Você também pode gostar
- Lean Six Sigma QuickStart Guide: The Simplified Beginner's Guide to Lean Six SigmaNo EverandLean Six Sigma QuickStart Guide: The Simplified Beginner's Guide to Lean Six SigmaNota: 4 de 5 estrelas4/5 (1)
- The Six Sigma Method: Boost quality and consistency in your businessNo EverandThe Six Sigma Method: Boost quality and consistency in your businessNota: 3 de 5 estrelas3/5 (2)
- Principles of Six Sigma PDFDocumento10 páginasPrinciples of Six Sigma PDFFerigrina ChanAinda não há avaliações
- Week 5 - ReadingsDocumento6 páginasWeek 5 - ReadingsRwanda PhillingtonAinda não há avaliações
- Six Sigma ReportDocumento10 páginasSix Sigma ReportSiddharth SinghAinda não há avaliações
- Variation As The Enemy of QualityDocumento14 páginasVariation As The Enemy of QualityAnindyaAinda não há avaliações
- Application of Six Sigma in Food Industry 3Documento3 páginasApplication of Six Sigma in Food Industry 3Maryam HussainAinda não há avaliações
- Lesson 9 - Six SigmaDocumento10 páginasLesson 9 - Six SigmaLovesel MalabuyocAinda não há avaliações
- Research Papers: Application of Six Sigma Method To Ems DesignDocumento6 páginasResearch Papers: Application of Six Sigma Method To Ems DesignarsinojiyaAinda não há avaliações
- QXC9EKAD Lean Six-Sigma CS Assignment #2ADocumento16 páginasQXC9EKAD Lean Six-Sigma CS Assignment #2ARakib KhanAinda não há avaliações
- S1 P1 Kiar Ai AngDocumento27 páginasS1 P1 Kiar Ai AngDarren TanAinda não há avaliações
- Chapter - 01Documento15 páginasChapter - 01Ayon SenguptaAinda não há avaliações
- Six Sigma Is ADocumento35 páginasSix Sigma Is AKlrpoojitha PoojithaAinda não há avaliações
- Six Sigma and Methodologies: by Ajeeth Kumar.t 201025003 Sivabalan.G 20102500019Documento67 páginasSix Sigma and Methodologies: by Ajeeth Kumar.t 201025003 Sivabalan.G 20102500019Ajeeth KumarAinda não há avaliações
- Quality Improvement With Six Sigma PDFDocumento10 páginasQuality Improvement With Six Sigma PDFrm_muruganAinda não há avaliações
- DMAIC ToolDocumento4 páginasDMAIC ToolLINH TRẦN NGÔ KHÁNHAinda não há avaliações
- Six Sigma DMAICDocumento25 páginasSix Sigma DMAICgurwantAinda não há avaliações
- OTC-28118-MS Planned Shutdown Time Optimization Using Lean Six SigmaDocumento10 páginasOTC-28118-MS Planned Shutdown Time Optimization Using Lean Six SigmaAymenAinda não há avaliações
- University of Engineering and TechnologyDocumento8 páginasUniversity of Engineering and Technologyaleeza zamanAinda não há avaliações
- Six SigmaDocumento16 páginasSix SigmamrtgrpcnAinda não há avaliações
- Bill Smith Motorola Jack Welch General ElectricDocumento5 páginasBill Smith Motorola Jack Welch General ElectricRudi LauAinda não há avaliações
- Course Project PringlesDocumento37 páginasCourse Project PringlesEleine3330% (2)
- Application of Six Sigma Model On Efficient Use ofDocumento20 páginasApplication of Six Sigma Model On Efficient Use ofZimbini SikitiAinda não há avaliações
- Six SigmaDocumento7 páginasSix SigmaAziz MalikAinda não há avaliações
- Six Sigma Banking SectorDocumento26 páginasSix Sigma Banking SectorCharvi Ahuja100% (2)
- LIS AssignmentDocumento4 páginasLIS AssignmentReman A. AlingasaAinda não há avaliações
- Technology and Operation Management Home Assignment 2Documento6 páginasTechnology and Operation Management Home Assignment 2Puspita RamadhaniaAinda não há avaliações
- Home Assignment Report (MASE) Final1Documento34 páginasHome Assignment Report (MASE) Final1manan hudeAinda não há avaliações
- Chapter 20 Quality ControlDocumento174 páginasChapter 20 Quality ControlEngineerMqAinda não há avaliações
- Summary of Key Points and Terminology Chapter 9 - Process Improvement and Six SigmaDocumento6 páginasSummary of Key Points and Terminology Chapter 9 - Process Improvement and Six SigmaAAinda não há avaliações
- Taguchi Based Six SigmaDocumento10 páginasTaguchi Based Six SigmabalakaleesAinda não há avaliações
- Integration of Seven Managements and Planning Tools and DMAIC: A Case Study in A Semi-Automated Production LineDocumento8 páginasIntegration of Seven Managements and Planning Tools and DMAIC: A Case Study in A Semi-Automated Production LineajaydevbAinda não há avaliações
- Six Sigma Interview Questions and Answers UpdatedDocumento14 páginasSix Sigma Interview Questions and Answers UpdatedVyas ZAinda não há avaliações
- Review On Implementation of Six Sigma DMAIC Methodology in Manufacturing IndustriesDocumento4 páginasReview On Implementation of Six Sigma DMAIC Methodology in Manufacturing IndustriesIJSTEAinda não há avaliações
- A Fictitious Six Sigma Green Belt Part IDocumento19 páginasA Fictitious Six Sigma Green Belt Part IhalilpashaAinda não há avaliações
- ProjectQuality-modified CompressedDocumento60 páginasProjectQuality-modified CompressedAnupam BongaleAinda não há avaliações
- The DMAIC MarketingDocumento5 páginasThe DMAIC MarketingBles SunshineAinda não há avaliações
- The Six Sigma Metric: Deviations On Either Side of The Target Mean. Six Sigma Concept Is To Reduce The Variability in TheDocumento10 páginasThe Six Sigma Metric: Deviations On Either Side of The Target Mean. Six Sigma Concept Is To Reduce The Variability in TheAchal JainAinda não há avaliações
- Six Sigma PDFDocumento46 páginasSix Sigma PDFshahadat hossainAinda não há avaliações
- Review of LiteratureDocumento3 páginasReview of LiteratureAnil Kumar SinghAinda não há avaliações
- Introduction To Lean Six SigmaDocumento36 páginasIntroduction To Lean Six SigmaISHAN SHARMAAinda não há avaliações
- Glossary of Six Sigma Terms and AcronymsDocumento13 páginasGlossary of Six Sigma Terms and AcronymsAmlen SinghaAinda não há avaliações
- Process Capability Research PaperDocumento5 páginasProcess Capability Research Papermpymspvkg100% (1)
- 37682405684Documento2 páginas37682405684mapheeha rufusAinda não há avaliações
- Six Sigma & SPC ToolsDocumento10 páginasSix Sigma & SPC ToolsUsama AnsariAinda não há avaliações
- IX Igma - : AbstractDocumento10 páginasIX Igma - : AbstractViswanath TurlapatiAinda não há avaliações
- Report 2Documento4 páginasReport 2Cristina ReedAinda não há avaliações
- Basic Concepts of The Six Sigma Methodology 1670901541962Documento14 páginasBasic Concepts of The Six Sigma Methodology 1670901541962Dharmesh PatelAinda não há avaliações
- Six SigmaDocumento11 páginasSix Sigmacheldulceconstan28Ainda não há avaliações
- A Power Ful Analytical Tool: Esign of ExperimentsDocumento4 páginasA Power Ful Analytical Tool: Esign of Experimentsadialexela1447Ainda não há avaliações
- PaperDocumento5 páginasPaperZain AamirAinda não há avaliações
- Eng-Productivity Improvement-A Case Study-Pramod A. DeshmukhDocumento8 páginasEng-Productivity Improvement-A Case Study-Pramod A. DeshmukhImpact JournalsAinda não há avaliações
- Molding A SolutionDocumento8 páginasMolding A SolutionsiddiqueicmaAinda não há avaliações
- Six Sigma in Telco's PDFDocumento7 páginasSix Sigma in Telco's PDFsiebrand982100% (2)
- Intro To DMAICDocumento40 páginasIntro To DMAICKool BhardwajAinda não há avaliações
- Lesson I: Overview of Six Sigma and Organizational GoalsDocumento536 páginasLesson I: Overview of Six Sigma and Organizational GoalsShankar Ashok GawareAinda não há avaliações
- Q8 IM11 FinalDocumento53 páginasQ8 IM11 FinalJb Macaroco100% (1)
- Six Sigma: From Wikipedia, The Free EncyclopediaDocumento15 páginasSix Sigma: From Wikipedia, The Free EncyclopediasoorajAinda não há avaliações
- Course Project PringlesDocumento37 páginasCourse Project PringlesUtsav Shingala FM-53Ainda não há avaliações
- The ASQ Pocket Guide to Statistics for Six Sigma Black BeltsNo EverandThe ASQ Pocket Guide to Statistics for Six Sigma Black BeltsAinda não há avaliações
- The Impact of Greed On Academic Medicine and Patient CareDocumento5 páginasThe Impact of Greed On Academic Medicine and Patient CareBhawana Prashant AgrawalAinda não há avaliações
- Water FountainDocumento13 páginasWater Fountaingarych72Ainda não há avaliações
- Presentation On Market Potential of Tag TasteDocumento10 páginasPresentation On Market Potential of Tag TasteRajaAinda não há avaliações
- Acoples Hidraulicos Serie 60 ParkerDocumento2 páginasAcoples Hidraulicos Serie 60 ParkerAntonio MoralesAinda não há avaliações
- Baep 471 Syllabus Spring 2016Documento8 páginasBaep 471 Syllabus Spring 2016api-299352148Ainda não há avaliações
- Java Lang OutOfMemoryError Handbook - PlumbrDocumento28 páginasJava Lang OutOfMemoryError Handbook - PlumbrcuonglunAinda não há avaliações
- Nueva Ecija University of Science and Technology Gapan Academic Extension CampusDocumento4 páginasNueva Ecija University of Science and Technology Gapan Academic Extension CampusErmercadoAinda não há avaliações
- 5 CombiflameDocumento8 páginas5 CombiflamenitantharaniAinda não há avaliações
- Toshiba NB520 Compal LA-6859PDocumento38 páginasToshiba NB520 Compal LA-6859Pash thonAinda não há avaliações
- Bill of Materials SampleDocumento31 páginasBill of Materials SampleOcsi YeahAinda não há avaliações
- Handheld YokogawaDocumento38 páginasHandheld YokogawaArturo Gasperin BarrigaAinda não há avaliações
- Yaskawa TM.J7.01Documento96 páginasYaskawa TM.J7.01Salvador CrisantosAinda não há avaliações
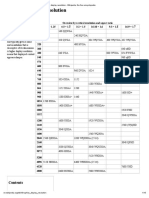
- Graphics Display Resolution - Wikipedia, The Free EncyclopediaDocumento15 páginasGraphics Display Resolution - Wikipedia, The Free EncyclopediaKarun KumarAinda não há avaliações
- Resume EeeeDocumento4 páginasResume EeeeWhilmark Tican MucaAinda não há avaliações
- Norma para Tuercas Hexagonales y Cuadradas (Inch Series) ASME-ANSI B18.2.2-1987Documento42 páginasNorma para Tuercas Hexagonales y Cuadradas (Inch Series) ASME-ANSI B18.2.2-1987Jorge Roman SantosAinda não há avaliações
- HMA Road Design NotesDocumento86 páginasHMA Road Design NotesFarooq AhmadAinda não há avaliações
- RAC D Expansion DevicesDocumento21 páginasRAC D Expansion DevicesSohaib IrfanAinda não há avaliações
- Alexandria University Faculty of Engineering: Electromechanical Engineering Sheet 1 (Synchronous Machine)Documento5 páginasAlexandria University Faculty of Engineering: Electromechanical Engineering Sheet 1 (Synchronous Machine)Mahmoud EltawabAinda não há avaliações
- HydroAir™ Variable Radius Turbine - Dresser-RandDocumento2 páginasHydroAir™ Variable Radius Turbine - Dresser-RandLeoPérezAinda não há avaliações
- Kv2ci Oi PDFDocumento142 páginasKv2ci Oi PDFJethro AbanadorAinda não há avaliações
- 1 Complete Weaving MillDocumento6 páginas1 Complete Weaving MillKomol KabirAinda não há avaliações
- Compressor Service ProcedureDocumento22 páginasCompressor Service ProcedureFriget Rusianto100% (2)
- Advanced English Communication Skills LaDocumento5 páginasAdvanced English Communication Skills LaMadjid MouffokiAinda não há avaliações
- Unit 4 SoftwareDocumento16 páginasUnit 4 Softwareapi-293630155Ainda não há avaliações
- Omni III User's Manual Va.1.0-20140124Documento130 páginasOmni III User's Manual Va.1.0-20140124Reuel TacayAinda não há avaliações
- Version 2 Production Area Ground Floor + 1st Floor Samil EgyptDocumento1 páginaVersion 2 Production Area Ground Floor + 1st Floor Samil EgyptAbdulazeez Omer AlmadehAinda não há avaliações
- S9300&S9300E V200R001C00 Hardware Description 05 PDFDocumento282 páginasS9300&S9300E V200R001C00 Hardware Description 05 PDFmike_mnleeAinda não há avaliações
- Server Side - Java - Using Rmi With Apache JservDocumento16 páginasServer Side - Java - Using Rmi With Apache JservTotoAlipioAinda não há avaliações
- Research Proposal RubricsDocumento1 páginaResearch Proposal RubricsRonnie Dalgo0% (1)
- 9500MPR - MEF8 Circuit Emulation ServicesDocumento5 páginas9500MPR - MEF8 Circuit Emulation ServicesedderjpAinda não há avaliações