Você também pode gostar
- Bottles, Preforms and Closures: A Design Guide for PET PackagingNo EverandBottles, Preforms and Closures: A Design Guide for PET PackagingNota: 4.5 de 5 estrelas4.5/5 (3)
- Hot RunnerDocumento98 páginasHot RunnerSree Raj67% (3)
- Arburg Thermoset 522948 en Gb-1Documento12 páginasArburg Thermoset 522948 en Gb-1retnadiah354Ainda não há avaliações
- 45 1014 01Documento31 páginas45 1014 01Adam C. VeresAinda não há avaliações
- Injection Molded Part Problems & Solutions With: SkillbuilderDocumento2 páginasInjection Molded Part Problems & Solutions With: SkillbuilderradzAinda não há avaliações
- ENGEL E-Training enDocumento7 páginasENGEL E-Training ensaporrito100% (1)
- Cold Runner eDocumento7 páginasCold Runner eKodhansAinda não há avaliações
- Seminar-2 Rubber Compression MoldingDocumento11 páginasSeminar-2 Rubber Compression MoldingSwapnil Ahire50% (2)
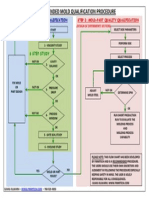
- Mold Qualification FLowchart - FIMMTECH INCDocumento1 páginaMold Qualification FLowchart - FIMMTECH INCCuco Martinez100% (1)
- About Rotational MoldingDocumento7 páginasAbout Rotational MoldingPatel DarshanAinda não há avaliações
- Injection Molding Troubleshooting Flash BurnmarksDocumento60 páginasInjection Molding Troubleshooting Flash Burnmarkswawawa1100% (1)
- LSR PDFDocumento31 páginasLSR PDFkfaravAinda não há avaliações
- Microinjection Molding of Thermoplastic Polymers: A ReviewDocumento14 páginasMicroinjection Molding of Thermoplastic Polymers: A ReviewMario Allesina JuniorAinda não há avaliações
- Trouble Shooting For Injection Moulding 2014 PDFDocumento24 páginasTrouble Shooting For Injection Moulding 2014 PDFchemikas8389Ainda não há avaliações
- Injection MoldingDocumento33 páginasInjection MoldingDineshkumar RathinavelAinda não há avaliações
- Arburg370&420C PDFDocumento8 páginasArburg370&420C PDFMatoa Papeda0% (1)
- How Are Bottles MadeDocumento3 páginasHow Are Bottles MadelumineurAinda não há avaliações
- Investigate of Parameter Setting in Plastic Injection MoldingDocumento28 páginasInvestigate of Parameter Setting in Plastic Injection MoldingKristine de ClaroAinda não há avaliações
- LCP-027 VectraLCPDesignGuideTG AM 0613Documento80 páginasLCP-027 VectraLCPDesignGuideTG AM 0613Evert100% (1)
- PIM 101 Ebook-1Documento33 páginasPIM 101 Ebook-1agniflameAinda não há avaliações
- Catalogo Inyectoras ENGELDocumento15 páginasCatalogo Inyectoras ENGELMarcWorldAinda não há avaliações
- IMM BR IR enDocumento13 páginasIMM BR IR enwatnaAinda não há avaliações
- Dow Corning - Fabricating With XIAMETER® High Consistency Silicone Rubber PDFDocumento50 páginasDow Corning - Fabricating With XIAMETER® High Consistency Silicone Rubber PDFLin NiuAinda não há avaliações
- Design and Development of Plastic Parts For Car Interior: Project TitleDocumento56 páginasDesign and Development of Plastic Parts For Car Interior: Project TitleJyoti KaleAinda não há avaliações
- Ultradur PDFDocumento44 páginasUltradur PDFkfaravAinda não há avaliações
- Chapter 2 Material Selection ProcessDocumento38 páginasChapter 2 Material Selection ProcessYousab CreatorAinda não há avaliações
- Plastic Moulding ProcessDocumento28 páginasPlastic Moulding ProcessQUAZI ADYAN AHMAD 160419736049Ainda não há avaliações
- Battenfeld Multicomponet PDFDocumento44 páginasBattenfeld Multicomponet PDFkfaravAinda não há avaliações
- Micro Molding Key-Enabling TechnologiesDocumento21 páginasMicro Molding Key-Enabling TechnologiesvenkithankamAinda não há avaliações
- Injection Molding MethodsDocumento23 páginasInjection Molding MethodsKi SeyAinda não há avaliações
- Lim 6061Documento3 páginasLim 606163ragtopAinda não há avaliações
- ARBURG Practical Tips 680810 en GBDocumento28 páginasARBURG Practical Tips 680810 en GBWaqar DarAinda não há avaliações
- CV Cipet Production NewDocumento4 páginasCV Cipet Production NewKamlesh KumarAinda não há avaliações
- Uddeholm Pocket Book E2Documento76 páginasUddeholm Pocket Book E2sunilAinda não há avaliações
- Silicone Rubbers - Properties and Applications - Hans MuellerDocumento47 páginasSilicone Rubbers - Properties and Applications - Hans Muellerchinmoyd1100% (3)
- Blow Moulding MachineDocumento114 páginasBlow Moulding MachineAbdelmoneim NoohAinda não há avaliações
- Seminar-3 Rubber Transfer MoldingDocumento10 páginasSeminar-3 Rubber Transfer MoldingSwapnil AhireAinda não há avaliações
- Part and Mold Design-1Documento174 páginasPart and Mold Design-1Ana Claudia MachadoAinda não há avaliações
- Injection Mould Hot RunnerDocumento17 páginasInjection Mould Hot RunnerKiran KumarAinda não há avaliações
- Moulding ProblemDocumento52 páginasMoulding ProblemSree RajAinda não há avaliações
- Plastic Injection Molding Write UpDocumento16 páginasPlastic Injection Molding Write UpVishal MahajanAinda não há avaliações
- 4plas Troubleshooting GuideDocumento12 páginas4plas Troubleshooting GuidelolycanoAinda não há avaliações
- Wittmann IMLDocumento41 páginasWittmann IMLAbdulRafehIqbalAinda não há avaliações
- Scientific Molding GBDocumento5 páginasScientific Molding GBDaniel CovarrubiasAinda não há avaliações
- Technology Working For You.: Approved PrecisionDocumento11 páginasTechnology Working For You.: Approved PrecisionDavid Alejandro TellezAinda não há avaliações
- ARBURG Customer Training GermanyDocumento28 páginasARBURG Customer Training Germanypsp710Ainda não há avaliações
- Injection Molding Process & Machine SelectionDocumento72 páginasInjection Molding Process & Machine SelectionShubham ChaudharyAinda não há avaliações
- Injection Molding SchematicDocumento15 páginasInjection Molding SchematicSourav DipAinda não há avaliações
- Manufacturing Processes: International Islamic University IslamabadDocumento44 páginasManufacturing Processes: International Islamic University IslamabadMuhammad Qasim SajidAinda não há avaliações
- Week 5 Processing 3Documento33 páginasWeek 5 Processing 3cipan karungAinda não há avaliações
- SPE - Micro Injection MoldingDocumento60 páginasSPE - Micro Injection Moldingweb312_twAinda não há avaliações
- GLOSS (Low) Low Gloss Can Be Defined As A Dulling of TheDocumento3 páginasGLOSS (Low) Low Gloss Can Be Defined As A Dulling of TheSteven Cheng100% (1)
- Des Ma India CatalogueDocumento18 páginasDes Ma India CatalogueJordan RileyAinda não há avaliações
- Injection Molding Machine SnopsisDocumento6 páginasInjection Molding Machine Snopsisrajinder kutaalAinda não há avaliações
- Consistent Quality in Hot Melt Slot Die CoatingDocumento2 páginasConsistent Quality in Hot Melt Slot Die CoatingITWDynatecAinda não há avaliações
- Castflex EngDocumento12 páginasCastflex EngJuanAinda não há avaliações
- Texatherm: Industrial Heat Transfer OilDocumento2 páginasTexatherm: Industrial Heat Transfer OilCharith LiyanageAinda não há avaliações
- Dateninstallation ElsaWin DVD EnglischDocumento2 páginasDateninstallation ElsaWin DVD EnglischMed AliAinda não há avaliações
- Carbon Zapp CRU 4rDocumento2 páginasCarbon Zapp CRU 4rMed AliAinda não há avaliações
- Hello DalDocumento2 páginasHello DalMed AliAinda não há avaliações
- 6057611x EngDocumento15 páginas6057611x EngMed AliAinda não há avaliações
- Hello Dali01Documento2 páginasHello Dali01Med AliAinda não há avaliações
- Poster Diagnose FRDocumento1 páginaPoster Diagnose FRMed AliAinda não há avaliações
- StartersDocumento4 páginasStartersMed AliAinda não há avaliações
- Basic 2D DesignTutorial - MasterCam - X5Documento40 páginasBasic 2D DesignTutorial - MasterCam - X5Med AliAinda não há avaliações
- Climate Control WB WebDocumento107 páginasClimate Control WB WebMed AliAinda não há avaliações
- Checklist Veh Maint R1Documento1 páginaChecklist Veh Maint R1Chandru SAinda não há avaliações
- SAMPLE-X3 Lathe Training TutorialDocumento55 páginasSAMPLE-X3 Lathe Training TutorialDinesh KumarAinda não há avaliações
- Mastercam Tap ToolsDocumento1 páginaMastercam Tap ToolsMed AliAinda não há avaliações
- MasterCam Basic 2D DesignDocumento44 páginasMasterCam Basic 2D Designmiguel187Ainda não há avaliações
- DTC List W124 M104Documento23 páginasDTC List W124 M104Júlíus Þór Bess Rikharðsson0% (1)
- DWL-2100AP Firmware Release Note From V2.50eu To V2.51eu-1Documento3 páginasDWL-2100AP Firmware Release Note From V2.50eu To V2.51eu-1Med AliAinda não há avaliações
- Truck System List A 2013 en PDFDocumento657 páginasTruck System List A 2013 en PDFMed AliAinda não há avaliações
- Chap 100Documento67 páginasChap 100Med AliAinda não há avaliações
- Coroturn® 107 Positive Basic-Shape InsertsDocumento16 páginasCoroturn® 107 Positive Basic-Shape InsertsMed AliAinda não há avaliações
- Main C 1Documento4 páginasMain C 1Med AliAinda não há avaliações
- Forklift Handbook enDocumento53 páginasForklift Handbook endhyforAinda não há avaliações
- Heidenhain TNC 151 155 Operating ManualDocumento316 páginasHeidenhain TNC 151 155 Operating Manualmariodaj100% (2)
- Sa 155Documento79 páginasSa 155Med AliAinda não há avaliações
- Heidenhain TNC 355: Ncnet 7.0 SettingsDocumento2 páginasHeidenhain TNC 355: Ncnet 7.0 SettingsDonald Santana BautistaAinda não há avaliações
- 830Documento84 páginas830Med AliAinda não há avaliações
- Dsls 17022013 SSQ SetupDocumento11 páginasDsls 17022013 SSQ SetupLuisbibianoAinda não há avaliações
- Cimco HSMUser Guide A5 WebDocumento77 páginasCimco HSMUser Guide A5 WebMed AliAinda não há avaliações
- Introduction Tow CsDocumento64 páginasIntroduction Tow CsMed AliAinda não há avaliações
- Advanced Mill Design and Tool PathsDocumento2 páginasAdvanced Mill Design and Tool PathsMed AliAinda não há avaliações
- MasterCam Basic 2D DesignDocumento44 páginasMasterCam Basic 2D Designmiguel187Ainda não há avaliações
- MasterCam Dynamic MillingDocumento78 páginasMasterCam Dynamic MillingMed AliAinda não há avaliações
- Test Bank For The Psychology of Health and Health Care A Canadian Perspective 5th EditionDocumento36 páginasTest Bank For The Psychology of Health and Health Care A Canadian Perspective 5th Editionload.notablewp0oz100% (37)
- Module-29A: Energy MethodsDocumento2 páginasModule-29A: Energy MethodsjhacademyhydAinda não há avaliações
- Getting Started With Citrix NetScalerDocumento252 páginasGetting Started With Citrix NetScalersudharaghavanAinda não há avaliações
- All India Civil Services Coaching Centre, Chennai - 28Documento4 páginasAll India Civil Services Coaching Centre, Chennai - 28prakashAinda não há avaliações
- Liquitex Soft Body BookletDocumento12 páginasLiquitex Soft Body Booklethello belloAinda não há avaliações
- Enrile v. SalazarDocumento26 páginasEnrile v. SalazarMaria Aerial AbawagAinda não há avaliações
- Income Tax and VATDocumento498 páginasIncome Tax and VATshankar k.c.100% (2)
- Clint Freeman ResumeDocumento2 páginasClint Freeman ResumeClint Tiberius FreemanAinda não há avaliações
- Body Systems Portfolio - Tommy JDocumento8 páginasBody Systems Portfolio - Tommy Japi-554072790Ainda não há avaliações
- William Hallett - BiographyDocumento2 páginasWilliam Hallett - Biographyapi-215611511Ainda não há avaliações
- Procter and Gamble - MarketingDocumento10 páginasProcter and Gamble - MarketingIvana Panovska100% (5)
- Cpar Characteristics and Functions Week 3Documento128 páginasCpar Characteristics and Functions Week 3christianwood0117Ainda não há avaliações
- Strategic Marketing: The University of Lahore (Islamabad Campus)Documento3 páginasStrategic Marketing: The University of Lahore (Islamabad Campus)Sumaira IrshadAinda não há avaliações
- ইসলাম ও আধুনিকতা – মুফতি মুহম্মদ তকী উসমানীDocumento118 páginasইসলাম ও আধুনিকতা – মুফতি মুহম্মদ তকী উসমানীMd SallauddinAinda não há avaliações
- Designing and Drawing PropellerDocumento4 páginasDesigning and Drawing Propellercumpio425428100% (1)
- Masoneilan - 78 Series Air Filter Regulators IOMDocumento8 páginasMasoneilan - 78 Series Air Filter Regulators IOMNithyAAinda não há avaliações
- Philhis 1blm Group 6 ReportDocumento19 páginasPhilhis 1blm Group 6 Reporttaehyung trashAinda não há avaliações
- June 2017 (IAL) MS - Unit 1 Edexcel Physics A-LevelDocumento16 páginasJune 2017 (IAL) MS - Unit 1 Edexcel Physics A-LevelNyraStardollAinda não há avaliações
- Microwave EngineeringDocumento2 páginasMicrowave Engineeringசுந்தர் சின்னையா0% (9)
- A Case On Marketing Strategy of Xiaomi IndiaDocumento39 páginasA Case On Marketing Strategy of Xiaomi IndiaSoumyajeet Rout0% (1)
- MS Lync - Exchange - IntegrationDocumento29 páginasMS Lync - Exchange - IntegrationCristhian HaroAinda não há avaliações
- Tyler Nugent ResumeDocumento3 páginasTyler Nugent Resumeapi-315563616Ainda não há avaliações
- Sermon Manuscript Galatians 5:16-26Documento9 páginasSermon Manuscript Galatians 5:16-26Nathaniel ParkerAinda não há avaliações
- Boarding House Preferences by Middle Up Class Students in SurabayaDocumento8 páginasBoarding House Preferences by Middle Up Class Students in Surabayaeditor ijeratAinda não há avaliações
- Possessive Determiners: A. 1. A) B) C) 2. A) B) C) 3. A) B) C) 4. A) B) C) 5. A) B) C) 6. A) B) C) 7. A) B) C)Documento1 páginaPossessive Determiners: A. 1. A) B) C) 2. A) B) C) 3. A) B) C) 4. A) B) C) 5. A) B) C) 6. A) B) C) 7. A) B) C)Manuela Marques100% (1)
- DAA UNIT 1 - FinalDocumento38 páginasDAA UNIT 1 - FinalkarthickamsecAinda não há avaliações
- Barrett Beyond Psychometrics 2003 AugmentedDocumento34 páginasBarrett Beyond Psychometrics 2003 AugmentedRoy Umaña CarrilloAinda não há avaliações
- Eapp Melc 12Documento31 páginasEapp Melc 12Christian Joseph HerreraAinda não há avaliações
- Raksha Mantralaya Ministry of DefenceDocumento16 páginasRaksha Mantralaya Ministry of Defencesubhasmita sahuAinda não há avaliações
- GLOBE2Documento7 páginasGLOBE2mba departmentAinda não há avaliações
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsAinda não há avaliações
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchNo EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchNota: 4 de 5 estrelas4/5 (10)
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsNo EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsNota: 4 de 5 estrelas4/5 (2)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceNo EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceNota: 4 de 5 estrelas4/5 (19)
- Laws of UX: Using Psychology to Design Better Products & ServicesNo EverandLaws of UX: Using Psychology to Design Better Products & ServicesNota: 5 de 5 estrelas5/5 (9)
- Analog Design and Simulation Using OrCAD Capture and PSpiceNo EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceAinda não há avaliações
- Understanding Automotive Electronics: An Engineering PerspectiveNo EverandUnderstanding Automotive Electronics: An Engineering PerspectiveNota: 3.5 de 5 estrelas3.5/5 (16)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsNo EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsNota: 5 de 5 estrelas5/5 (1)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsAinda não há avaliações
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tNo EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tNota: 4.5 de 5 estrelas4.5/5 (27)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersNo EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersNota: 4 de 5 estrelas4/5 (13)
- Design for How People Think: Using Brain Science to Build Better ProductsNo EverandDesign for How People Think: Using Brain Science to Build Better ProductsNota: 4 de 5 estrelas4/5 (8)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureNo EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureNota: 4.5 de 5 estrelas4.5/5 (2)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableNo EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableAinda não há avaliações
- Interfacing PIC Microcontrollers: Embedded Design by Interactive SimulationNo EverandInterfacing PIC Microcontrollers: Embedded Design by Interactive SimulationAinda não há avaliações
- Basic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesNo EverandBasic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesNota: 3 de 5 estrelas3/5 (1)