Issue None 2002 (Doi 10.1016/s0924-0136 (02) 00819-1) Toshio Haga P Kapranos - Simple Rheocasting ProcessesDalat TigonAinda não há avaliações
- High-Temperature Tensile Deformation and Thermal Cracking of Ferritic Spheroidal Graphite Cast IronDocumento9 páginasHigh-Temperature Tensile Deformation and Thermal Cracking of Ferritic Spheroidal Graphite Cast IronRegiane SenaAinda não há avaliações
- Texture Analysis of Cold Rolled and Annealed Aluminum Alloy ProducedDocumento6 páginasTexture Analysis of Cold Rolled and Annealed Aluminum Alloy Produced陳杰甫(Jeff)Ainda não há avaliações
- Effects of The Casting Temperature On Microstructure and Mechanical Properties of The Squeeze-Cast Al-Zn-Mg-Cu AlloyDocumento4 páginasEffects of The Casting Temperature On Microstructure and Mechanical Properties of The Squeeze-Cast Al-Zn-Mg-Cu AlloyDhanashekar ManickamAinda não há avaliações
- Effects of Rheoforming On Microstructures and Mechanical Properties of 7075 Wrought Aluminum AlloyDocumento6 páginasEffects of Rheoforming On Microstructures and Mechanical Properties of 7075 Wrought Aluminum AlloyKay WhiteAinda não há avaliações
- Laminacion Semisolida PDFDocumento9 páginasLaminacion Semisolida PDFJohan Velasco ArévaloAinda não há avaliações
- Journal of Harmonized Research in EngineeringDocumento4 páginasJournal of Harmonized Research in EngineeringBravianAinda não há avaliações
- 6.study FullDocumento8 páginas6.study FullTJPRC PublicationsAinda não há avaliações
- Materials 13 00172Documento11 páginasMaterials 13 00172vasundhara singhAinda não há avaliações
- Solidification Characteristic of Cu-20sn Bronze Al PDFDocumento8 páginasSolidification Characteristic of Cu-20sn Bronze Al PDFarjun prajapatiAinda não há avaliações
- Aleación Aluminio SilicioDocumento7 páginasAleación Aluminio SilicioEmanuelRomeroGAinda não há avaliações
- Microstructural Evolution of Al-Zn-Mg-Cu - (SC) Alloy During Hot Extrusion and Heat TreatmentsDocumento7 páginasMicrostructural Evolution of Al-Zn-Mg-Cu - (SC) Alloy During Hot Extrusion and Heat TreatmentsvalavanAinda não há avaliações
- Effect of Heat Treatment On Microstructure and Hardness of Steel 67sicr5Documento7 páginasEffect of Heat Treatment On Microstructure and Hardness of Steel 67sicr5ZarikhAinda não há avaliações
- Precipitation Hardening in Aluminum Alloy 6022: W.F. Miao and D.E. LaughlinDocumento6 páginasPrecipitation Hardening in Aluminum Alloy 6022: W.F. Miao and D.E. LaughlinKayode Remi-OlaniyanAinda não há avaliações
- Effect of Cooling Conditions On Grain Size of AZ91 AlloyDocumento5 páginasEffect of Cooling Conditions On Grain Size of AZ91 AlloyMustafa MajidAinda não há avaliações
- Scott 2016Documento10 páginasScott 2016rodrigosiqueiraAinda não há avaliações
- Lichioiu IDocumento6 páginasLichioiu ICristina MaierAinda não há avaliações
- Choice of A Rational Scheme For Casting of A Forging Ingot For Producing Hollow ForgingsDocumento4 páginasChoice of A Rational Scheme For Casting of A Forging Ingot For Producing Hollow ForgingsAmir JoonAinda não há avaliações
- Properties of Centrifugal Casting at Different Rotational Speeds of The DieDocumento5 páginasProperties of Centrifugal Casting at Different Rotational Speeds of The DieAdiie KurniawanAinda não há avaliações
- Pemanfaatan Paduan Al (Scrap) Sebagai Bucket Turbin Pelton Menggunakan Metode Pengecoran EvaporativeDocumento6 páginasPemanfaatan Paduan Al (Scrap) Sebagai Bucket Turbin Pelton Menggunakan Metode Pengecoran EvaporativeArka ArslanAinda não há avaliações
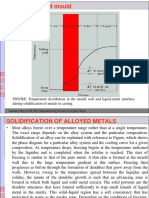
- Cooling For Sand MouldDocumento100 páginasCooling For Sand Mouldqwerty0987666Ainda não há avaliações
- Physical Simulation For Hot Rolling Policy of Electrical Si-SteelsDocumento10 páginasPhysical Simulation For Hot Rolling Policy of Electrical Si-SteelsTJPRC PublicationsAinda não há avaliações
- Semi-Hot Stamping As An Improved Process of Hot StampingDocumento8 páginasSemi-Hot Stamping As An Improved Process of Hot StampingAndress SsalomonnAinda não há avaliações
- Crystallization of Al-Si Alloys in The Course of High Pressure Die-CastingDocumento8 páginasCrystallization of Al-Si Alloys in The Course of High Pressure Die-CastingHandri GustiarAinda não há avaliações
- Terada 2014 IOP Conf. Ser.: Mater. Sci. Eng. 63 012088Documento6 páginasTerada 2014 IOP Conf. Ser.: Mater. Sci. Eng. 63 012088Badrul AminAinda não há avaliações
- Metallurgy Lab 3Documento4 páginasMetallurgy Lab 3api-280725686Ainda não há avaliações
- Pengaruh Temperatur Dan Waktu Austempering Terhadap Kekerasan Adi Hasil Austempering FCD 55Documento7 páginasPengaruh Temperatur Dan Waktu Austempering Terhadap Kekerasan Adi Hasil Austempering FCD 55tyara_nurilAinda não há avaliações
- PhysicsDocumento5 páginasPhysicsAditya Budi FauziAinda não há avaliações
- Esxp 4 MainDocumento9 páginasEsxp 4 Mainutsho dasAinda não há avaliações
- 1998 - Accelerated Aging Processes in SiC-7020 Aluminium Composite - Z.M. El-Baradie O.A. El-ShahatDocumento8 páginas1998 - Accelerated Aging Processes in SiC-7020 Aluminium Composite - Z.M. El-Baradie O.A. El-ShahatMahmood KhanAinda não há avaliações
- Us 20040158969Documento5 páginasUs 20040158969dgfhjsdg hfsdhyjAinda não há avaliações
- A Presentation On: Use of Copper Heat Sink To Improve Quality of Weld in AISI 304LDocumento20 páginasA Presentation On: Use of Copper Heat Sink To Improve Quality of Weld in AISI 304Lrakesh ranjanAinda não há avaliações
- 1 s2.0 S0921509310013742 Main PDFDocumento6 páginas1 s2.0 S0921509310013742 Main PDFEidelsayedAinda não há avaliações
- High-Speed Twin-Roll Strip Casting of Al-Mg-Si Alloys With High Iron ContentDocumento7 páginasHigh-Speed Twin-Roll Strip Casting of Al-Mg-Si Alloys With High Iron ContentVidya me20d015Ainda não há avaliações
- Erdem 2005Documento7 páginasErdem 2005vinayakAinda não há avaliações
- A Study of The Scale Structure of Hot-Rolled SteelStrip by Simulated Coiling and CoolingDocumento22 páginasA Study of The Scale Structure of Hot-Rolled SteelStrip by Simulated Coiling and CoolingbraneworldAinda não há avaliações
- Effect of Quenching Temperature On Local Ordering in Al85Ni5Co2Y8 Metallic Glass.Documento7 páginasEffect of Quenching Temperature On Local Ordering in Al85Ni5Co2Y8 Metallic Glass.Kibria ShabbirAinda não há avaliações
- To Study About The Behaviour of Mechanical Properties of The Material in Cryo-Rolling Process: A Review ApproachDocumento6 páginasTo Study About The Behaviour of Mechanical Properties of The Material in Cryo-Rolling Process: A Review ApproachEditor IJIRMFAinda não há avaliações
- Precipitation Hardening Processes in An Al - 0.4%Mg - 1.3%si - 0.25 Aluminum AlloyDocumento7 páginasPrecipitation Hardening Processes in An Al - 0.4%Mg - 1.3%si - 0.25 Aluminum AlloyNuradityatama AditAinda não há avaliações
- 1931 6834 1 SMDocumento12 páginas1931 6834 1 SMchpinto10% (1)
- Liu 2016Documento8 páginasLiu 2016Adisya Yuliasari RohimanAinda não há avaliações
- Effects of Degrees of Cold Working and Ion On TheDocumento9 páginasEffects of Degrees of Cold Working and Ion On TheMustea GigyAinda não há avaliações
- Volchok 22Documento4 páginasVolchok 22amitkkambleAinda não há avaliações
- Jurnal NewhhhhDocumento5 páginasJurnal NewhhhhbravemanhariantoAinda não há avaliações
- Study of The Effect of Solidification On Graphite Flakes Microstructure and Mechanical Properties of An ASTM A-48 Gray Cast Iron Using Steel MoldsDocumento6 páginasStudy of The Effect of Solidification On Graphite Flakes Microstructure and Mechanical Properties of An ASTM A-48 Gray Cast Iron Using Steel MoldsagustingrtAinda não há avaliações
- Cold WorkingDocumento7 páginasCold WorkingShahir Afif IslamAinda não há avaliações
- Ti StructurDocumento6 páginasTi StructurHamed ParvazAinda não há avaliações
- Unit of Dispersing Solid Particles Into Molten Al-Alloys: Preparation and Casting of The CompositesDocumento7 páginasUnit of Dispersing Solid Particles Into Molten Al-Alloys: Preparation and Casting of The CompositesMahmoud KaramAinda não há avaliações
- Development of Al-Si-Cu FGM Using Centrifuge Technique: Karthik P, Jayanth D, Kaushik R and Prasad S LDocumento3 páginasDevelopment of Al-Si-Cu FGM Using Centrifuge Technique: Karthik P, Jayanth D, Kaushik R and Prasad S LJayanth Devaraj SAinda não há avaliações
- Evolution of Microstructural Banding During The Manufacturing Process of Dual Phase SteelsDocumento3 páginasEvolution of Microstructural Banding During The Manufacturing Process of Dual Phase SteelsWazir Shah KazmiAinda não há avaliações
- AA7075Documento7 páginasAA7075Trial_TAinda não há avaliações
- Peripheral Coarse Grain Formation in High Silicon Containing AlMgSi AlloysDocumento11 páginasPeripheral Coarse Grain Formation in High Silicon Containing AlMgSi AlloyslindberghsoslAinda não há avaliações
- Lab Material 3Documento14 páginasLab Material 3neenoonaaAinda não há avaliações
- THE EFFECTS OF STEEL MILL PRACTICE ON PIPE AND TUBE MAKING-nichols PDFDocumento13 páginasTHE EFFECTS OF STEEL MILL PRACTICE ON PIPE AND TUBE MAKING-nichols PDFAntonioAinda não há avaliações
- Development of Bake-Hardenable Al-Killed Steel Sheet by Box Annealing ProcessDocumento10 páginasDevelopment of Bake-Hardenable Al-Killed Steel Sheet by Box Annealing ProcessRamírez WillebaldoAinda não há avaliações
- Foundry CourseDocumento62 páginasFoundry CoursePradip Gupta0% (1)
- Spin Casting RunnerDocumento7 páginasSpin Casting RunnerTri WidayatnoAinda não há avaliações
- CitibankDocumento20 páginasCitibankSpandana AchantaAinda não há avaliações
- Business Moment Two Scenario 263312Documento23 páginasBusiness Moment Two Scenario 263312Spandana AchantaAinda não há avaliações
- Alliance ConstellationsDocumento12 páginasAlliance ConstellationsSpandana AchantaAinda não há avaliações
- SatyamDocumento30 páginasSatyamSpandana AchantaAinda não há avaliações
- 01 Nordberg CH 01Documento10 páginas01 Nordberg CH 01Spandana AchantaAinda não há avaliações
- Business EcosystemDocumento15 páginasBusiness EcosystemSpandana AchantaAinda não há avaliações
- Inst of Directors-WCFCG Global Covention-Paper Prof J P Sharma-What Went Wrong With Satyam NewDocumento19 páginasInst of Directors-WCFCG Global Covention-Paper Prof J P Sharma-What Went Wrong With Satyam NewBastian Nugraha SiraitAinda não há avaliações
- Or Decision ProgrammingDocumento13 páginasOr Decision ProgrammingSpandana AchantaAinda não há avaliações
- Multiple RegressionDocumento28 páginasMultiple RegressionSpandana AchantaAinda não há avaliações
- Chap 2 MaitraDocumento30 páginasChap 2 MaitraSpandana AchantaAinda não há avaliações
- 6 - N.S. Das & C.K. Biswas & B.S. ChawlaDocumento15 páginas6 - N.S. Das & C.K. Biswas & B.S. ChawlaSpandana AchantaAinda não há avaliações
- Multiple Regression (Compatibility Mode)Documento24 páginasMultiple Regression (Compatibility Mode)Spandana AchantaAinda não há avaliações
- 2001 - Casting of Aluminum Alloy Ingots For Thixoforming Using A Cooling SlopeDocumento4 páginas2001 - Casting of Aluminum Alloy Ingots For Thixoforming Using A Cooling SlopeSpandana AchantaAinda não há avaliações
- Climate Change - Himalayan Meltdown - Bagla (2009) Science PDFDocumento2 páginasClimate Change - Himalayan Meltdown - Bagla (2009) Science PDFSpandana AchantaAinda não há avaliações
- Descriptive StatisticsDocumento63 páginasDescriptive StatisticsSpandana AchantaAinda não há avaliações
- Health Care Systems: Getting More Value For Money: Economics Department Policy Note No. 2Documento12 páginasHealth Care Systems: Getting More Value For Money: Economics Department Policy Note No. 2Hybird RyantoeAinda não há avaliações
- Or Decision ProgrammingDocumento13 páginasOr Decision ProgrammingSpandana AchantaAinda não há avaliações
- Property Rights Land Conflicts - Amazon Forest - Oliveira (2008) FPEDocumento13 páginasProperty Rights Land Conflicts - Amazon Forest - Oliveira (2008) FPESpandana AchantaAinda não há avaliações
- 4 Inventory Management and Risk PoolingDocumento54 páginas4 Inventory Management and Risk PoolingSpandana AchantaAinda não há avaliações
- Water As Scarce ResourceDocumento5 páginasWater As Scarce ResourceSanand MisraAinda não há avaliações
- Agency Family Trees 2010Documento1 páginaAgency Family Trees 2010Mariano PiergalliniAinda não há avaliações
- Practice Problems in DPDocumento6 páginasPractice Problems in DPSpandana AchantaAinda não há avaliações
- Major Sales Who Really Does The Buying PDFDocumento9 páginasMajor Sales Who Really Does The Buying PDFSpandana AchantaAinda não há avaliações
- Question BankDocumento8 páginasQuestion BankSiddharth MehtaAinda não há avaliações
- 8Documento11 páginas8Spandana AchantaAinda não há avaliações
- Are Deontology and Teleology Mutually Exclusive?: James E. Macdonald Caryn L. Beck-DudleyDocumento10 páginasAre Deontology and Teleology Mutually Exclusive?: James E. Macdonald Caryn L. Beck-DudleySpandana AchantaAinda não há avaliações
- 1475 9276 12 19Documento6 páginas1475 9276 12 19Spandana AchantaAinda não há avaliações
- Micro Credit For Sustainable Development: Role of NgosDocumento4 páginasMicro Credit For Sustainable Development: Role of NgosSpandana AchantaAinda não há avaliações
- Philosophy Documentation CenterDocumento12 páginasPhilosophy Documentation CenterSpandana AchantaAinda não há avaliações
- Lecture 3 Geometric Optics PDFDocumento36 páginasLecture 3 Geometric Optics PDFPuja KasmailenAinda não há avaliações
- Level Switch Msi 96003421Documento6 páginasLevel Switch Msi 96003421Sanyi48Ainda não há avaliações
- Ta-Compact-P: - With NPT and SWT ConnectionsDocumento8 páginasTa-Compact-P: - With NPT and SWT ConnectionsPablo CastroAinda não há avaliações
- Aiats Aieee 2012 Test-1 SolutionDocumento10 páginasAiats Aieee 2012 Test-1 Solutionblue_l1Ainda não há avaliações
- Taller Parcial 1 - Fisica IiiDocumento6 páginasTaller Parcial 1 - Fisica IiiJorge CañetesAinda não há avaliações
- DX Evaporator Eng00013632 PDFDocumento10 páginasDX Evaporator Eng00013632 PDFYaretiAinda não há avaliações
- Colorado School of Mines CHEN403 Stirred Tank Heater Developing Transfer Functions From Heat & Material BalancesDocumento8 páginasColorado School of Mines CHEN403 Stirred Tank Heater Developing Transfer Functions From Heat & Material BalancesSatria WijayaAinda não há avaliações
- Me Trology 8Documento25 páginasMe Trology 8HARIMETLYAinda não há avaliações
- AIATS First Step JEE (Main & Advanced) 2022-24 - Group 1Documento2 páginasAIATS First Step JEE (Main & Advanced) 2022-24 - Group 1Deepak LimbaAinda não há avaliações
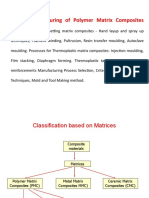
- UNIT-II: Manufacturing of Polymer Matrix CompositesDocumento67 páginasUNIT-II: Manufacturing of Polymer Matrix CompositesVsr RaoAinda não há avaliações
- Heat and Temperature PDFDocumento94 páginasHeat and Temperature PDF• Nate •0% (1)
- Dose Calc - Practice ProblemsDocumento3 páginasDose Calc - Practice Problemsapi-484630324Ainda não há avaliações
- Kinetics of MethanationDocumento12 páginasKinetics of MethanationGabriela Campos DávilaAinda não há avaliações
- BiCMOS FabricationDocumento7 páginasBiCMOS FabricationMahabub Hossain100% (1)
- Direct Displacement-Based Design of Frame-Wall Structures-Sullivan, Priestley, Calvi-2006Documento34 páginasDirect Displacement-Based Design of Frame-Wall Structures-Sullivan, Priestley, Calvi-2006pouyamhAinda não há avaliações
- Oceanography For General Studies UPSC Civil Services Exam: Short Notes PDFDocumento71 páginasOceanography For General Studies UPSC Civil Services Exam: Short Notes PDFHari ShankarAinda não há avaliações
- Technical Data SheetDocumento1 páginaTechnical Data SheetNiko SwandanaAinda não há avaliações
- 高等材料力學2Documento20 páginas高等材料力學2吳鯰魚Ainda não há avaliações
- Thermal ConductivityDocumento5 páginasThermal ConductivitySiva Kumar SalumuriAinda não há avaliações
- Hydrogen Fuel Cells AbstractDocumento3 páginasHydrogen Fuel Cells AbstractAKAinda não há avaliações
- Beam 189Documento1 páginaBeam 189Vinay RaiAinda não há avaliações
- ECE 2416 JKUAT 2021 - Lecture NotesDocumento52 páginasECE 2416 JKUAT 2021 - Lecture NotesThomasAinda não há avaliações
- Hydrostatic Test Pressure CalculationDocumento1 páginaHydrostatic Test Pressure Calculationmarclkm93% (15)
- 1999 Andreozzi - Advanced Oxidation Processes AOP For Water Purification and RecoveryDocumento9 páginas1999 Andreozzi - Advanced Oxidation Processes AOP For Water Purification and RecoveryHerick Bulhões100% (1)
- Article 3 (2019) - Wang, Jing, Et Al.Documento12 páginasArticle 3 (2019) - Wang, Jing, Et Al.Doom RefugeAinda não há avaliações
- 1 PDFDocumento22 páginas1 PDFNeeraj Sharma0% (1)
- Design Optimization of A Solenoid-Based Electromagnetic Soft Actuator With Permanent Magnet CoreDocumento5 páginasDesign Optimization of A Solenoid-Based Electromagnetic Soft Actuator With Permanent Magnet CoreVinit MhatreAinda não há avaliações
- LRFDDocumento14 páginasLRFDKrischanSayloGelasanAinda não há avaliações
- University of Huddersfield RepositoryDocumento12 páginasUniversity of Huddersfield RepositoryGOWTHAMAinda não há avaliações
- Sauli PrinciplesDocumento35 páginasSauli PrinciplesSeb TegAinda não há avaliações
- House Rules: How to Decorate for Every Home, Style, and BudgetNo EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetAinda não há avaliações
- The Fitness Mindset: Eat for energy, Train for tension, Manage your mindset, Reap the resultsNo EverandThe Fitness Mindset: Eat for energy, Train for tension, Manage your mindset, Reap the resultsNota: 4.5 de 5 estrelas4.5/5 (31)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiNo Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiNota: 5 de 5 estrelas5/5 (2)
- Clean Mama's Guide to a Healthy Home: The Simple, Room-by-Room Plan for a Natural HomeNo EverandClean Mama's Guide to a Healthy Home: The Simple, Room-by-Room Plan for a Natural HomeNota: 5 de 5 estrelas5/5 (2)
- The Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldNo EverandThe Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldNota: 3.5 de 5 estrelas3.5/5 (5)
- Eat That Frog!: 21 Great Ways to Stop Procrastinating and Get More Done in Less TimeNo EverandEat That Frog!: 21 Great Ways to Stop Procrastinating and Get More Done in Less TimeNota: 4.5 de 5 estrelas4.5/5 (3226)
- Success at Home with ADHD.: Practical Organization Strategies to Make Your Life Easier.No EverandSuccess at Home with ADHD.: Practical Organization Strategies to Make Your Life Easier.Nota: 4 de 5 estrelas4/5 (17)
- Simplified Organization: Learn to Love What Must Be DoneNo EverandSimplified Organization: Learn to Love What Must Be DoneAinda não há avaliações
- The Joy of Less: A Minimalist Guide to Declutter, Organize, and SimplifyNo EverandThe Joy of Less: A Minimalist Guide to Declutter, Organize, and SimplifyNota: 4 de 5 estrelas4/5 (277)
- Lightly: How to Live a Simple, Serene & Stress-free LifeNo EverandLightly: How to Live a Simple, Serene & Stress-free LifeNota: 4 de 5 estrelas4/5 (12)
- How to Keep House While Drowning: A Gentle Approach to Cleaning and OrganizingNo EverandHow to Keep House While Drowning: A Gentle Approach to Cleaning and OrganizingNota: 4.5 de 5 estrelas4.5/5 (845)
- The Hidden Life of Trees: What They Feel, How They CommunicateNo EverandThe Hidden Life of Trees: What They Feel, How They CommunicateNota: 4 de 5 estrelas4/5 (1002)
- Root to Leaf: A Southern Chef Cooks Through the SeasonsNo EverandRoot to Leaf: A Southern Chef Cooks Through the SeasonsNota: 4.5 de 5 estrelas4.5/5 (3)
- The Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsNo EverandThe Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsNota: 4.5 de 5 estrelas4.5/5 (2)
- A Girl and Her Greens: Hearty Meals from the GardenNo EverandA Girl and Her Greens: Hearty Meals from the GardenNota: 3.5 de 5 estrelas3.5/5 (7)
- Aristotle and Dante Discover the Secrets of the UniverseNo EverandAristotle and Dante Discover the Secrets of the UniverseNota: 4.5 de 5 estrelas4.5/5 (2341)
- The Martha Manual: How to Do (Almost) EverythingNo EverandThe Martha Manual: How to Do (Almost) EverythingNota: 4 de 5 estrelas4/5 (11)
- The Gentle Art of Swedish Death Cleaning: How to Free Yourself and Your Family from a Lifetime of ClutterNo EverandThe Gentle Art of Swedish Death Cleaning: How to Free Yourself and Your Family from a Lifetime of ClutterNota: 4 de 5 estrelas4/5 (467)
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiNo EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiNota: 4 de 5 estrelas4/5 (3)
- Crochet Impkins: Over a million possible combinations! Yes, really!No EverandCrochet Impkins: Over a million possible combinations! Yes, really!Nota: 4.5 de 5 estrelas4.5/5 (10)
- Martha Stewart's Organizing: The Manual for Bringing Order to Your Life, Home & RoutinesNo EverandMartha Stewart's Organizing: The Manual for Bringing Order to Your Life, Home & RoutinesNota: 4 de 5 estrelas4/5 (11)
- Crochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeNo EverandCrochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeNota: 5 de 5 estrelas5/5 (1)