Você também pode gostar
- Tỷ số air-fuel lý tưởng (14.7)Documento9 páginasTỷ số air-fuel lý tưởng (14.7)Vinh Do ThanhAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Ansi B16-104Documento1 páginaAnsi B16-104Monica Suarez100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
- Air-Fuel Ratio, Lambda and Engine Performance: AFR M MDocumento12 páginasAir-Fuel Ratio, Lambda and Engine Performance: AFR M MVinh Do ThanhAinda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Modeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsDocumento8 páginasModeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsVinh Do ThanhAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Studies On Drying Kinetics of Solids in A Rotary DryerDocumento6 páginasStudies On Drying Kinetics of Solids in A Rotary DryerVinh Do ThanhAinda não há avaliações
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Aoac - Methods.1.1990. MoistureDocumento2 páginasAoac - Methods.1.1990. MoistureVinh Do ThanhAinda não há avaliações
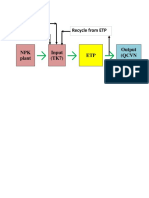
- Recycle From ETP Make Up H2O DAP, UreaDocumento1 páginaRecycle From ETP Make Up H2O DAP, UreaVinh Do ThanhAinda não há avaliações
- Modelling and Simulation of A Direct Contact Rotary DryerDocumento16 páginasModelling and Simulation of A Direct Contact Rotary DryerVinh Do ThanhAinda não há avaliações
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Dryer CalculationsDocumento4 páginasDryer CalculationsVinh Do Thanh0% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- E. E.' " (75 Ion Agent of Firm Rope-Mckay & AssociatesDocumento7 páginasE. E.' " (75 Ion Agent of Firm Rope-Mckay & AssociatesVinh Do ThanhAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Estimating Evaporation From Water SurfacesDocumento27 páginasEstimating Evaporation From Water SurfacesVinh Do ThanhAinda não há avaliações
- Equivalent Grades of Cast IronsDocumento2 páginasEquivalent Grades of Cast IronsVinh Do Thanh100% (1)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- PEP Report 267A: Ihs ChemicalDocumento8 páginasPEP Report 267A: Ihs ChemicalVinh Do ThanhAinda não há avaliações
- 4244 12672 1 PB PDFDocumento15 páginas4244 12672 1 PB PDFVinh Do ThanhAinda não há avaliações
- Metal Price IndexDocumento1 páginaMetal Price IndexVinh Do ThanhAinda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Tinh Luong Nuoc Bay HoiDocumento22 páginasTinh Luong Nuoc Bay HoiVinh Do ThanhAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- 4244 12672 1 PB PDFDocumento15 páginas4244 12672 1 PB PDFVinh Do ThanhAinda não há avaliações
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- CRACKER A PC Based Simulator For Industr PDFDocumento6 páginasCRACKER A PC Based Simulator For Industr PDFVinh Do ThanhAinda não há avaliações
- Application of Excel in Psychrometric AnalysisDocumento20 páginasApplication of Excel in Psychrometric AnalysisVinh Do ThanhAinda não há avaliações
- DRS 279-2015 Organic Fertilizer - SpecificationDocumento17 páginasDRS 279-2015 Organic Fertilizer - SpecificationVinh Do ThanhAinda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- MCCM 69 3 s192-197 KrauseDocumento6 páginasMCCM 69 3 s192-197 KrauseVinh Do ThanhAinda não há avaliações
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- How Mixing Affects The Rheology of Refractory Castables - Part IIDocumento25 páginasHow Mixing Affects The Rheology of Refractory Castables - Part IIVinh Do ThanhAinda não há avaliações
- 8D Problem Solving Worksheet: AQDEF.406Documento8 páginas8D Problem Solving Worksheet: AQDEF.406Vinh Do ThanhAinda não há avaliações
- Multiplexers DemultiplexersDocumento17 páginasMultiplexers Demultiplexerslvsaru100% (1)
- 30 Contoh Soal Passive Voice Pilihan Ganda Dan JawabannyaDocumento13 páginas30 Contoh Soal Passive Voice Pilihan Ganda Dan Jawabannyafutrika saragi100% (1)
- Ext Abstract BERCYANDYADocumento8 páginasExt Abstract BERCYANDYAvirtualqueen02Ainda não há avaliações
- 12 Chemistry Chapter 1 Assignment 2Documento2 páginas12 Chemistry Chapter 1 Assignment 2Mohd UvaisAinda não há avaliações
- Business Ethics PDFDocumento16 páginasBusiness Ethics PDFRitika DiwakarAinda não há avaliações
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- LP40W LED Driver 2017Documento4 páginasLP40W LED Driver 2017Daniel MéndezAinda não há avaliações
- Learning Shell Scripting With ZSH Sample ChapterDocumento24 páginasLearning Shell Scripting With ZSH Sample ChapterPackt PublishingAinda não há avaliações
- Entire Environmental Quality - DesignDocumento374 páginasEntire Environmental Quality - DesignLTE002Ainda não há avaliações
- Karatina University: University Examinations 2017/2018 ACADEMIC YEARDocumento4 páginasKaratina University: University Examinations 2017/2018 ACADEMIC YEARKimondo KingAinda não há avaliações
- CEC CategoryDocumento4 páginasCEC CategoryQ8123Ainda não há avaliações
- PW160-7K S 0411Documento890 páginasPW160-7K S 0411ado_22100% (3)
- Unit-V 191eec303t LicDocumento80 páginasUnit-V 191eec303t LicPonkarthika BAinda não há avaliações
- English 6 W10 DAYS 1-2Documento13 páginasEnglish 6 W10 DAYS 1-2Mary Jane CuevasAinda não há avaliações
- GLS Poland Z Tytuem Lidera Logistyki ENGDocumento3 páginasGLS Poland Z Tytuem Lidera Logistyki ENGFyikgfjijgAinda não há avaliações
- Circuflow 5200 Operating InstructionsDocumento24 páginasCircuflow 5200 Operating InstructionsalexAinda não há avaliações
- HOUSEKEEPING - WEEK 1 UpdatedDocumento5 páginasHOUSEKEEPING - WEEK 1 UpdatedMaria Rizza IlaganAinda não há avaliações
- University of Tehran Faculty of New Science & Technology Master's Thesis Proposal DefenseDocumento46 páginasUniversity of Tehran Faculty of New Science & Technology Master's Thesis Proposal DefenseSoheilDarvishMotavalliAinda não há avaliações
- Probability DistributionsDocumento167 páginasProbability DistributionslihaiyangAinda não há avaliações
- TOS 8 Household ServicesDocumento2 páginasTOS 8 Household ServicesGalvez ChaChaAinda não há avaliações
- Practical Research 2 Module 1: Characteristics, Strengths, Weaknesses, and Kinds of Quantitative ResearchDocumento6 páginasPractical Research 2 Module 1: Characteristics, Strengths, Weaknesses, and Kinds of Quantitative Research306947 Bancal Pugad ISAinda não há avaliações
- Manonmaniam Sundaranar University: B.Sc. Mathematics - Ii YearDocumento98 páginasManonmaniam Sundaranar University: B.Sc. Mathematics - Ii YearSadia ahmadAinda não há avaliações
- Cryptography: Presented by Blances SanchezDocumento91 páginasCryptography: Presented by Blances SanchezLian PicartAinda não há avaliações
- 2010 Ue CDocumento7 páginas2010 Ue CLau Sze WaAinda não há avaliações
- Iso SpinDocumento5 páginasIso SpinjhgsgsAinda não há avaliações
- Stadium Planning and Construction.Documento60 páginasStadium Planning and Construction.shrikant96% (68)
- Slide Topic 2 - PR TheoriesDocumento26 páginasSlide Topic 2 - PR TheoriesJeneesh RajendranAinda não há avaliações
- Conductivity Type of Extrinsic Semiconducting Materials: Standard Test Methods ForDocumento6 páginasConductivity Type of Extrinsic Semiconducting Materials: Standard Test Methods ForRob GridleyAinda não há avaliações
- P700 1 (4PP) GB (0213) PDFDocumento4 páginasP700 1 (4PP) GB (0213) PDFShahzad AliAinda não há avaliações
- Norton Introduction To Philosophy 2nd Edition Rosen Test BankDocumento9 páginasNorton Introduction To Philosophy 2nd Edition Rosen Test Bankbenjaminhernandezfecmxjzrdt100% (14)
- Competitiveness Huawei Casestudy WebDocumento40 páginasCompetitiveness Huawei Casestudy Webjameslee27Ainda não há avaliações
- The Millionaire Fastlane, 10th Anniversary Edition: Crack the Code to Wealth and Live Rich for a LifetimeNo EverandThe Millionaire Fastlane, 10th Anniversary Edition: Crack the Code to Wealth and Live Rich for a LifetimeNota: 4.5 de 5 estrelas4.5/5 (91)
- High Road Leadership: Bringing People Together in a World That DividesNo EverandHigh Road Leadership: Bringing People Together in a World That DividesAinda não há avaliações
- $100M Offers: How to Make Offers So Good People Feel Stupid Saying NoNo Everand$100M Offers: How to Make Offers So Good People Feel Stupid Saying NoNota: 5 de 5 estrelas5/5 (26)