Você também pode gostar
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceAinda não há avaliações
- Procedure For Ship Propeller RenewalDocumento24 páginasProcedure For Ship Propeller RenewalJORGEAinda não há avaliações
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementAinda não há avaliações
- Odyssey 3,5L 2012 J35 Rocker Arm Assembly - Ticking or Knocking at IdleDocumento4 páginasOdyssey 3,5L 2012 J35 Rocker Arm Assembly - Ticking or Knocking at Idlenuevo correoAinda não há avaliações
- Chevy Differentials: How to Rebuild the 10- and 12-BoltNo EverandChevy Differentials: How to Rebuild the 10- and 12-BoltNota: 5 de 5 estrelas5/5 (8)
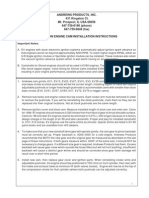
- Instruction DisclaimerDocumento5 páginasInstruction DisclaimerBeS BesAinda não há avaliações
- MEO Class 2 Orals Function 4 & 6 Q & ADocumento8 páginasMEO Class 2 Orals Function 4 & 6 Q & Aneeraj118578% (9)
- X30592Documento16 páginasX30592CTN2010Ainda não há avaliações
- Rover 100 TUD5 Overhaul ManualDocumento59 páginasRover 100 TUD5 Overhaul ManualAndy Moe63% (8)
- Proper Ignition Timing for Rotax EnginesDocumento3 páginasProper Ignition Timing for Rotax EnginesARMILITEAinda não há avaliações
- Roatary Actuators - Micromatic Repair Manual - 26-17-0116Documento10 páginasRoatary Actuators - Micromatic Repair Manual - 26-17-0116tungAinda não há avaliações
- 2012 Arctic Cat Service Updates and BulletinsDocumento470 páginas2012 Arctic Cat Service Updates and BulletinsJuan Carlos SuarezAinda não há avaliações
- Pump maintenance standard documentDocumento4 páginasPump maintenance standard documentNaing Min HtunAinda não há avaliações
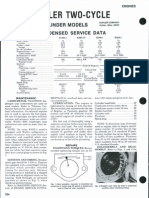
- One Cylinder ModelsDocumento4 páginasOne Cylinder ModelsPaul MartinAinda não há avaliações
- Cam EV80Documento4 páginasCam EV80Zubair AamirAinda não há avaliações
- 6 Checking and Adjustment of Exhaust Cam LeadDocumento8 páginas6 Checking and Adjustment of Exhaust Cam LeadJomari Saligan100% (1)
- Clutch ManualDocumento16 páginasClutch ManualCO BDAinda não há avaliações
- Valve LashDocumento4 páginasValve Lashrafkaalika627Ainda não há avaliações
- Insulated BearingsDocumento3 páginasInsulated Bearingsuuur35Ainda não há avaliações
- PA Engine Epsilon Kappa U CRDI PDFDocumento46 páginasPA Engine Epsilon Kappa U CRDI PDFJuan MAinda não há avaliações
- C4 4 CalibracionDocumento5 páginasC4 4 CalibracionJaya Abadi100% (1)
- 3408E and 3412E Crankshaft Main Bearings - InstallDocumento6 páginas3408E and 3412E Crankshaft Main Bearings - Installalonso100% (1)
- Ec 290 BLCDocumento361 páginasEc 290 BLCchanlin96% (52)
- LS1 PTV Measuring Procedure DRAFT 20-Apr-13Documento5 páginasLS1 PTV Measuring Procedure DRAFT 20-Apr-13RezinTexasAinda não há avaliações
- 1 Mbe4000 06aDocumento38 páginas1 Mbe4000 06azahar222Ainda não há avaliações
- PUSNES Deck Machinery Installation ProcedureDocumento18 páginasPUSNES Deck Machinery Installation ProcedurexatzaraAinda não há avaliações
- Fin FANDocumento2 páginasFin FANNorman Morales100% (1)
- PropellerDocumento15 páginasPropellerNavin Dipali100% (2)
- CEP Design Features And Parameters ComparisonDocumento35 páginasCEP Design Features And Parameters ComparisonGaurav100% (1)
- C200-019-23 TM-210.1 2.875 Motorhead AssemblyDocumento13 páginasC200-019-23 TM-210.1 2.875 Motorhead AssemblysamanAinda não há avaliações
- C-12 Industrial Engine BDL00001-UP (SEBP3252 - 59) - Reglages SoupapesDocumento4 páginasC-12 Industrial Engine BDL00001-UP (SEBP3252 - 59) - Reglages SoupapesDamien LEGRANDAinda não há avaliações
- How To Replace Damaged Bearings On A Precision CNCDocumento6 páginasHow To Replace Damaged Bearings On A Precision CNCbui huu LongAinda não há avaliações
- Fitting Palloid bevel gearsDocumento2 páginasFitting Palloid bevel gearsEmerson IpialesAinda não há avaliações
- Kia Forte EX 2012Documento8 páginasKia Forte EX 2012Gustavo Gamez100% (1)
- Engine Valve Lash - Inspect/AdjustDocumento4 páginasEngine Valve Lash - Inspect/AdjustHrvoje ŠkaricaAinda não há avaliações
- Sleeve Bearing Specification For MotorDocumento45 páginasSleeve Bearing Specification For MotorThiMinhKhuyen100% (2)
- 12165-70 - 1 Sundry Instr.Documento328 páginas12165-70 - 1 Sundry Instr.kodrysAinda não há avaliações
- 2008 7 8Documento8 páginas2008 7 8Peps Ren100% (2)
- The BG Tuning ManualDocumento13 páginasThe BG Tuning Manuald_u_i_l_i_o100% (1)
- Generator Set Engine DocumentationDocumento4 páginasGenerator Set Engine DocumentationbejoythomasAinda não há avaliações
- 8218 спецификация головки 3116 -с7Documento19 páginas8218 спецификация головки 3116 -с7Евгений АбрамовAinda não há avaliações
- Standard For Suspension InstallationDocumento3 páginasStandard For Suspension InstallationnkprabhakaranAinda não há avaliações
- 3054 Engine Valve Lash - InspectAdjustDocumento5 páginas3054 Engine Valve Lash - InspectAdjustMaxwell Carrasco Santi100% (5)
- Jinford 2017 - eDocumento102 páginasJinford 2017 - eEleazar Benjamin Castro PavonAinda não há avaliações
- Cylinder Blok c4Documento7 páginasCylinder Blok c4lilikAinda não há avaliações
- OWI 1000 DrawworksDocumento54 páginasOWI 1000 DrawworksÖnder Büyükişcan100% (1)
- Brakekit PDFDocumento3 páginasBrakekit PDFTia KeyAinda não há avaliações
- Engine BearingsDocumento22 páginasEngine Bearingsandrew munyivaAinda não há avaliações
- Motor Head AssemblyDocumento16 páginasMotor Head AssemblyAhmed100% (1)
- Replace Rocker Arm Cover Gasket - ctm415 - Service ADVISOR™Documento5 páginasReplace Rocker Arm Cover Gasket - ctm415 - Service ADVISOR™Fernando Aguilar100% (1)
- Crankshaft - InstallDocumento7 páginasCrankshaft - InstallLeonardo PerezAinda não há avaliações
- Desiccant Rotors International: Heat Recovery Wheel (HRW)Documento20 páginasDesiccant Rotors International: Heat Recovery Wheel (HRW)Binod DavisAinda não há avaliações
- Cylinder Liner Projection - Inspect: Testing and AdjustingDocumento5 páginasCylinder Liner Projection - Inspect: Testing and AdjustingВиталийAinda não há avaliações
- XP Manual REV 21APR10Documento32 páginasXP Manual REV 21APR10sylvain croteauAinda não há avaliações
- SKF OKC coupling mounting instructionsDocumento16 páginasSKF OKC coupling mounting instructionsmatchutAinda não há avaliações
- 1 Thru 6in E Series Globe Valves ED ET PDFDocumento16 páginas1 Thru 6in E Series Globe Valves ED ET PDFakhileshkuniyilAinda não há avaliações
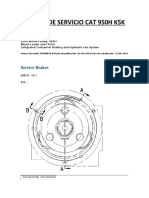
- Frenos de Servicio Cat 950H K5KDocumento19 páginasFrenos de Servicio Cat 950H K5KhectorAinda não há avaliações
- SEBF8155 цил.головка 3500Documento30 páginasSEBF8155 цил.головка 3500Евгений Абрамов100% (1)
- ExpertDocumento301 páginasExpertEngine Tuning Up100% (2)
- 24H Engine Valve SetDocumento7 páginas24H Engine Valve SetJohn GrayAinda não há avaliações
- Owner's Manual For The Vehicle.: With A Quick Reference Guide For Your ConvenienceDocumento179 páginasOwner's Manual For The Vehicle.: With A Quick Reference Guide For Your Conveniencealex popAinda não há avaliações
- Sample Drawing (Tube Plug) PDFDocumento1 páginaSample Drawing (Tube Plug) PDFarifuddinnurdinAinda não há avaliações
- TN39.1003 - Procedure Writing PDFDocumento4 páginasTN39.1003 - Procedure Writing PDFarifuddinnurdinAinda não há avaliações
- Double Suction Horizontal Split Case Centrifugal Pumps BSC/BSCM SeriesDocumento56 páginasDouble Suction Horizontal Split Case Centrifugal Pumps BSC/BSCM SeriestdccmpnAinda não há avaliações
- HP HP3-X11 Exam: A Composite Solution With Just One ClickDocumento17 páginasHP HP3-X11 Exam: A Composite Solution With Just One ClicksunnyAinda não há avaliações
- Letter From Attorneys General To 3MDocumento5 páginasLetter From Attorneys General To 3MHonolulu Star-AdvertiserAinda não há avaliações
- LEARNING ACTIVITY Sheet Math 7 q3 M 1Documento4 páginasLEARNING ACTIVITY Sheet Math 7 q3 M 1Mariel PastoleroAinda não há avaliações
- (123doc) - Chapter-24Documento6 páginas(123doc) - Chapter-24Pháp NguyễnAinda não há avaliações
- Methods to estimate stakeholder views of sustainabilityDocumento7 páginasMethods to estimate stakeholder views of sustainabilityAlireza FatemiAinda não há avaliações
- Consensus Building e Progettazione Partecipata - Marianella SclaviDocumento7 páginasConsensus Building e Progettazione Partecipata - Marianella SclaviWilma MassuccoAinda não há avaliações
- Indian Journal of Natural Products and Resources Vol 1 No 4 Phytochemical pharmacological profile Cassia tora overviewDocumento8 páginasIndian Journal of Natural Products and Resources Vol 1 No 4 Phytochemical pharmacological profile Cassia tora overviewPRINCIPAL BHILWARAAinda não há avaliações
- Excess AirDocumento10 páginasExcess AirjkaunoAinda não há avaliações
- Uses and Soxhlet Extraction of Apigenin From Parsley Petroselinum CrispumDocumento6 páginasUses and Soxhlet Extraction of Apigenin From Parsley Petroselinum CrispumEditor IJTSRDAinda não há avaliações
- Paper SizeDocumento22 páginasPaper SizeAlfred Jimmy UchaAinda não há avaliações
- Masteringphys 14Documento20 páginasMasteringphys 14CarlosGomez0% (3)
- 4 Influencing Factors of Learners Career Choice Parents Choice Vs Personal DescisionDocumento24 páginas4 Influencing Factors of Learners Career Choice Parents Choice Vs Personal Descisionmatteo mamaloAinda não há avaliações
- Felizardo C. Lipana National High SchoolDocumento3 páginasFelizardo C. Lipana National High SchoolMelody LanuzaAinda não há avaliações
- Wheeled Loader L953F Specifications and DimensionsDocumento1 páginaWheeled Loader L953F Specifications and Dimensionssds khanhAinda não há avaliações
- Tutorial 1 Discussion Document - Batch 03Documento4 páginasTutorial 1 Discussion Document - Batch 03Anindya CostaAinda não há avaliações
- Peran Dan Tugas Receptionist Pada Pt. Serim Indonesia: Disadur Oleh: Dra. Nani Nuraini Sarah MsiDocumento19 páginasPeran Dan Tugas Receptionist Pada Pt. Serim Indonesia: Disadur Oleh: Dra. Nani Nuraini Sarah MsiCynthia HtbAinda não há avaliações
- 3d Control Sphere Edge and Face StudyDocumento4 páginas3d Control Sphere Edge and Face Studydjbroussard100% (2)
- THE DOSE, Issue 1 (Tokyo)Documento142 páginasTHE DOSE, Issue 1 (Tokyo)Damage85% (20)
- Product Data Sheet For CP 680-P and CP 680-M Cast-In Firestop Devices Technical Information ASSET DOC LOC 1540966Documento1 páginaProduct Data Sheet For CP 680-P and CP 680-M Cast-In Firestop Devices Technical Information ASSET DOC LOC 1540966shama093Ainda não há avaliações
- Dell Compellent Sc4020 Deploy GuideDocumento184 páginasDell Compellent Sc4020 Deploy Guidetar_py100% (1)
- Seminar Course Report ON Food SafetyDocumento25 páginasSeminar Course Report ON Food SafetyYanAinda não há avaliações
- JM Guide To ATE Flier (c2020)Documento2 páginasJM Guide To ATE Flier (c2020)Maged HegabAinda não há avaliações
- Audi Q5: First Generation (Typ 8R 2008-2017)Documento19 páginasAudi Q5: First Generation (Typ 8R 2008-2017)roberto100% (1)
- Assignment Gen PsyDocumento3 páginasAssignment Gen PsyHelenAinda não há avaliações
- Three Comparison of Homoeopathic MedicinesDocumento22 páginasThree Comparison of Homoeopathic MedicinesSayeed AhmadAinda não há avaliações
- Brochure en 2014 Web Canyon Bikes How ToDocumento36 páginasBrochure en 2014 Web Canyon Bikes How ToRadivizija PortalAinda não há avaliações
- ITP Exam SuggetionDocumento252 páginasITP Exam SuggetionNurul AminAinda não há avaliações
- Form 4 Additional Mathematics Revision PatDocumento7 páginasForm 4 Additional Mathematics Revision PatJiajia LauAinda não há avaliações
- Case Study IndieDocumento6 páginasCase Study IndieDaniel YohannesAinda não há avaliações
- Real Estate Broker ReviewerREBLEXDocumento124 páginasReal Estate Broker ReviewerREBLEXMar100% (4)
- To Engineer Is Human: The Role of Failure in Successful DesignNo EverandTo Engineer Is Human: The Role of Failure in Successful DesignNota: 4 de 5 estrelas4/5 (137)
- Pocket Guide to Flanges, Fittings, and Piping DataNo EverandPocket Guide to Flanges, Fittings, and Piping DataNota: 3.5 de 5 estrelas3.5/5 (22)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionNo EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionNota: 4.5 de 5 estrelas4.5/5 (16)
- Industrial Piping and Equipment Estimating ManualNo EverandIndustrial Piping and Equipment Estimating ManualNota: 5 de 5 estrelas5/5 (7)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsNo EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsAinda não há avaliações
- Asset Integrity Management for Offshore and Onshore StructuresNo EverandAsset Integrity Management for Offshore and Onshore StructuresAinda não há avaliações
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesNo EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertNota: 3 de 5 estrelas3/5 (2)
- Flow Analysis for Hydrocarbon Pipeline EngineeringNo EverandFlow Analysis for Hydrocarbon Pipeline EngineeringAinda não há avaliações
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideNo EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideNota: 2 de 5 estrelas2/5 (1)
- Well Control for Completions and InterventionsNo EverandWell Control for Completions and InterventionsNota: 4 de 5 estrelas4/5 (10)
- Pipeline Integrity: Management and Risk EvaluationNo EverandPipeline Integrity: Management and Risk EvaluationNota: 4.5 de 5 estrelas4.5/5 (6)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNo EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisAinda não há avaliações
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingNo EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingAinda não há avaliações
- Practical Reservoir Engineering and CharacterizationNo EverandPractical Reservoir Engineering and CharacterizationNota: 4.5 de 5 estrelas4.5/5 (3)
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsNo EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsNota: 5 de 5 estrelas5/5 (1)
- Pile Design and Construction Rules of ThumbNo EverandPile Design and Construction Rules of ThumbNota: 4.5 de 5 estrelas4.5/5 (15)