Escolar Documentos
Profissional Documentos
Cultura Documentos
Acknowledgement: Cobblestone Shaping Machine
Enviado por
Fikru GebreTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Acknowledgement: Cobblestone Shaping Machine
Enviado por
Fikru GebreDireitos autorais:
Formatos disponíveis
Cobblestone Shaping Machine
i
ACKNOWLEDGEMENT
Above all, we praise the lord God and next we want to express our deepest gratitude to our
advisor Eng. Mulugeta Abera for excellent scientific guidance and support in fruitful ideas. We
also appreciate all staff of Mechanical Engineering Department for their unreserved
assistance, sharing of knowledge and for extensive scientific discussions. Then we want to
express our heartfelt gratitude to our family for all their support during whole study period from
the beginning. All classmates and friends of the members of Mechanical engineering streams
are greatly thanked for the wholehearted studying during the entire stay throughout the
programed duration. Last but not least, our heartfelt gratitude to our computer keeper, Sintayehu
gobena, for his relentless service, tolerance and shouldering all the responsibilities
Cobblestone Shaping Machine
ii
ABSTRACT
The idea to design cobblestone shaping machine comes from looking the existing problem of
the country in cobblestone production that motivates us to design such machine. This project
focuses in design of mechanical parts of the machine and the system of the cobblestone shaping
machine. To achieve this project objective, the machine body structure and mechanical
system needs to concern some other criteria such as strength, safety and ergonomic design.
Our project flow must start from design and analysis process. Before developing the machine, it
must compare with other product in market. The reason is to study the customer need and to
create a new design with new feature.
Cobblestone shaping machine is a device used for cutting and shaping cobblestone for different
purposes such as road construction, buildings and bridges constructions as well. Cobblestone
shaping processes in our country Ethiopia is mostly manual or out dated with the present
technology. This causes low productivity, high fatigue of workers, and unfavorable working
condition, inaccurate surface finishing, spending much time on small products and lack of
uniformity of tasks.
The project met the following steps: - project selection, data acquisition and presentation, data
analysis and development of design analysis and presentation. Thus steps enables in
investigating alternative solutions. The purpose of this project is to increase cobblestone
productivity of our country Ethiopia, so that it reduce the fatigue of the workers, create good
working conditions, increase customary satisfaction and perform uniform tasks. To come into
reality the project uses direct observation, primary and secondary sources.
Cobblestone Shaping Machine
iii
NOMENCLATURE
G= Modulus of rigidity ( GPa)
Allowable shear stress (
a
MP )
= allowable stress (GPa)
=Yield stress (GPa)
= Maximum stress (MPa)
=critical load (N)
=static head (mm)
F= friction loss (mm)
Angular velocity (r.p.m)
g = gravity (m/s
2
)
T= torque (N.m)
F=friction loss
=axial load (N)
E= Modulus of elasticity (GPa)
D = mean diameter of spring wire (mm)
t = thickness of key (mm)
W = width of the key (mm)
d- Shaft diameter (mm)
. L=length of the key
Cobblestone Shaping Machine
iv
=diameter of large pulley (mm)
=diameter of smaller pulley (mm)
= angle of wrap of the large pulley (mm)
e =unit elongation
= angle of wrap of smaller pulley
C=center distance between two pulleys
max
=Maximum belt stress (
N/mm)
p
w = Width of the pulley (mm)
Wb =width of the belt (mm)
b
m = bending moment on each arm (Nm)
K=spring rate
Na=equivalent number of active coils
Do=outer diameter of the coil
D=mean diameter of the coil
Di= inside diameter of spring coil (mm)
d=coil diameter
Fi=initial tension of the spring
C=spring index
Lo=free length of the spring
L= length of spring after load applied
=Deflection of the spring
Cobblestone Shaping Machine
v
Nb=number of turns of coils
P=Pitch of the body coil
KB= stress-correction factor for curvature and direct shear
i = uncorrected initial shear stress
K A = bending stress-correction factor for curvature
F =tangential force (Nm)
GREEK SYMBOLS
Delta
Phi
Alpha
Beta
Theta
Pi
Cobblestone Shaping Machine
vi
Contents
List of figures .......................................................................................................................................... viii
List of tables ............................................................................................................................................. ix
Chapter one .................................................................................................................................................. 1
1.1Introduction .......................................................................................................................................... 1
1.2 Concept generation ............................................................................................................................. 3
1.3 Goals and objectives ........................................................................................................................... 3
1.3.1The main objectives of the project ................................................................................................ 3
1.3.2 The specific objective of the project ............................................................................................ 3
Chapter two .................................................................................................................................................. 5
Literature review ........................................................................................................................................... 5
2.2 Introduction ......................................................................................................................................... 5
2.3 Materials for cobblestone productions ................................................................................................ 7
2.4 PROPERTIES OF ROCK MATERIALS ...................................................................................................... 8
2.4.2 Mechanical Property of Rock Material ...................................................................................... 10
Chapter three .............................................................................................................................................. 11
Product design and development ................................................................................................................ 11
3.1 Introduction ....................................................................................................................................... 11
3.2 Conceptual design ............................................................................................................................. 11
3.3 Functional modeling ......................................................................................................................... 12
3.3.1 Development of general and sub functional diagram .................................................................... 12
3.4 Design alternatives ............................................................................................................................ 13
3.6 Design alternatives selection ................................................................................................................. 16
3.7 Determination of the cutting system ................................................................................................ 21
3.7.1 Selection of Cutting systems .......................................................................................................... 22
3.8 Coolant .............................................................................................................................................. 23
3.8.1 TYPES OF COOLANT ................................................................................................................. 23
3.8.2 Coolant selection Criteria............................................................................................................... 23
Chapter four ................................................................................................................................................ 25
SPECIFICATIONS OF THE MACHINE .......................................................................................... 25
Cobblestone Shaping Machine
vii
Chapter five ................................................................................................................................................. 26
Force analysis .......................................................................................................................................... 26
5.1 Motor (drive) shaft Calculations ................................................................................................... 26
Calculations ......................................................................................................................................... 26
5.2 Force on foot press ........................................................................................................................... 27
5.3 Force analysis on bar..................................................................................................................... 27
Diamond Tools for Machining of Granite ............................................................................................... 29
5.4 SHAFT DESIGN ................................................................................................................................... 31
5.4.1 Key design .................................................................................................................................. 41
5.5 Belt design ........................................................................................................................................ 42
5.6 Spring design ..................................................................................................................................... 52
5.7 Bearings design ................................................................................................................................. 58
5.7.1 Bearing selection ........................................................................................................................ 59
5.7.2Lubricants .................................................................................................................................... 62
Chapter six .................................................................................................................................................. 64
6.1 Roller conveyor selection .................................................................................................................. 64
Chapter seven ............................................................................................................................................. 66
7.1 Cooling system .................................................................................................................................. 66
Chapter eight .............................................................................................................................................. 69
8.1 Electric motor selection .................................................................................................................... 69
Chapter nine................................................................................................................................................ 70
Benefits and Beneficiaries of the project ................................................................................................ 70
9.1 Benefits of the project .................................................................................................................. 70
9.2 Beneficiaries of the project ............................................................................................................... 71
Chapter ten ................................................................................................................................................. 72
Cost estimation of the project .......................................................................................................... 72
Chapter eleven ............................................................................................................................................ 73
11.1 Conclusion ....................................................................................................................................... 73
11.2 Recommendation ................................................................................................................................ 74
11.3 Reference ........................................................................................................................................ 75
11.4 Parts drawing .................................................................................................................................. 76
11.5 Assembly drawing ........................................................................................................................... 83
Cobblestone Shaping Machine
viii
List of figures
Fig 3.1 general function diagram of cobblestone shaping machine component..12
Fig 3.2: Functional Structure showing the sub functions..12
Fig 3.3. Cobblestone shaping machine.13
Fig 3.4 cobblestones shaping by chisel....14
Fig 3.5. Alternative A- Electric Motor driven..21
Fig3.7 Belt tensions ....43
Fig 3.6 Alternative B- commonly used Rotary disc blade types......21
Fig .3.7 Stress in the Hook...54
Fig 3.8 Radial ball bearing...59
Figure 3.9 Principal dimensions for radial ball bearings...60
Fig, 3.10 roller conveyor.......64
Fig, 3.11watertank....66
Fig, 3.12 control valve..67
Fig18. Valve...67
Fig19. Sieve.......68
Fig21.Sedimentation tank..69
Cobblestone Shaping Machine
ix
List of tables
Table 3.1 weighing factor for power supply ..17
Table 3.2. Satisfaction for achieving the criteria in Percentage (%).18
Table3.3. Decision matrix for power drive19
Table 3.4 Weighing factor for power drive.20
Table 3.5. Decision matrix..20
Table 3.6 Decision matrix for belt selection21
Table3.7. Decision matrix for the type of cutting system selection22
Table 3.8 weighing factor for coolant.24
Table 3.9 Decision matrix for coolant24
Table 3.10. Dimensions of standard V-belts according to IS: 2494 197442
Table 3.11 Life of bearings for the designed machine. [1]61
Table 12. Cost estimation of the project.72
Cobblestone Shaping Machine
1
Chapter one
1.1Introduction
Since the beginning of civilization, human being needed to travel whether long distance or local.
Due to civilizations around the world roads are constructed and paved with varied materials.
Cobblestones have been a popular choice for streets and sidewalks for centuries. Cobblestones
have been used to pave roads since ancient times. For many centuries, cobblestones were an
effective means of creating a durable road that would not wash away in harsh weather.
Cobblestones are small to medium-sized rounded stones used as paving material for streets and
walkways.[4]
Walls and buildings have also been built of cobblestone, and are often found in areas that had
access to large smoothed stones from river beds or coastal areas. Our word "cobblestone" is
derived from "cobble," a word that appeared in the 15th century to describe rounded rocks or
stones. Cobblestone construction developed in the late medieval era and remained popular into
the 19th century. Chances are, if a city or town is more than 150 years old, there are cobblestones
buried below layers of concrete and asphalt. If the citizens are particularly preservationist-
minded, then some streets and sidewalks may be protected by the local historical society.
Cobblestones are made from highly durable stones, usually granite or basalt. They were usually
dug from nearby areas and then cobbled, or roughly shaped into the size needed. The
cobblestones were then set in sand or mortar. Sand allows the road to gently give to traffic,
preventing the cracking associated with pavement or asphalt. Streets paved with cobblestones
have proven their durability and permanency by showing up through worn out sections of paved
roads throughout the world. [4]
The term cobble is a geological term used to describe a stone of a particular size, which is
approximately two and a half to ten inches (.64 to 256 mm). Colors range from grey to black to
purple, depending on the origin of the stone. Patterns in cobblestone streets depend on the
creativity of the workers who designed the streets and installed the cobblestones. Towards the
end of the 19th century, cobblestones lost their popularity to newer techniques in street paving.
The smooth surfaces of asphalt and concrete quickly became preferred, as they were easier and
cheaper to install. Some people estimate that a cobblestone road costs four times as much to
Cobblestone Shaping Machine
2
replace as an asphalt one. Many people dont like the roughness of a cobblestone road and
complain about biking or pushing a stroller on a cobblestone sidewalk. Although naysayers
abound, there are many who believe that the quality and aesthetics of a cobblestone road far
surpass blacktop.
Many European cities, towns and villages never quite got on board with the asphalt revolution,
and to this day maintain beautiful and unique cobblestone streets and sidewalks, much to the
delight of tourists and locals. In fact, a tourist would be hard pressed to find a city or town in
Europe that doesnt have surviving cobblestone roads or sidewalks [12]. Walking on cobblestone
is the fastest way of traveling on foot (up to 17.3Km/h on a flat tile. Cobblestone can only be
removed or terra formed by a player with 20 Body Strength and 10 Digging. If aesthetics and
durability were not enough, there has been a recent study supporting cobblestone streets for
another reason. The study found that walking on cobblestone-simulated mats improved
participants physical performances and balance due to the uneven surface. This led to an
improvement in blood pressure, as well as other health benefits. Cobblestone is easier to create
than stone slabs, which has an identical travel speed. For these reasons, cobblestone is widely
used when making permanent roads, paths, or courtyards. [9]
Todays our country buildings and constructions are facing to different problems due to lack of
quality products. Every building and construction is dependent and affected by cobblestone. Due
to rapid growth and production of human activities as a result of technological development,
modernization and competition our countries cobblestone demand is extremely high. As a result
using much man power instead of single machine, the cost for the production is increasing
without increasing quality of the products.
Another important issue to be addressed is environmental concern. Use of man power for
cobblestone production increases environmental pollution by leaving the dust particles to the
environment. But the use of machine can minimize environmental pollution by using different
kinds of coolant during production, so that it can be environmentally friendly.
Among the cobblestone products which are distinguished as cobblestone for road construction,
cobblestone for building construction and cobblestone for bridge constructions are well known
ones, which are involved in this project. They are used earlier time history of our country but
Cobblestone Shaping Machine
3
none of them were accurate, effective and smart. Now a day the growth of the technology in the
country brings to use the modern machines instead of manual hand in order to increase
productivity, quality, strength, and good surface finishing in manageable way. Cobblestone
stated above produced from the stone which extracted from the ground by using different
extracting methods. The process of producing cobblestone from natural stone is called
cobblestone shaping. This can be accomplished by using cobblestone shaping machine.
1.2 Concept generation
Existing cobblestone manufacturing methods in Ethiopia is manual. This is can be done by men
hand using chisels and hammers. The method is outdated with maximum production cost and has
severed harm on the workers body. In addition to this it is less productive and time consuming
way of cobblestone manufacturing methods. As technology of the time is increasing in turn the
demands of new cobblestone streets and constructions increasing throughout the country. To
satisfy the needs of existing customers and increase final cobblestone production, cobblestone
manufacturing method needs new design of semi-automated cobblestone shaping machine.
1.3 Goals and objectives
1.3.1The main objectives of the project
The main goal of this project is to propose the design of cobble stone shaping machine that
improves overall cobblestone production by producing high quality products with different sizes
and by minimizing production cost and time.
1.3.2 The specific objective of the project
To design cobblestone shaping machine.
To select and determine the size of the components of cobblestone shaping machine
To improve quality and productivity of cobblestone in the country
To regulate and stabilize locally market
To generate and select concepts for the specified design
To prepare embodiment design for assembly anddisassembly, manufacturability,
maintainability and ergonomics.
To increase cobblestone production capacity per day.
To analyze the market and select the market segments that the product will be aimed at.
Cobblestone Shaping Machine
4
To take into consideration the cost, scale and methods used to manufacture the product
and optimize the design accordingly.
To develop a basic design for the product taking into consideration the requirements of
the potential customers from the chosen market segments.
To consider how the product will be brought to the market place, for example, how it will
be marketed and distributed.
To produce a final design, taking into account all of the above factors that is ready to
bring into the market place.
Cobblestone Shaping Machine
5
Chapter two
Literature review
2.2 Introduction
Cobblestone production in Ethiopia started in early 2005 that the concept of using cobblestones
to construct roads was first introduced to Ethiopia. While on a trip to conduct research in
collaboration with IHS Erasmus University in Rotterdam, Holland, five officials from the Dire
Dawa City Administration including Biniyam Wubshet, general manager of Dire Dawa City
Roads Authority (DDCRA) observed a new type of road that they were unfamiliar with.[9]
During their stay in the ancient Dutch metropolis, Biniyam and his colleagues noticed that many
of the roads in the city were built with black, rounded, shiny stones that had a lacquered finish.
They found out that they were called cobblestones. Much to their surprise, they also found out
that the cost of constructing a road using cobblestone is four times cheaper than using concrete
asphalt. [9]
His optimism was justified. The cost of double or triple surface concrete asphalt is incredibly
high. Many of the cities in Ethiopia do not have the financial capacity or budget to cover the
costs, and thus infrastructural development can be slowed down [9].
The idea for the Cobblestone Project, as it is known, developed out of a government decision to
use setts to pave the walkways, roads and courtyards on new university campuses being built at
15 separate sites across the country. With help and expertise supplied by the German Society for
International Cooperation (GIZ, formerly GTZ), the aim was to encourage the formation of small
local companies which would be awarded contracts on the campus, and whose employees would
be taught how to make the cobbles and construct the paving. [9]
Throughout the history cobblestone manufacturing in Ethiopia is out dated technology and less
productive. The production process is boring, time and resource wasting as well as hazardous for
Cobblestone Shaping Machine
6
workers and to the environment. This cobblestone cutting methods simply uses cutting tool like
chisel and hammer. Those tools are inefficient to fit the cobblestone requirements of the
countrys roads construction.
Slab production from blocks in natural stone processing plants is mostly carried out by using
circular saw blade cutting machines. An efficient sawing operation can only be maintained by
selecting proper cutting parameters. Experimental studies and numerical modeling methods are
significant in terms of identifying the effective forces occurring during natural stone cutting with
circular saw blades consequently, the cutting operation can be determined quickly and
economically. It was envisaged that this would dynamically help in the examination of distinct
factors in the area of natural stone processing by numerical modeling and in the illustration of the
sawing mechanism. [10]
Developments of Cobblestone Techniques Cobblestones techniques show a progressive
refinement over the cobblestone era. Schmidt (1966) has proposed division of cobblestone
techniques into an early, middle and late periods based upon the nature of the mortar joints, the
size of the cobblestones, and the sorting of the tones for color, shape, and size.[4]
Early, 1825-1835: Early Period cobblestones are characteristically made of large fieldstones,
typically with minimum dimensions greater than 10 cm. The horizontal joints of early
cobblestones are commonly wavy and lack the striking horizontal lines of later cobblestones.
Quoins may be dressed cut stones, but roughly shaped blocks are also common. Wooden or brick
window sills and lintels are more common than in later structures. [4]
Middle, 1835-1845: Middle Period cobblestones may be either fieldstone or lake-washed, or
combine the two. Stones are typically smaller than in early cobblestones with minimum
dimensions closer to 6 cms. Some stones will show evidence of having been selected for shape,
size or color, particularly on front wall of the structure. Stones may be set in color-selected rows,
herringbone patterns, or bands of coarser and finer stones. Lake-washed stones first appear in the
late 1830s and become the preferred stone type by 1845. [4]
Late, 1845-1860and later: Late Period cobblestones carry the innovations of the Middle Period
to extremes. Stone sizes become very small, less than 6 cm, and are selected for uniformity of
color, size and shape. The uniformity of the stones and the refined mortar work give late period
Cobblestone Shaping Machine
7
cobblestone walls a uniformity that contrasts starkly with early and middle field stone walls. The
increasing refinement of cobblestone technique suggests some insights into late 19
th
century
aesthetics. Add to the use of small stones the more refined, and presumably skilled, treatments of
the mortar joints, and it is clear that the refined styles of late period houses must have been
significantly more expensive. The fieldstone walls of the Early Period and the first half of the
Middle Period expressed a feeling of material correctly used. [4]
2.3 Materials for cobblestone productions
Stone is an important mineral commodity in our modern society. It is not only essential in
building highways and railroads, but also has very wide use in all phases of construction. Stone
as a construction material can be divided as crushed stone and dimension stone. Desirable proper
ties of crushed stone are toughness, strength, abrasion resistance and low porosity etc. while the
dimension stone in addition must be free of fracture and other flaws, and should be capable of
taking polish with good looking color and appearance.[7]
cobblestone is the collective description of natural stone, which has been extracted from
the earth in an orderly manner, further worked by cutting and processing, then used in various
roads constructions and different building activities either structurally or for decorative
purposes. It is produced from marble, granite, slate, sandstone basalt and other related materials.
For this design selected stone types is granite due to its various properties and applications.
The term "Granite" is derived from Latin word "Granum" meaning "grain" because of its
granular nature. Granite occupies a prominent place among cobblestones on account of its
hardness, durability, capability to take mirror polish and fascinating colors. Most common
applications of granite are in the manufacture of slabs and blocks for the building
construction sector. Block sizes may vary according to the deposit.
Granite buildings are preferred for their beauty, durability, permanence and prestige.
Granite is used in floor tiles, landscape products, tumble stones, building interiors, church
features, paving materials, counter top slabs, cemetery features, and cobblestones and in
other industrial applications. Granite products are supplied in different colors and finishes.
Official statistics on granite is not available although granite is known to be produced
locally at small scale level.
Cobblestone Shaping Machine
8
2.4 PROPERTIES OF ROCK MATERIALS
2.4.1 Physical Properties of Rock Density, Porosity and Water Content Hardness,
Abrasively, Permeability, Wave Velocity Young's Modulus and Poissons Ratio, Tensile
Strength and Shear Strength
Density
Is a measure of mass per unit of volume. Density of rock material various, and often related to
the porosity of the rock. It is sometimes defined by unit weight and specific gravity. Most rocks
have density between 2,500 and 2,800 kg/m
3.
Density is common physical properties. It is
influenced by the specific gravity of the composition minerals and the compaction of the
minerals. However, most rocks are well compacted and then have specific gravity between2.5
to 2.8. Density is used to estimate overburden stress. Density and porosity often related to the
strength of rock material. A low density and high porosity rock usually has low strength.
Porosity
Describes how densely the material is packed. It is the ratio of the non-solid volume to the total
volume of material. Porosity therefore is a fraction between 0 and 1. The value is typically
ranging from less than 0.01 for solid granite to up to 0.5 for porous sandstone. It may also be
represented in percent terms by multiplying the fraction by 100%. Water content is a measure
indicating the amount of water the rock material contains. It is simply the ratio of the volume of
water to the bulk volume of the rock material.
Hardness
Hardness is the characteristic of a solid material expressing its resistance to permanent
deformation. Hardness of rock materials depends on several factors, including mineral
composition and density. A typical measure is the Schmidt rebound hardness number.
Abrasively
Cobblestone Shaping Machine
9
Abrasively measures the abrasiveness of a rock materials against other materials, e.g., steel. It is
an important measure for estimate wear of rock drilling and boring equipment. Is highly
influenced by the amount of quartz mineral in the rock material. The higher quartz content gives
higher abrasively. Abrasively measures are given by several tests
Permeability
Is a measure of the ability of a material to transmit fluids. Most rocks, including igneous,
metamorphic and chemical sedimentary rocks, generally have very low permeability. Porous
rocks such as sandstones usually have high permeability while granites have low permeability.
Permeability of rock materials, except for those porous one, has limited interests as in the rock
mass, flow is concentrated in fractures in the rock mass
Wave Velocity
Measurements of wave are often done by using P wave and sometimes, S waves. P wave
velocity measures the travel speed of longitudinal (primary) wave in the material, while S-wave
velocity measures the travel speed of shear (secondary) wave in the material. The velocity
measurements provide correlation to physical properties in terms of compaction degree of the
material. A well compacted rock has generally high velocity as the grains are all in good contact
and wave are travelling through the solid.
For a poorly compact rock material, the grains are not in good contact, so the wave will partially
travel through void (air or water) and the velocity will be reduced (P-wave velocities in air and in
water are 340 and 1500 m/s respectively and are much lower than that in solid).
Young's Modulus and Poissons Ratio
Young's Modulus is modulus of elasticity measuring of the stiffness of a rock material. It is
defined as the ratio, for small strains, of the rate of change of stress with strain. Similar to
strength, Youngs Modulus of rock materials varies widely with rock type. For extremely hard
and strong rocks, Youngs Modulus can be as high as 100 GPa. For most rocks, the Poissons
ratio is between 0.15 and 0.4.
Tensile Strength
Cobblestone Shaping Machine
10
Tensile strength of rock material is normally defined by the ultimate strength in tension, i.e.,
maximum tensile stress the rock material can withstand. Rock material generally has a low
tensile strength. The low tensile strength is due to the existence of micro cracks in the rock.
The existence of micro cracks may also be the cause of rock failing suddenly in tension with a
small strain.
Shear Strength
Shear strength is used to describe the strength of rock materials, to resist deformation due to
shear stress. Rock resists shear stress by two internal mechanisms, cohesion and internal
friction. Cohesion is a measure of internal bonding of the rock material. Internal friction is
caused by contact between particles, and is defined by the internal friction angle; . Different
rocks have different cohesions and different friction angles. Shear strength of rock material can
be determined by direct shear test and by triaxial compression tests.
2.4.2 Mechanical Property of Rock Material
Compressive Strength
Compressive strength is the capacity of a material to withstand axially directed compressive
forces. The most common measure of compressive strength is the uniaxial compressive strength
or unconfined compressive strength. Usually compressive strength of rock is defined by the
ultimate stress. It is one of the most important mechanical properties of rock material, used in
design, analysis and modeling.
Cobblestone Shaping Machine
11
Chapter three
Product design and development
3.1 Introduction
Product design may comprise of idea generation, concept development, testing and
implementation of a physical objector product or service. Product Designers conceptualize and
evaluate ideas, making them tangible through products in a more systematic approach. The role
of a product designer encompasses many characteristics of the marketing manager, product
manager, industrial designer and design engineer, and combines art, science and technology to
create tangible three-dimensional goods. This evolving role could be facilitated by digital tools
that allow designers to communicate, visualize and analyze ideas in a way that would have taken
greater manpower in the past.
Product designers are equipped with the skills needed to bring products from conception to
market. They should have the ability to manage design projects, and subcontract areas to other
sectors of the design industry. Aesthetics is considered important in Product Design but
designers also deal with important aspects including technology, ergonomics, usability, stress
analysis and materials engineering.
As an application of product design, some companies or individuals have particularly strong feel
for developing new products than others. In the modern world these include especially
technological companies. Many product designers are strategic assets to companies that need to
maintain a competitive edge in innovation.[11]
3.2 Conceptual design
Conceptual design is part of a product design and used to determine the elements mechanisms,
processes, configurations that in some combination or other result in a design that satisfies the
need to make up the whole system. Conceptual design is the early stage of the design where the
Cobblestone Shaping Machine
12
main decisions are made by means of design for manufacturing (DFM), as a rough idea is
developed as to how a product will function and what it will look like and the best is selected
based on decision theories for further design analysis.
3.3 Functional modeling
Modular product architectures can reduce the number of parts in a product, reduce the time to
manufacture and assemble the product, and streamline and simplify the conceptual design and
embodiment design phases through the re-use of previous parts or ideas.
3.3.1 Development of general and sub functional diagram
Problem decomposition functional diagram
Fig3.1general function diagram of cobblestone shaping machine component
To completely describe product functionality, the overall production is decomposed into a set of
sub functions. These sub functions provide a detailed description of what a product most do
rather than what it is, which is called the functional structure of the design.
The figure below is the functional structure of the design of the cobblestone shaping machine
component showing sub functions.
Cobblestone Shaping Machine
13
Figure3.2: Functional Structure showing the sub functions
3.4 Design alternatives
There are two alternative for cobblestone shaping system. Below are presented two different
design alternatives, which are going to be selected one as a best.
Alternative A- Shaping machine
Alternative B-Chisel by manual shaping
Alternative A- Shaping machine
It shapes cobblestone in different size which uses electric motor as prime mover, water as
cooling system and diamond disc for cutting system. Using such mechanized machine can
increase production rate per a day, quality and attractiveness of cobblestone, decreases wastage
of time, resources and fatigue of the workers.
Cobblestone Shaping Machine
14
Figure3.3. Cobblestone shaping machine
Alternative B- Chisel by manual shaping
It is one of the most ancient cobblestones shaping device used to shape cobblestone manually by
using different tools such as chisel, and hammer. It is less productive shaping system with low
quality of product and causes environmental pollution. It increases wastage of time, materials,
production cost and hazards of the workers.
Figure 3.4 cobblestones shaping by chisel
Cobblestone Shaping Machine
15
Based on the above considerations cobblestone machine is selected as a best for the proposed
production.
3.5 Determination of the Prime Mover
In the design of this cobblestone shaping component, there is a need of power source from which
a mechanical energy for propelling the machine is gained. This power source may be either of
electrical motors or mechanical engines as the only alternatives from which one of them will be
selected as the better source.
Alternative A- Electric Motor driven
Alternative B-Diesel Engine Driven
1. Electric motor driven cobblestone shaping machine is a machine which uses electric
motor to rotate the shaft in order to rotate cutter blade.
Figure 3.5. Alternative A- Electric Motor driven
2) Diesel engine driven cobblestone shaping machine is a machine which uses Diesel engine
to rotate the shaft in order to rotate cutter blade.
Cobblestone Shaping Machine
16
Alternative energy transmission system
The drive system is the basic part of the proper functioning of the system, because it serves as
the rotational power source of the transmission system. Electric motor is used for power
transmission through various means of power drives.
A. Gear derive
B. Belt drive
C. Cam and follower
D. Chain and Sprocket drive
3.6 Design alternatives selection
To select one of the four alternatives given above, there are steps to be followed.
1. Setting criteria.
2. Calculating a weighting factor for each criterion by digital logic method (DLM).
3. Evaluating each design with respect to the selected criteria by using a decision matrix
and finally,
4. Selecting the best design based on the result of the decision matrix
Alternative selection criteria
The type and number of criteria are determined by individual judgment. There are no properly
set rules for setting design criteria, since it depends on the type and application of design and its
complication. The criteria for selection by considering the alternative designs and the
requirements set by the end users of the shaping component are listed below:
1. Design Simplicity
2. Cost of Manufacturing
3. Adjustability of cutting depth
4. Cutting Cost
5. Ease of Maintainability
6. Operability
7. Multi functionality
Cobblestone Shaping Machine
17
8. Labor Alleviating/ Lessening Labor Intensiveness
Weighing factor determination
When many design criteria are used to specify the degree of importance of each against the
other, it may be difficult to re-establish weighting factors. One way to do so is to use a digital
logic approach. Each criterion is compared with the other in every combination taken two at a
time. To make the comparison, the criterion that is considered to be the more important of the
two is given a 1and the less important a 0. The total number of possible comparison pairs
under consideration is given by: N =n (n-1)/2
Where N= the total number of possible comparison pairs
n= the total number of criteria under consideration, in this case n =8.
And the weighing factor,
Wi =mi/N
Where mi= the total number positive decisions for the i
th
criteria. The total number of possible
comparison pairs under consideration is given by:
Therefore, N =8 (8-1)/2 =28. The above steps are shown as follows.
criteria 1 2 3 4 5 6 7 8 mi wi
1 _ 0 0 1 1 1 0 1 4 0.11
2 1 _ 0 0 1 o 1 1 4 0.11
3 1 1 _ 0 1 0 0 0 3 0.083
4 1 0 1 _ 1 1 0 0 4 0.11
5 0 0 0 0 _ 1 0 1 2 0.06
6 0 1 0 0 0 _ 1 0 2 0.06
7 1 0 1 1 1 0 _ 1 5 0.14
8 0 0 1 1 0 1 0 _ 3 0.083
Table 3.1 weighing factor for power supply
Cobblestone Shaping Machine
18
Selecting the best design
In table 3.1, the weighting factor has been determined for each criterion. A decision matrix
approach, which is a clear and simple way to arrive at a design decision, will be employed for the
purpose of selecting the best design among the available alternatives by using the results of the
weighting factors. The next step will be preparing decision matrix for selecting the best design
alternatives.
The overall degree of satisfaction in achieving each design criteria is evaluated by the use of
scale, shown in table 3.2, which is prepared to be conforming to the requirements of the power
component.
To select the best design from the alternatives, the steps to be followed are:-
1. Taking one design from the alternatives and evaluating with respect to the criteria.
2. Giving percent satisfaction from table 3.2.
3. Multiplying the percent satisfaction by the weighting factor of each criterion respectively.
4. Adding the result of each criterion separately for each design, which will give the overall
satisfaction of the given design.
5. Taking the next design from the alternatives and repeating step 2 through and until all the
alternative designs is evaluated.
6. Compare and contrast the overall satisfaction of the design alternatives.
7. Select the best designs i.e. the one with the greatest overall satisfaction.
The above steps are shown in table 3 below.
Table 3.2. Satisfaction for achieving the criteria in Percentage (%)
Satisfactory (%) Description
100 Excellent, Complete satisfaction, objective satisfied in every aspect.
90 Very Good, Extensive satisfaction, objective satisfied in all
Of important aspect.
75 Very Good, Extensive satisfaction, objective satisfied in all
Of important aspect.
Cobblestone Shaping Machine
19
50 Fair, Moderate satisfaction, a middle point bin complete
And no satisfaction.
25 Bad, Minor satisfaction, objective satisfied in some but less than half of
the aspect.
10 Failure, Minimal satisfaction, objective satisfied
0 No satisfaction, objective is not satisfied in any aspect
Decision matrix
Criteria
alternative
1 2 3 4 5 6 7 8 Overall
satisfy
Wi 0.11 0.11 0.083 0.11 0.06 0.06 0.14 0.083
I. %
90 75 75 90 90 90 75 100
%*Wi 9.9 7.7 6.225 9.9 5.4 5.4 10.5 8.3 63.325
II. %
25 25 25 0 25 25 25 25
%* Wi 2.75 2.75 2.1 0 1.5 1.5 3.5 2.1 16.2
Table3.3. Decision matrix for power drive
As it can be seen from the decision matrix, table 2, the design alternative A overall satisfaction is
greater than design alternative II, its value is 63.325. Therefore, based on the result, design B is
selected for further design analysis.
Selection criteria for power drive
1. Simplicity
2. Cost
3. Availability
4. Ease of operation
5. Ease of maintenance
6. Manufacturability
Cobblestone Shaping Machine
20
7. Effect on overall machine weight
Weighing Factor Determination for power drive
Criteria 1 2 3 4 5 6 7 mi Wi
1 - 0 1 1 1 1 1 5 0.12
2 1 - 0 1 0 1 1 4 0.095
3 0 1 - 1 0 1 0 3 0.072
4 0 0 0 - 1 0 0 1 0.027
5 0 1 1 0 - 0 0 2 0.06
6 0 0 0 1 1 - 0 2 0.06
7 0 0 1 1 1 1 - 4 0.095
Table 3.4 Weighing factor for power drive
Then decision matrix can be prepared for selecting the best design alternatives.
Criteria
alternatives
1 2 3 4 5 6 7 Overall
satisfy
Wi 0.12 0.095 0.072 0.027 0.06 0.06 0.095
A
% 0 25 25 0 25 25 0
%*wi 0 2.375 1.8 0 1.5 1.5 0 7.175
B % 100 90 90 100 100 90 100
%*wi 12 8.55 6.48 2.7 6 5.4 9.5 50.63
C
% 0 25 25 0 25 25 0
%*wi 0 2.375 1.8 0 1.5 1.5 0 7.175
D
% 75 50 50 50 25 50 50
%*wi 9 4.75 3.6 1.35 1.5 3 4.75 27.95
Table 3.5. Decision matrix
Cobblestone Shaping Machine
21
As it can be seen from the decision matrix, table 3.4, the design alternative B overall satisfaction
is the greatest of all the others, i.e., 50.63. Therefore, based on the result, design B is selected for
further design analysis.
Based on the result from the above table, the alternative B which is a belt drive is selected. Here,
as long as there are a number of belt types, a further concept selection analysis for the type of the
belt to select the best belt type that suits the requirements of the working conditions is required.
The optional belt drives are V-belt, flat belt, and timing belt types among which one will be
selected as the best of all.
Decision matrix of the cutting system drive for the belt type selection.
Criteria V-belt Rating Flat Belt Rating Timing belt Rating
Noise Reduction 8 9 8
Compactness 10 4 9
Slip Reduction 9 5 10
Cost 10 4 4
Safety 10 4 10
Efficiency 9 6 9
Availability locally 10 8 5
Overall Satisfaction 66 40 55
Table 3.6 Decision matrix for belt selection
Then, the V-belt type is selected to be designed based on the criteria used and the relative
weighting allotted to each of the alternatives.
3.7 Determination of the cutting system
The cutting system is the part of the shaping component that is needed to accomplish the ultimate
purpose of the machine, and there can be various number of available alternative cutting systems
from them one could be selected as best of all.
To select the type of cutting system among the possible alternative systems, Johnsons decision
matrix approach can be adopted under here for the cutting system, which is a more detailed type
of decision matrix method that is appropriate for engineering design.
Cobblestone Shaping Machine
22
The widely used alternative mechanisms to accomplish the cutting function of the shaping
component might be of rotary disc blades and reciprocating sickle bar blades. These alternative
cutting blades are represented below.
Alternative A- Reciprocating sickle bar blades
Alternative B-Rotary disc blades
Figure 3.5 Alternative A- Reciprocating Sickle Bar blades
Figure 3.6 Alternative B- commonly used Rotary disc blade types
3.7.1 Selection of Cutting systems
For one of the alternative systems to be raised as best, there must be criteria of selection based on
which the best of all that conforms to the requirements of the shaping component will be chosen.
The selection of the suitable cutting system type for this design problem will depend on criteria
tabulated as follows.
Cobblestone Shaping Machine
23
Decision matrix for the type of cutting system selection.
Criteria Alternative A Rating Alternative B Rating
Ease of assembly 7 10
Arrangement suitability 4 10
Ease of design 8 7
Manufacturing Cost 6 5
Ease of Maintainability 6 8
Durability 4 9
Maintenance cost 4 9
Ease of Manufacturing 7 6
Raw material
Availability locally
6 7
Overall Satisfaction 52 71
Table3.7. Decision matrix for the type of cutting system selection
Therefore, the result in table above indicates that the best cutting system is that of the rotatory
disc blade with an overall weightage of 71.
3.8 Coolant
Cobblestone shaping operation uses appropriate kind of coolant. Coolant has advantages of
maximum economy or less production cost in machining operation. During the shaping process,
contact surfaces between cobblestone and cutting tools there will be high heat production due to
high temperature. Therefore this can minimize tool life. Hence there will be a minimum tool life,
irregular finish of the cutting pieces and dimensional inaccuracy
3.8.1 TYPES OF COOLANT
A. Straight Oils
B. Soluble Oils
C. Synthetic
D. Semi Synthetics
E. Water
3.8.2 Coolant selection Criteria
The following is a list of coolant basic performance criteria that should be considered:
Cobblestone Shaping Machine
24
1. Stable in solution
2. Controls rust and corrosion
3. Controls foam and mist
4. Controls undesirable odors
5. Forms no undesirable residues
6. Long fluid life
7. Safe to workers
8. Safe and easy to dispose of
9. Heat transfer performance
10. Cost
11. Environmental Performance
Weighing Factor Determination for coolant.
Table 3.8 weighing factor for coolant
A decision matrix approach, which is a clear and simple way to arrive at a design decision, will
be employed for the purpose of selecting the best design among the available alternatives by
using the results of the weighting factors in table 3.8. The next step will be preparing decision
matrix for selecting the best design alternatives.
The overall degree of satisfaction in achieving each design criteria is evaluated by the use of
scale.
Decision matrix
Criteria 1 2 3 4 5 6 7 8 9 10 11 Overall
Criteria 1 2 3 4 5 6 7 8 9 10 11 mi wi
1 - 0 1 1 1 1 1 0 1 1 1 8 0.145
2 1 - 0 1 0 1 1 1 1 0 1 7 0.127
3 0 1 - 0 1 1 1 1 1 0 1 7 0.127
4 0 0 1 - 0 1 1 0 1 1 1 6 0.109
5 0 1 0 1 - 0 0 0 1 0 0 3 0.054
6 0 0 0 0 1 - 1 1 1 1 1 6 0.109
7 0 0 0 0 1 0 - 0 1 0 0 2 0.036
8 1 0 0 1 1 0 1 - 1 1 0 6 0.109
9 0 0 0 0 0 0 0 0 - 0 1 1 0.018
10 0 1 1 0 1 0 1 0 1 - 1 6 0.109
11 0 0 0 0 1 0 1 1 0 0 - 3 0.054
Cobblestone Shaping Machine
25
alternatives satisfy
wi 0.145 0.127 0.127 0.109 0.054 0.109 0.036 0.109 0.018 0.109 0.054
A % 0 10 10 10 0 0 0 10 10 10 0
wi *% 0 0 1.27 1.09 0 0 0 1.09 0.18 1.09 0 4.72
B % 10 25 10 10 10 10 10 25 25 10 10
wi*% 1.45 3.175 1.27 1.09 0.54 1.09 0.36 2.725 0.45 1.09 0.54 13.78
C % 0 10 0 10 0 0 0 0 10 10 0
wi*% 0 1.27 0 1.09 0 0 0 0 0.18 1.09 0 3.63
D % 10 10 10 10 0 0 0 0 10 10 0
wi*% 1.45 1.27 1.27 1.09 0 0 0 0 0.18 1.09 0 6.35
E % 100 100 100 90 90 90 100 100 100 90 90
wi*% 14.5 12.7 12.7 9.81 4.86 9.81 3.6 10.9 1.8 9.81 4.86 95.35
Table 3.9 Decision matrix for coolant
As it can be seen from the decision matrix, table 3.9, types of coolant overall satisfaction is the
greatest of all the others, i.e., 95.35. Therefore, based on the greatest overall satisfaction water is
selected for further design analysis.
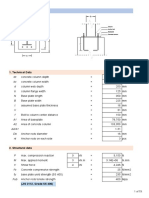
Chapter four
SPECIFICATIONS OF THE MACHINE
Power supply Electric motor (7.5Kw/10hp)
Blade capacity (diameter) 400mm
Cutting angle 90
Arbor (shaft) diameter 25.4mm
Maximum cutting depth 140 mm
Maximum cutting length 600 mm
Maximum tool speed 3820 rpm
Raise and lower manually
Dimensions of the machine (L*W*H) 2.3m*1.5m*2m
Cobblestone Shaping Machine
26
Chapter five
Force analysis
5.1 Motor (drive) shaft Calculations
T=
=
r4
2
=
r3
2
From the properties of the granite
max =14-50Mpa, considering max =25N/mm
2
let area of shear surface is calculated from
16mm
10mm
Area =L*W=16mm*10mm=160mm
2
F =max*rp
F=25N/mm
2
*160mm
2
=4,000N
T =F*rp=4,000N*0.0625m=250Nmm
Calculations
Shaft material is commercial steel and
=40Mp =40N/mm
2
=
16
3
d
3
=
16
=
16250
4010
6
/
=3.183*10
5
m
d =
3.183 10
6
m =32mm
Shearing surface
Cobblestone Shaping Machine
27
Therefore, the diameter of the shaft is 32mm
5.2 Force on foot press
Force applied on a foot press is equal to mass*acceleration due to gravity
But, Mass =35% average mass of a person
Let average mass a person= 60kg, then
Mass= 35% * 60kg =21kg
W=21kg*9.8m/s
2
= 206N
Taking moment @ 0
mo=w*2000mm-Fy*300mm=0
FY=
W2000mm
300
=
2062000
2300
=686.67N
Resolving forces gives, FY=686.67N
From the above fig. cos 30 =sin60 =
2
2Fr=
cos 30
==
686.67
0.866
=1373.3N=Fr=792.9N
5.3 Force analysis on bar
Mass of electric motor = 70kg
Fm=mg =70kg*9.8m/s= 686N
Cobblestone Shaping Machine
28
Mass of cutter (circular blades and its supports and cover) =8kg
Wc=8kg*9.8m/s
2
=78.9N
Now taking moment @ point 0,
Mo=0
1373.3N*200+1567F+78.4*1567=0
1567.3F=78.4*1567-200*1373.3
1567.3F= -151881.2N
F=96.9N
Summation of vertical forces
FY=1373.3N+FY=686N+175N
2FY =861N-1373.3N
FY= -256.15N
Cobblestone Shaping Machine
29
Diamond Tools for Machining of Granite
Force analysis on cutter blade
Fc Fv
Fn Vs
Ft
Fh
cos =
Fv
FC
..eq. 1
Ft=
VS
d
sin =
Fh
FC
..eq.2
Fn = Fc*cos[() ].....eq. 3
Fn= Fc*[ cos(k)*
Fv
Fc
+sin(k)
Fc
]
Fn=FV* cos() + Fh*sin(k)
Ft= Fc*sin(k)- )...eq. 4
Cobblestone Shaping Machine
30
Ft= Fc*[sin(k)*
Fv
Fc
- cos()*
Fc
]
Ft= Ft*sin(k)- Fh* cos()
Fc=
2
+
2
eq. 5
= sin(1-
2
)
=0.7
SE=
FtVp
[Journal of Mechanical Engineering 55(2009)12, 775-780]
Max cutting speed for granite cutting diamond blade is 100m/s.
Therefore
Let take Vs. =60m/s
Ft=
Vs
,
= ()=7500W=7.5kw
Vs=circular speed in m/s
Ft =
7500
60/
= 125N
From previous calculation
Fv=175N
Let =30 then, From eq. 2
cos =
Fv
FC
, sin =
Fh
FC
Fc =
Fv
cos
Fh=FC*sin
Fc =
175N
cos 30
= 202N Fh=202N*sin 30
Fh=101N
From equation.6
Cobblestone Shaping Machine
31
Fc=
2
+
2
-Fn=
2
2
-Fn=(202)
2
(123)
2
Fn=158.8N
From previous calculation
Fv=175N
5.4 SHAFT DESIGN
A shaft is a rotating member, usually of circular cross section, used to transmit power or motion.
It may be solid or hollow. It provides the axis of rotation, or oscillation, of elements such as
gears, pulleys, flywheels, cranks, sprockets, and the like and controls the geometry of their
motion. [1]
Material selection for shaft
The material used for shafts should have the following properties:
It should have high strength.
It should have good machinability.
It should have low notch sensitivity factor.
It should have good heat treatment properties.
It should have high wear resistant properties
From ASMA Standards
Commercial steel shaft with key way
Given max= 40Mpa=40N/mm2
Km =1.5 and kt =1
Rotating shaft subjected to gradually applied load
Cobblestone Shaping Machine
32
Bending vertical plane
Resolving tensions into vertical and horizontal components,
T1=446N
T 2=29.3N
TV= (T1+T2) sin 30
TV= (446+29.34) sin30= 237.67N
Cobblestone Shaping Machine
33
Th= (T1+T2) cos30
Th= (446+29.34) cos30 =411.65N
TORSION AT C
TC= (T1-T2)*
dp
2
TC= (446-29.34)
165
2
TC=34374.45Nmm
TC=34.4Nm
FORCES ON VERTICAL PLANE
Taking moment at A
MA=0
(237.67N-24.5N)*50mm-175N*150mm +RBY*200 =0
200mm*RBY = 15591.5N
RBY =78N
Summing forces vertically
Cobblestone Shaping Machine
34
RAy+237.67N+78N-175N-24.5N=0
RBY=199.5N-315.6N= -116.2N
FORCES ON HORIZONTAL PLANE
Taking moment at A
MA=0
411.65N*50mm-101N*150mm+200mm* RBY=0
200mm RBY= -5432.5Nmm
RBY=27.16N
RAH=44.65N
Cobblestone Shaping Machine
35
Summing forces horizontally
FH=0
RAH+411.65-101-27.16N=0
RAH= (101+27.16) N-411.65N
RAH=283.49N
Shear force diagram and bending
moment
Shear force diagram and bending moment
for vertical plane.
a) + =0
-116.2N-V=0
V= -116.2N=116.2N
+=0
-116.2N*50mm-M=0
M=-5810Nmm
Cobblestone Shaping Machine
36
b) + =0
213.2N-V=0
V=213.2N
+ =0
213.1N*100mm-M=0
M=21320Nmm
a) + =0
-283.49-v=0
V= -283.49N=283.49N
+ =0
-283.49N*50mm-M=0
M=-14174.5Nmm
b) + =0
411.67N-V =0
V =411.67N
+ =0
411.67N*100mm-M=0
M=41167Nmm
Reaction forces on bearing
Cobblestone Shaping Machine
37
Reaction force on bearing A
(FRAY)
2
= ( FRAX)
2
+ ( FRAY)
2
FRA=(283.49)2 +(116.2)2
FRA=306.4N
Reaction forces on bearing B
(FRB)
2
= ( FRBX)
2
+ ( FRY)
2
FRB=(27.6)2 +(78)2
FRB=83.6N
Bending moment
Bending moment at C
Cobblestone Shaping Machine
38
MC=RAY*50mm
MC = -50mm*116.2Nmm
MC = -5810Nmm
MC = 5.81Nm
Bending moment at D
MD = RBY*50
MD=78*50Nmm = 3900Nmm
Therefore max bending moment is at C I, e.
ME=Mmax=M=5810Nmm
T= TC
T=35,000Nmm
T=35Nm
Equivalent twisting moment on the shaft is given by
Te=()2 +()2
Te=(1.5 5810)2 +(1 34,400)2
Te=35486.7Nmm = 35.5Nm
Equivalent bending moment
Me=
1
2
(km*M+()2 +()2
Me=
1
2
(km*M+Te)
Me=
1
2
(1.5*5810Nmm+35.5Nmm)
Cobblestone Shaping Machine
39
Me=4375.25Nmm
Case 1
all=
16Te
d3
d
3
=
16Te
all
d=
(1635.5)
4010
6
3
=16.54mm
Case 2
all=
16Me
d3
d
3
=
16Me
all
d=
16Me
al
3
=
164375.25Nm
40N
m
10
6
3
d= 82.3mm
There diameter of the shaft due to equivalent twisting is greater than that of bending moment.
For safe design take larger diameter
Therefore d=16.62mm, Diameter of the shaft from the standard shaft diameter d=..
But, the maximum arbor diameter for circular diamond cutting disc with diameter of 400mm is
25.4mm. Therefore, diameter of shaft taken as d=25.4mm.
Shaft diameter based on stone properties.
all =14-50 Mpa
Take all=25Mpa
T= all /= all*r
3
/2
But considering shear area of stone let
Cobblestone Shaping Machine
40
10mm
16mm
all =40Mpa
all =16T/*d
3
T=330,000Nmm=330Nm
all of shaft material
d=34.76mm d =16/
3
all A=*w=160mm
2
Fsh= all*Ash
Fsh=25Mpa*160mm
2
Fsh=4000N
T=FSH*rp
T=4000N*0.825mm
d=16
330,000
40/2
3
d=34.76mm
d=35mm
Factor of safety
Safety factor (SF), is a term describing the structural capacity of a system beyond the expected
loads or actual loads. Essentially, how much stronger the system is than it usually needs to be for
an intended load. This is a measure of the reliability of a particular design
max = 30% of Sy ,
Sy =40Mpa/0.3=133.33 Mpa
Shear area
Cobblestone Shaping Machine
41
max =
Sy
.
F.S =
Sy
max
=
133.33 /
40 /
=3.3
Therefore, the design is safe
5.4.1 Key design
A key is a machine element inserted between the shaft and rotating machine element like pulley,
gears, sprockets or flywheel to connect these together in order to prevent relative motion
between them. It is always inserted parallel to the axis of the shaft. Design of key depends on
two criteria; these are failure due to shear stress and failure due to compressive stress.
The two functions of key are:-
Transmit the torque from the shaft to the hub of mating element and vice versa.
Prevent relative rotational motion between the shaft and the joined machine element like
gear or pulley.
Key materials
Key material is low-carbon steel and r rectangular sunk key. The proportion of this key:
W=..equation1
H=t= =..equation2
L=1.5d..equation3
Cobblestone Shaping Machine
42
Where t is thickness of key
W is width of the key
d- Shaft diameter
L=length of the key
Substituting the values into above equations,
W=mm = 6.35mm =6mm
t= =4.23mm =4mm
L=1.5*25.4mm=38mm
5.5 Belt design
Belts are flexible machine elements used in conveying systems and in the transmission of power
over comparatively long distances. It often happens that these elements can be used as a
replacement for gears, shafts, bearings, and other relatively rigid power-transmission devices. In
many cases their use simplifies the design of a machine and substantially reduces the cost. The
four principal types of belts are: Crowned pulleys are used for flat belts, and grooved pulleys, or
sheaves, for round and V belts
The cross-sectional dimensions of V belts have been standardized by manufacturers, with each
section designated by a letter of the alphabet for sizes in inch dimensions. Metric sizes are
designated in numbers. Though these have not been included here, the procedure for analyzing
and designing them is the same as presented here.
Dimensions, minimum sheave diameters, and the power range for the standard V-belt sections A,
B, C, D and E are listed in Table 20.1[1]
Type of
belt
Power
ranges in
kW
Minimum pitch
diameter of pulley
(D) mm
Top width
(b) mm
Thickness
(t)mm
Weight per
meter length in
newton
A 0.7-3.5 75 13 8 1.06
B 2-15 125 17 11 1.89
Cobblestone Shaping Machine
43
C 7.5-75 200 22 14 3.43
D 20-150 355 32 19 5.96
E 30-350 500 38 23 ---
Table 20.1 Dimensions of standard V-belts according to IS: 2494 1974.
Belt tensions
The belt drives primarily operate on the friction principle. i.e. the friction between the belt and
the pulley is responsible for transmitting power from one pulley to the other. In other words the
driving pulley will give a motion to the belt and the motion of the belt will be transmitted to the
driven pulley. Due to the presence of friction between the pulley and the belt surfaces, tensions
on both the sides of the belt are not equal. So it is important that one has to identify the higher
tension side and the lower tension side, which is shown in Fig. 13.1.3.
Fig3.7 Belt tensions
Advantages V-belt drives
low initial cost;
low noise;
no lubrication required;
ease of installation; and removal
low maintenance requirements
Cobblestone Shaping Machine
44
The V-belt drive gives compactness due to the small distance between centers of pulleys.
The drive is positive, because the slip between the belt and the pulley groove is
negligible.
Since the V-belts are made endless and there is no joint trouble, therefore the drive is
smooth.
It provides longer life, 3 to 5 years.
The operation of the belt and pulley is quiet.
The belts have the ability to cushion the shock when machines are started.
The high velocity ratio (maximum 10) may be obtained.
The wedging action of the belt in the groove gives high value of limiting ratio of
tensions. Therefore the power transmitted by V-belts is more than flat belts for the same
coefficient of friction, arc of contact and allowable tension in the belts.
The V-belt may be operated in either direction, with tight side of the belt at the top or
bottom. The center line may be horizontal, vertical or inclined.
Material selection for of v-belts design
Leather with allowable stresses from 2.0 Mpa (N/mm) to 3.45 Mpa (N/mm
2
).[1]
Belt calculations
=diameter of large pulley
=diameter of smaller pulley
=angle of wrap of the large pulley
=angle of wrap of smaller pulley
C=center distance between two pulleys
Cobblestone Shaping Machine
45
=180
0
+2 Eq1
Where =sin
1
(
1
2
)...Eq2
=180
0
-2 =. Eq3
Lo = length of open belt
Lo =
2
(d1+ds) +2c+
1
4
(d1-ds) ..Eq4
Power transmission of the belt drive is expressed as
P = Eq5
Where
1
T -tight side tension
2
T -slack side tension
V-speed
The maximum tension in the tight side of the belt depends on the allowable stress of the belt
material. From standard table dimensions of v-belt for power range between 2-15 Kw and B-
section belt,
ds =125mm and dl =165mm
Cobblestone Shaping Machine
46
C 1.5-2* (ds+dl) .Eq6
C =2*(125mm+165mm) =580mm
From equation 4
Lo =
2
(125mm+165mm) +2*580+
1
4580
(165mm-125mm)
Lo =1616mm, subtracting 43mm for B type belt, inside length of the belt is
1616mm-43mm =1573mm, According to IS: 2494 1974, the nearest standard inside length of
V-belt is 1567mm
From equation 2
= sin
1
(
165125
2580
) =1.976
2 =3.95
But for v-belt, groove angle is usually 32-38 then taking 32
From equation1
=180+32=212
=212*
180
rad =3.7 rad
From equation3
=180-32 =148
=148*
180
rad =2.58rad
Power required, P =7.5 Kw
Design power, Pmax =service factor*power required
Service factor for medium shock load from standard table: Ks =1.3
P =1.3*7.5 Kw=9.75Kw
Cobblestone Shaping Machine
47
Density of the leather belt from standard 1000 kg/m
Allowable stress of the belt is 3.45 MPa = 3.45 N/mm
Coefficient of friction =0.4
V=
60
=
60
(m/s) Eq7
V =
0.1252750
60
m/s =18 m/s
V =
60
=
0.125
60
=18 m/s
Ns =
60
0.125
=
6018
0.125
rpm =2083rpm
Centrifugal force Tc can be calculated as
Tc =mvEq8
But mass of the belt is given by,
M=Area*length*density
M=b*t*l* = 0.017*0.011*1.567*1000kg/m =0.29kg/m
Tc =0.29kg/m*[18m/s]= 94N
The material of the pulley selected is steel and assumed to be dry. Hence the coefficient of
friction for leather material is taken from the table, 0.25 i.e. =0.25
Then:
1
2
=
/ sin
.Eq9
While determining the angle of contact, it must be remembered that it is the angle of contact of
the smaller pulley, if both pulleys are of the same material
sin=
12
= Eq10
_radius of larger pulley
Cobblestone Shaping Machine
48
_radius of smaller pulley
x (c) -center distance of the belt
Angle of contact on the smaller or V-pulley
1 = 180 2
1 = (180-2*2.95) * rad =3 rad, and
Angle of contact on the larger or flat pulley,
2 = 180 + 2
2 = (180+2*2.95)* =3.28 rad
Therefore smaller value must be selected for the design, that mean angle of contact for smaller
pulley say =3 rad
1
2
=
(
)
=
(
0.253
sin16
)
=15.2
T1 =15.2*T2Eq11
From eq5 tension forces can be determined as
P= (T1-T2)
P = (15.2T2-T2)*V=14.2T2*[18m/s]
2
=7500W
T2=
75
14.218/
=22.2N
T1=15.2*T2=15.2*29.3N
T1=416.67N
Initial tension in the belt can be given by,
To =
T1+T2
2
.Eq12
Cobblestone Shaping Machine
49
To =
416.67+29.3
2
=223N
Tangential force (T)
T =T1-T2
T =416.67N-29.3N=387.3N
Torque on each of the two shafts can be calculated as follows.
Torque exerted on the driving shaft, T is given by equation
T = (T1 T2) * r1
T1
N/mm
= (416.67N-29.3N)*0.0625m
T1 =24.2Nm
Torque exerted on the driven shaft is given by equation.
T2 = (T1-T2)*r2
T2 = (416.67N-29.3N)*0.0825m
T2 =32Nm
Stress calculations of the belt:
1 =
1
where,
1
_stress due to tight side tension
1 =
416.67
187
=2.23N/mm
2 =
2
where,
2
_stress due to slack side tension
2 =
29.3
187
=0.16N/mm
c=
Where, c-stress due to center fugal force
c =
94
187
=0.5N/mm
b=
1
Where
b
_bending stress
d
F _correction factor on arc of contact (0.78 from table)
Cobblestone Shaping Machine
50
d1 _diameter of smaller pulley
b =
0.78/
125
=0.00624N/mm
Maximum belt stress (
max
)
max =1+ 2+ c+ b<all Where, all allowable stress
max =
2.23N/mm + 0.16N/mm + 0.5N/mm + 0.00624N/mm
max
=2.89N/mm
2.9 N/mm
Maximum design stress is less than allowable stress of the belt, so the design is safe.
The unit elongation of the belt is given by:
e =
max
69000
Where, e_unit elongation
e =
2.8/
69000
=
2800000/
69000
=0.024
P= (T1-T2)
P = (15.2T2-T2)*V=14.2T2*[18m/s]
2
=7500W
T2==22.2N
T1=15.2*T2=15.2*29.3N
T1=416.67N
Tangential force (T)
T =T1-T2
T =416.67N-29.3N=387.3N
Torque on each of the two shafts can be calculated as follows.
Torque exerted on the driving shaft, T is given by equation
Cobblestone Shaping Machine
51
T = (T1 T2) * r1
T1
N/mm = (416.67N-29.3N)*0.0625m
T1 =24.2Nm
Torque exerted on the driven shaft is given by equation
T2 = (T1-T2)*r2
T2 = (416.67N-29.3N)*0.0825m
T2 =32Nm
Pulley
Steel Pulleys
Steel pulleys are made from pressed steel sheets and have great strength and durability. These
pulleys are lighter in weight (about 40 to 60% less) than cast iron pulleys of the same capacity
and are designed to run at high speeds. They present a coefficient of friction with leather belting
which is at least equal to that obtained by cast iron pulleys.
Width of the pulley (
p
w )
p
w =1.19*b+10mm for single belt.
Where, b =width of the belt
wb =1.19*17mm+10mm
wb =30.23mm
Crown for wide belt (h)
H=0.00426 ) (
3
p
w y widthpulle Where,
p
w = Width of the pulley (m)
H =0.00426*30.23
3
H =0.0133mm
Cobblestone Shaping Machine
52
The bending moment on each arm (
b
m ) is:
b
m =
i
D F
where, i-no. of arms
For d200mm, i=1
i= assumed to be 1 for up to 200mm diameter.
For 200mm d450mm, i=4
For d450mm, i=6
F =tangential force
mb =
315.20.165
1
=52Nm
5.6 Spring design
A spring is defined as an elastic body, whose function is to distort when loaded and to recover its
original shape when the load is removed. A spring is a flexible element used to exert a force or a
torque and, at the same time, to store energy. The various important applications of springs are as
follows:
1. To cushion, absorb or control energy due to either shock or vibration as in car springs,
railway buffers, air-craft landing gears, shock absorbers and vibration dampers.
2. To apply forces, as in brakes, clutches and spring loaded valves.
3. To control motion by maintaining contact between two elements as in cams and followers.
4. To measure the forces as in spring balances and engine indicators.
5. To store energy, as in watches, toys etc.
Spring materials for the proposed design
The material of the spring should have high fatigue strength, high ductility, high resilience and it
should be creep resistant.
Cobblestone Shaping Machine
53
Oil-tempered wire
It is a cold drawn, quenched, tempered, and general purpose spring steel. It is not suitable for
fatigue or sudden loads, at subzero temperatures and at temperatures above 180C.From Table
23.1Values of allowable shear stress, Modulus of elasticity and Modulus of rigidity for various
spring materials. [Gupta]
For medium service,
all =420N/mm
G =80KN/m=80GN/mm
E =210KN/mm=210GN/mm
Selection of spring
There are different types of springs but, in this design a helical spring is used which is made up
of wire coiled in the form of a helix having circular, square or rectangular cross Section and is
primarily intended for compressive and tensile loads. Helical spring with circular cross-section is
selected for the proposed design, because which have the following advantages:
(a) These are easy to manufacture.
(b) These are available in wide range.
(c) These are reliable.
(d) These have constant spring rate.
(e) Their performance can be predicted more accurately.
(f) Their characteristics can be varied by changing dimensions
The three forms of helical springs are:-
Compression helical spring
Tension helical spring
Torsional helical spring
Cobblestone Shaping Machine
54
Extension Springs
An Extension springs differ from compression springs in that they carry tensile loading, they
require some means of transferring the load from the support to the body of the spring, and the
spring body is wound with an initial tension. The load transfer can be done with a threaded plug
or a swivel hook. Standard springs have constant diameter and pitch, thus providing a constant
spring rate. Extension springs are made such that the body coils are touching each other and the
spring usually has pre-tension. They provide wide range of load-deflection curves. Stresses in the
body of the extension spring are handled the same as compression springs. In designing a spring
with a hook end, bending and torsion in the hook
Some common hook types:
Fig 3.7 Stress in the Hook
Cobblestone Shaping Machine
55
In a typical hook, a critical stress location is at point A, where there is bending and axial
loading.
Maximum shear stress will occur at point B where there is primarily torsion.
Fig 3.Initial Tension in Close-Wound Springs
Figure schematic representation of a helical spring acted upon by a tensile load F
Spring calculations
A =F*[KA*
16
+
4
].eq1
KA=
41+11
41(11)
.eq2
Where, C1=
21
...Eq3
B=KB
8
Eq4
Cobblestone Shaping Machine
56
KB=
4+2
43
Eq5
F=
+ k*.Eq6
Lo=2(D-d) + (Nb+1)*d = (2C-1+Nb)*dEq7
Na=
.Eq8
C =
.Eq10
D=DO-dEq11
F=K*Eq12
L=LO+.Eq13
=
8
3
a
.Eq14
Spring rate
K=
d
4
G
8D
3
a
=
..Eq15
i= (
231
0.115
6.9*(4-
3
6.5
) Mpa.Eq16
Fi=
...Eq17
P =
2
..EQ18
=KB*
8
3
..Eq19
Given data
4C12, take c =10
d=6mm
3Na15, take Na=15
Cobblestone Shaping Machine
57
From equation 11,
D =C*d =6*10mm =60mm
DO=D+d=60+6=66mm
From equation2,
KA =
410
2
+101
410 (101)
=1.14
From equation8
Nb=Na-
= 15--
80/
210/
=14.6
From equation7
XO=2(60-6)+(14.6+1)*6=202mm
Maximum force applied to the spring is given as
M=21 kg and g=9.81m/s,
F=m*g =35*9.81N =206N
From equation 16, Initial shear stress is given by,
i=
231
0.11510
6.9*(4-
103
6.5
)=88.26N/mm
2
From equation 17,
Fi=
6
3
88.26
81.1460
N=109.45N
Maximum tensile stress calculated as
A =KA*[
16
+
4
]
A =1.14*[
1620660
(6)
+
4206
(6)
]
A =340.5Mpa
Cobblestone Shaping Machine
58
It is therefore less than allowable shear stress, and the design is safe.
From equation5, KB calculated as
KB=
410+2
4103
=1.135
From equation 4, bending shear stress of the spring is calculated,
B= 1.135*
820660
6
N/mm
2
=165.4N/mm
2
From Equation16,
=
820660
3
15
6
4
8010
=51.5mm
L=LO+
X=202mm+51.5mm=253.5mm
Then, K=
=
FFi
K* =F-Fi,
K=
=
(206109.45)
(253.5202)
=1.9N/mm
From equation 18, pitch of the coil calculated as,
P =
253.526
15
=16mm
From equation 19, factor of safety calculated as,
ns=
8
=
4206
3
1.135820660
N/mm =2.54
5.7 Bearings design
Bearings are machine elements that allow components to move with respect to each other. There
are two types of bearings, contact and noncontact. Contact-type bearings have mechanical
contact between elements, and they include sliding, rolling, and flexural bearings. Mechanical
Cobblestone Shaping Machine
59
contact means that stiffness normal to the direction of motion can be very high, but wear or
fatigue can limit their life.
5.7.1 Bearing selection
Rolling contact bearings
Rolling contact bearing classified as ball bearing and roller bearing. But for the proposed design
radial ball bearing is selected as a best due to its high speed of rotation.
Fig.3.8 Radial ball bearing
Advantages of Rolling Contact Bearings over Sliding Contact Bearings
Advantages
Low starting and running friction except at very high speeds.
Ability to withstand momentary shock loads.
Accuracy of shaft alignment.
Low cost of maintenance, as no lubrication is required while in service.
Small overall dimensions.
Reliability of service.
Easy to mount and erect.
Cleanliness.
Cobblestone Shaping Machine
60
Standard Dimensions and Designations of Ball Bearing
Fig 3.9 Principal dimensions for radial ball bearings.
Bore diameter is equal to the shaft diameter, d=25.4mm
Outer diameter of the bearing is D=80mm for bearing number 405 and width of the bearing
W=21mm
Bearing Life calculations
The life of an individual ball (roller) bearing may be defined as the number of revolutions (or
hours at some given constant speed) which the bearing runs before the first evidence of fatigue
develops in the material of one of the rings or any of the rolling elements.
The rating life of a group of apparently identical ball r roller bearings is defined as the number of
revolutions (or hours at some given constant speed) that 90 per cent of a group of bearings will
complete or exceed before the first evidence of fatigue develops (i.e. Only 10 per cent of a group
of bearings fail due to fatigue).
The term minimum life is also used to denote the rating life. It has been found that the life which
50 per cent of a group of bearings will complete or exceed is approximately 5 times the life
which 90 per cent of the bearings will complete or exceed. In other words, we may say that the
average life of a bearing is 5 times the rating life (or minimum life). It may be noted that the
longest life of a single bearing is seldom longer than the 4 times the average life and the
maximum life of a single bearing is about 30 to 50 times the minimum life.
Cobblestone Shaping Machine
61
S,No Bearing applications Life of bearing, in hours
1 Machines working 8 hours per day and not always fully
utilized. E.g. stationary electric motors, general purpose
gear units.
12 000 20 000
Table. Life of bearings for the designed machine. [1]
LH =12,000..From table for machine for 8 hour
Dynamic Equivalent Load for ball Bearings
Life of bearing B in revolution
L=60N*LH=60*12000=7.2*10
5
rev
Equivalent radial load =
+
, for all ball bearing x=1 and y=o,FA=0
Shaft reaction force is 78N use as radial load.
Load (P) =XFR=1*78=58N
Dynamic Load Rating for Rolling Contact Bearings under Variable loads. The approximate
rating (or service) life of ball or roller bearings is based on the fundamental Equation,
C=P (
10
6
)
1/k,
where L =7.2*10
5
REV
K =3, for ball bearing
W =78N
C =78N*(
720000
10
6
)
1/3
C =69.9
Cobblestone Shaping Machine
62
5.7.2Lubricants
Lubrication of Ball and Roller Bearings
The ball and roller bearings are lubricated for the following purposes:
To reduce friction and wear between the sliding parts of the bearing,
To prevent rusting or corrosion of the bearing surfaces,
To protect the bearing surfaces from water, dirt etc., and
To dissipate the heat / carry away the heat generated by friction.
All lubricants are classified into the following three groups:
Liquid
Semi-liquid and
Solid
1) Liquid lubricant
The liquid lubricants usually used in bearings are mineral oils and synthetic oils.
The mineral oils are most commonly used because of their cheapness and stability. The liquid
lubricants are usually preferred where they may be retained.
2) Semi-liquid lubricant
Grease is a semi-liquid lubricant having higher viscosity than oils. The greases are employed
where slow speed and heavy pressure exist and where oil drip from the bearing is undesirable.
3) Solid lubricants
The solid lubricants are useful in reducing friction where oil films cannot be maintained because
of pressures or temperatures. They should be softer than materials being lubricated. Graphite is
the most common of the solid lubricants either alone or mixed with oil or grease.
Properties of Lubricants
Cobblestone Shaping Machine
63
Viscosity
Oiliness
Density
Viscosity index.
Flash point
Fire point
Fire point
Pour point or freezing point
1. Viscosity. It is the measure of degree of fluidity of a liquid. It is a physical property by virtue
of which oil is able to form, retain and offer resistance to shearing a buffer film-under heat and
pressure. The greater the heat and pressure, the greater viscosity is required of a lubricant to
prevent thinning and squeezing out of the film.
2. Oiliness. It is a joint property of the lubricant and the bearing surfaces in contact. It is a
measure of the lubricating qualities under boundary conditions where base metal to metal is
prevented only by absorbed film.
3. Density. This property has no relation to lubricating value but is useful in changing the
kinematic viscosity to absolute viscosity. The density of most of the oils at 15.5C varies from
860 to 950 kg / m3 (the average value may be taken as 900 kg / m3).
4. Viscosity index. The term viscosity index is used to denote the degree of variation of viscosity
with temperature.
5. Flash point. It is the lowest temperature at which oil gives off sufficient vapors to support a
momentary flash without actually setting fire to the oil when a flame is brought within 6 mm at
the surface of the oil.
6. Fire point. It is the temperature at which oil gives off sufficient vapor to burn it continuously
when ignited.
Cobblestone Shaping Machine
64
7. Pour point or freezing point. It is the temperature at which oil will cease to flow when
cooled.
Chapter six
6.1 Roller conveyor selection
A roller conveyor system is a common piece of mechanical handling equipment that moves
materials from one location to another. Roller Conveyor systems allow quick and efficient
transportation for a wide variety of materials, which make them very popular in the material
handling and packaging industries. A roller track for a roller conveyor, comprising a wall
arrangement, and a longitudinally-extending array of freely rotatable roller units supported on
the wall for supportive engagement with a load, the roller units being disposed for rotation about
generally parallel horizontal axes which are horizontally spaced along a longitudinally-extending
conveying direction, each roller unit including an annular roller housing supported through an
annular array of antifriction bearing elements on a support frame for rotation about the respective
horizontal axis.
Fig,3.10 roller conveyor
The principal characteristics that typify all the roller conveyors are:
Long service life,
quality of all components,
high efficiency and
Economy of use.
Cobblestone Shaping Machine
65
Roller body
It is Consists of a steel tube of adequate thickness and diameter to match the required use,
machined at either end to allow maximum precision in the assembly of the roller. Bearing
housings are positioned at either end by welding or by deep swaging. The design of the housings,
of strong and rigid construction, has been developed using a computerized system that
determines their thickness in relation to the maximum load required for various types of rollers.
Spindle
The spindle is the load carrying component of the roller and must be sized in relation to the load
and the roller length. It is important not to overload the roller due to the resultant excessive
deflection of the spindle which in turn places irregular pressure on the bearing, and reduces, as a
consequence, the roller life.
Standard Dimensions of rollers [14]
Pitch of roller should be such that minimum of three rollers must remain under load at all
times.
Spacing is generally kept at 8cm, 10 cm or 15 cm.
Diameter of rollers range from 2cm to 8cm
Dimensions for the proposed design should be:-
Diameter of roller, d=50 mm
Spacing between roller =80mm
Cobblestone Shaping Machine
66
Chapter seven
7.1 Cooling system
Cooling system for this cobblestone shaping machine uses gravity to discharge water simply
from tank to the cutter blade disc of the machine. It is a simple means and do not uses pump.
Water cooling in cobblestone shaping is a means of cooling which absorb heat from the cutter
blade, and it also removes chip and dust during operation. During water cooling heat transfer
from cutter to water. Cooling system is inexpensive, non-toxic, higher specific heat capacity,
density, and thermal conductivity. This allows water to transmit heat over greater distances with
much less volumetric flow and reduced temperature difference.
The aims of cooling system in cobblestone shaping machine are
To reduce the heat produced at cutting zone due to high cutting speed.
To cool and clean the work piece, cutting tool and to keep the chip away from the cutting
point properly.
Using cutting fluids in machining include reduced deformation of work piece better
surface finish machining.
By using viscous lubricants have to reduce the protection cost as well as to minimize the
production time taken to cut the work piece. And also get high production rates with
better surface finish. This is mainly affected selection of suitable machining parameters
like cutting speed, feed rate and depth of cut according to cutting tool and work
piece material finish and higher material removal rate.
Components used in cooling system
Reservoir or water tank
Valves
Pipe
Hose
Water tank: - is a container which is used to store water. During shaping process it needs water
for cooling purpose due to this reason stored water from tank can be discharge.
Dimensions of water tank
Height (h) =100cm Height =2.5m
Radius(r) =22.64cm
Cobblestone Shaping Machine
67
Volume =0.4m
3
Fig3.11,watertank
Density of water () =1000kg/m
3
Pressure= *g*h==1000kg/m
3
*9.81m/s
2
*2.5m=24.5kpa (KN/m
2
)
m=*v
m=1000kg/m
3
*0.4m
3
=400kg
F=mass*gravity
F=400kg*9.81m/s
2
=392N
P=F/A
A=F/P =3924N/24500N/m
2
=0.161m
2
Assume h=1m
Area, A=r
2
h
0.161m
2
=r
2
h
r=0.2264m
Relief Valve:- a is a device that regulates, directs or controls the flow of water by opening,
closing, or partially obstructing passage ways in shaping process. In an open valve, fluid flows in
a direction from higher pressure to lower pressure. Valve regulates pressure by creating special
pressure conditions and by controlling how much water will flow in portions of a circuit and
where it will go.
Fig3.12, control valve
Pipe:-is hollow cylinder used to transport water from tank to cooling system. Proper sizing of the
tube for cooling system results in an optimum combination of efficient and cost effective
performance. A tube that is too small causes high fluid velocity, which has many detrimental
Cobblestone Shaping Machine
68
effects. In pressure lines, it causes high friction losses and turbulence, both resulting in high
pressure drops and heat generation. Too large of a tube increases system cost. By these reason
we have select the recommended values of the internal and external diameter of pipe is: - pipe
(O.D. =46mm, wall thickness=5mm)
Sieve: - A sieve is a device for separating rock elements from water material. After coiling
process powder contain small size rocks, this can be filtered for reusing of coolant. From U.S.
standard mesh sieve sizes 4mm. [15]
Fig.3.18 sieve
Water recycling process
Water recycling is a process to change used water into new products to prevent waste of water,
reduce the consumption of fresh raw water, reduce energy usage and environmental pollution.
Sedimentation:-process is the deposition of small rock by natural gravities. After sedimentation
water can be recycled. Sedimentation tank is used to hold water and sediments after cooling.
Cobblestone Shaping Machine
69
Sedimentation tank
Rectangle area (A) =width * length
=50cm*70cm=3500cm
2
Volume (V) =lengthen*width*height
=70*50*60=210000cm
3
Fig3.21 sedimentation tank
Chapter eight
8.1 Electric motor selection
Electric motors are used as a prime mover for driving various machines and pump sets in
industry, agriculture and domestic application. Electric motor has over riding advantages of easy
Cobblestone Shaping Machine
70
starting and control, low cost, clean operation, easier maintenance, lesser space and its great
versatility to be adapted to wide ranges of loads and improved efficiencies. The function of an
electric motor is to convert electrical energy in to mechanical energy and consists of a stator
housed in the body with rotor mounted on shaft, which is free to rotate in bearings.
Direct current motors:-these motors are quite expensive requiring a direct current Source or a
converting device to convert normal alternating current into direct current. They are capable of
operating with adjustable speeds over a wide range and are perfectly suited for accurate and
flexible speed control. Therefore, their use is restricted to special applications where these
requirements compensate the much higher installation and maintenance costs.
The cutter was controlled by a DC motor. The performance of the DC motor controlled
diamond cutter was mainly evaluated for its dynamic performance. The main indicators of the
dynamic performance for the DC motor controlled cutter in this the response speed and operating
stability. The speed of the dynamic response was demonstrated by the rise time. It is a very
important specification in assessing the dynamic performance of the cutter. A smaller rise time
means a faster response. To achieve the design, dynamic response of the cutter was required to
be as fast as possible; however, this response was limited by the operating stability
considerations of the complete system. The cutter had to work in a stable manner, which means
without limit cycles, under various loading conditions [9].
To achieve the best performance of the cutter, the DC motor controller was required to meet the
following requirements:
Fast dynamic response (small rise time) at any operating point and
Stable operation (elimination of any limit cycle oscillations) under various loading
conditions.
Based on the design conditions, proper motor selection considered which performs high
efficiency of the cutter. The selected motor has 7.5 KW and also has 2750 rpm.
Chapter nine
Benefits and Beneficiaries of the project
9.1 Benefits of the project
Reduce cost of production by minimizing materials cost.
Cobblestone Shaping Machine
71
Increase customers satisfaction by increasing quality of the product.
Decrease fatigue and risk of the workers.
Increase production by using resources effectively.
Create comfortable working conditions.
Can be used as a reference and guide line for further studies.
9.2 Beneficiaries of the project
The beneficiaries of the project are all private and public consumers, such as:-Urban centers for
different construction purpose, such as paving roads (streets), real estate companies, and Bridge
construction companies in urban and rural areas. Cobblestone is an important sector in creating
jobs in quarrying and paving streets and roads. Employment in cobblestone sectors is open to all,
focuses largely on unemployed women and youth, disabled working people, TVET graduates
and other.
Limitation
Lack of research related to saw blade with cobblestone.
Power interruption during when we done project.
Lack of data and information about cobblestone
Cobblestone Shaping Machine
72
Chapter ten
Cost estimation of the project
Cost estimation for the completion of the project, including manufacturing cost of the machine
represented in table as follows.
S.No Materials Quantity Average unit cost Price
(birr)
Total cost
1 Electric
motor(7.5kw)
1 1,890 1890
2 Cobblestone
cutting diamond
blade
2 977/piece
1954
3 Shaft 3 666.66 2000
4 Bearing 34 195.46 6,644
5 Pulley 2 391/piece 782
6 Belt 1 300 300
7 Sheet metal ----- 1500 1500
8 Bolts and nut 12 19.58 235
9 Upright frame 2 300 600
10 beam 2 2000 4000
11 Rollers
14 143
2000
12 Total 8382.7 21905 birr
Cobblestone Shaping Machine
73
Chapter eleven
11.1 Conclusion
Existing Cobblestone production in the country is one of the cobblestone shaping methods that
encounter different problems in inefficient production capacity, large time consumption and
excess raw material wastage, less quality products, high production and labor cost, safety and
environmental hazardous. This is unable to satisfy customers needs. Therefore, in this project,
the problem of cobblestone shaping methods in the production line in the country specifically
Addis Ababa has been taken as an initiative for designing this cobble stone shaping machine.
Cobblestone shaping process of Addis Ababa cobblestone production is characterized by manual
shaping process. Manual shaping method shows that a simple way of cobblestone shaping
mechanism by man hand using chisels and hammers. These leads to conclude that the processes
have negative consequences on workers health, environment , production cost as well as
production capacity and quality and improper management of materials and time resources. To
overcome this problem, mechanically operating cobblestone shaping machine required. From
this design, the production center can get good quality of end product and more profit. To ensure
that; properly using of this machine cause effective and efficient of this production center. In
Addition to this, the machine has significant advantages, since; it does not need professional
person, easily operative and save time. Finally, this project makes the cobblestone production
centers to be efficient and achievable. From the overall design consideration, and analysis done
on this project, what we conclude that, the machine can performs the expected efficiency. It is
designed and assembled with the given dimension and the selected material, to manufacture this
machine; it requires the departments budget so in our stay we cover the design of overall basic
part.
Cobblestone Shaping Machine
74
11.2 Recommendation
The cost of cobblestone production can be minimized by maintaining the optimum efficiency of
the cutters and reducing improper utilizations of time for shaping cobblestone. The profitability
of the enterprise highly depends on the production capacity and effective utilization of energy
and resources. But, the existing cobblestone shaping methods have severe problem in
cobblestone production centers which highly affects the profitability of the cobblestone
production. Depending on this project and technical feasibility, the following recommendations
are suggested:-
Knowledge of the costs involved in cobblestone shaping process is important in determining the
severity of the problem. The total operational costs arising from cobblestone shaping at the
production centers are not fully determined due to lack of information on some cost
elements. It is recommended that Addis Ababa cobblestone production centrs should consider
implementing a system for determining production related costs so that severity of the
shaping process easily raveled. For the long term solution of the problem, Addis Ababa
cobblestone production centers should implement automatically shaping technology to increase
high quality products, to increase production capacity, to reduce environmental hazards.
Mechanically working cobblestone chapping machine can satisfy the customers need in any
street and constructions projects. In order to obtain realistic efficiency and eliminating of labor
forces, the enterprise (company) should use this mechanized machine.
Cobblestone Shaping Machine
75
11.3 Reference
1) A textbook of machine design by R.S. KHURMI J.K. GUPTA, 2005, first multicolor edition
2) Shigleys Mechanical Engineering Design, Eighth Edition by BudynasNisbett
3) Shigleys Mechanical Engineering Design Ninth Edition by Richard G. Budynas
4) Geology and the development of upstate new Yorks distinctive cobblestone architecture
5) Swartout, B. C, 1980, Survey of Cobblestone Buildings in Ontario County, working
documents on file with the Landmark Society of Western New York, Rochester.
6) National historic landmark nomination
7) Obert L. & Duvall W. I., 1967. Rock mechanics and design of the structures in rocks,
John Wiley & Sons, 650pp.
8) UN-Habitat 2013, Scroll of Honor Award Competition Proposal.
9) Small cobblestone enterprise proposals of 2005-2009
10) Road construction enterprises researches.
11) Product design and development project.
12) Manufacturing industries researches.
13) Diamond Saw Blade Overview
14) Material handling equipment
15) U.S. standard mesh sieve
Cobblestone Shaping Machine
76
11.4 Parts drawing
Cobblestone Shaping Machine
77
Stone feeder and conveyer
Cover
Cobblestone Shaping Machine
78
Roller
Cobblestone Shaping Machine
79
Bearings
Cobblestone Shaping Machine
80
Cobblestone Shaping Machine
81
Extension Spring
Pulley
Cobblestone Shaping Machine
82
Blade
Cobblestone Shaping Machine
83
11.5 Assembly drawing
Você também pode gostar
- American Association For Medical Transcription 100 Sycamore Avenue, Modesto, CA 95354-0550 - 800-982-2182Documento5 páginasAmerican Association For Medical Transcription 100 Sycamore Avenue, Modesto, CA 95354-0550 - 800-982-2182JijoAinda não há avaliações
- Hoist Design Procedure For EOT Crane - Tech ExpertDocumento40 páginasHoist Design Procedure For EOT Crane - Tech ExpertBhadresh Shah100% (1)
- Drawing With EnvelopesDocumento9 páginasDrawing With EnvelopesJulio Garcia Garcia100% (2)
- Design of Base Plate & Anchor BoltDocumento2 páginasDesign of Base Plate & Anchor Boltrameshdorage12100% (8)
- Aveva CommandsDocumento17 páginasAveva CommandsBartosz MilewczykAinda não há avaliações
- 4-Machining Fundamentals Ams May01 13Documento87 páginas4-Machining Fundamentals Ams May01 13mjdaleneziAinda não há avaliações
- Introduction To Engineering - Mechanical EngineeringDocumento102 páginasIntroduction To Engineering - Mechanical EngineeringFikru GebreAinda não há avaliações
- Design Build and Assess Composite Hub Bar For Gyroplane Application GYRATEDocumento30 páginasDesign Build and Assess Composite Hub Bar For Gyroplane Application GYRATEvictorAinda não há avaliações
- Bearing DesignDocumento5 páginasBearing DesignVenkat RaoAinda não há avaliações
- The Ouranos RiteDocumento5 páginasThe Ouranos RiteliebofreakAinda não há avaliações
- Loss Prevention PresentationDocumento46 páginasLoss Prevention PresentationThanapaet RittirutAinda não há avaliações
- Ring Girder (Japan-1)Documento26 páginasRing Girder (Japan-1)ewanz89100% (2)
- Longitudinal BearingDocumento6 páginasLongitudinal BearingDPJAIN INFRASTRUCTUREAinda não há avaliações
- Baseplate-Kolom wf250Documento79 páginasBaseplate-Kolom wf250Gary JonathanAinda não há avaliações
- Optimization of Gear To Improve Performance of GearboxDocumento4 páginasOptimization of Gear To Improve Performance of GearboxChandrakiran AlapatiAinda não há avaliações
- Offcon DNV Zorro SkidDocumento5 páginasOffcon DNV Zorro SkidMr YoungyiAinda não há avaliações
- Phase 2.1Documento13 páginasPhase 2.1Neil Allison Najorda CabilbilAinda não há avaliações
- Compound Die PDFDocumento4 páginasCompound Die PDFNhan Le100% (1)
- Design of Pot Ptfe Bearing (Free Bearing) As Per Irc 83:2002 (Part 3)Documento7 páginasDesign of Pot Ptfe Bearing (Free Bearing) As Per Irc 83:2002 (Part 3)DPJAIN INFRASTRUCTUREAinda não há avaliações
- Compound Die Design: A Case Study: Sneha S. Pawar, R. S. DaluDocumento4 páginasCompound Die Design: A Case Study: Sneha S. Pawar, R. S. DaluchupchapAinda não há avaliações
- Design and Analysis of Progressive Tool For An Automobile ComponentDocumento9 páginasDesign and Analysis of Progressive Tool For An Automobile ComponentAnna100% (1)
- Market Research For Medical Equipment MarketsDocumento11 páginasMarket Research For Medical Equipment MarketsNikhil Vithaldas KadamAinda não há avaliações
- Communication Skills For Doctors PDFDocumento2 páginasCommunication Skills For Doctors PDFJenny50% (2)
- Ethiopian Coffee Handbook P1Documento24 páginasEthiopian Coffee Handbook P1Fikru Gebre83% (6)
- Statement of PurposeDocumento3 páginasStatement of PurposeSamarth NegiAinda não há avaliações
- Data Analysis Using Lichtman's 3 C'sDocumento2 páginasData Analysis Using Lichtman's 3 C'sLyka Yusay60% (5)
- Crop MicrometeorologyDocumento22 páginasCrop Micrometeorologyrajkumarpai100% (1)
- Design and Analysis of An Industrial, Progressive Die For Cutting and FormingDocumento35 páginasDesign and Analysis of An Industrial, Progressive Die For Cutting and FormingVineela ChAinda não há avaliações
- Design and Analysis of An Industrial, Progressive Die For Cutting and FormingDocumento35 páginasDesign and Analysis of An Industrial, Progressive Die For Cutting and Formingmazen banatAinda não há avaliações
- Screw Jack Project 1 by EbrahimDocumento73 páginasScrew Jack Project 1 by Ebrahimsofiya100% (2)
- (123doc) BTL Ket Cau ThepDocumento50 páginas(123doc) BTL Ket Cau ThepTrương Ngọc TraiAinda não há avaliações
- Title of The Project: Design of Automatic Paper: Punching Machine by Using Geneva MechaniasmDocumento10 páginasTitle of The Project: Design of Automatic Paper: Punching Machine by Using Geneva MechaniasmBaldev SinghAinda não há avaliações
- DGN - SGL - GayatriDocumento2 páginasDGN - SGL - GayatriSaurav KumarAinda não há avaliações
- Computer Aided Modeling Cost Estimation of A Hand TruckDocumento4 páginasComputer Aided Modeling Cost Estimation of A Hand TruckIJARP PublicationsAinda não há avaliações
- Calculation Manufacturing ProcessDocumento18 páginasCalculation Manufacturing ProcessEncik MaaAinda não há avaliações
- Calculation of Screw JackDocumento20 páginasCalculation of Screw JackVenu Gopal RaoAinda não há avaliações
- 3.1 Metal RemovalDocumento40 páginas3.1 Metal RemovalMichael Kearney50% (2)
- JackDocumento60 páginasJackwabdushukurAinda não há avaliações
- Career Episode 3Documento7 páginasCareer Episode 3Nishar Alam Khan 19MCD0042Ainda não há avaliações
- Machine Design Data Book - MDD-II PDFDocumento45 páginasMachine Design Data Book - MDD-II PDFThe BGPAinda não há avaliações
- Fuel From PlasticDocumento28 páginasFuel From PlasticAvi SinghAinda não há avaliações
- CNC Drilling With Swivelling of BedDocumento27 páginasCNC Drilling With Swivelling of BedSaifulla ShariffAinda não há avaliações
- Design and Analysis of An Industrial Progressive DDocumento22 páginasDesign and Analysis of An Industrial Progressive DAzad kumarAinda não há avaliações
- Motorized Screw Jack-Capstone ProjectDocumento53 páginasMotorized Screw Jack-Capstone ProjectLacshay ShekharAinda não há avaliações
- Experimental and Simulative Investigations On The Turning of A C45 MaterialDocumento29 páginasExperimental and Simulative Investigations On The Turning of A C45 MaterialGabriel JiménezAinda não há avaliações
- Aip Proceedings DyeDocumento8 páginasAip Proceedings DyefacebookdeepuAinda não há avaliações
- Muthu Cad 2Documento8 páginasMuthu Cad 2Sagarias AlbusAinda não há avaliações
- Design Consideration of Corn Sheller MachineDocumento6 páginasDesign Consideration of Corn Sheller MachineIJIRST100% (2)
- 2send Seminar of Sheet Metal Bending MachineDocumento37 páginas2send Seminar of Sheet Metal Bending MachineMyo MinAinda não há avaliações
- Design Calculation 246 MT SG (L) REVDocumento8 páginasDesign Calculation 246 MT SG (L) REVkesharinareshAinda não há avaliações
- Meng 149 - Machine Design Learning Task No.2 Shear Stress Collano, Noel Rogie M. Class Schedule: Monday (8:00am - 10:00) AmDocumento2 páginasMeng 149 - Machine Design Learning Task No.2 Shear Stress Collano, Noel Rogie M. Class Schedule: Monday (8:00am - 10:00) AmCollano M. Noel RogieAinda não há avaliações
- ME - 32021 Chapter (I) Machining Processes and Machine Tools - PPTX (Repaired)Documento23 páginasME - 32021 Chapter (I) Machining Processes and Machine Tools - PPTX (Repaired)WILYAinda não há avaliações
- Bush Pin FinalDocumento56 páginasBush Pin FinalWaaqoowaaqirraaAinda não há avaliações
- Properties of Single FastenersDocumento21 páginasProperties of Single FastenersAndrej SørensenAinda não há avaliações
- EscalatorDocumento10 páginasEscalatorbernabasAinda não há avaliações
- ME8793 Process Planning and Cost EStimation UNIT 5 QBDocumento10 páginasME8793 Process Planning and Cost EStimation UNIT 5 QBLEO PRAVIN PAinda não há avaliações
- MIED179306Documento206 páginasMIED179306khalil alhatabAinda não há avaliações
- EMMU 7244-Machine Tool Vibrations and Cutting Dynamics-Exam July 2016Documento4 páginasEMMU 7244-Machine Tool Vibrations and Cutting Dynamics-Exam July 2016Charles OndiekiAinda não há avaliações
- Knuth Universal HeavyDocumento9 páginasKnuth Universal HeavyTirta BudiawanAinda não há avaliações
- LANDINGDocumento2 páginasLANDINGGaneshalingam Ramprasanna2Ainda não há avaliações
- Dme Module 2Documento37 páginasDme Module 2ashishashi9123Ainda não há avaliações
- ME 338 Manufacturing Processes II HW#2Documento2 páginasME 338 Manufacturing Processes II HW#2Anonymous 2xjDjAcZAinda não há avaliações
- Experiment Lab Sheet j2020Documento8 páginasExperiment Lab Sheet j2020nur nazatul najwaAinda não há avaliações
- Jyme10089 54Documento7 páginasJyme10089 54Haresh RaisinghaniAinda não há avaliações
- Jyme10089 54Documento7 páginasJyme10089 54Haresh RaisinghaniAinda não há avaliações
- Ecs258 - Lab Report (Co4: Po4) : Faculty of Civil EngineeringDocumento9 páginasEcs258 - Lab Report (Co4: Po4) : Faculty of Civil EngineeringSyafiq FauziAinda não há avaliações
- Slewing Bearing: - Technical Inquiry Form RKS S.ADocumento4 páginasSlewing Bearing: - Technical Inquiry Form RKS S.AOzkar ZamaAinda não há avaliações
- Dynamic Damage and FragmentationNo EverandDynamic Damage and FragmentationDavid Edward LambertAinda não há avaliações
- Cylindrical Compression Helix Springs For Suspension SystemsNo EverandCylindrical Compression Helix Springs For Suspension SystemsAinda não há avaliações
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionNo EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionAinda não há avaliações
- Fikru Gebre Dikumbab: Curriculum VitaeDocumento3 páginasFikru Gebre Dikumbab: Curriculum VitaeFikru GebreAinda não há avaliações
- Gambit TutorialDocumento41 páginasGambit TutorialFikru GebreAinda não há avaliações
- Hydel Potential in PakistanDocumento112 páginasHydel Potential in PakistanpakinokiaAinda não há avaliações
- Files Without This Message by Purchasing Novapdf PrinterDocumento1 páginaFiles Without This Message by Purchasing Novapdf PrinterFikru GebreAinda não há avaliações
- Ethiopian Proverbs : Geez FontDocumento2 páginasEthiopian Proverbs : Geez FontFikru GebreAinda não há avaliações
- CPWF 3: Water Benefits Sharing For Poverty Alleviation and Conflict ManagementDocumento16 páginasCPWF 3: Water Benefits Sharing For Poverty Alleviation and Conflict ManagementFikru GebreAinda não há avaliações
- The Effect of Generalized Wind Characteristics On Annual Power Estimates From Wind Turbine GeneratorsDocumento61 páginasThe Effect of Generalized Wind Characteristics On Annual Power Estimates From Wind Turbine GeneratorsFikru GebreAinda não há avaliações
- 06-18-13 Energy and Health Side Event Invite - Final PDFDocumento1 página06-18-13 Energy and Health Side Event Invite - Final PDFFikru GebreAinda não há avaliações
- The World Bank: Africa Nile Cooperation For Results Project (P130694)Documento8 páginasThe World Bank: Africa Nile Cooperation For Results Project (P130694)Fikru GebreAinda não há avaliações
- #4 Nov.7-11, 2016 DLLDocumento3 páginas#4 Nov.7-11, 2016 DLLRoselyn MyerAinda não há avaliações
- Mac CyrillicDocumento6 páginasMac CyrillicRazvan DiezAinda não há avaliações
- Resume of Filequeen1211Documento3 páginasResume of Filequeen1211api-27689080Ainda não há avaliações
- 03 Task Performance 1 - ARG - MMW - RelevoDocumento4 páginas03 Task Performance 1 - ARG - MMW - Relevocessarine relevoAinda não há avaliações
- Patterns of Economic Continuity and Change in Early Hafsid Ifriqiya - Kabra Patricia - 2Documento366 páginasPatterns of Economic Continuity and Change in Early Hafsid Ifriqiya - Kabra Patricia - 2Mohammed sabeelAinda não há avaliações
- Effect of Hamstring Emphasized Resistance Training On H-Q Strength RatioDocumento7 páginasEffect of Hamstring Emphasized Resistance Training On H-Q Strength RatioRaja Nurul JannatAinda não há avaliações
- Lesson Plan in Science 3Documento7 páginasLesson Plan in Science 3renroseloraAinda não há avaliações
- Scientific Notation PDFDocumento2 páginasScientific Notation PDFJAYSONAinda não há avaliações
- MasteringPhysics ExcerptDocumento49 páginasMasteringPhysics ExcerptFrancy Anne RiccioAinda não há avaliações
- Batch Controller LH SeriesDocumento1 páginaBatch Controller LH SeriesakhlaquemdAinda não há avaliações
- Significance Testing (T-Tests)Documento3 páginasSignificance Testing (T-Tests)Madison HartfieldAinda não há avaliações
- E-Cell DSCOE IIT Bombay - 2018 19Documento12 páginasE-Cell DSCOE IIT Bombay - 2018 19abhiAinda não há avaliações
- Exile in Dapitan 1892 1896Documento33 páginasExile in Dapitan 1892 1896Jirah Joy PeañarAinda não há avaliações
- Flexible Vision Software SetupDocumento12 páginasFlexible Vision Software SetupAnonymous 1vMe99XL7IAinda não há avaliações
- Lesson Plan 6 ReflectionDocumento4 páginasLesson Plan 6 Reflectionapi-295690946Ainda não há avaliações
- Ei GSM IcbDocumento11 páginasEi GSM IcbwimaxaaabglAinda não há avaliações
- 0401110Documento66 páginas0401110HomeAinda não há avaliações
- Largest Countries in The WorldDocumento6 páginasLargest Countries in The WorldSATHIASEELAN SIVANANDAM, AdvocateAinda não há avaliações
- Ancient Greece Tic-Tac-ToeDocumento2 páginasAncient Greece Tic-Tac-Toeapi-277969821Ainda não há avaliações
- A SF Study of Field Marketing Across Europe P IDocumento17 páginasA SF Study of Field Marketing Across Europe P IMasud RahmanAinda não há avaliações