Você também pode gostar
- Guiffre V MaxwellDocumento40 páginasGuiffre V MaxwellTechno Fog91% (32)
- OSHA - 29CFR - Construction StandardsDocumento22 páginasOSHA - 29CFR - Construction Standardshasan_676489616100% (1)
- Tank Construction Quality ProceduresDocumento36 páginasTank Construction Quality ProceduresJagdish Busa100% (2)
- Piping Fabrication Procedure.Documento58 páginasPiping Fabrication Procedure.Janardhan Surya78% (23)
- ASME B16.47 Series B FlangeDocumento4 páginasASME B16.47 Series B Flange41h189Ainda não há avaliações
- Scope of Work for Pipeline InstallationDocumento10 páginasScope of Work for Pipeline InstallationAsongwe HansAinda não há avaliações
- Basics of Duct DesignDocumento2 páginasBasics of Duct DesignRiza BahrullohAinda não há avaliações
- METHOD STATEMENT For INSTALLATION of PVC Conduits and Accessories in The Concrete Slabs, Columns, Block Works and Concrete WallsDocumento6 páginasMETHOD STATEMENT For INSTALLATION of PVC Conduits and Accessories in The Concrete Slabs, Columns, Block Works and Concrete WallsYoke Shu100% (1)
- ITP For Piping WorksDocumento91 páginasITP For Piping Workshasan_676489616100% (1)
- ITP For Piping WorksDocumento91 páginasITP For Piping Workshasan_676489616100% (1)
- Structural Steel ErectionDocumento7 páginasStructural Steel Erectionzaki fadlAinda não há avaliações
- ElectricalDocumento59 páginasElectricalHitendra Panchal100% (1)
- Site Erection ManualDocumento11 páginasSite Erection Manualjohney2Ainda não há avaliações
- API 5L - 43rd and 44th Ed - Comparison r1Documento68 páginasAPI 5L - 43rd and 44th Ed - Comparison r1gopidhan100% (1)
- 006-MS For Purging of Stainless Steel PDFDocumento18 páginas006-MS For Purging of Stainless Steel PDFKöksal PatanAinda não há avaliações
- WMS JOB Procedure FOR PIPING WORKDocumento9 páginasWMS JOB Procedure FOR PIPING WORKsatyamech1_395565923Ainda não há avaliações
- Method Statement: Al-Khafji FDP Phase-I Onshore FacilitiesDocumento8 páginasMethod Statement: Al-Khafji FDP Phase-I Onshore FacilitiesSiddiqui Muhammad AshfaqueAinda não há avaliações
- Mitsui E&S Engineering Co., LTD.: 1 11 DEC 2020 TP EFD REV Date Prepared by Checked by Approved by DescriptionDocumento47 páginasMitsui E&S Engineering Co., LTD.: 1 11 DEC 2020 TP EFD REV Date Prepared by Checked by Approved by Descriptionric leonisoAinda não há avaliações
- MS-M-063 Rev. 1 - Air Fin Cooler InstallationDocumento6 páginasMS-M-063 Rev. 1 - Air Fin Cooler InstallationwalitedisonAinda não há avaliações
- LNG Tank Dismantling MS RevCDocumento14 páginasLNG Tank Dismantling MS RevChasan_676489616100% (1)
- Hindustan Petroleum Standard Piping Inspection Test PlanDocumento6 páginasHindustan Petroleum Standard Piping Inspection Test Planمحمد أزها نو الدينAinda não há avaliações
- PLJ-8LED Manual Translation enDocumento13 páginasPLJ-8LED Manual Translation enandrey100% (2)
- WP 11 Corrosion Protection Tape Coating123Documento3 páginasWP 11 Corrosion Protection Tape Coating123KarthikAinda não há avaliações
- Installation Procedure For Pressure VesselDocumento8 páginasInstallation Procedure For Pressure VesselSamuel Babu100% (1)
- Method Statement - MS PipingDocumento13 páginasMethod Statement - MS PipingAnish KumarAinda não há avaliações
- Delayed PWHTDocumento4 páginasDelayed PWHThasan_676489616Ainda não há avaliações
- Procedure For Instalattion of VesselDocumento6 páginasProcedure For Instalattion of Vesselyayan hAinda não há avaliações
- Europe steel standards overviewDocumento14 páginasEurope steel standards overviewhasan_676489616Ainda não há avaliações
- Fabrication Erection Installation Procedure For PipingDocumento35 páginasFabrication Erection Installation Procedure For Pipingbain100% (1)
- Specification FOR Piping Fabrication and InstallationDocumento27 páginasSpecification FOR Piping Fabrication and Installationgc_panchaAinda não há avaliações
- Method Statement For Pipe Support Fabrication and Installation 6423dp420 00 0030000 Rev01 PDFDocumento21 páginasMethod Statement For Pipe Support Fabrication and Installation 6423dp420 00 0030000 Rev01 PDFfurkanAinda não há avaliações
- Vessel Final BoxDocumento14 páginasVessel Final Boxmanoj thakkarAinda não há avaliações
- Fabrication Erection Installation Procedure For Piping PDFDocumento35 páginasFabrication Erection Installation Procedure For Piping PDFTaofiq100% (1)
- Fabrication Erection and Installation Procedure For PipingDocumento36 páginasFabrication Erection and Installation Procedure For Pipinggst ajah100% (2)
- Horizontal Life Line CalculationDocumento1 páginaHorizontal Life Line Calculationhasan_676489616100% (1)
- Pipe Pre-Test ChecklistDocumento1 páginaPipe Pre-Test Checklistjrod915Ainda não há avaliações
- Taping and Chilled Water Pipe InstallationDocumento13 páginasTaping and Chilled Water Pipe InstallationProject enghvacAinda não há avaliações
- Installation, Testing & Flushing of Firefighting Piping System MSTDocumento10 páginasInstallation, Testing & Flushing of Firefighting Piping System MSTMohamedAinda não há avaliações
- WP 11 Corrosion Protection Tape CoatingDocumento3 páginasWP 11 Corrosion Protection Tape CoatingKarthikAinda não há avaliações
- Work Procedure Pipe SupportDocumento10 páginasWork Procedure Pipe Supportmc chesterAinda não há avaliações
- Acid PipingDocumento1 páginaAcid Pipinghasan_676489616Ainda não há avaliações
- Method Statement For For Cable Tray and Conduit Installation With Risk AssesmentDocumento9 páginasMethod Statement For For Cable Tray and Conduit Installation With Risk Assesmentobasiigwe8499Ainda não há avaliações
- 250600DBQRD0008 - Exde00 - 22 - Procedure For Handling, Transport and Storage of Pipes From The Stock Pile To TrenchDocumento22 páginas250600DBQRD0008 - Exde00 - 22 - Procedure For Handling, Transport and Storage of Pipes From The Stock Pile To TrenchAbdullah AbdullahAinda não há avaliações
- Method of Statement Piping Fab. ErectionDocumento22 páginasMethod of Statement Piping Fab. Erectionhasan_676489616Ainda não há avaliações
- 033-Itp For Piping Installation Ag and Ug PDFDocumento13 páginas033-Itp For Piping Installation Ag and Ug PDFKöksal Patan75% (4)
- Fall Protection Systems Guidelines Part 1 - Anchorages Lifelines and Temporary Edge Protection Systems - Public ConsultDocumento40 páginasFall Protection Systems Guidelines Part 1 - Anchorages Lifelines and Temporary Edge Protection Systems - Public Consultlwin_oo2435100% (3)
- Paul K. Feyerabend - Philosophical Papers, Volume 4 - Physics and Philosophy-Cambridge University Press (2015) PDFDocumento438 páginasPaul K. Feyerabend - Philosophical Papers, Volume 4 - Physics and Philosophy-Cambridge University Press (2015) PDFDavor Katunarić100% (1)
- 22.MS For HydrotestDocumento9 páginas22.MS For HydrotestASHWANIAinda não há avaliações
- Types of Sensor and Their ApplicationDocumento6 páginasTypes of Sensor and Their Applicationpogisimpatiko0% (1)
- INSPECTION & TEST PLAN FOR FLUE GAS AND AIR DUCTSDocumento1 páginaINSPECTION & TEST PLAN FOR FLUE GAS AND AIR DUCTStreyAinda não há avaliações
- Method Statement for Fabrication, Installation and Testing of Piping WorksDocumento31 páginasMethod Statement for Fabrication, Installation and Testing of Piping WorksNaveed Ahmed Get-Info100% (1)
- Construction Method Statement: Fabrication & Erection of Piping SystemDocumento24 páginasConstruction Method Statement: Fabrication & Erection of Piping SystemHarun Akkaya100% (2)
- Inspection and Test Plan Piping Works Main Deck, Service Platform, Module, EtcDocumento3 páginasInspection and Test Plan Piping Works Main Deck, Service Platform, Module, Etcaditya kokoAinda não há avaliações
- Pathways-Childrens Ministry LeaderDocumento16 páginasPathways-Childrens Ministry LeaderNeil AtwoodAinda não há avaliações
- Procedure For Fabrication and Erection of HP Piping Extract From Tata Cons - LTDDocumento12 páginasProcedure For Fabrication and Erection of HP Piping Extract From Tata Cons - LTDSushanta NaikAinda não há avaliações
- Ms Ag 002 Rev 0 - Method Statement For Above Ground PipingDocumento16 páginasMs Ag 002 Rev 0 - Method Statement For Above Ground Pipingsugumar50% (4)
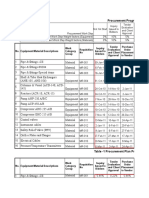
- Sample Template For Procurement Progress Calculation SheetDocumento10 páginasSample Template For Procurement Progress Calculation SheetAkmal MuliawanAinda não há avaliações
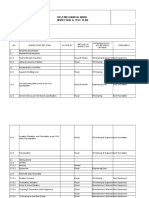
- Material Inspection Report: Project Name Date InspDocumento22 páginasMaterial Inspection Report: Project Name Date InspRafiqKuAinda não há avaliações
- Project On International BusinessDocumento18 páginasProject On International BusinessAmrita Bharaj100% (1)
- PNFJ8000Documento71 páginasPNFJ8000seenu189100% (1)
- Pressure Part Method StatementDocumento49 páginasPressure Part Method StatementSerkan Yaşa67% (3)
- Method Statement For PCW Piping (Tool Install)Documento4 páginasMethod Statement For PCW Piping (Tool Install)amg007Ainda não há avaliações
- Piping Above Ground Installation Work ProcedureDocumento38 páginasPiping Above Ground Installation Work Proceduremanoj thakkar100% (1)
- 2014 68 Eu PDFDocumento96 páginas2014 68 Eu PDFAlienshow100% (1)
- MS For Tank Installation - R1Documento6 páginasMS For Tank Installation - R1alvinchuan100% (1)
- Hydrotest Check List PDFDocumento1 páginaHydrotest Check List PDFSaut Maruli Tua Samosir100% (1)
- 02 MechanicalDocumento44 páginas02 Mechanicalmusaismail8863Ainda não há avaliações
- Method Statement For Insulation WorksDocumento16 páginasMethod Statement For Insulation WorksAhmed Farman AlqaysiAinda não há avaliações
- Gas Pipe Fitting InstallationDocumento2 páginasGas Pipe Fitting InstallationMcLester Love ElinaAinda não há avaliações
- MS For Hydro Test ModDocumento7 páginasMS For Hydro Test ModIbrahim KhanAinda não há avaliações
- Field Mechanical Work Inspection & Test Plan: Job No.: Owner: Client: ProjectDocumento12 páginasField Mechanical Work Inspection & Test Plan: Job No.: Owner: Client: ProjectbasukiAinda não há avaliações
- PPR Method StatementDocumento53 páginasPPR Method StatementDiaa Gobran100% (1)
- Method Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Documento9 páginasMethod Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Delil OzanAinda não há avaliações
- Fire Hose Rack & Reel Testing ProcedureDocumento2 páginasFire Hose Rack & Reel Testing ProcedureDong VanraAinda não há avaliações
- Method Statement For Carbon Steel U G Piping Fabrication ErectionDocumento28 páginasMethod Statement For Carbon Steel U G Piping Fabrication ErectionAriel Anasco100% (1)
- Site Inspection Test PlanDocumento24 páginasSite Inspection Test Planprabu palaniswamyAinda não há avaliações
- Weld Joint Numbering ProcedureDocumento5 páginasWeld Joint Numbering ProcedureAkhilesh Kumar100% (2)
- Block A Gas Development Project Vendor Engineering Document ListDocumento11 páginasBlock A Gas Development Project Vendor Engineering Document Listahmad kusumaAinda não há avaliações
- Receiving Material Procedure CoverDocumento1 páginaReceiving Material Procedure Covergst ajahAinda não há avaliações
- ERECTION & INSTALLATION PROCEDURE ClarifierDocumento23 páginasERECTION & INSTALLATION PROCEDURE ClarifierMohammad IqbalAinda não há avaliações
- ITP Plan - FF PDFDocumento7 páginasITP Plan - FF PDFAltaf KhanAinda não há avaliações
- S1501 Piping SpecDocumento33 páginasS1501 Piping SpecLiou Will SonAinda não há avaliações
- Duty CycleDocumento1 páginaDuty Cyclehasan_676489616Ainda não há avaliações
- Celex:02014l0068 20140717:en:txtDocumento118 páginasCelex:02014l0068 20140717:en:txtedwinAinda não há avaliações
- Cross Cut TestDocumento1 páginaCross Cut Testhasan_676489616Ainda não há avaliações
- Pictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsDocumento24 páginasPictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsBellana SirishAinda não há avaliações
- E SN883Documento2 páginasE SN883hasan_676489616100% (1)
- 1926.501 - Duty To Have Fall ProtectionDocumento4 páginas1926.501 - Duty To Have Fall Protectionhasan_676489616Ainda não há avaliações
- Solar Power Plant ReportDocumento1 páginaSolar Power Plant Reporthasan_676489616Ainda não há avaliações
- E SN882Documento2 páginasE SN882hasan_676489616Ainda não há avaliações
- FITTINGS ButtweldDocumento5 páginasFITTINGS ButtweldThamaraikani ManiAinda não há avaliações
- Stainless Steels For H2SO4Documento4 páginasStainless Steels For H2SO4Marshel LeninAinda não há avaliações
- E SN854Documento2 páginasE SN854hasan_676489616Ainda não há avaliações
- German test point system standardDocumento3 páginasGerman test point system standardhasan_676489616Ainda não há avaliações
- Din 2614Documento11 páginasDin 2614hasan_676489616Ainda não há avaliações
- Din 2461-66Documento7 páginasDin 2461-66hasan_676489616Ainda não há avaliações
- 2020 - Audcap1 - 2.3 RCCM - BunagDocumento1 página2020 - Audcap1 - 2.3 RCCM - BunagSherilyn BunagAinda não há avaliações
- KCL Thesis PrintingDocumento4 páginasKCL Thesis PrintingMelinda Watson100% (2)
- Networks Lab Assignment 1Documento2 páginasNetworks Lab Assignment 1006honey006Ainda não há avaliações
- Divide Fractions by Fractions Lesson PlanDocumento12 páginasDivide Fractions by Fractions Lesson PlanEunice TrinidadAinda não há avaliações
- Performance of a Pelton WheelDocumento17 páginasPerformance of a Pelton Wheellimakupang_matAinda não há avaliações
- 1 Univalent Functions The Elementary Theory 2018Documento12 páginas1 Univalent Functions The Elementary Theory 2018smpopadeAinda não há avaliações
- Modification Adjustment During Upgrade - Software Logistics - SCN WikiDocumento4 páginasModification Adjustment During Upgrade - Software Logistics - SCN Wikipal singhAinda não há avaliações
- Roll Covering Letter LathiaDocumento6 páginasRoll Covering Letter LathiaPankaj PandeyAinda não há avaliações
- APLI - Annual Report - 2016Documento122 páginasAPLI - Annual Report - 2016tugas noviaindraAinda não há avaliações
- Audi A3 Quick Reference Guide: Adjusting Front SeatsDocumento4 páginasAudi A3 Quick Reference Guide: Adjusting Front SeatsgordonjairoAinda não há avaliações
- MMH Dan StoringDocumento13 páginasMMH Dan Storingfilza100% (1)
- Diferencias Gas LP y Gas Natural: Adminigas, S.A. de C.VDocumento2 páginasDiferencias Gas LP y Gas Natural: Adminigas, S.A. de C.VMarco Antonio Zelada HurtadoAinda não há avaliações
- 3240-B0 Programmable Logic Controller (SIEMENS ET200S IM151-8)Documento7 páginas3240-B0 Programmable Logic Controller (SIEMENS ET200S IM151-8)alexandre jose dos santosAinda não há avaliações
- Lignan & NeolignanDocumento12 páginasLignan & NeolignanUle UleAinda não há avaliações
- Confined Space SafetyDocumento33 páginasConfined Space SafetyEneyo VictorAinda não há avaliações
- FRABA - Absolute - Encoder / PLC - 1 (CPU 314C-2 PN/DP) / Program BlocksDocumento3 páginasFRABA - Absolute - Encoder / PLC - 1 (CPU 314C-2 PN/DP) / Program BlocksAhmed YacoubAinda não há avaliações
- Principal Component Analysis of Protein DynamicsDocumento5 páginasPrincipal Component Analysis of Protein DynamicsmnstnAinda não há avaliações
- Cost Systems: TermsDocumento19 páginasCost Systems: TermsJames BarzoAinda não há avaliações
- 6.standard CostingDocumento11 páginas6.standard CostingInnocent escoAinda não há avaliações
- Research PaperDocumento15 páginasResearch PapershrirangAinda não há avaliações
- Recent Advances in Active Metal Brazing of Ceramics and Process-S12540-019-00536-4Documento12 páginasRecent Advances in Active Metal Brazing of Ceramics and Process-S12540-019-00536-4sebjangAinda não há avaliações
- PCG Master Consultancy Services AgreementDocumento12 páginasPCG Master Consultancy Services Agreementawscobie100% (1)
- Digestive System Song by MR ParrDocumento2 páginasDigestive System Song by MR ParrRanulfo MayolAinda não há avaliações
- Online Music QuizDocumento3 páginasOnline Music QuizGiang VõAinda não há avaliações