Escolar Documentos
Profissional Documentos
Cultura Documentos
03 Rocha
Enviado por
Eudes Enrique Ospino RomeroTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
03 Rocha
Enviado por
Eudes Enrique Ospino RomeroDireitos autorais:
Formatos disponíveis
190
Rev. Colomb. Cienc. Qum. Farm., Vol. 42 (2), 190-214, 2013 www.farmacia.unal.edu.co
Artculo de investigacin tecnolgica
Aplicacin de la calidad basada en el diseo
(QbD) en la reformulacin de tabletas
masticables
Hctor Rocha Saleme
1,2
, Jorge Enrique Cuadro Julio
2
, Claudia Elizabeth Mora Huertas
1*
.
1
Grupo de investigacin en Desarrollo y Calidad de Productos Farmacuticos y Cosmticos.
Departamento de Farmacia. Universidad Nacional de Colombia. A. A. 25479, fax 571-3165060,
Bogot, D. C., Colombia. *Correo electrnico: cemorah@unal.edu.co.
2
Investigacin y Desarrollo. Laboratorios Neo Ltda., Cali, Colombia.
Recibido para evaluacin: 11 de agosto de 2013.
Aceptado para publicacin: 3 de octubre de 2013.
Resumen
El presente trabajo ilustra la implementacin de los principios de la calidad basada
en el diseo (QbD) en la fabricacin industrial de medicamentos. Como caso de
estudio se eligi la elaboracin de tabletas masticables, cuya formulacin y proceso
de manufactura se redisearon. Se tom como punto de partida la defnicin del
perfl de calidad para el producto, el que sirvi de base para identifcar los atributos
crticos de calidad. Posteriormente, se analiz el impacto y la criticidad de cada una
de las operaciones de fabricacin en la calidad del producto, y para cada una de las
operaciones que resultaron crticas, se realiz el anlisis de riesgos. De acuerdo con
los resultados obtenidos, se disearon e implementaron las estrategias de mitigacin,
logrando una formulacin acorde con las expectativas desde el punto de vista orga-
nolptico y la reduccin en un 25% de los tiempos de produccin.
Palabras clave: calidad basada en el diseo, gestin del riesgo, diseo estadstico expe-
rimental, formulacin, tabletas masticables.
QbD en reformulacin de tabletas masticables
191
Summary
Application of Quality by Design (QbD) to reformulation of
chewable tablets
Tis research work illustrates the implementation of Quality by Design (QbD) prin-
ciples into pharmaceutical industry. Te manufacture of chewable tablets was chosen
as case study. In this way, product formulation and preparation procedure were
reformulated. Te starting point was the defnition of the product quality profle
from which the critical quality attributes were identifed. Also, the impact and the
criticality of each stage of manufacture for the product were examined regarding to
their infuence in achieving the critical quality attributes. Risk assessment was made
for critical manufacture stages and considering the results, mitigation strategies were
proposed and implemented. Tis leads to a formulation satisfying the requirements
for the organoleptic properties like the 25% reduction in the production time.
Key words: Quality by Design (QbD), risk management, statistical experimental
design, formulation, chewable tablets.
Introduccin
La industria farmacutica es reconocida como una de las ms exigentes en cuanto al
cumplimiento de estndares de calidad, considerando la criticidad de los productos
que elabora. Sin embargo, a pesar de ello, frecuentemente se reportan eventos que com-
prometen la calidad de los medicamentos [1], los que principalmente se encuentran
asociados al diseo tanto del producto como de su proceso de fabricacin. Igualmente,
la inadecuada estandarizacin de los procesos obliga a la permanente actualizacin de
la informacin reportada ante los organismos reguladores para lograr la autorizacin
de comercializacin del producto, lo que se traduce en costosas inversiones de recursos,
tiempo y esfuerzo tanto para las empresas como para los organismos de control [2]. Por
tal razn, durante los ltimos aos se han enfocado los esfuerzos hacia la bsqueda e
implementacin de estrategias basadas en la gestin del conocimiento y en la gestin
del riesgo en calidad, las que en conjunto se han consolidado en el concepto de calidad
basada en el diseo (QbD, Quality by Design). QbD se propuso inicialmente por la
Food and Drug Administration (fda) en el 2004 [3], como parte de las iniciativas de
aseguramiento de la calidad orientadas a construir la calidad de los productos desde el
momento en el que estos son desarrollados y sus procesos de manufactura son estableci-
dos. As, este punto de vista aporta un avance signifcativo a la prctica habitual de eva-
192
Rocha Saleme, Cuadro Julio, Mora Huertas
luar la calidad durante el proceso de fabricacin o en el producto fnal (QbT, Quality by
Testing), permitiendo argumentar con evidencia y anlisis las decisiones acerca de qu
parmetros de producto y proceso deben ser controlados [2, 4, 5].
Teniendo en cuenta el aporte que signifca su implementacin, en trminos del cum-
plimiento de exigencias como validacin de procesos productivos, el enfoque de QbD
forma parte integral de guas tales como las ICH Q8, Desarrollo de productos farma-
cuticos [6], ICH Q9, Gestin del riesgo en calidad [7] e ICH Q10, Sistema de
calidad farmacutico [8], donde la calidad del producto es incorporada en cada una de
las etapas del ciclo de vida del producto, tal como se demuestra en el conjunto de guas
sobre pqli (product quality lifecycle implementation) promulgadas por la International
Society for Pharmaceutical Engineering (ispe) [9]. As, tanto los productos como los
procesos son diseados a partir de la aplicacin de tcnicas de gestin del riesgo, orien-
tadas a garantizar el cumplimiento de las necesidades de los pacientes, los requerimien-
tos regulatorios y las expectativas de la empresa [10].
Todos los planteamientos de QbD buscan fundamentalmente el diseo de productos
y procesos robustos; es decir, insensibles tanto a factores externos difciles de controlar
como a la variacin transmitida por factores asociados a la formulacin o a las condi-
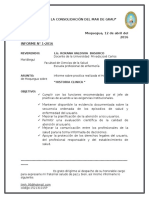
ciones de procesamiento [2]. Como se sintetiza en la fgura 1, implementar la calidad
basada en el diseo, requiere defnir adecuadamente el producto y los objetivos de cali-
dad que se perseguirn en su diseo, lo que en conjunto se ha denominado el perfl para
el producto objetivo (tpp, target product profle). Igualmente, es necesario disponer de
un adecuado conocimiento de los conceptos tericos y los aspectos prcticos asociados
al tipo de producto, en donde la experiencia de quien desarrolla el producto es determi-
nante. Esto servir de base para identifcar los atributos crticos de calidad del producto
(cqa, critical quality attribute), los atributos crticos de los materiales de partida (cma,
critical material attribute) y los parmetros crticos de control del proceso (cpp, critical
process parameter), para efectuar los anlisis de riesgo de producto y proceso y para
planear el conjunto de actividades de desarrollo de productos que se consideren per-
tinentes. Sobre esta base se estandariza el proceso productivo, en donde se estiman los
espacios de diseo (ds, design space) para los diferentes parmetros crticos del proceso,
entendidos estos como los criterios de aceptacin de las variables de entrada de cual-
quier operacin unitaria y que aseguran el mismo resultado en las salidas. Igualmente,
en la estandarizacin del proceso se defnen las estrategias de control [7].
Los principios de QbD no son solo aplicables en las etapas de investigacin y desarrollo
en la industria, tal como ha sido reportado por Charoo y col. [10] en el desarrollo de
tabletas dispersables, Wolf [11] en la optimizacin del proceso para la manufactura de
sistemas transdermales de liberacin de frmacos, Lourenco y col. [12] en el estudio de
QbD en reformulacin de tabletas masticables
193
la granulacin por lecho fuidizado, Ring y col. [13] en el estudio de la etapa de granula-
cin involucrada en la preparacin de un producto de liberacin modifcada, Xu y col.
[14, 15] en el desarrollo de liposomas o por McCurdy y col. [16], quienes aplicaron la
metodologa QbD al desarrollo de un ingrediente activo. Tambin pueden ser incorpo-
rados en las prcticas de mejoramiento continuo de una organizacin, lo que permite
una nueva visin hacia la actividad productiva y el rediseo de productos y procesos
[4]. En este sentido, el objetivo del presente trabajo es ilustrar la aplicacin del enfoque
de QbD, en el rediseo de una formulacin y como consecuencia de su proceso de
elaboracin, con el fn de proveer a los lectores una aproximacin para el trabajo en la
prctica de algunos de los nuevos conceptos que se han integrado durante los ltimos
aos a las prcticas de aseguramiento de la calidad en la industria farmacutica.
Perfl para el producto
objetivo
Defnicin del producto y predefnicin de los objetivos de
calidad
Conocimiento de partida
Resumen del conocimiento cientfco de partida acerca
de activos, excipientes, formulaciones similares y procesos
similares
Desarrollo del producto y
del proceso
Descripcin de las acciones claves y las decisiones orientadas a
obtener nuevo conocimiento cientfco. Valoracin del riesgo
y control del riesgo
Espacio de diseo para el
producto y el proceso
Sntesis del entendimiento cientfco del producto y del
proceso. Justifcacin y descripcin del espacio de diseo
multidimensional que asegura la calidad
Estrategias de control
Defnicin de la estrategia de control basada en el espacio de
diseo como base para el control de calidad y la gestin del
riesgo subsecuente
Mejoramiento continuo
Figura 1. Metodologa de calidad basada en el diseo QbD para el desarrollo de productos.
Metodologa
Como punto de partida para este trabajo, se realiz la revisin de producto, en la que se
compilaron la experiencia y las expectativas del laboratorio respecto a la fabricacin de
194
Rocha Saleme, Cuadro Julio, Mora Huertas
tabletas masticables, producto seleccionado como caso de estudio. Dicha informacin
sirvi de base para adquirir elementos de juicio que sustentaran las decisiones a tomar
para el rediseo del producto y su proceso productivo.
Teniendo en cuenta los aspectos metodolgicos que respaldan el concepto de QbD, en
primer lugar se defni el perfl del producto, se establecieron sus atributos de calidad y
se identifcaron los atributos crticos de calidad. A continuacin se determin la impor-
tancia relativa de los factores del producto y del proceso tradicionalmente empleado y
que resultaban crticos para el cumplimiento de los atributos de calidad. Para ello se
utiliz la matriz de anlisis de riesgos y mitigacin (ramm, risk analysis and mitigation
matrix).
Los resultados obtenidos hasta ese momento direccionaron las actividades de reformu-
lacin y los ensayos se efectuaron tanto en el laboratorio como a escala piloto. Una vez
obtenida la nueva formulacin y una aproximacin a su proceso de fabricacin, nue-
vamente se evalu la criticidad de los componentes y de las etapas de produccin en el
cumplimiento de los atributos de calidad. De acuerdo con los resultados, para las etapas
de menor criticidad se propusieron las estrategias de control para que estas permitieran
su adecuada ejecucin. Adems, para las etapas consideradas crticas, se llev a cabo el
anlisis de riesgos utilizando la matriz de anlisis de fallas y efectos (fmea, failure mode
and efect analysis). Esto facilit el anlisis en detalle de los factores que podran incidir
en la calidad del producto, disear estrategias de mitigacin de los riesgos y avanzar en
su estandarizacin. Como ejemplo, en el presente artculo se ilustra la estandarizacin
de las etapas de aglutinacin, granulacin, regranulacin, mezclado fnal y compresin,
utilizando un diseo de experimentos fraccionado.
Las herramientas empleadas en el presente estudio se seleccionaron teniendo en cuenta
las caractersticas particulares de la empresa en la que se realiz este proyecto, con el fn
de buscar su incorporacin natural dentro de las prcticas habituales de desarrollo de
productos, de fabricacin o de aseguramiento de la calidad. Igualmente, los anlisis y
las decisiones tomadas a lo largo del presente caso de estudio, responden a la situacin
especfca de la empresa, a su tecnologa, a la experiencia con su personal y a sus prcti-
cas de trabajo. Es posible que las decisiones sean diferentes en cualquier otro contexto.
Adems, este estudio no pretende profundizar en los aspectos tecnolgicos propios de
la fabricacin de tabletas masticables, lo que se puede consultar en la literatura especia-
lizada. Es nuestro objetivo ilustrar la aplicacin de la metodologa QbD en una situa-
cin particular asociada a las prcticas de mejoramiento continuo de un laboratorio
farmacutico.
QbD en reformulacin de tabletas masticables
195
Resultados y discusin
Implementar QbD para la reformulacin de un producto farmacutico, hace impera-
tivo el adecuado conocimiento del producto mismo y de su proceso de fabricacin.
Entre otros, es necesario disponer de informacin acerca de la variabilidad en la calidad
de las materias primas, de los problemas ms recurrentes que conducen a retrabajos,
del historial de quejas y reclamos y del comportamiento de los estudios de estabilidad.
Esto, que usualmente es conocido como revisin de producto [17], permite adquirir
criterio basado en la experiencia, el que ser de utilidad para la elaboracin de estrate-
gias racionales para el rediseo del producto y del proceso.
En el presente estudio, dicha informacin se revis para la produccin y comerciali-
zacin del producto durante el 2011. Aunque no se encontraron desviaciones signi-
fcativas al procedimiento de fabricacin y todos los lotes de producto cumplieron las
especifcaciones de calidad establecidas, s se evidenciaron oportunidades de mejora-
miento tales como el ajuste de especifcaciones a valores que refejen el verdadero com-
portamiento del proceso. Por ejemplo, el valor actual de la especifcacin del producto
en proceso indica un mximo de 6% para la humedad del granulado. Sin embargo, el
valor histrico no supera el 1,5%. Igualmente, se permite una dureza fnal de las tabletas
entre 6 kgf y 15 kgf y los valores histricos son siempre superiores a 10 kgf.
Adems, a pesar de que el tiempo de proceso es una variable que tiene poca incidencia
en la calidad de los productos, es de gran relevancia, desde el punto de vista de la opor-
tunidad de mercado, lo que puede refejarse en rentabilidad para la empresa y, como
consecuencia, en el inters que pueda tener el laboratorio para continuar su manufac-
tura. De acuerdo con los registros de produccin, el tiempo total requerido para la
fabricacin del producto es de 30 h. Un anlisis fundamentado en la experiencia de
produccin, sugiere que la composicin de la formulacin y la secuencia de actividades
involucradas en su fabricacin podran ser las causas principales de ese elevado tiempo
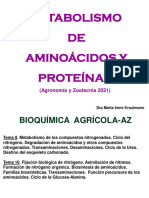
de produccin (fgura 2). Por ejemplo, ensayos preliminares demuestran que existe un
exceso de aglutinante, lo que demora la etapa de secado y algunas etapas de proceso
resultan ilgicas. Igualmente, el peso de las tabletas es elevado comparativamente con
productos similares existentes en el mercado. En adicin y no menos importante, los
pacientes expresan por intermedio de los representantes del departamento comercial,
que se debe mejorar el sabor del producto, puesto que la sensacin residual es rara.
Asimismo, consideran que el tamao de la tableta es un poco grande.
196
Rocha Saleme, Cuadro Julio, Mora Huertas
Mezcla de diluentes y
colorante
Disolucin del
activo 1
Componente
Activo 1
Activo 2
Diluente 1
Diluente 2
Aglutinante 1
Aglutinante 2
Lubricante 1
Lubricante 2
Saborizante
Colorante
Endulzante artifcial
Disolvente 1
Disolvente 2
%p/p
0,01
0,75
80,00
10,83
0,51
0,45
0,45
0,45
0,20
0,20
0,45
0,40
6,40
Preparacin del
aglutin./ endulzante
Incorporacin del activo
1 / aglutinacin
Granulacin
Secado 1
Regranulacin
Disolucin del
activo 2
Incorporacin del
activo 2
Secado 2
Mezcla fnal (adicin
de lubricantes y
saborizante)
Compresin
Figura 2. Composicin cualicuantitativa y etapas de fabricacin del producto tabletas masticables.
Aplicacin de QbD para la reformulacin del producto
De acuerdo con lo anterior, es pertinente el rediseo de la formulacin y del proceso
productivo de las tabletas. Para tal fn, teniendo en cuenta los principios de QbD, ini-
cialmente se defnieron el perfl del producto, los atributos de calidad y los atributos
crticos de calidad.
Perfl del producto objetivo
Involucra todos los objetivos de seguridad y efcacia que se deben lograr con las acti-
vidades de desarrollo a fn de obtener productos orientados hacia los pacientes [10].
QbD en reformulacin de tabletas masticables
197
Igualmente, se pueden incorporar los objetivos de desarrollo relacionados con los
requerimientos particulares de la empresa, asociados a los costos de fabricacin, la
innovacin, etc. Segn lo anterior, en el presente estudio, el producto que se pretende
redisear corresponde a las tabletas masticables que contienen los ingredientes activos
requeridos, de tamao, forma y peso adecuados para mantener en la cavidad oral, fciles
de masticar y con propiedades organolpticas agradables. El tiempo total invertido en
su fabricacin debe ser inferior a 30 h, procurando un fujo lgico de operaciones.
Defnicin de los atributos de calidad
Como se observa, el perfl del producto busca satisfacer las sugerencias que son cla-
ves para el xito del producto desde el punto de vista de los clientes y de la empresa
misma. No obstante, dichas sugerencias, entendidas como objetivos a satisfacer con el
rediseo del producto y del proceso, deben ser interpretadas en trminos tcnicos. La
tabla 1 presenta los atributos de calidad asociados al perfl del producto y la defnicin
cuantitativa de los objetivos que hay que alcanzar. Dicha defnicin de objetivos se ha
denominado perfl de calidad para el producto objetivo (tpqp, target product quality
profle) en el lenguaje de QbD.
Tabla 1. Defnicin de los atributos de calidad asociados al perfl del producto.
Atributos de
calidad
Objetivos de calidad
Criticidad
Perfl del producto
objetivo
Objetivo de calidad
cuantitativo
Forma de
dosifcacin
Tableta masticable
Efcacia en la
administracin de los
principios activos
Potencia
Activo 1
Activo 2
Identifcacin
(positiva)
Valoracin ( 10%)
Uniformidad de
contenido (cumple)
Efcacia en la actividad
farmacolgica de los
principios activos
Sabor y olor
Palatable, no sabor
residual desagradable
Aceptacin por parte
del paciente
Tamao
Dimensiones
adecuadas a la
cavidad oral
Dimetro: 19 mm
Altura: 5,5 mm
Comodidad del
paciente al momento
de masticar la tableta
198
Rocha Saleme, Cuadro Julio, Mora Huertas
Atributos de
calidad
Objetivos de calidad
Criticidad Perfl del producto
objetivo
Objetivo de calidad
cuantitativo
Requerimientos
tcnicos segn
el tipo de forma
farmacutica
Dureza
Friabilidad
Desintegracin
10 14 kgf
< 1%
< 30 min
Permite el
cumplimiento de
especifcaciones
tcnicas asociadas
al tipo de forma
farmacutica
Estabilidad
Tiempo de vida til
adecuado para la
comercializacin
36 meses
Garanta de la calidad
del producto en el
tiempo
Tiempos de
proceso
Reduccin en
tiempos de
fabricacin
El tiempo del proceso
no debe ser superior a
30 h
Impacta los costos
directos de produccin
Secuencias de
operacin lgicas
Facilidad de
operacin
Las etapas del proceso
deben ser en sentido
lgico y consecutivo
Impacta los costos
directos de produccin
y las estrategias para
el aseguramiento de la
calidad
Defnicin de los atributos crticos de calidad
Los atributos de calidad constituyen el eje para direccionar las actividades de reformu-
lacin del producto y su proceso productivo. Sin embargo, uno de los aportes de QbD
consiste en reconocer que existen algunos atributos de calidad que determinan, ms que
otros, la satisfaccin de los requerimientos de los pacientes y de la empresa. A dichos
atributos se les denomina atributos crticos de calidad [2]. A modo de ilustracin, en
el caso particular de las tabletas masticables, podran compararse el sabor respecto a
la friabilidad. Teniendo en cuenta el historial de fabricacin y de comercializacin del
producto, indudablemente el sabor representa una mayor criticidad, puesto que los
pacientes determinan su aceptacin. Por el contrario, la friabilidad, aunque es un indi-
cativo de la resistencia mecnica de la tableta, histricamente siempre se ha cumplido la
especifcacin y en caso de que no lo hiciese, excepto si supera los lmites perceptibles,
no ser un factor de rechazo del producto por el paciente debido a que no dispone de
elementos de juicio para emitir un concepto al respecto.
La tabla 2 presenta los resultados consensuados por un grupo de expertos del labora-
torio, integrado por profesionales de las reas de produccin, desarrollo de productos,
Tabla 1. Defnicin de los atributos de calidad asociados al perfl del producto (continuacin).
QbD en reformulacin de tabletas masticables
199
aseguramiento de calidad y control de calidad. A cada atributo de calidad se le asign
una puntuacin de uno, tres o nueve, teniendo en cuenta el anlisis previamente reali-
zado acerca de la importancia de cada uno de ellos y, fundamentalmente, su incidencia
en el desempeo del producto, su aceptabilidad por los pacientes y la satisfaccin de
las expectativas de la empresa. La puntuacin de uno signifca bajo impacto, se asign
tres a factores que tienen moderado impacto y nueve, se otorg a aquellos factores que
se perciben como de elevado impacto. Atendiendo a las recomendaciones de Brindle y
col. [18] y a nuestra propia experiencia, no son convenientes las escalas de puntuacin
detalladas, ya que es frecuente la difcultad para decidir la asignacin, por ejemplo, de
un tres o un cuatro, especialmente cuando no se dispone de una defnicin cuantitativa
para cada una de las posibilidades de califcacin. En este mismo orden de ideas, no se
utiliza un valor de cinco para califcar el impacto moderado, a fn de facilitar la identi-
fcacin de aquellos factores que realmente resultan claves para el cumplimiento de los
atributos crticos de calidad del producto.
Como se observa en nuestro caso de estudio, se otorgaron los mayores puntajes a las
propiedades organolpticas sabor y olor, a la potencia, a la uniformidad de contenido
y al tiempo de produccin. Para efectos didcticos, se emple una escala de grises que
facilita la identifcacin de la criticidad de cada atributo de calidad.
Reformulacin del producto y del proceso de fabricacin
Para realizar la propuesta de modifcaciones tanto a la formulacin del producto como
a su proceso productivo, se identifc el impacto que tienen los componentes de la for-
mulacin y las operaciones unitarias, sobre los atributos de calidad. Si bien todos los
componentes de una formulacin para un producto farmacutico y todas las etapas
involucradas en su fabricacin tienen el mismo nivel de importancia en su calidad,
algunos de ellos resultan determinantes. Por tal razn, la metodologa QbD requiere
su identifcacin y el grado de detalle con el que se realice, depende de la conveniencia
en desglosar cada anlisis en particular. Con este propsito se ha empleado la matriz de
anlisis de riesgo ramm propuesta por Brindle y col. [18]. En la parte superior de la
tabla 3, se han listado de forma horizontal los atributos de calidad con su ponderacin
de criticidad y en la parte izquierda, se relacionan cada una de las entradas al proceso
tales como las materias primas y las etapas que integran el proceso de manufactura.
Nuevamente se ha utilizado una escala de valoracin de uno, tres y nueve, dependiendo
del impacto de cada componente de la formulacin y de cada etapa de fabricacin en la
satisfaccin de los atributos de calidad (tabla 3). No se ha hecho un anlisis detallado
de las subetapas teniendo en cuenta que nuestra estrategia de trabajo contempla la rea-
lizacin de anlisis de riesgos como una actividad posterior y dicho anlisis considera
los pormenores del proceso. La importancia relativa de cada componente o etapa de
200
Rocha Saleme, Cuadro Julio, Mora Huertas
T
a
b
l
a
2
.
A
t
r
i
b
u
t
o
s
c
r
t
i
c
o
s
d
e
c
a
l
i
d
a
d
p
a
r
a
e
l
p
r
o
d
u
c
t
o
t
a
b
l
e
t
a
s
m
a
s
t
i
c
a
b
l
e
s
.
A
t
r
i
b
u
t
o
s
d
e
c
a
l
i
d
a
d
P
e
s
o
D
i
m
e
t
r
o
A
l
t
u
r
a
C
o
l
o
r
S
a
b
o
r
O
l
o
r
P
o
t
e
n
c
i
a
D
u
r
e
z
a
F
r
i
a
b
i
l
i
d
a
d
D
e
s
i
n
t
e
g
r
a
c
i
n
U
n
i
f
o
r
m
i
d
a
d
d
e
c
o
n
t
e
n
i
d
o
T
i
e
m
p
o
d
e
f
a
b
r
i
c
a
c
i
n
S
e
c
u
e
n
c
i
a
l
g
i
c
a
d
e
o
p
e
r
a
c
i
o
n
e
s
C
r
i
t
i
c
i
d
a
d
3
3
3
3
9
9
9
1
1
1
9
9
3
T
a
b
l
a
3
.
M
a
t
r
i
z
p
a
r
a
d
e
t
e
r
m
i
n
a
r
l
a
c
r
i
t
i
c
i
d
a
d
d
e
l
i
m
p
a
c
t
o
s
o
b
r
e
l
o
s
a
t
r
i
b
u
t
o
s
d
e
c
a
l
i
d
a
d
,
d
e
l
o
s
c
o
m
p
o
n
e
n
t
e
s
d
e
l
a
f
o
r
m
u
l
a
c
i
n
d
e
l
p
r
o
d
u
c
t
o
y
d
e
l
a
s
e
t
a
p
a
s
r
e
q
u
e
r
i
d
a
s
p
a
r
a
s
u
f
a
b
r
i
c
a
c
i
n
.
A
t
r
i
b
u
t
o
s
d
e
c
a
l
i
d
a
d
P
e
s
o
D
i
m
e
t
r
o
A
l
t
u
r
a
C
o
l
o
r
S
a
b
o
r
O
l
o
r
P
o
t
e
n
c
i
a
D
u
r
e
z
a
F
r
i
a
b
i
l
i
d
a
d
D
e
s
i
n
t
e
g
r
a
c
i
n
U
n
i
f
o
r
m
i
d
a
d
d
e
c
o
n
t
e
n
i
d
o
T
i
e
m
p
o
d
e
f
a
b
r
i
c
a
c
i
n
S
e
c
u
e
n
c
i
a
l
g
i
c
a
d
e
o
p
e
r
a
c
i
o
n
e
s
C
r
i
t
i
c
i
d
a
d
d
e
l
i
m
p
a
c
t
o
C
r
i
t
i
c
i
d
a
d
3
3
3
3
9
9
9
1
1
1
9
9
3
I
m
p
a
c
t
o
d
e
l
o
s
c
o
m
p
o
n
e
n
t
e
s
d
e
l
a
f
o
r
m
u
l
a
c
i
n
A
c
t
i
v
o
s
1
1
1
1
3
1
9
1
1
1
1
N
A
N
A
1
4
1
D
i
l
u
e
n
t
e
s
3
1
3
1
1
1
1
1
1
3
1
N
A
N
A
6
5
A
g
l
u
t
i
n
a
n
t
e
s
1
1
1
3
3
1
1
3
3
9
1
N
A
N
A
8
7
L
u
b
r
i
c
a
n
t
e
s
1
1
1
1
1
1
1
3
3
3
1
N
A
N
A
5
7
S
a
b
o
r
i
z
a
n
t
e
1
1
1
3
9
3
1
1
1
1
1
N
A
N
A
1
4
7
C
o
l
o
r
a
n
t
e
1
1
1
3
1
1
1
1
1
1
1
N
A
N
A
5
7
E
n
d
u
l
z
a
n
t
e
a
r
t
i
f
c
i
a
l
1
1
1
1
9
1
1
1
1
1
1
N
A
N
A
1
2
3
D
i
s
o
l
v
e
n
t
e
s
1
1
1
1
1
1
3
1
1
1
3
N
A
N
A
8
7
I
m
p
a
c
t
o
d
e
l
a
s
e
t
a
p
a
s
d
e
f
a
b
r
i
c
a
c
i
n
M
e
z
c
l
a
d
i
l
u
e
n
t
e
s
/
c
o
l
o
r
1
1
1
3
1
1
1
1
1
1
1
1
1
6
9
P
r
e
p
a
r
a
c
i
n
a
g
l
u
t
i
n
a
n
t
e
1
1
1
1
1
1
1
1
1
1
1
3
3
8
7
D
i
s
o
l
u
c
i
n
a
c
t
i
v
o
1
1
1
1
1
1
1
9
1
1
1
9
1
3
2
1
3
A
g
l
u
t
.
/
l
n
c
o
r
p
.
a
c
t
i
v
o
1
1
1
1
1
3
1
9
1
1
1
9
1
1
2
2
5
G
r
a
n
u
l
a
c
i
n
3
1
3
1
1
1
1
3
3
3
3
1
1
9
9
S
e
c
a
d
o
1
1
1
1
1
1
1
1
9
9
1
9
3
1
1
6
9
R
e
g
r
a
n
u
l
a
c
i
n
3
1
3
1
1
1
1
3
3
3
3
1
1
9
9
D
i
s
o
l
u
c
i
n
a
c
t
i
v
o
2
1
1
1
1
1
1
9
1
1
1
9
1
3
2
1
3
I
n
c
o
r
p
.
A
c
t
i
v
o
2
1
1
1
1
3
1
9
1
1
1
9
3
9
2
6
7
S
e
c
a
d
o
2
1
1
1
1
1
1
9
9
9
1
9
9
9
3
1
9
M
e
z
c
l
a
f
n
a
l
3
1
1
1
9
9
1
9
3
1
1
1
1
2
2
3
C
o
m
p
r
e
s
i
n
9
1
9
1
1
1
3
9
3
1
3
1
1
1
5
7
*
N
A
:
N
o
a
p
l
i
c
a
.
QbD en reformulacin de tabletas masticables
201
T
a
b
l
a
2
.
A
t
r
i
b
u
t
o
s
c
r
t
i
c
o
s
d
e
c
a
l
i
d
a
d
p
a
r
a
e
l
p
r
o
d
u
c
t
o
t
a
b
l
e
t
a
s
m
a
s
t
i
c
a
b
l
e
s
.
A
t
r
i
b
u
t
o
s
d
e
c
a
l
i
d
a
d
P
e
s
o
D
i
m
e
t
r
o
A
l
t
u
r
a
C
o
l
o
r
S
a
b
o
r
O
l
o
r
P
o
t
e
n
c
i
a
D
u
r
e
z
a
F
r
i
a
b
i
l
i
d
a
d
D
e
s
i
n
t
e
g
r
a
c
i
n
U
n
i
f
o
r
m
i
d
a
d
d
e
c
o
n
t
e
n
i
d
o
T
i
e
m
p
o
d
e
f
a
b
r
i
c
a
c
i
n
S
e
c
u
e
n
c
i
a
l
g
i
c
a
d
e
o
p
e
r
a
c
i
o
n
e
s
C
r
i
t
i
c
i
d
a
d
3
3
3
3
9
9
9
1
1
1
9
9
3
T
a
b
l
a
3
.
M
a
t
r
i
z
p
a
r
a
d
e
t
e
r
m
i
n
a
r
l
a
c
r
i
t
i
c
i
d
a
d
d
e
l
i
m
p
a
c
t
o
s
o
b
r
e
l
o
s
a
t
r
i
b
u
t
o
s
d
e
c
a
l
i
d
a
d
,
d
e
l
o
s
c
o
m
p
o
n
e
n
t
e
s
d
e
l
a
f
o
r
m
u
l
a
c
i
n
d
e
l
p
r
o
d
u
c
t
o
y
d
e
l
a
s
e
t
a
p
a
s
r
e
q
u
e
r
i
d
a
s
p
a
r
a
s
u
f
a
b
r
i
c
a
c
i
n
.
A
t
r
i
b
u
t
o
s
d
e
c
a
l
i
d
a
d
P
e
s
o
D
i
m
e
t
r
o
A
l
t
u
r
a
C
o
l
o
r
S
a
b
o
r
O
l
o
r
P
o
t
e
n
c
i
a
D
u
r
e
z
a
F
r
i
a
b
i
l
i
d
a
d
D
e
s
i
n
t
e
g
r
a
c
i
n
U
n
i
f
o
r
m
i
d
a
d
d
e
c
o
n
t
e
n
i
d
o
T
i
e
m
p
o
d
e
f
a
b
r
i
c
a
c
i
n
S
e
c
u
e
n
c
i
a
l
g
i
c
a
d
e
o
p
e
r
a
c
i
o
n
e
s
C
r
i
t
i
c
i
d
a
d
d
e
l
i
m
p
a
c
t
o
C
r
i
t
i
c
i
d
a
d
3
3
3
3
9
9
9
1
1
1
9
9
3
I
m
p
a
c
t
o
d
e
l
o
s
c
o
m
p
o
n
e
n
t
e
s
d
e
l
a
f
o
r
m
u
l
a
c
i
n
A
c
t
i
v
o
s
1
1
1
1
3
1
9
1
1
1
1
N
A
N
A
1
4
1
D
i
l
u
e
n
t
e
s
3
1
3
1
1
1
1
1
1
3
1
N
A
N
A
6
5
A
g
l
u
t
i
n
a
n
t
e
s
1
1
1
3
3
1
1
3
3
9
1
N
A
N
A
8
7
L
u
b
r
i
c
a
n
t
e
s
1
1
1
1
1
1
1
3
3
3
1
N
A
N
A
5
7
S
a
b
o
r
i
z
a
n
t
e
1
1
1
3
9
3
1
1
1
1
1
N
A
N
A
1
4
7
C
o
l
o
r
a
n
t
e
1
1
1
3
1
1
1
1
1
1
1
N
A
N
A
5
7
E
n
d
u
l
z
a
n
t
e
a
r
t
i
f
c
i
a
l
1
1
1
1
9
1
1
1
1
1
1
N
A
N
A
1
2
3
D
i
s
o
l
v
e
n
t
e
s
1
1
1
1
1
1
3
1
1
1
3
N
A
N
A
8
7
I
m
p
a
c
t
o
d
e
l
a
s
e
t
a
p
a
s
d
e
f
a
b
r
i
c
a
c
i
n
M
e
z
c
l
a
d
i
l
u
e
n
t
e
s
/
c
o
l
o
r
1
1
1
3
1
1
1
1
1
1
1
1
1
6
9
P
r
e
p
a
r
a
c
i
n
a
g
l
u
t
i
n
a
n
t
e
1
1
1
1
1
1
1
1
1
1
1
3
3
8
7
D
i
s
o
l
u
c
i
n
a
c
t
i
v
o
1
1
1
1
1
1
1
9
1
1
1
9
1
3
2
1
3
A
g
l
u
t
.
/
l
n
c
o
r
p
.
a
c
t
i
v
o
1
1
1
1
1
3
1
9
1
1
1
9
1
1
2
2
5
G
r
a
n
u
l
a
c
i
n
3
1
3
1
1
1
1
3
3
3
3
1
1
9
9
S
e
c
a
d
o
1
1
1
1
1
1
1
1
9
9
1
9
3
1
1
6
9
R
e
g
r
a
n
u
l
a
c
i
n
3
1
3
1
1
1
1
3
3
3
3
1
1
9
9
D
i
s
o
l
u
c
i
n
a
c
t
i
v
o
2
1
1
1
1
1
1
9
1
1
1
9
1
3
2
1
3
I
n
c
o
r
p
.
A
c
t
i
v
o
2
1
1
1
1
3
1
9
1
1
1
9
3
9
2
6
7
S
e
c
a
d
o
2
1
1
1
1
1
1
9
9
9
1
9
9
9
3
1
9
M
e
z
c
l
a
f
n
a
l
3
1
1
1
9
9
1
9
3
1
1
1
1
2
2
3
C
o
m
p
r
e
s
i
n
9
1
9
1
1
1
3
9
3
1
3
1
1
1
5
7
*
N
A
:
N
o
a
p
l
i
c
a
.
fabricacin (tambin llamada criticidad del impacto), corresponde a la sumatoria del
producto entre su impacto en el cumplimiento de los atributos de calidad y el valor
de criticidad que previamente se asign a cada atributo de calidad. Los criterios para
asignar el valor de impacto dependen de las condiciones particulares del laboratorio
y aunque estn fundamentados en conocimiento terico, dependen en gran medida
de la experiencia. Arbitrariamente se estableci que aquellos valores de criticidad del
impacto superiores a 200 se consideraran de alto impacto; valores entre 100 y 200, de
mediano impacto y aquellos inferiores a 100, de bajo impacto. As, para el caso de las
tabletas masticables, objeto del presente estudio, los principios activos representan un
elevado impacto y los aglutinantes, el saborizante y el endulzante artifcial, mediano
impacto. Respecto a las etapas de fabricacin, es claro que la disolucin e incorporacin
de los activos, las etapas de secado y la mezcla fnal son determinantes para el cumpli-
miento de los atributos crticos.
Una vez analizado el impacto de la composicin del producto y del proceso de fabri-
cacin, se efectuaron ensayos experimentales en el laboratorio y a escala piloto, enfo-
cados estos a incorporar materias primas que cumplieran la funcionalidad requerida y
que permitieran el rediseo del mtodo de preparacin, a fn de lograr un fujo lgico
de las operaciones. En sntesis, se consider el cambio de uno de los activos. Aunque
esta modifcacin exige en Colombia el trmite de un nuevo registro sanitario, per-
mite modernizar la frmula, ya que en el mercado se encuentran disponibles mol-
culas de mejor desempeo farmacolgico. Igualmente, esta nueva molcula facilita la
adicin simultnea con el otro principio activo, debido a que tienen una solubilidad
similar. Para mejorar las propiedades organolpticas, el sabor se reforz con una esen-
cia, combinando las dos condiciones fsiolgicas en la sensacin gustativa al momento
de consumir un producto: el estmulo de las papilas gustativas y de las clulas olfativas.
Asimismo, se seleccion un endulzante artifcial que le aporta al producto una dulzura
suave sin el sabor residual metlico caracterstico del endulzante artifcial de la frmula
original. Adems, la naturaleza de las nuevas materias primas facilit la disminucin de
la concentracin del agente aglutinante empleado. La formulacin resultante se pre-
senta en la fgura 3 y permiti reducir el nmero de etapas simplifcando el proceso
de fabricacin. Como consecuencia, tambin se logr una reduccin en los tiempos
de proceso al menos en 8 h, se eliminaron los contrafujos caractersticos del proceso
inicial y teniendo en cuenta que el peso de la tableta disminuy, con el mismo tamao
de lote trabajado hasta ahora, se logra un mayor rendimiento (40%, aproximadamente
60.000 tabletas).
En la tabla 4 se presentan los niveles de criticidad de los componentes de la formula-
cin y de las etapas de fabricacin una vez efectuado el rediseo. Como se observa, el
impacto de los activos, de los excipientes y de las operaciones unitarias cambi signi-
202
Rocha Saleme, Cuadro Julio, Mora Huertas
fcativamente. Es ms, ninguno de los factores de producto o de proceso alcanzaron
puntuaciones superiores al umbral de 200, que se haba defnido inicialmente como
de elevada criticidad. De acuerdo con esto, en trminos generales debe darse especial
atencin a los componentes activos, pues de ellos depende la potencia del producto, y
respecto al proceso, las etapas de aglutinacin e incorporacin de los activos, el secado,
la mezcla fnal y la compresin resultan ser las ms relevantes.
Mezcla de diluentes y
colorante
Disolucin de los
activos
Componente
Activo 1
Activo 2
Diluente 1
Diluente 2
Aglutinante 1
Aglutinante 2
Lubricante
Saborizante
Esencia
Colorante
Endulzante artifcial
Disolvente 1
Disolvente 2
%p/p
0,01
0,75
76,40
9,90
0,45
0,45
0,85
0,15
0,14
0,20
0,25
0,40
6,40
Preparacin del
aglutin./ endulzante
Incorporacin del
activos / aglutinacin
Granulacin
Secado
Regranulacin
Mezcla fnal (adicin de
lubricantes, saborizante
y esencia)
Compresin
Figura 3. Composicin cualicuantitativa y etapas de fabricacin del producto tabletas masticables
rediseado.
Aunque los niveles de criticidad obtenidos son califcados como de mediano nivel,
segn la escala defnida inicialmente en este trabajo, es conveniente disminuirlos hasta
lograr una califcacin correspondiente a baja criticidad. Con este propsito, se pro-
cedi al diseo de estrategias de mitigacin del riesgo de que esos factores impacten la
calidad del producto en la rutina de produccin.
Es as como, desde el punto de vista de las materias primas utilizadas, es de esperarse que
tales estrategias incluyan la atencin especial al cumplimiento de las especifcaciones de
QbD en reformulacin de tabletas masticables
203
T
a
b
l
a
4
.
M
a
t
r
i
z
p
a
r
a
d
e
t
e
r
m
i
n
a
r
l
a
c
r
i
t
i
c
i
d
a
d
d
e
l
i
m
p
a
c
t
o
s
o
b
r
e
l
o
s
a
t
r
i
b
u
t
o
s
d
e
c
a
l
i
d
a
d
,
d
e
l
o
s
c
o
m
p
o
n
e
n
t
e
s
d
e
l
a
f
o
r
m
u
l
a
c
i
n
d
e
l
p
r
o
d
u
c
t
o
r
e
f
o
r
-
m
u
l
a
d
o
y
d
e
l
a
s
e
t
a
p
a
s
r
e
q
u
e
r
i
d
a
s
p
a
r
a
s
u
f
a
b
r
i
c
a
c
i
n
.
A
t
r
i
b
u
t
o
s
d
e
c
a
l
i
d
a
d
P
e
s
o
D
i
m
e
t
r
o
A
l
t
u
r
a
C
o
l
o
r
S
a
b
o
r
O
l
o
r
P
o
t
e
n
c
i
a
D
u
r
e
z
a
F
r
i
a
b
i
l
i
d
a
d
D
e
s
i
n
t
e
g
r
a
c
i
n
U
n
i
f
o
r
m
i
d
a
d
d
e
c
o
n
t
e
n
i
d
o
T
i
e
m
p
o
d
e
f
a
b
r
i
c
a
c
i
n
S
e
c
u
e
n
c
i
a
l
g
i
c
a
d
e
o
p
e
r
a
c
i
o
n
e
s
C
r
i
t
i
c
i
d
a
d
d
e
l
i
m
p
a
c
t
o
C
r
i
t
i
c
i
d
a
d
3
3
3
3
9
9
9
1
1
1
9
9
3
I
m
p
a
c
t
o
d
e
l
o
s
c
o
m
p
o
n
e
n
t
e
s
d
e
l
a
f
o
r
m
u
l
a
c
i
n
A
c
t
i
v
o
s
1
1
1
1
3
1
9
1
1
1
1
N
A
N
A
1
4
1
D
i
l
u
e
n
t
e
s
3
1
3
1
1
1
1
1
1
3
1
N
A
N
A
6
5
A
g
l
u
t
i
n
a
n
t
e
s
1
1
1
3
3
1
1
3
3
3
1
N
A
N
A
8
1
L
u
b
r
i
c
a
n
t
e
1
1
1
1
1
1
1
3
3
3
1
N
A
N
A
5
7
S
a
b
o
r
i
z
a
n
t
e
1
1
1
3
3
1
1
1
1
1
1
N
A
N
A
7
5
E
s
e
n
c
i
a
1
1
1
3
3
1
1
1
1
1
1
N
A
N
A
7
5
C
o
l
o
r
a
n
t
e
1
1
1
3
1
1
1
1
1
1
1
N
A
N
A
5
7
E
n
d
u
l
z
a
n
t
e
a
r
t
i
f
c
i
a
l
1
1
1
1
3
1
1
1
1
1
1
N
A
N
A
6
9
D
i
s
o
l
v
e
n
t
e
s
1
1
1
1
1
1
3
1
1
1
3
N
A
N
A
8
7
I
m
p
a
c
t
o
d
e
l
a
s
e
t
a
p
a
s
d
e
f
a
b
r
i
c
a
c
i
n
M
e
z
c
l
a
d
e
d
i
l
u
e
n
t
.
/
c
o
l
o
1
1
1
3
1
1
1
1
1
1
1
1
1
6
9
P
r
e
p
a
r
a
c
i
n
a
g
l
u
t
i
n
a
n
t
t
1
1
1
1
1
1
1
1
1
1
1
3
3
8
7
D
i
s
o
l
u
c
i
n
a
c
t
i
v
o
s
1
1
1
1
1
1
3
1
1
1
3
1
3
1
0
5
A
g
l
u
t
.
/
l
n
c
o
r
p
.
a
c
t
i
v
o
s
1
1
1
1
1
1
3
1
1
1
3
1
1
9
9
G
r
a
n
u
l
a
c
i
n
3
1
3
1
1
1
1
3
3
3
3
1
1
9
9
S
e
c
a
d
o
1
1
1
3
1
1
1
9
9
1
9
3
1
1
7
5
R
e
g
r
a
n
u
l
a
c
i
n
3
1
3
1
1
1
1
3
3
3
3
1
1
9
9
M
e
z
c
l
a
f
i
n
a
l
3
1
1
1
9
1
1
9
3
1
1
1
1
1
5
1
C
o
m
p
r
e
s
i
n
9
1
9
1
1
1
3
9
3
1
3
1
1
1
5
7
*
N
A
:
N
o
a
p
l
i
c
a
.
204
Rocha Saleme, Cuadro Julio, Mora Huertas
calidad de los ingredientes activos, especialmente su potencia. Es decir, la potencia es el
atributo crtico del material. Respecto al procedimiento de fabricacin, las estrategias
de mitigacin se identifcaron a partir del anlisis de riesgos de las etapas califcadas
como de mediana criticidad, utilizando una matriz fmea. Dicha matriz realiza un an-
lisis ms detallado de cada etapa a partir de la respuesta a la pregunta qu puede salir
mal?. De acuerdo con la respuesta a esta pregunta, se estima la severidad de las conse-
cuencias que se tendran, la probabilidad de que ocurra en las condiciones normales de
operacin de la planta y la efcacia de las estrategias establecidas para detectar a tiempo
aquello que podra salir mal [19, 20]. A ttulo de ejemplo, la tabla 5 presenta el anlisis
de riesgos realizado para la etapa de mezcla fnal.
Una vez ms se utiliz la escala de uno, tres y nueve para califcar la severidad de la
consecuencia y la ocurrencia de la falla, segn estas fuesen bajas, medias o elevadas,
respectivamente. Para detectar la falla o sus consecuencias, se emple la escala inversa,
asignando la califcacin de nueve cuando no se contaba con medidas para controlar la
falla o las existentes no eran muy efectivas, y la califcacin de uno cuando las estrategias
de control disponibles resultaban ser muy efectivas. Como umbrales para determinar la
criticidad del riesgo segn el nmero de prioridad de riesgo (npr), se eligi arbitraria-
mente un npr mayor a 200 para califcarlo como riesgo elevado o grave, que requera
acciones correctivas inmediatas, npr entre 100 y 200 para considerar el riesgo como de
gravedad media y para los cuales se deba prestar atencin y disear acciones correctivas
que se deban ejecutar en tiempo mediato, y npr menor a 100 se consider un riesgo
bajo, aceptable, cuyas estrategias de control no deberan ser descuidadas y formaran
parte de los programas de mantenimiento de las buenas prcticas de manufactura.
Cuando se aplica de forma correcta, el anlisis de riesgos permite conocer los diferen-
tes factores que determinan la calidad de un producto en un contexto especfco (i. e.,
en una empresa en particular). Aunque el conocimiento terico es un buen referente,
el verdadero anlisis de riesgos es el que ana la experiencia de la empresa y permite
repensar y cuestionar las prcticas de produccin que se han empleado hasta ahora y
proponer acciones coherentes con las situaciones particulares de aseguramiento de la
calidad de los productos [21, 22, 23, 24].
De acuerdo con lo anterior, para el caso de la etapa de mezcla fnal, era necesario de
forma inmediata llevar a cabo actividades de entrenamiento en las que se concientice
al operario de la importancia de cumplir el tiempo de mezclado defnido en el proto-
colo de fabricacin. En dicha actividad, debe explicrsele a partir de la evidencia en
los histricos de fabricacin, el impacto que podra tener dicha condicin de opera-
cin, tambin llamada parmetro crtico de proceso, sobre el adecuado desarrollo de
las etapas subsecuentes de fabricacin (compresin) y en la calidad del producto fnal.
QbD en reformulacin de tabletas masticables
205
T
a
b
l
a
5
.
A
n
l
i
s
i
s
d
e
r
i
e
s
g
o
s
p
a
r
a
e
l
p
r
o
c
e
s
o
r
e
d
i
s
e
a
d
o
p
a
r
a
l
a
f
a
b
r
i
c
a
c
i
n
d
e
l
p
r
o
d
u
c
t
o
t
a
b
l
e
t
a
s
m
a
s
t
i
c
a
b
l
e
s
E
t
a
p
a
d
e
m
e
z
c
l
a
f
n
a
l
.
Q
u
p
u
e
d
e
s
a
l
i
r
m
a
l
?
C
a
u
s
a
s
E
s
t
r
a
t
e
g
i
a
s
d
e
c
o
n
t
r
o
l
a
c
t
u
a
l
e
s
N
P
R
(
O
*
S
*
D
)
E
s
a
c
e
p
t
a
b
l
e
e
l
r
i
e
s
g
o
?
A
c
c
i
o
n
e
s
d
e
m
i
t
i
g
a
c
i
n
S
O
D
A
d
i
c
i
o
n
a
r
l
a
s
m
a
t
e
r
i
a
s
p
r
i
m
a
s
s
i
n
t
a
m
i
z
a
c
i
n
9
D
e
s
c
u
i
d
o
d
e
l
o
p
e
r
a
r
i
o
1
S
e
g
u
i
r
l
o
s
p
a
s
o
s
e
s
t
a
b
l
e
c
i
d
o
s
e
n
e
l
i
n
s
t
r
u
c
t
i
v
o
3
2
7
9
S
R
e
f
u
e
r
z
o
s
e
n
l
a
c
a
p
a
c
i
t
a
c
i
n
d
e
l
o
p
e
r
a
r
i
o
T
a
m
i
z
n
o
d
i
s
p
o
n
i
b
l
e
a
l
m
o
m
e
n
r
e
q
u
e
r
i
d
o
l
A
l
i
s
t
a
m
i
e
n
t
o
p
r
e
v
i
o
d
e
l
o
s
u
t
e
n
s
i
l
i
o
s
r
e
q
u
e
r
i
d
o
s
p
a
r
a
e
l
p
r
o
c
e
s
o
1
S
S
o
l
i
c
i
t
a
r
r
e
p
o
s
i
c
i
n
d
e
u
t
e
n
s
i
l
i
o
s
i
e
l
e
x
i
s
t
e
n
t
e
e
s
t
d
a
a
d
o
V
e
l
o
c
i
d
a
d
d
e
m
e
z
c
l
a
d
o
s
u
p
e
r
i
o
r
o
i
n
f
e
r
i
o
r
9
D
e
s
c
u
i
d
o
d
e
l
o
p
e
r
a
r
i
o
1
S
e
g
u
i
r
l
o
s
p
a
s
o
s
e
s
t
a
b
l
e
c
i
d
o
s
e
n
e
l
i
n
s
t
r
u
c
t
i
v
o
3
2
7
9
N
o
C
o
n
c
i
e
n
t
i
z
a
r
a
l
o
p
e
r
a
r
i
o
s
o
b
r
e
l
a
i
m
p
o
r
t
a
n
c
i
a
d
e
l
c
u
m
p
l
i
m
i
e
n
t
o
d
e
t
i
e
m
p
o
d
e
m
e
z
c
l
a
d
o
M
a
l
f
u
n
c
i
o
n
a
m
i
e
n
t
o
d
e
l
e
q
u
i
p
o
1
V
i
s
u
a
l
o
p
o
r
i
n
s
p
e
c
c
i
n
a
l
m
o
m
e
n
t
o
d
e
p
o
n
e
r
l
o
e
n
f
u
n
c
i
o
n
a
m
i
e
n
t
o
1
S
A
p
l
i
c
a
r
e
l
p
r
o
c
e
d
i
m
i
e
n
t
o
m
a
n
e
j
o
d
e
a
n
o
m
a
l
a
s
y
r
e
p
o
r
t
a
r
l
o
a
m
a
n
t
e
n
i
m
i
e
n
t
o
p
a
r
a
s
u
r
e
p
a
r
a
c
i
n
T
i
e
m
p
o
s
u
p
e
r
i
o
r
o
i
n
f
e
r
i
d
e
m
e
z
c
l
a
d
o
9
D
e
s
c
u
i
d
o
d
e
l
o
p
e
r
a
r
i
o
9
R
e
g
i
s
t
r
o
d
e
l
a
h
o
r
a
i
n
i
c
i
o
y
h
o
r
a
t
e
r
m
i
n
a
3
2
4
3
N
o
C
o
n
c
i
e
n
t
i
z
a
r
a
l
o
p
e
r
a
r
i
o
s
o
b
r
e
l
a
i
m
p
o
r
t
a
n
c
i
a
d
e
l
c
u
m
p
l
i
m
i
e
n
t
o
d
e
l
t
i
e
m
p
o
d
e
m
e
z
c
l
a
d
o
M
a
l
f
u
n
c
i
o
n
a
m
i
e
n
t
o
d
e
l
e
q
u
i
p
o
1
V
e
r
i
f
c
a
c
i
n
d
e
f
u
n
c
i
o
n
a
m
i
e
n
t
o
a
l
i
n
i
c
i
o
d
e
l
p
r
o
c
e
s
o
1
9
S
A
p
l
i
c
a
r
e
l
p
r
o
c
e
d
i
m
i
e
n
t
o
m
a
n
e
j
o
d
e
a
n
o
m
a
l
a
s
y
r
e
p
o
r
t
a
r
l
o
a
m
a
n
t
e
n
i
m
i
e
n
t
o
p
a
r
a
s
u
r
e
p
a
r
a
c
i
n
S
u
s
p
e
n
s
i
n
d
e
l
f
u
i
d
o
e
l
c
t
r
i
c
o
3
P
o
r
d
a
o
d
e
l
a
e
m
p
r
e
s
a
p
r
o
v
e
e
d
o
r
a
d
e
l
s
e
r
v
i
c
i
o
1
S
i
t
u
a
c
i
n
i
n
c
o
n
t
r
o
l
a
b
l
e
n
o
s
e
c
u
e
n
t
a
c
o
n
p
l
a
n
t
a
e
l
c
t
r
i
c
a
9
2
7
2
7
S
A
p
l
i
c
a
r
e
l
p
r
o
c
e
d
i
m
i
e
n
t
o
m
a
n
e
j
o
d
e
a
n
o
m
a
l
a
s
P
o
r
d
a
o
i
n
t
e
r
n
o
d
e
l
a
c
o
m
p
a
a
e
n
l
a
r
e
d
e
l
c
t
r
i
c
a
1
S
i
t
u
a
c
i
n
i
n
c
o
n
t
r
o
l
a
b
l
e
n
o
s
e
c
u
e
n
t
a
c
o
n
p
l
a
n
t
a
e
l
c
t
r
i
c
a
9
S
A
p
l
i
c
a
r
e
l
p
r
o
c
e
d
i
m
i
e
n
t
o
m
a
n
e
j
o
d
e
a
n
o
m
a
l
a
s
*
S
:
S
e
v
e
r
i
d
a
d
d
e
l
a
f
a
l
l
a
;
O
:
O
c
u
r
r
e
n
c
i
a
d
e
l
a
c
a
u
s
a
;
D
:
D
e
t
e
c
t
a
b
i
l
i
d
a
d
d
e
l
a
f
a
l
l
a
.
206
Rocha Saleme, Cuadro Julio, Mora Huertas
Igualmente, el nivel de riesgo encontrado hace necesario dar instrucciones al super-
visor de planta acerca del requerimiento de vigilar el cumplimiento del protocolo de
fabricacin, especfcamente en ese punto. Adems, las medidas que requieren acciones
en el mediano plazo incluyen el programa de capacitacin y motivacin del personal,
acerca de los aspectos propios de su trabajo en planta y el diseo de estrategias asociadas
al mantenimiento. Igualmente, la empresa no puede descuidar la capacitacin de los
encargados de produccin en el manejo de imprevistos en planta.
Asimismo, el anlisis de riesgos efectuado para las otras etapas del proceso de fabrica-
cin evidencia la necesidad de defnir condiciones de operacin. Para tal fn se elabor
un plan de experimentacin basado en un diseo factorial, el que, para el caso del pre-
sente estudio, busc estandarizar algunas de las condiciones identifcadas como crticas
en las etapas de aglutinacin, granulacin, regranulacin, mezcla fnal y compresin.
As, se eligieron cuatro variables de estudio (factores): la cantidad de agua empleada
para la aglutinacin, el tiempo de mezcla, la relacin de mallas (granulacin/regranula-
cin) y la velocidad de compresin. Teniendo en cuenta la experiencia de produccin y
los ensayos desarrollados para defnir la nueva formulacin y el nuevo proceso, se def-
nieron los niveles a los que cada una de dichas variables seran ensayadas (tabla 6). Los
ensayos a escala piloto se planearon utilizando un diseo experimental reducido (tabla
7) y se elaboraron 2,5 kg de producto siguiendo el protocolo de fabricacin redise-
ado. El orden de realizacin de los ensayos se estableci aleatoriamente. Como varia-
bles respuesta se eligieron las densidades aparente y apisonada del grnulo, la fuidez
del grnulo expresada como ngulo de reposo, el tamao de grnulo determinado por
tamizacin clasifcndolo en gruesos (retenido en malla No. 20), medios (retenido en
mallas No. 40 y No. 60) y fnos (aquellos que pasaron la malla No. 60) y la uniformidad
del peso de las tabletas, ya que permitan conocer el comportamiento de los granulados
y de las tabletas obtenidas. En realidad, la variable ms importante, desde el punto de
vista de la calidad del producto, es la uniformidad de peso de las tabletas. Sin embargo,
se consideraron los ensayos de caracterizacin del granulado, debido a que a partir de
ellos sera posible explicar los comportamientos de variacin de peso. De esta forma se
logra un mejor entendimiento del proceso, tal como lo proponen Hamad y col. [25], en
sus investigaciones acerca de la infuencia del comportamiento de los materiales sobre
las propiedades fnales de la tableta.
En el presente estudio, se hicieron los ensayos de caracterizacin farmacotcnica
siguiendo los procedimientos estandarizados en nuestros laboratorios [26], garanti-
zando las condiciones de repetibilidad (seis rplicas). La determinacin de la unifor-
midad de peso de las tabletas se realiz mediante el muestreo durante la compresin,
de diez tabletas cada 15 minutos, obteniendo un total de 120 determinaciones inde-
pendientes.
QbD en reformulacin de tabletas masticables
207
Tabla 6. Variables de estudio para optimizar el proceso de fabricacin de tabletas masticables.
Factores
Dominio experimental
Nivel (-) Nivel (+)
A: Agua para aglutinacin 38 ml 48 ml
B: Relacin de mallas* No. 8 / No. 10 No. 10 / No. 12
C: Tiempo de mezcla 15 min 20 min
D: Velocidad de tableteado 24 rpm 28 rpm
*Granulacin/regranulacin.
Tabla 7. Matriz de diseo experimental reducido para cuatro variables y ocho experimentos.
Ensayo
Variables de ensayo y confusiones
BCD ACD ABD ABC CD BD BC
A B C D AB AC AD
1 - + + - - - +
2 + + - - + - -
3 + - + - - - -
4 - - - - + + +
5 + + + + + + +
6 - - + + + + -
7 + - - + - + +
8 - + - + - - -
La tabla 8 presenta los resultados de valor promedio, desviacin estndar relativa y
rango obtenidos para las variables respuesta en cada ensayo. El efecto de una variable de
estudio especfca corresponde a la diferencia entre el promedio de las respuestas cuando
la variable se encuentra en su nivel positivo y el promedio de las respuestas cuando se
trabaja en su nivel negativo (tabla 9). Se consideraron las interacciones entre variables,
ya que en algunos casos facilitaron la interpretacin de los resultados. Los efectos esti-
mados a partir de los valores promedio para cada variable respuesta permitieron cono-
cer la incidencia de las variables de ensayo (factores) sobre el resultado obtenido, por
ejemplo, sobre el valor de densidad aparente del granulado. Para decidir acerca de su
signifcancia, se calcul el error experimental con un nivel de confanza del 95% (error
experimental = 1,7
rango promedio) [27]. Adems, los efectos estimados a partir de
los valores de desviacin estndar relativa, proporcionaron informacin acerca de la
incidencia de cada variable de ensayo (factores) sobre la variacin que podra tener cada
208
Rocha Saleme, Cuadro Julio, Mora Huertas
T
a
b
l
a
8
.
R
e
s
u
l
t
a
d
o
s
c
o
n
s
o
l
i
d
a
d
o
s
p
a
r
a
l
a
s
v
a
r
i
a
b
l
e
s
r
e
s
p
u
e
s
t
a
s
e
l
e
c
c
i
o
n
a
d
a
s
p
a
r
a
l
a
e
s
t
a
n
d
a
r
i
z
a
c
i
n
d
e
l
a
s
e
t
a
p
a
s
a
g
l
u
t
i
n
a
c
i
n
,
g
r
a
n
u
l
a
c
i
n
,
r
e
g
r
a
n
u
-
l
a
c
i
n
,
m
e
z
c
l
a
f
n
a
l
y
c
o
m
p
r
e
s
i
n
e
n
l
a
f
a
b
r
i
c
a
c
i
n
d
e
l
p
r
o
d
u
c
t
o
t
a
b
l
e
t
a
s
m
a
s
t
i
c
a
b
l
e
s
.
E
n
s
a
y
o
D
e
n
s
i
d
a
d
a
p
a
r
e
n
t
e
(
g
/
m
l
)
D
e
n
s
i
d
a
d
a
p
a
s
i
o
n
a
d
a
(
g
/
m
l
)
n
g
u
l
o
d
e
r
e
p
o
s
o
(
)
G
r
a
n
u
l
o
m
e
t
r
a
(
%
)
V
a
r
i
a
c
i
n
d
e
p
e
s
o
(
D
E
R
)
P
r
o
m
e
d
i
o
D
E
R
R
a
n
g
o
P
r
o
m
e
d
i
o
D
E
R
R
a
n
g
o
P
r
o
m
e
d
i
o
D
E
R
R
a
n
g
o
G
r
u
e
s
o
s
D
E
R
R
a
n
g
o
M
e
d
i
o
s
D
E
R
R
a
n
g
o
F
i
n
o
s
D
E
R
R
a
n
g
o
1
0
,
5
2
5
4
,
0
3
1
0
,
0
6
2
0
,
6
7
5
2
,
6
3
4
0
,
0
4
6
3
2
,
0
7
2
,
5
2
2
,
3
0
2
8
,
1
2
5
,
2
1
3
,
7
5
6
,
2
2
2
,
8
2
8
,
6
1
6
,
3
3
,
0
1
,
1
1
,
8
1
6
2
0
,
6
0
4
4
,
6
6
7
0
,
0
6
9
0
,
7
1
8
2
,
1
9
0
0
,
0
4
0
3
0
,
7
0
2
,
2
0
1
,
6
4
3
5
,
3
1
7
,
4
1
2
,
1
4
8
,
8
2
2
,
8
2
2
,
7
1
5
,
9
1
9
,
0
7
,
9
3
,
8
5
5
3
0
,
5
3
8
4
,
5
6
5
0
,
0
4
7
0
,
6
4
8
3
,
8
3
5
0
,
0
7
0
3
0
,
1
4
1
,
5
7
1
,
2
2
2
7
,
9
2
4
,
6
1
3
,
2
5
5
,
9
2
2
,
9
2
8
,
6
1
6
,
2
3
,
2
1
,
3
3
,
0
0
9
4
0
,
5
4
3
4
,
8
0
2
0
,
0
7
9
0
,
6
4
6
3
,
7
8
6
0
,
0
6
4
3
0
,
3
5
1
,
3
8
1
,
2
2
4
3
,
8
3
1
,
0
2
7
,
1
4
8
,
1
3
0
,
6
3
5
,
6
8
,
1
1
5
,
3
3
,
0
2
,
8
0
4
5
0
,
5
6
3
1
,
8
9
6
0
,
0
2
7
0
,
6
5
0
3
,
7
0
8
0
,
0
7
4
3
0
,
7
6
1
,
6
4
1
,
2
5
2
3
,
7
1
2
,
5
5
,
9
6
1
,
4
2
3
,
3
2
9
,
0
1
4
,
9
8
,
7
3
,
3
2
,
8
8
6
6
0
,
5
3
0
3
,
1
4
4
0
,
0
4
3
0
,
6
2
9
3
,
6
1
2
0
,
0
6
1
3
1
,
1
1
1
,
4
4
1
,
2
8
2
2
,
5
1
2
,
7
5
,
7
6
9
,
5
2
6
,
6
3
9
,
2
8
,
1
2
0
,
1
4
,
0
1
,
8
0
4
7
0
,
5
7
4
2
,
2
4
9
0
0
3
3
0
,
6
6
7
2
,
5
0
2
0
,
0
4
1
3
0
,
9
0
1
,
7
2
1
,
6
8
3
7
,
7
5
,
3
4
,
0
4
9
,
5
2
4
,
4
2
3
,
9
1
2
,
8
1
0
,
0
3
,
1
4
,
6
4
9
8
0
,
5
6
4
2
,
2
4
9
0
,
0
0
2
0
,
6
4
9
2
,
0
4
7
0
,
0
3
4
3
2
,
5
2
1
,
7
2
1
,
3
8
1
6
,
0
2
7
,
0
8
,
6
6
9
,
5
2
0
,
7
3
0
,
0
1
4
,
5
9
,
1
3
,
8
4
,
0
2
2
*
D
E
R
:
D
e
s
v
i
a
c
i
n
e
s
t
n
d
a
r
r
e
l
a
t
i
v
a
T
a
b
l
a
9
.
E
f
e
c
t
o
s
p
a
r
a
l
a
s
v
a
r
i
a
b
l
e
s
r
e
s
p
u
e
s
t
a
s
e
l
e
c
c
i
o
n
a
d
a
s
p
a
r
a
l
a
e
s
t
a
n
d
a
r
i
z
a
c
i
n
d
e
l
a
s
e
t
a
p
a
s
a
g
l
u
t
i
n
a
c
i
n
,
g
r
a
n
u
l
a
c
i
n
,
r
e
g
r
a
n
u
l
a
c
i
n
,
m
e
z
c
l
a
f
n
a
l
y
c
o
m
p
r
e
s
i
n
e
n
l
a
f
a
b
r
i
c
a
c
i
n
d
e
l
p
r
o
d
u
c
t
o
t
a
b
l
e
t
a
s
m
a
s
t
i
c
a
b
l
e
s
.
V
a
r
i
a
b
l
e
s
r
e
s
p
u
e
s
t
a
V
a
r
i
a
b
l
e
s
d
e
e
n
s
a
y
o
y
c
o
n
f
u
s
i
o
n
e
s
E
r
r
o
r
e
x
p
e
r
i
m
e
n
t
a
l
A
/
B
C
D
B
/
A
C
D
C
/
A
B
D
D
/
A
B
C
A
B
/
C
D
A
C
/
B
D
A
D
/
B
C
D
e
n
s
i
d
a
d
a
p
a
r
e
n
t
e
g
r
a
n
u
l
a
d
o
P
r
o
m
e
d
i
o
0
,
0
2
9
0
,
0
1
7
-
0
,
0
3
2
0
,
0
0
5
0
,
0
1
0
-
0
,
0
0
5
-
0
,
0
0
8
0
,
0
7
7
D
E
R
-
0
,
2
1
2
-
0
,
4
7
9
-
0
,
0
8
3
-
2
,
1
3
2
0
,
3
5
4
-
0
,
8
5
5
-
0
,
4
1
2
D
e
n
s
i
d
a
d
a
p
i
s
o
n
a
d
a
g
r
a
n
u
l
a
d
o
P
r
o
m
e
d
i
o
0
,
0
2
1
0
,
0
2
6
-
0
,
0
2
0
-
0
,
0
2
3
0
,
0
0
1
-
0
,
0
2
5
-
0
,
0
0
2
0
,
0
9
1
D
E
R
0
,
0
3
9
-
0
,
7
8
9
0
,
8
1
6
-
0
,
1
4
4
0
,
5
7
0
0
,
7
2
5
0
,
2
3
6
n
g
u
l
o
d
e
r
e
p
o
s
o
g
r
a
n
u
l
a
d
o
P
r
o
m
e
d
i
o
-
0
,
8
8
5
0
,
8
8
5
-
0
,
0
9
4
0
,
5
0
8
-
0
,
6
7
9
-
0
,
5
7
7
-
0
,
0
9
8
2
,
5
4
2
D
E
R
0
,
0
2
2
0
,
4
9
3
0
,
0
3
8
-
0
,
2
8
9
-
0
,
2
1
8
-
0
,
4
5
7
0
,
0
8
5
G
r
a
n
u
l
o
m
e
t
r
a
g
r
a
n
u
l
a
d
o
G
r
u
e
s
o
s
P
r
o
m
e
d
i
o
3
,
5
8
-
7
,
2
1
-
7
,
6
4
-
8
,
8
0
3
,
8
8
5
,
1
0
7
,
9
1
1
9
,
1
7
D
E
R
-
9
,
0
2
2
,
1
5
-
1
,
3
9
-
1
0
,
1
6
-
2
,
1
0
-
8
,
1
7
-
1
,
9
3
M
e
d
i
o
s
P
r
o
m
e
d
i
o
-
6
,
9
3
3
,
2
1
6
,
7
6
1
0
,
2
2
-
0
,
8
3
-
0
,
4
8
-
7
,
1
3
5
0
,
5
0
D
E
R
-
1
,
8
4
-
3
,
7
2
-
0
,
7
2
-
1
,
0
2
3
,
1
1
3
,
9
0
1
,
9
9
F
i
n
o
s
P
r
o
m
e
d
i
o
3
,
2
2
4
,
1
3
1
,
0
2
-
1
,
5
5
-
3
,
1
9
-
4
,
7
6
-
0
,
6
5
5
,
8
8
D
E
R
-
1
,
6
6
-
2
,
2
0
-
4
,
6
0
1
,
8
8
9
,
4
8
4
,
9
9
-
3
,
5
8
V
a
r
i
a
c
i
n
d
e
p
e
s
o
t
a
b
l
e
t
a
s
D
E
R
0
,
9
8
8
0
,
0
7
9
-
1
,
4
5
4
0
,
4
6
9
-
0
,
5
3
7
-
0
,
1
4
0
-
0
,
1
3
4
QbD en reformulacin de tabletas masticables
209
variable respuesta; es decir, cmo vara la densidad aparente del granulado cuando se
trabaja a diferentes condiciones de operacin.
Como se observa en la tabla 9, ninguna de las variables de ensayo, es decir, cantidad de
agua para la aglutinacin, tipo de mallas empleadas para la granulacin y la regranula-
cin, tiempo de mezcla y velocidad de compresin, tiene infuencia signifcativa sobre
los valores de densidad aparente, densidad apisonada, fuidez y granulometra. No obs-
tante, cuando se realiza la estandarizacin de los procesos productivos, quiz el impacto
que dichas variables tienen sobre la variacin de las caractersticas del material es ms
importante que el impacto de las variables de ensayo sobre los valores de tendencia
central de las variables respuesta. Teniendo en cuenta que no se dispone de un valor
estadstico que permita decidir acerca de su signifcancia, es pertinente construir los
grfcos de efectos correspondientes (fgura 4).
-10
-8
-6
-4
-2
0
2
4
6
8
10
A / BCD B / ACD C / ABD D / ABC AB / CD AC / BD AD / BC
Densidad
aparente
granulado
E
f
e
c
t
o
s
c
a
l
c
u
l
a
d
o
s
a
p
a
r
t
i
r
d
e
l
a
d
e
s
v
i
a
c
i
n
e
s
t
a
n
d
a
r
r
e
l
a
t
i
v
a
Densidad
apisonada
granulado
ngulo de
reposo
granulado
Gruesos Medios Finos Variacin de
peso tabletas
Figura 4. Grfca de efectos para las variables respuesta seleccionadas para la estandarizacin de las
etapas aglutinacin, granulacin, regranulacin, mezcla fnal y compresin en la fabricacin del pro-
ducto tabletas masticables.
Como se puede concluir a partir de la fgura 4, las variables de ensayo y sus interaccio-
nes infuyen de forma importante en la distribucin granulomtrica del material (los
efectos presentan los valores ms elevados). Sin embargo, dicha variacin no afecta en
gran medida la variacin del peso de las tabletas, lo que podra deberse gracias a un ade-
210
Rocha Saleme, Cuadro Julio, Mora Huertas
cuado empaquetamiento del material. Centrando la atencin en los resultados corres-
pondientes a la variacin del peso de las tabletas, es importante considerar los efectos
de la cantidad de agua para aglutinacin. A mayor cantidad de agua empleada en la
aglutinacin, se obtiene una mayor variacin del peso de las tabletas. Igualmente, es
interesante el comportamiento de la variable de ensayo tiempo de mezcla. En este caso,
los menores tiempos de mezcla generan una mayor variacin en el peso de las tabletas.
El comportamiento de los efectos obtenidos para las otras dos variables principales,
sugiere que la velocidad de compresin elevada genera mayor variacin en el peso de las
tabletas y que la relacin de mallas seleccionadas para la granulacin y la regranulacin,
no infuye de forma importante en el comportamiento del material en la compresin.
El anlisis detallado de las interacciones entre variables corrobora estas conclusiones.
Evidentemente, lo ideal en la fabricacin de las tabletas masticables es lograr baja varia-
cin en su peso. Por ello, las condiciones de trabajo ms recomendadas, segn el diseo
de experimentos, son las siguientes: cantidad de agua empleada para la aglutinacin:
38 mL; tiempo de mezcla: 20 min; relacin de mallas (granulacin/regranulacin):
No. 10 / No. 12, y velocidad de compresin: 24 rpm. Para corroborar la conveniencia
de estas condiciones de trabajo, se prepar un lote piloto a partir del cual se obtuvieron
tabletas con un peso promedio de 1.221 mg y una desviacin estndar relativa de 2,2%;
es un valor bajo si se tienen en cuenta los resultados obtenidos en los ensayos realizados
aplicando la matriz de diseo experimental.
Adems, la aplicacin del diseo de experimentos para la estandarizacin del proceso
de fabricacin permite un acercamiento al concepto de espacio de diseo, el que es
clave para QbD [15, 16, 28]. Segn la ICH Q8, el espacio de diseo se defne como la
combinacin multidimensional y la interaccin de las variables de entrada (e. g., atri-
butos de las materias primas), y parmetros del proceso que proveen el aseguramiento
de calidad [6]. Aplicado al presente caso de estudio, el espacio de diseo se entiende
como la variacin que puede permitirse en las condiciones de operacin sin que la cali-
dad del producto se vea comprometida. As, podra afrmarse que la relacin de las
mallas utilizadas para la granulacin y la regranulacin, puede modifcarse en las dos
condiciones que se evaluaron en el diseo experimental, sin que se produzca mayor
efecto en la variacin del peso de las tabletas. Para el caso del agua que se emplea para
aglutinar y del tiempo de mezcla, los resultados del diseo de experimentos advierten
que su espacio de diseo es reducido y, por tanto, debe insistirse en el cumplimiento de
la condicin identifcada como la ms conveniente, hasta tanto se adelanten estudios
dirigidos a conocer las variaciones permitidas.
Una vez defnidas las condiciones de operacin y las estrategias de control para cada
una de las etapas de fabricacin del producto, se procedi a estructurar el procedi-
QbD en reformulacin de tabletas masticables
211
miento maestro para la fabricacin del producto. Dicho procedimiento se utiliz para
la fabricacin de los lotes piloto para el desarrollo de los estudios de estabilidad, que
sustentarn la vida til del producto reformulado y constituye el punto de partida para
el escalamiento del proceso hasta el nivel industrial. Es de esperar que en esta ltima
etapa (que no cubre el presente estudio) sea necesario realizar pequeos ajustes a las
condiciones de operacin o a la formulacin cualicuantitativa, propias del cambio de
escala. En tales casos, cualquiera de las decisiones que se tome, debe sustentarse en los
resultados aqu presentados respecto a la criticidad de los materiales de partida y de las
etapas de fabricacin, as como en los anlisis de riesgo efectuados.
Conclusiones
El presente estudio ilustra la implementacin de los principios de la metodologa
de calidad basada en el diseo a la reformulacin de un producto farmacutico tipo
tableta masticable. La importancia de esta herramienta radica, fundamentalmente, en
la posibilidad de integrar de forma metdica y armnica, el conocimiento cientfco y
la experiencia prctica para el anlisis de una formulacin y de un proceso productivo,
a fn de identifcar los factores que resulten crticos para cumplir las especifcaciones de
calidad del producto. Sobre esta base, la revisin de producto evidenci que aunque el
producto cumpli las especifcaciones en el perodo en estudio, la composicin de la
formulacin presentaba desventajas especialmente desde el punto de vista organolp-
tico y el diseo del proceso le restaba competitividad y difcultaba la elaboracin del
producto a escala industrial. As, con el objetivo de mejorar tanto el producto como el
proceso, se adelantaron actividades experimentales apoyadas por el anlisis de riesgos
y el diseo estadstico experimental. Los resultados fnales permitieron lograr una for-
mulacin y un proceso productivo que satisface las expectativas de la empresa y facilita
el cumplimiento de las especifcaciones de calidad del producto.
Agradecimientos
El presente trabajo se desarroll dentro del marco del Programa de Maestra en Ciencias
Farmacuticas de la Facultad de Ciencias, rea Curricular de Farmacia, sede Bogot y
de la Facultad de Ciencias Agropecuarias de la sede Palmira, de la Universidad Nacio-
nal de Colombia.
212
Rocha Saleme, Cuadro Julio, Mora Huertas
Referencias
Food and Drug Administration, Warning letters. 1. url: http:// http://www.fda.
gov/Drugs/GuidanceComplianceRegulatoryInformation/EnforcementActivitiesb-
yFDA/WarningLettersandNoticeof ViolationLetterstoPharmaceuticalCompanies/
default.htm, agosto 2013.
L.X. Yu, Pharmaceutical quality by design: Product and process development, 2.
understanding, and control, Pharm. Res., 25, 781 (2008).
Food and Drug Administration, U. S., Department of Health and Human Ser- 3.
vices, Pharmaceutical cgmps for the 21
st
century. A risk based approach, fda,
Rockville, 2004.
R. Daz, G. Fernndez, C. Muzzio, Practical application of quality risk manage- 4.
ment to the flling process of betamethasone injections, Pharmaceutical Engi-
neering, 32, 4, art. 9 (2011).
J. Fraser, G. Kerboul, A holistic approach to pharmaceutical manufacturing: 5.
Product lifecycle management support for high yield processes to make safe and
efective drugs, Pharmaceutical Engineering, 32, 2, art. 3 (2012).
International Conference on Harmonisation of Technical Requirements for 6.
Registration of Pharmaceuticals for Human Use, Pharmaceutical development
Q8(R2). ICH Harmonised tripartite guideline, ICH, Ginebra, 2009.
International Conference on Harmonisation of Technical Requirements for 7.
Registration of Pharmaceuticals for Human Use, Quality risk management Q9.
ICH Harmonised tripartite guideline, ICH, Ginebra, 2005.
International Conference on Harmonisation of Technical Requirements for 8.
Registration of Pharmaceuticals for Human Use, Pharmaceutical quality system
Q10. ICH Harmonised tripartite guideline, ICH, Ginebra, 2007.
International Society for Pharmaceutical Engineering, Product quality lifecycle 9.
implementation (pqli), Part 1: Product realization using Quality by Design
(QbD): Concepts and principles, ispe, Tampa, Florida, 2011.
N.A. Charoo, A.A. Shamsher, A.S. Zidan, Z. Rahman, Quality by design 10.
approach for formulation development: A case study of dispersible tablets, Int. J.
Pharm., 423, 167 (2012).
QbD en reformulacin de tabletas masticables
213
H.M. Wolf, Optimal process design for the manufacture of transdermal drug 11.
delivery systems, pstt, 3, 173 (2000).
V. Lourenco, D. Lochmann, G. Reich, J.C. Menezes, T. Herdling, J. Schewitz, A 12.
quality by design study applied to an industrial pharmaceutical fuid bed granu-
lation, Eur. J. Pharm. Biopharm., 81, 438 (2012).
D.T. Ring, J.C.O. Oliveira, A. Crean, Evaluation of the infuence of granulation 13.
processing parameters on the granule properties and dissolution characteristics
of a modifed release drug, Adv. Powder Technol., 22, 245 (2011).
X. Xu, M.A. Khan, D.J. Burgess, A Quality by Design (QbD) case study on lipo- 14.
somes containing hydrophilic api: I. Formulation, processing design and risk
assessment, Int. J. Pharm., 419, 52 (2011).
X. Xu, M.A. Khan, D.J. Burgess, A Quality by Design (QbD) case study on lipo- 15.
somes containing hydrophilic api: II. Screening of critical variables, and establis-
hment of design space at laboratory scale, Int. J. Pharm., 423, 543 (2012).
V. McCurdy, M.T. Ende, F.R. Busch, J. Mustakis, P. Rose, M.R. Berry, Quality 16.
by Design using and integrated active pharmaceutical ingredient drug product
approach to development, Pharmaceutical Engineering, 30, 4, art. 1 (2010).
World Health Organization, Expert Committee on Specifcations for Pharma- 17.
ceutical Preparations, who good manufacturing practices: Main principles for
pharmaceutical products, Forty-ffh report, Technical Report Series No. 961,
Annex 3, who Press, Geneva, 2011, pp. 94-147.
A. Brindle, S. Davy, D. Tifany, Risk analysis and mitigation matrix ( 18. ramm)
A risk tool for quality management, Pharmaceutical Engineering, 32, 1, art. 3
(2012).
T.A. Carbone, D.D. Tippett, Project risk management using the project risk 19.
fmea, Eng. Manag. J., 16, 28 (2004).
I. Campbell, D. Tibeault, A quality risk management approach to review and 20.
monitor cleaning processes, Pharmaceutical Engineering, 32, 1, art. 5 (2012).
F.H. van Duijne, D. van Aken, E.G. Schouten, Considerations in developing com- 21.
plete and quantifed methods for risk assessment, Safety Sci., 46, 245 (2008).
B. Andreasen, J. Blasi, H. Fabritz, H. Feldthusen, N. Guldager, G. Moelgaard, 22.
Risk-MaPP, ICH Q9, ASTM 2500 in action: Project advantages of practical
214
Rocha Saleme, Cuadro Julio, Mora Huertas
quality risk management approaches, Pharmaceutical Engineering, 31, 1, art. 4
(2011).
B. Schroeder, J. Alkemade, G. Lawrence, Risk management A key requirement 23.
for project success, Pharmaceutical Engineering, 31, 1, art. 3 (2011).
World Health Organization, Expert Committee on Specifcations for Pharma- 24.
ceutical Preparations, who guidelines on quality risk management. Forty-se-
venth report, Technical Report Series No. 981, Annex 2, who Press, Geneva,
2013, pp. 61-92.
M.L. Hamad, K. Bowman, N. Smith, X. Sheng, K.R. Morris, Multi-scale phar- 25.
maceutical process understanding: From particle powder to dosage forms, Chem.
Eng. Sci., 65, 5625 (2010).
M.F. Zuluaga, Y. Baena, C.E. Mora, L.F. Ponce DLen, Physicochemical cha- 26.
racterization and application of yam (Dioscorea cayensis-rotundata) starch as a
pharmaceutical excipient, Starch, 59, 307 (2007).
L. Saderra, El secreto de la calidad japonesa. El diseo de experimentos clsico, 27.
Taguchi y Shainin, Marcomobo S. A., Barcelona, 1993.
J. Lepore, J. Spavins, 28. pqli design space, J. Pharm. Innov., 3, 79 (2008).
Você também pode gostar
- Actividad 2 Tarea Humanismo y TranspersonalDocumento5 páginasActividad 2 Tarea Humanismo y TranspersonalJuliana Valentina Casallas SalazarAinda não há avaliações
- AINEs: efectos y mecanismo de acciónDocumento91 páginasAINEs: efectos y mecanismo de acciónTATIANA IDROVOAinda não há avaliações
- Historia Del EnvaseDocumento30 páginasHistoria Del EnvaseEdgar GarridoAinda não há avaliações
- Aprendizaje y Capacidad de SimbolizacionDocumento202 páginasAprendizaje y Capacidad de SimbolizacionValentina Anguita DonosoAinda não há avaliações
- Determinacion de Textura Al Tacto (Mayco)Documento15 páginasDeterminacion de Textura Al Tacto (Mayco)Asfor FacuAinda não há avaliações
- Practico 3Documento3 páginasPractico 3SugrafikaLeonelAinda não há avaliações
- Izaje y montaje de columnas de concretoDocumento18 páginasIzaje y montaje de columnas de concretovicvargAinda não há avaliações
- 1 Historia ClinicaDocumento6 páginas1 Historia ClinicaAndersson Nina Ramos100% (1)
- Aminoácidos y proteínas: metabolismo y ciclo del nitrógenoDocumento48 páginasAminoácidos y proteínas: metabolismo y ciclo del nitrógenoGonzalo BarthaburuAinda não há avaliações
- Saponificación de Una GrasaDocumento7 páginasSaponificación de Una GrasaEmmel CrazAinda não há avaliações
- Ficha Tecnica HamburguesaDocumento18 páginasFicha Tecnica HamburguesaMabel Zambrano100% (1)
- Especificaciones Tecnicas de PlantacionDocumento31 páginasEspecificaciones Tecnicas de PlantacionGustavo Dongo Aguirre100% (1)
- Actividad 15 - Propuesta de Accion Socialmente ResponsableDocumento11 páginasActividad 15 - Propuesta de Accion Socialmente ResponsableKatherin Esparza ConsuegraAinda não há avaliações
- Flotación Selectiva de Enargita Desde Un Concentrado Final de Sulfuros de Cobre de CollahuasiDocumento281 páginasFlotación Selectiva de Enargita Desde Un Concentrado Final de Sulfuros de Cobre de CollahuasiNicolas MirandaAinda não há avaliações
- Corrosión en Tanques de Almacenamiento y DuctosDocumento49 páginasCorrosión en Tanques de Almacenamiento y DuctosCarlos Mauricio Rodríguez100% (3)
- Presupuesto Vias Departamentales Meta II-cunetasDocumento12 páginasPresupuesto Vias Departamentales Meta II-cunetasLenin NuñezAinda não há avaliações
- Conecta Mas BiologiaDocumento226 páginasConecta Mas Biologiaken100% (2)
- Mecanismo de Cracking TérmicoDocumento3 páginasMecanismo de Cracking Térmicoleonardo fernandezAinda não há avaliações
- TEL Victor AcostaDocumento7 páginasTEL Victor AcostaJavi AlbornozAinda não há avaliações
- PROYECTO Practicas Saludables Inicial y PrimariaDocumento4 páginasPROYECTO Practicas Saludables Inicial y PrimariaLuis Fernando Pongo MondragonAinda não há avaliações
- Gress Ficha Tecnica de InstalacionDocumento3 páginasGress Ficha Tecnica de InstalacionLopez VladyAinda não há avaliações
- Clase 12 Asesoramiento Preconcepcional y GeneticaDocumento6 páginasClase 12 Asesoramiento Preconcepcional y GeneticaRoxana PalaciosAinda não há avaliações
- HidrocarburosDocumento7 páginasHidrocarburosBellos Isla del SolAinda não há avaliações
- Enfoques PsicoterapéuticosDocumento41 páginasEnfoques PsicoterapéuticosJose Antonio Calvo Mathieu100% (1)
- Clase - Test de RorschachDocumento69 páginasClase - Test de RorschachSebastian CastilloAinda não há avaliações
- HISTORIA de La ChiaDocumento6 páginasHISTORIA de La ChiaVladimir Iverson Ticona ArapaAinda não há avaliações
- Brouchure Kubika InspectionDocumento5 páginasBrouchure Kubika Inspectionperearodrigo30Ainda não há avaliações
- Planta de Producción de BolsasDocumento4 páginasPlanta de Producción de BolsasAlberto ReyesAinda não há avaliações
- Certificado de Indicadores de Riesgo SORENA NORTE GRANDE S.ADocumento2 páginasCertificado de Indicadores de Riesgo SORENA NORTE GRANDE S.ACarlos Rojas ArayaAinda não há avaliações
- MasterEmaco P 5000 APDocumento4 páginasMasterEmaco P 5000 APJuan CarlosAinda não há avaliações