Escolar Documentos
Profissional Documentos
Cultura Documentos
Soldabilidade Dos AI Martensiticos PDF
Enviado por
edpsousaDescrição original:
Título original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Soldabilidade Dos AI Martensiticos PDF
Enviado por
edpsousaDireitos autorais:
Formatos disponíveis
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 1/33
113
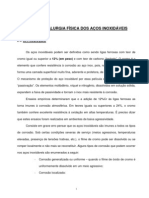
5. Soldabilidade dos aos inoxidveis
1. Soldabilidade dos aos Inoxidveis Martensticos
O comportamento metalrgico dos aos inoxidveis martensticos , em uma primeira aproximao, similar ao dos aos carbono temperveis. Como
estes, eles podem ser austenitizados quando aquecidos a uma temperatura suficientemente alta e, ao serem resfriados, a austenita se transforma. Os produtos
desta transformao dependem da velocidade de resfriamento. Para baixas velocidades, eles sero ferrita e carbonetos e, para velocidades suficientemente
altas, a austenita se transforma em martensita.
A presena de Cr altera o diagrama Fe-C, resultando em um deslocamento do ponto eutetide para menores teores de carbono e para maiores
temperaturas, reduzindo a solubilidade deste elemento e causando a formao de carbonetos diferentes da cementita. Esta comum em ligas com menores
teores de cromo. Para teores maiores, aparecem carbonetos do tipo (Cr, Fe)
7
C
3
e (Cr, Fe)
23
C
6
. Como conseqncia, as propriedades destas ligas dependero
fortemente dos teores de carbono e de cromo e tambm dos tratamentos trmicos utilizados.
A figura 5 mostra o efeito de diferentes teores de Cr no campo austentico, em cortes do diagrama de equilbrio Fe-Cr-C, onde o campo de
estabilidade da austenita diminui, chegando a desaparecer para um teor de 20%. Por outro lado, para teores de Cr acima de cerca de 13%, uma certa
quantidade de carbono deve ser adicionada para garantir a formao de uma estrutura completamente austentica em uma dada fria de temperatura, sendo que,
quanto maior o teor de Cr, maior deve ser o de carbono. Estas consideraes e a necessidade de um teor de Cr superior cerca de 12%, para garantir a
inoxibilidade da liga, definem os limites usuais de composio dos aos inoxidveis martensticos.
Devido ao seu elevado teor de cromo, os aos inoxidveis tm elevada temperabilidade e podem ser temperados por um resfriamento ao ar desde
temperaturas superiores a 820C, exceto para peas de grande espessura. Para um ao com 0,12% de carbono e 12% de cromo, as temperaturas M
s
, e M
f
se
situam, respectivamente, entre 300-350C e 150-180C. Estas temperaturas diminuem quando o teor de cromo ou de outro elemento de liga aumentado.
Os aos inoxidveis martensticos so normalmente utilizados na condio temperado e revenido ou na condio recozida. No primeiro caso, a
tmpera induz uma estrutura dura e frgil, que pode ser amaciada pelo revenimento, que causa a precipitao de uma fina disperso de carbonetos. A escolha
das temperaturas de tmpera e, particularmente, de revenido, permite a obteno de diferentes combinaes de propriedades mecnicas. Na condio
recozida, obtida geralmente por resfriamento em forno, o ao apresenta uma estrutura de ferrita e carbonetos macia e com menor resistncia corroso.
Alm de Fe, Cr e C, os aos inoxidveis martensticos podem ter adies de pequenas quantidades de outros elementos como Mo, W, V, ou Ni,
usados principalmente para melhorar a resistncia fluncia em altas temperaturas. Outros elementos estabilizadores da austenita podem ser usados em
substituio parcial ao carbono, para melhorar a soldabilidade destes aos. o caso, por exemplo, da utilizao de 2 a 4% de Ni para a obteno de um ao
totalmente tempervel, com 16 a 20% de Cr e apenas 0,1% de C.
Neste caso consegue-se um ao com melhor soldabilidade, devido ao baixo teor de carbono, e com melhor resistncia corroso, devido ao seu
elevado teor de cromo e baixo teor de carbono.
Formao da estrutura da zona fundida ZF e da ZTA
A poa de fuso se solidifica na forma de ferrita delta, que posteriormente se transforma em austenita. A transformao completa da ferrita delta
ocorre somente se os teores de Cr, C e outros elementos de liga estiverem corretamente ajustados. Si, Mo e AI, por exemplo, estabilizam a ferrita delta. Uma
vez que formam carbonetos muito estveis, Nb e V tm efeito comparvel a uma reduo no teor de carbono e sua presena exige uma reduo no teor de Cr
para garantir a formao de uma estrutura, totalmente austentica durante o resfriamento.
Contudo, mesmo que a liga tenha uma composio correta segundo o ponto de vista termodinmico, a transformao da ferrita delta e, austenita pode
ser incompleta, devido velocidade de resfriamento elevada, como ocorre comumente em soldagem. A segregao pode causar a estabilizao da ferrita tanto
no centro das dendritas (devido rejeio de carbono pelo slido) como nas regies inter-dendrticas (pela concentrao de elementos estabilizadores da
ferrita no ltimo lquido a se solidificar).
Em geral, a presena de muita ferrita delta remanescente na zona fundida indesejvel, pois esta fase no pode ter suas propriedades controladas por
tratamentos trmicos. Alm do mais, a ferrita delta tende a ser um constituinte frgil, podendo prejudicar a tenacidade da solda.
Devido sua elevada temperabilidade, tanto a ZF quanto a ZTA austenitizada pelos ciclos trmicos se transformam em martensita no resfriamento e
a dureza destas regies depender primariamente da composio qumica, particularmente do teor de carbono. O procedimento da soldagem e o tratamento
trmico inicial da pea tero pouca influncia nesta dureza. Dependendo de suas temperaturas M
s
e M
f
e da presena de segregao, a microestrutura destas
regies poder ser formada por martensita, por martensita e ferrita delta ou por martensita (ou martensita com ferrita delta) e austenita retida.
Aos inox austenticos, tais como os tipos AISI 308, 309 ou 310 podem ser utilizados corno metal de adio na soldagem dos aos martensticos ou
destes com outro tipo de ao inox. Nestas condies, a ZF no endurecvel, possuindo boa tenacidade e ductilidade na condio soldada. Peas soldadas com
este tipo de metal de adio so geralmente colocadas em servio com tratamento trmico ps-soldagem. Entretanto, para a sua utilizao, deve-se considerar
cuidadosamente as possveis conseqncias devido a diferenas de propriedades mecnicas, fsicas e qumicas entre a ZF e o metal de base.
Fissurao devido formao de martensita
A martensita uma fase dura e frgil e a sua fragilidade aumenta com o teor de carbono. A presena de tenses elevadas, concentradores de tenso
e, particularmente, de hidrognio pode levar formao de trincas na solda. Estas trincas podem se propagar rapidamente atravs de toda a solda.
O mecanismo de fissurao parece ser similar ao que ocorre em aos carbono e de baixa liga temperveis durante a soldagem. As trincas so
formadas tanto na ZF quanto na ZTA. No primeiro caso, elas so mais comuns quando a temperabilidade da ZF semelhante da ZTA e no segundo caso,
quando a ZF menos tempervel.
O risco de fissurao aumenta com o aumento da dureza da martensita. Como no caso dos aos de baixa liga, a dureza da martensita aumenta com o
teor de carbono (Tabela ).
Tabela 25 - Dureza de um ao com 12% Cr, temperado de 1050C.
Teor de carbono
(%) 0,068 0,133 0,206 0,45 0,6
Dureza Vickers
(HV) 364 462 480 590 620
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 2/33
A dureza aumenta tambm com a temperatura de tmpera, o que particularmente significativo para soldagem. Devido sua elevada dureza, os aos
inoxidveis martensticos com teor de carbono superior a 0,30% no so geralmente soldados. Entretanto, quando necessitarem ser soldados, estes aos
exigiro a adoo de um procedimento de soldagem cuidadoso, para evitar a fissurao. Neste caso, eles so geralmente tratados termicamente imediatamente
aps a soldagem.
Alm do controle do teor de carbono do ao e do grau de restrio da junta, medidas adicionais devem ser tomadas para reduzir o risco de formao
de trincas em aos inox martensticos. Estas medidas incluem, por exemplo:
- Minimizar o teor de hidrognio na solda pela utilizao de processos de baixo hidrognio e de outras medidas que evitem a presena de umidade ou
substncias orgnicas na junta a ser soldada;
- Pr-aquecer a junta, controlar a temperatura entre passes e tratar termicamente a pea aps soldagem, quando necessrio. A aplicao de
preaquecimento e de controle da temperatura entre passes considerada a melhor maneira de se evitar a fissurao. A efetividade destas medidas est ligada
possivelmente relaxao de tenses de contrao e maior difuso de hidrognio para fora da junta, enquanto a temperatura est a uma temperatura acima
do ambiente. O teor de carbono do ao o fator mais importante na determinao das condies de preaquecimento. Espessura da junta, metal de adio,
processo de soldagem e grau de restrio so outros fatores. Embora seja difcil definir antecipadamente o valor da temperatura de preaquecimento, esta se
situa, em geral, entre 100 e 300C. Aos com 13% de Cr e com teor de carbono inferior a 0,1% podem freqentemente ser soldados sem preaquecimento, se a
espessura for inferior a 10mm. A Tabela 1 mostra algumas temperaturas de preaquecimento, energia de soldagem e tratamento trmico ps-soldagem a serem
usados nos aos inoxidveis martensticos;
Tabela 1 - Sugestes quanto temperatura de preaquecimento, energia de soldagem e tratamento trmico ps-soldagem para aos inoxidveis martensticos.
Teor de carbono
Temperatura de
Energia de soldagem Tratamento trmico ps-soldagem
preaquecimento C
<0,10 15 (mnima) Normal Opcional
0,10 - 0,20 205 - 260 Normal Resfriamento lento tratamento opcional
0,20 - 0,50 260 - 315 Normal Tratamento necessrio
>0,50 260 - 315 Elevada Tratamento necessrio
Usar metal de adio austentico. Neste caso, a ZF obtida macia e dctil temperatura ambiente, reduzindo as solicitaes mecnicas na ZTA e,
reduzindo o risco de fissurao. Alm disso, devido maior solubilidade do hidrognio e sua maior mobilidade na austenita, este tende a no atingir a ZTA.
Tratamento trmico ps-soldagem
As funes do tratamento trmico ps-soldagem so:
Revenir ou recozer a ZF e a ZTA para diminuir a dureza ou melhorar a tenacidade;
Diminuir as tenses residuais associadas com a soldagem; e
Permitir a difuso do hidrognio.
O tratamento de revenimento geralmente feito entre 600 e 850C, por algumas horas, para se obter na regio de solda propriedades mecnicas
semelhantes s do metal de base. Deste ponto de vista os resultados podero ser diferentes se o revenimento for feito a partir de uma estrutura completamente
martenstica ou de uma estrutura contendo quantidades elevadas de austenita. No segundo caso, a austenita pode se decompor resultando em uma estrutura
ferrtica grosseira, com carbonetos tambm grosseiros, precipitados principalmente nos contornos de gro. Devido a isso, essa estrutura relativamente frgil.
Assim, se a operao de soldagem terminada com a junta a uma temperatura prxima de M, e esta colocada imediatamente em um forno para
revenimento, as suas propriedades mecnicas podero no ser melhoradas, mesmo que este procedimento se mostre efetivo para evitar a formao de trincas.
As melhores propriedades podem ser obtidas submetendo-se a pea a um tratamento completo de tmpera e revenimento, o que geralmente no possvel, ou
permitindo que a junta resfrie at completar a transformao martenstica e, s ento, submetendo-se ao revenimento. Este ltimo procedimento permite a
obteno de soldas com propriedades mecnicas semelhantes quelas do metal de base no estado temperado e revenido. Ele exige, entretanto, o conhecimento
do valor de M
s
, do ao sendo soldado e, para estruturas pesadas, implica na necessidade de um controle rigoroso da temperatura da pea, pois, medida que
esta temperatura diminui, o risco de fissurao aumenta.
O recozimento completo da solda causa a formao de uma estrutura completamente ferrtica com carbonetos relativamente grosseiros. Este
tratamento deve ser feito somente quando uma baixa dureza for necessria, pois esta estrutura apresenta uma menor resistncia corroso e necessita de um
elevado tempo do austenitizao para redissolver os precipitados. A Tabela 2 mostra exemplos de temperaturas de tratamentos trmicos para aos inox
martensticos. Para a eliminao do hidrognio, um tratamento trmico a uma temperatura mais baixa do que as utilizadas para revenimento, por exemplo, em
torno de 300C, pode ser utilizado.
Tabela 2 Temperaturas de tratamento trmico para aos inoxidveis martensticos.
Tipo Faixa de temperatura para revenimento [C] Faixa de temperatura para recozimento
[C]
403, 410, 416 650 - 760 830 - 890
414 650 - 730 No recomendado
420 680 - 760 830 - 890
431 620 - 700 No recomendado
440 A, B e C 620 - 650 845 - 900
5.1.1. Metalurgia da Soldagem de Aos Inoxidveis Martensticos Macios
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 3/33
A idia bsica para o desenvolvimento dos aos inoxidveis martensticos com boas propriedades de soldagem foi baseada na diminuio da quantidade de
carbono para melhorar a tenacidade da estrutura martenstica, diminuindo assim a sensibilidade a trincas a frio, sendo necessria a adio de 4 a 6% de nquel
determinando uma estrutura com menor quantidade possvel de ferrita d. Para melhorar a resistncia corroso juntamente com a resistncia fragilizao
por revenido adiciona-se 0,5 a 2% de molibdnio.
O efeito combinado de cromo e nquel na temperatura de transformao em um sistema com razo entre Cr/Ni de 3:1, observado na Error:
Reference source not found.
Figura 50. Diagrama de fases ferro-cromo-nquel, para razo cromo/nquel igual a 3:1.
Os aos inoxidveis martensticos macios solidificam a partir de cristais de ferrita d. A transformao de ferrita d em austenita g tem incio prximo a
1300C e sendo completada a transformao por volta de 1200C.
Devido s altas taxas de resfriamento que ocorrem durante as operaes de soldagem, pequenas quantidades de ferrita d so super-resfriadas durante a
transformao de ferrita d em austenita g.
De forma similar, a transformao austenita g em martensita leva a microestrutura a apresentar pequena quantidade de austenita retida, entre 1 a 20%,
devido s taxas de resfriamento durante o processo de soldagem e a baixa temperatura de transformao martenstica (M
s
), entre 200 e 250C.
Portanto as unies soldadas de aos inoxidveis martensticos macios do tipo CA6NM, na condio como soldada, apresentam estrutura martenstica
macia com pequenas quantidades de austenita retida e ferrita d.).
A excelente tenacidade destes aos deve-se principalmente a formao de uma disperso fina e regular de austenita estvel, no visvel em
microscpio tico, obtida a partir do tratamento de revenido em temperaturas prximas de 600C. Esta disperso estvel mesmo em temperaturas prximas a
-196C.
Quando a temperatura passa de 615C, a austenita estvel decresce, praticamente dissolvida novamente em austenita instvel e novamente susceptvel
a transformao martenstica.
Na Error: Reference source not found destaca-se o efeito da temperatura de revenimento nas propriedades de: tenso de escoamento (s
0,2
), tenso
mxima (s
TS
), energia de impacto (EI) e configurao estrutural.
Para tais aos existem trs tipos de austenita: cerca de 7% de austenita residual, A
u1
, devido a transformao g-a em elevadas taxas de resfriamentos;
austenita fina dispersada de forma estvel, A
u2
, precipitada durante o revenimento e austenita instvel, A
u3
, sendo que esta transforma-se em martensita
durante o resfriamento aps o revenimento.
Quando da necessidade de elevados valores de tenacidade, at mesmo em temperaturas abaixo de zero, TTPS a 600C ou normalizao a 950C
seguido de TTPS simples ou duplo podem ser necessrios.
Figura 51. Influncia da temperatura de revenimento na tenso de escoamento (s
0,2
), tenso mxima (s
TS
) e energia de impacto (EI) do ao martenstico
macio com 12Cr/6Ni/1,5Mo/0,04C.
O processo de normalizao realizado em temperaturas entre 950 e 1050C. O princpio deste tratamento trmico promover uma homogeneizao
da estrutura pela dissoluo da ferrita d e austenita retida, as quais so produtos da solidificao em uma condio fora do equilbrio.
O revenimento a 600C tem a funo de precipitar uma disperso fina de austenita ao longo das lamelas de martensita revenida e contornos de gro da
austenita inicial conferindo assim uma maior tenacidade estrutura.
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 4/33
Devido ao rpido resfriamento nas etapas de tmpera ou soldagem a arco o carbono permanece em uma soluo supersaturada formando a martensita. Durante
o revenimento este carbono em soluo supersaturada precipita a partir da martensita na forma de carbonetos, como M
3
C, M
2
(C, N), M
7
C
3
e M
23
C
6
.
O revenimento ir produzir principalmente carbonetos relativamente grosseiros do tipo M
23
C
6
e carbonetos finos irregularmente dispersos do tipo
M
2
(C,N).
O processo de precipitao de carbonetos nestes aos ocorre principalmente na faixa de 400 a 550C, ocasionando o fenmeno de fragilizao por
revenido.
Tratamentos trmicos ps-soldagem nesta faixa de temperatura, ou exposies durante o servio, devem ser evitados. Este problema pode ser minimizado
durante tratamento trmico ps-soldagem por um aquecimento acima desta faixa de temperatura, seguido de um rpido resfriamento.
No caso de componentes de elevada massa como rotores, nenhuma taxa de resfriamento rpido o suficiente e alguma fragilizao inevitvel. Aos
inoxidveis martensticos apresentam tenacidades fratura menores quando revenidos na faixa de temperatura responsvel pela precipitao de carbonetos.
5.1.3. - Soldagem dos aos inoxidveis supermartensticos.
Trincas a frio induzidas por hidrognio
Devido alta dureza e a fragilidade da martensita, os antigos aos inoxidveis martensticos eram considerados como a famlia de aos inoxidveis de maior
dificuldade para a soldagem. durante a soldagem a transformao da maustenita em martensita acompanhada de uma abrupta reduo da solubilidade do
hidrognio. esta reduo acarreta em uma supersaturao e na liberao de molculas de hidrognio em micro-defeitos na zona termicamente afetada (ZTA) e
tambm no metal de solda. Esta liberao na forma molecular, introduz altas tenses capazes de dar origem a trincas na temperatura ambiente no interior de
estruturas de alta dureza e fragilidade [35].
O menor teor de carbono dos aos inoxidveis supermartensticos resulta em uma martensita dctil e macia, o qual quando quando da soldagem utilizando um
processo de soldagem com baixo hidrognio, torna o risco de trinca frio praticamente nulo. Desta forma os aos inoxidveis supermartensticos so
considerados de melhor soldabilidade comparado aos demais aos martensticos.
Consumveis de soldagem
De maneira geral, os aos inoxidveis supermartensticos so soldados ultilzando metais de adio similares ou ainda do tipo superduplex (tipicamente 25
Cr,10 Ni, 3.5 Mo 0.25 N %p). O uso de metais de adio similares devem ter preferncia quando da necessidade de maior resistncia mecnica do metal de
solda em relao ao metal base. Por outro lado, ligas superduplex so utilizadas a fim de conferir maior tenacidade e resistncia corroso[36]
A junta soldada.
As regies de solda decorrentes de um simples passe de raiz sobre um ao inoxidvel supermartenstico, foram recentemente caracterizadas utilizando
microscopia ptica por Enerhaug et al. [37] como segue (Figura 52).
(i) Regio parcialmente fundida, localizada adjacente linha de fuso. nesta regio onde ocorre a formao dos novos gros de ferrita durante o
aquecimento.
(ii) regio na qual se transforma completamente em ferrita com significativo crescimento dos gros. Tambm chamada de zona termicamente afetada de
gro grosseiros (ZTA GC).
iii. regio com parcial transformao de austenita em ferrita a alta temperatura durante o aquecimento.
(iv) Regio com completa formao de austenita durante o aquecimento.
(v) regio com parcial transformao da martensita revenida em austenita a baixa temperatura durante o aquecimento.
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 5/33
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 6/33
Figura 52 Diagrama esquemtico ilustrando mudanas estruturais que ocorrem na zona termicamente afetada do ao inoxidvel supermartenstico [37].
Propriedades da ZTA
O comportamento da junta soldada est condicionada em grande parte ao desempenho da ZTA sob condies de esforo mecnico e de ambiente.
Recentemente fraturas catastrficas foram registradas na ZTA de aos inoxidveis supermartensticos [38,39].
Dureza
O perfil de dureza desenvolvido na ZTA pode ser observado na Figura 53 [37].. A partir do metal base, a dureza atinge um valor mximo entre a 350 375 HV
e ento tende a diminuir suavemente em direo s regies da ZTA submetidas maiores temperaturas. O aumento inicial de dureza decorrente da formao
de martensita tempertauras superiores a Ac1, enquanto que a razo para o decrscimo desta, a princpio, estaria relacionado formao de ferrita ou
ainda pelo efeito do tamanho de gro grosseiro.
Distncia da linha de fuso / mm
Figura 53 Perfil de microdureza obtido na ZTA de um ao 12 Cr 6 Ni 2 Mo %p por meio de solda TIG. Energia de soldagem 0.35 kJ/mm [40].
Resistncia ao impacto
De maneira geral, os aos inoxidveis supermartensticos so capazes de alcanar altos valores de resistncia ao impacto. Valores tpicos para um ao 12 Cr
6 Ni 2 Mo %p encontram-se acima de 200 J a 60 C.
Efeito da ferrita
Visto que a de ferrita nem sempre encontra-se presente no interior da estrutura dos aos supermartensticos, seu efeito na resistncia ao impacto ainda
desconhecido. No entanto, a reduo da resistncia ao impacto na ZTA em aos inoxidvel martensiticos contendo considerveis porcentagens de ferrita
como o apresentado na Figura 54, bem documentada.
A ZTA dos aos inoxidveis semi-ferrticos podem ser quase que totalmente ferrticas com alguma martensita ou ao contrrio, praticamente martensticas com
alguma ferrita. Quando a ferrita a fase predominante na ZTA, a presena de martensita nos contornos de gro reduz a temperatura de transio dctil frgil
[41, 42]. Por outro lado, a estrutura quase que totalmente martenstica contendo pequenas quantidade de ferrita, apresenta tambm reduzida tenacidade[43].
Efeito da austenita
O efeito da presena da austenita sobre as resistncia ao impacto na ZTA dos aos inoxidveis supermartensticos ainda no est totalmente carcterizado.
Entretanto a presena de austenita na forma de finos finamente distribudos no interior do metal de solda destes indica um aumento na resistncia ao impacto
temperaturas subzero [44].
Estudos de simulao trmica da ZTA dos aos inoxidveis martensticos revelaram que a ausncia de austenita em regies da ZTA cuja temperatura tenha
alcanado valores superiores 1200 C [21]. Conseqentemente, a menos da realizao de tratamento trmico ps-soldagem seja realizado, nenhuma austenita
retida esperada na regio de alta temperatura da ZTA, considerando o depsito de um nico cordo de solda.
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 7/33
Figura 54 Microscopia ptica revelando grande quantidade de ferrita na ZTA de um ao inoxidvel semi-ferrtico (0.01 C 12 Cr 0.5 Ni %p). Picture from
this work. (12)
Resistncia corroso
A resistncia corroso da ZTA dos aos inoxidveis supermartensticos similar resistncia do material base considerandos-se corroso generaliza e
corroso sob tenso induzida pelo enxofre. Na prtica entretanto a ZTA revelou maior corroso por pitting quando comparada ao metal base e regio da
solda. Enerhaug et al. afirma que a microestrutura no o maior responsvel por tal desempenho e sim a natureza espessura da camada de xido. Pitting foi
observado a uma distancia de 5 a 7 mm da linha de fuso (zona de baixa temperatura na ZTA) sendo que a princpio, a presena de ferrita , no
necessariamente reduz a resistncia este tipo de corroso. Destaca-se porm que nenhum tratamento ps soldagem foi efetuado e a presena deste
microconstituinte reduz a resistncia corroso sob tenso mesmo na condio revenida. Portanto ainda h dvidas com relao presena da ferrita na
resistncia corroso da ZTA dos aos inoxidveis supermartensticos.
Previso de ferrita
Visto que pouco trabalho tem sido realizado sobre a reteno de ferrita na ZTA de aos inoxidveis supermartensticos, e que esta fase aparentemente
indesejvel, interessante conhecer como e quando esta se forma e ainda ser capaz de estimar o seu contedo.
Formao e decomposio da ferrita
A formao da ferrita na ZTA dos aos inoxidveis supermartensticos, se d quando do aquecimento acima da temperatura Ac4. Assim como Ac1 e Ac3, o
aumento da temperatura Ac4 ocorre para taxas de aquecimento elevadas (30 C para 300 C/s). Caso a liga possua a capacidade se transformar
completamente em ferrita, a ferritizao concluda na temperatura Ac5. Acima desta temperatura ocorre o crescimento do gro e o incio da fuso do metal.
Os aos inoxidveis supermartensticos tem a capacidade de se tornarem completamente ferrticos antes da fuso.
A decomposio da ferrita dependente da taxa de resfriamento. Segundo estudos conduzidos por Mundt e Hofmeister taxas de resfriamento entre 20 e 100
C/ s ocasionam uma decrcimo na temperatura A
c4
da ordem de 60 C e conseqentemente uma reduo na difusividade dos elementos substitucionais
contribuindo na icompleta dissoluo da ferrita.
Previso de ferrita na ZTA
A previso da quantidade de ferrita na ZTA envolve fenmenos de dissoluo da austenita durante o aquecimento acima de Ac4, seguido do crescimento de
gro da ferrita e conseqentemente da dissoluo desta durante o resfriamento at a temperatura ambiente. Umas da concluses atribuda presena do
nitrognio o qual promove o aumento da temperatura na qual a estrutura torna-se completamente ferrtica (Ac5) e portanto num menor crescimento do gro
desta fase facilitando a formao da austenita quando do resfriamento.
Previso da reteno de ferrita na solda
A previso do porcentual de ferrita no interior da solda de aos inoxidveis martensticos pode ser estimada com o uso de diagramas. Dentre estes o digrama
de Schaeffler, desenvolvido na dcada de cinqenta, fornece uma maneira aproximada de representar o contedo das fases em termos de cromo e nquel
equivalentes. O diagrama de Dulong refinou a previso do diagrama de Schaeffler com a introduo do nitrognio. Mais recentemente um diagrama
desenvolvido por Balmforth representa um incremento significativo na previso da % de ferrita dos aos inoxidveis martensticos (Figura 55).
Ressalta-se, porm, que apesar de prticos, tais diagramas no levam em considerao os efeitos da taxa de resfriamento sobre a microestrutura dos aos.
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 8/33
Figura 55- Novo diagrama ferrtico-martenstico com os % de
ferrita em volume. Balmforth [Balmforth Balmforth
2. Soldabilidade dos aos inoxidveis ferrticos
Alteraes microestruturais na regio da solda
A) ligas parcialmente transformveis:
Nestas ligas, a solda apresentara as seguintes regies:
- Regio bifsica: corresponde poro da ZTA que foi aquecida at o campo de coexistncia da austenita e da ferrita. A austenita se forma
preferencialmente nos contornos de gro da ferrita e, aps resfriamento nas condies usualmente encontradas em soldagem, se transforma em martensita. Em
aos austeno-ferrticos, a austenita permanece inalterada;
- Regio de crescimento de gro: corresponde regio da ZTA aquecida acima do campo de coexistncia da austenita e de ferrita. caracterizada
por um intenso crescimento de gros e pela dissoluo e posterior reprecipitao dos carbonetos e nitretos presentes. Durante o resfriamento, pelo afastamento
da poa de fuso, esta regio da ZTA atravessa o campo bifsico, de modo que austenita formada preferencialmente nos contornos de gro, em geral com
estrutura de placas do tipo Widmansttten. A temperaturas mais baixas, esta austenita pode se transformar em martensita.
- Zona fundida: caso a composio qumica da zona fundida seja igual a do metal de base, esta apresentar uma estrutura semelhante da regio
anterior, tendo, entretanto gros colunares.
De uma maneira geral, a solda caracterizada por uma estrutura de granulao grosseira, apresentando uma rede de martensita junto aos contornos
de gro e precipitados finos de carbonetos e nitretos nos contornos e no interior dos gros.
B) Ligas no transformveis:
Aos inoxidveis ferrticos com teor mais elevado de cromo, com menor teor de elementos intersticiais e/ou adies de elementos estabilizantes
podem ter um balano entre elementos alfagnios e gamagnios tal que a austenita no se forme em nenhuma temperatura. Nestas condies, a sua ZTA ser
formada essencialmente por uma regio de crescimento de gro e a ZF apresentar uma estrutura grosseira e colunar, com precipitados finos intra e
intergranulares. Em aos estabilizados com Nb ou Ti, o crescimento de gro pode ser reduzido apenas parcialmente, pela maior estabilidade dos carbonitretos
destes elementos, em relao aos de cromo. Em aos com menores teores de intersticiais, o problema de crescimento de gro mais intenso, j que a
quantidade de precipitados menor.
Problemas de soldabilidade
Os aos inoxidveis ferrticos so considerados materiais de baixa soldabilidade, particularmente se comparados com os austenticos, pois a sua solda
caracterizada por baixa ductilidade e tenacidade, alm de sensibilidade corroso intergranular. Trincas de solidificao tambm podem ocorrer na zona
fundida. Estes problemas de soldabilidade tm limitado, at recentemente, a aplicabilidade destes aos a estruturas soldadas. De uma maneira geral, a
fragilizao da solda mais intensa para aos com maiores teores de cromo e intersticiais e a sensibilizao corroso intergranular maior com maiores
teores de intersticiais e menores teores de cromo (Tabela 3).
Assim, ligas comerciais ferrticas com 12% de cromo, na forma de chapa, podem ser soldadas de forma a se obter boas propriedades. J aquelas com
teor de cromo mais elevado (AISI 430, 442, 446, etc.) so mais sensveis a problemas de fragilizao durante a soldagem. Este efeito mais pronunciado para
ligas com maiores teores de intersticiais.
Tabela 3 - Teores mximos de intersticiais para boas ductilidade e resistncia corroso na condio soldada em ligas Fe-Cr.
% Cr Limites de teor de intersticiais [ppm]
Corroso intergranular Ductilidade da solda
19 60-80 <700
26 100-130 220-500
30 130-200 80-100
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 9/33
35 at 250 <20
A fragilidade da regio da solda atribuda a trs fatores principais:
a) formao de uma rede de martensita ao longo dos contornos de gro ferrticos (no caso de ligas com maiores teores de intersticiais);
b) granulao grosseira nas regies de crescimento de gro e na zona fundida (quando esta tambm for um ao inoxidvel ferrtico);
c) ocorrncia de fragilizao a alta temperatura, uma forma de fragilizao proposta por Thielsch em 1951 e relacionada com a reprecipitao de
carbonitretos em uma forma muito fina aps soldagem.
A tenacidade dos aos inoxidveis ferrticos, em geral, e da solda, em particular, pode ser melhorada pela reduo de seu teor de intersticiais.
Adies de elementos estabilizantes tambm parecem favorecer uma melhor tenacidade na solda. Existem, entretanto controvrsias quanto a este efeito.
Os aos inoxidveis ferrticos podem sofrer problemas de corroso intergranular, de forma semelhante aos aos inoxidveis austenticos e,
atualmente, admite-se um mesmo mecanismo para explicar o problema nestes dois materiais. Segundo este mecanismo, a precipitao de carbonetos de cromo
nos contornos de gro, em uma dada faixa de temperaturas, causa o empobrecimento de cromo nas regies imediatamente adjacentes, que se tornam sensveis
preferencialmente corroso. Esta se processar imediatamente ao longo dos contornos de gro, causando praticamente o seu desprendimento.
A corroso intergranular dos aos inoxidveis ferrticos apresenta algumas caractersticas prprias, que so mesmo opostas s observadas nos aos
austenticos. Nestes ltimos, o nitrognio, devido sua alta solubilidade na austenita, no causa problemas, o que no verdade para os ferrticos, em que a de
nitretos tambm causa a sensibilizao corroso intergranular. Nos aos inoxidveis, a sensibilizao produzida pela precipitao durante o resfriamento
aps aquecimento acima 925C. Assim, este problema ocorre nas regies da ZTA mais prximas da zona fundida e tambm nesta regio. Nos austenticos, a
corroso intergranular mais problemtica em regies que atingiram temperaturas de pico da ordem de 675C.
Nos dois tipos de aos, o problema pode ser minimizado com a utilizao de menores teores de intersticiais. Entretanto, no caso dos ferrticos, so
necessrios teores extremamente baixos (Tabela 3) e a utilizao de aos estabilizados com Nb e Ti permite minimizar o problema com maiores teores de
intersticiais. A. resistncia corroso de aos ferrticos no estabilizados pode ser recuperada por um tratamento trmico entre 700 e 850C.
Tabela 4 - Efeitos de tratamentos trmicos na resistncia corroso de um ao inox tipo AISI 446.
Tratamento trmico Taxa de corroso [mm/ano]
Condio inicial 0,76
30 min a 1100C, tmpera em gua 19,80
30 min a 1100C, resfriado ao ar 20,30
30 min a 1100C, tmpera em gua seguida de 30 min a 850C,
tmpera em gua
1,07
30 min a 1100C, resfriado lentamente para:
1000C, tmpera em gua 19,50
900C, tmpera em gua 0,69
800C, tmpera em gua 0,51
700C, tmpera em gua 0,46
600C, tmpera em gua 0,64
(*) Exposio a uma soluo fervente de sulfato frrico - cido sulfrico.
Os aos inoxidveis ferrticos podem apresentar problemas de fissurao na solidificao. O enxofre seria o elemento mais prejudicial para a
resistncia fissurao em um ao AISI 430. Para este ao, foi observada a seguinte ordenao de elementos em funo de sua influncia na sensibilidade
fissurao:
S>C>N>Nb>Ti>P>Mn
Sendo que, um ao inoxidvel do tipo AISI 430 pode ser considerado um material sensvel formao de trincas de solidificao, apresentando uma
maior facilidade para trincar que um ao tipo AISI 304 com teores semelhantes de intersticiais e impurezas.
1. Mtodos para reduzir a fragilizao em soldas de aos inoxidveis ferrticos convencionais
A) Tratamento trmico ps-soldagem
Se a regio da solda apresenta uma rede de martensita nos contornos de gro, um tratamento ps-soldagem entre 750 e 850C pode ser utilizado para
revenimento desta martensita. Este tratamento tambm pode causar um coalescimento dos precipitados, reduzindo a fragilizao de alta temperatura. A
granulao grosseira da estrutura, entretanto, no pode ser refinada.
Em um ao do tipo 430 no estabilizado e com um teor de intersticiais em torno de 0,07%, um tratamento trmico a 750C capaz de causar uma
reduo sensvel na temperatura de transio da solda (Tabela ), possivelmente pelo revenimento da martensita. A escolha da temperatura de tratamento
trmico, entretanto, deve ser muito criteriosa, pois tratamentos tanto a 600 como a 900C no parecem alterar a temperatura de transio da solda. Nas soldas
em aos estabilizados de composio semelhante, a temperatura de tratamento trmico necessita ser mais elevada, em tomo de 900C. para causar uma
pequena diminuio na temperatura de transio Esta, contudo, j bem inferior, na condio soldada, do ao no estabilizado.
Tabela 30 - Temperatura de transio em funo da temperatura de tratamento trmico de soldas de ligas Fe-17%Cr no estabilizadas e estabilizadas com Nb.
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 10/33
Temperatura de Tratamento Trmico C Temperatura de transio C
25 600 750 900
Liga no estabilizada 100 120 55 120
Liga estabilizada com Nb 25 70 50 10
(*) Condio soldada
B) Utilizao de metal de adio austentico.
Metal de adio de ao inoxidvel austentico ou liga de nquel podem ser usados na soldagem de aos inoxidveis ferrticos entre si ou entre metais
dissimilares. Para a soldagem destes aos com outros tipos de aos inoxidveis ou com ao carbono ou de baixa liga, metais de adio que possuem uma
quantidade relativamente elevada de ferrita delta, como os tipos 309 e 312 so recomendados. Para a soldagem entre aos similares ou com aos carbono ou
de baixa liga, ligas de nquel podem ser usadas.
A utilizao de metal de adio austentico permite a obteno de uma zona fundida dctil e tenaz, que no precisa de qualquer tratamento trmico
ps-soldagem. Problemas devido s diferenas de propriedades qumicas e fsicas (em particular, do coeficiente de expanso trmica) precisam, contudo ser
consideradas, como no caso dos aos martensticos. Esta tcnica, porm incapaz de resolver o problema de fragilizao da ZTA. Entretanto, pode-se
considerar que as propriedades da junta como um todo so melhoradas, devido pequena largura da ZTA e grande ductilidade da ZF.
C) Escolha do processo ou procedimento de soldagem
O crescimento de gro e a largura da ZTA podem ser reduzidos pela utilizao de uma menor energia de soldagem. Portanto, a fragilizao da ZTA e
da ZF pode ser, pelo menos em parte, reduzida pela escolha de um processo e/ou procedimento de soldagem adequados.
1. Desenvolvimento de aos inoxidveis ferrticos dcteis, soldveis e mais resistentes corroso.
A maior desvantagem na utilizao dos aos inoxidveis ferrticos tem sido a perda de resistncia corroso e na ductilidade aps exposio a
temperaturas elevadas, como em soldagem e em certos tratamentos trmicos. Outros problemas com estes aos (fragilizaes a 475C e por fase sigma) so
menos comuns porque requerem tempos de exposio relativamente longos a temperaturas moderadas para sua ocorrncia. Contudo, caso o material no
apresente boa resistncia corroso e boa ductilidade na condio soldada, sua utilidade como material de construo fica severamente limitada. Por outro
lado, estes aos apresentam alguns aspectos interessantes, se comparados com os aos inoxidveis austenticos, em particular o seu menor custo, menor
coeficiente de expanso trmica e insensibilidade corroso sob tenso em meios que contenham cloretos ou sulfetos.
Como j discutido anteriormente, a severa fragilizao e perda de resistncia corroso dos aos ferrticos, quando submetidos a temperaturas
elevadas, e sua baixa tenacidade na condio soldada dependem, em grande parte, do seu teor de elementos intersticiais. Pesquisas realizadas a partir dos
anos 60 resultaram no desenvolvimento de uma srie de ligas ferrticas com melhores caractersticas de ductilidade, soldabilidade e resistncia corroso.
Estas ligas esto baseadas na reduo dos teores de intersticiais a valores muito baixos (por exemplo, inferiores a 0,04%), na estabilizao conjunta com Nb e
Ti e na adio de uma certa quantidade de Mo, para melhorar sua resistncia corroso.
Estes novos aos inoxidveis ferrticos tm sido utilizados principalmente na Europa, nos EUA, Japo e Austrlia, em substituio a aos inoxidveis
austenticos, ligas de cobre, etc. So citadas aplicaes em tanques de gua quente (com ou sem presso), na indstria nuclear, ou aplicaes em gua
marinha contendo sulfetos, em tubos condensadores de vapor, etc.
5.2.2. Soldagem dos aos inoxidveis ferrticos
Os aos inoxidveis ferrticos so considerados materiais de baixa soldabilidade, particularmente se comparados com os austenticos, pois a sua solda
caracterizada por ductilidade e tenacidade baixas, alm da sensibilidade corroso intergranular. Trincas de solidificao tambm podem ocorrer na zona
fundida. De uma maneira geral, a fragilizao da solda mais intensa para aos com maiores teores de cromo e intersticiais. A sensibilizao corroso
intergranular maior com maiores teores de intersticiais e menores teores de cromo, conforme mostra a tabela 31.
Tabela 31 Teores mximos de intersticiais (C + N) para uma adequada ductilidade e resistncia corroso na condio como soldada em ligas Fe-Cr.
%Cr Limites de teor de intersticiais (ppm)
Corroso intergranular Ductilidade da solda
19 60-80 <700
26 100-130 220-500
30 130-200 80-100
35 At 250 <20
A soldabilidade dos aos inoxidveis analisada atravs de diagramas como o de Espy, WRC e Schaeffler. O estudo destes diagramas permite prever
a microestrutura das juntas soldadas atravs da composio das ligas e contribui para a previso dos problemas que podem ocorrer durante a soldagem. O
diagrama de Schaeffler como mostra a figura 56, permite conhecer com antecedncia a composio qumica da estrutura de um solda Cr-Ni e permite escolher
os eletrodos apropriados para cada soldagem.
Para os aos inoxidveis ferrticos extra baixo intersticiais, o processo de gs inerte com eletrodo consumvel (GTAW) o mais utilizado devido a
qualidade da solda para espessura menores de 3 mm. Para espessuras maiores se utiliza os processos com baixa proteo gasosa (GMAW) e com eletrodo
revestido (SMAW).
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 11/33
Figura 56 Diagrama de Schaeffler.
Para clculo do Cromo equivalente utiliza-se a frmula:
Creq = %Cr + %Mo + 1,5 x %Si + 0,5 x %Nb Equao 4
Para clculo do Nquel equivalente utiliza-se a frmula:
Nieq = %Ni + 30 x %C+ 0,5 x %Mn Equao 5
5.2.3. Metalurgia da Soldagem dos Aos inoxidveis ferrticos
Durante a soldagem, ocorrem mudanas microestruturais dentro da ZTA. Um fator que limita a utilizao dos aos inoxidveis ferrticos a sua
possvel fragilizao, quando na condio soldada. Esta fragilidade pode ter diversas causas como a formao de martensita e o crescimento de gro para aos
no-estabilizados, e com crescimento de gro para os estabilizados (FOLKHARD, 1988; PADILHA, 1994).
Alteraes Microestruturais na Zona Termicamente Afetada (ZTA)
Durante a soldagem por fuso, o ao aquecido temperatura de aproximadamente 1500C (ZTA), podendo ocorrer algumas alteraes nesta regio.
Para os aos no estabilizados e cujo teor de elementos intersticiais suficiente para causar a formao de austenita alta temperatura, a solda
apresentar as regies: bifsica, crescimento de gro e zona fundida. A regio bifsica corresponde poro da ZTA que foi aquecida at o campo de
coexistncia da austenita e da ferrita. A austenita se forma preferencialmente nos contornos de gro da ferrita. A regio de crescimento de gro corresponde
regio da ZTA aquecida acima do campo de coexistncia da austenita e da ferrita. caracterizada por um intenso crescimento de gros e pela dissoluo e
posterior precipitao dos carbonetos e nitretos presentes. A zona fundida caracterizada por uma estrutura semelhante de regio de crescimento de gro,
caso a composio qumica da zona fundida for igual a do metal de base (Figura 57) (MODENESI, 2001).
Figura 57 Temperatura de formao da microestrutura da solda de um ao inoxidvel ferrtico que atravessa o campo bifsico ( + ). MB Metal de base,
B Regio bifsica, A Regio de crescimento de gro, ZF Zona fundida (MODENESI, 2001).
Na figura 58 observa-se o aparecimento da martensita durante o resfriamento da regio soldada na regio bifsica.
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 12/33
50x
500x
Figura 58 Microestrutura da solda de um ao inoxidvel ferrtico no estabilizado. Ataque: gua-rgia. (a) Microscopia tica (b) Microscopia eletrnica.
M Martensita. Ferrita
A figura 59 mostra a formao de ferrita delta em processo de soldagem TIG. Verifica-se que austenita acicular precipitou em torno dos contornos de
gro de ferrita. A diferena da porcentagem de ferrita delta formada est relacionada com a velocidade de resfriamento. A composio do metal base (ao
inoxidvel austentico): %C = 0,037; % Si = 0,49; Mn = 1,67; Cr = 22,52%; Mo = 3,10%; Ni = 8,31%; N = 0,14% ( FOLKHARD, 1988).
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 13/33
Acicular
Ferrita
a b
Figura 59 Microestrutura do cordo de solda do processo TIG (FOLKHARD, 1988)
a) Microestrutura com cerca de 70% de ferrita delta.
b) Microestrutura com cerca de 50% de ferrita delta.
Os aos inoxidveis com teor mais elevado de cromo, com menor teor de elementos intersticiais e adio de elementos estabilizantes, podem ter um
balano entre elementos alfagnicos e gamagnicos tal que a austenita no se forme em nenhuma temperatura. A ZTA ser formada por uma regio de
crescimento de gro e a zona fundida apresentar uma estrutura grosseira e colunar, com precipitados finos intra e intergranulares (Figura 60).
Figura 60 Microestrutura da solda de um ao inoxidvel ferrtico estabilizado com nibio. Ataque: gua-rgia. (a) Microscopia tica (50x) (b) Microscopia
eletrnica (500x) (MODENESI, 2001).
Quanto menor o teor de intersticiais, maior ser o crescimento de gro devido quantidade de precipitados que menor. Entretanto, estabilizando o
ao com Nb ou Ti, o crescimento de gro pode ser reduzido pela maior estabilidade dos carbonitretos de nibio e titnio em comparao com os carbonitretos
de cromo (MODENESI, 2001; MORGENFELD, 1983).
5.2.4. Efeitos da solda sobre as propriedades dos aos inoxidveis ferrticos extra baixo intersticiais (EBI)
Precipitao de Carbonetos e Nitretos de Cromo em aos EBI.
O intervalo de precipitao se d entre 500 e 900C, com mxima velocidade de precipitao entre 540 e 600C (M
23
C
6
e NCr
2
). Para o ao 446, o
resfriamento rpido produz precipitao nos contornos de gro, assim como a formao de precipitados finos no mesmo.
A figura 61 mostra o cordo de solda de um ao AISI446, onde pode-se observar certa uniformidade dos gros e a formao de precipitados nos
contornos de gros e precipitados finos no interior dos gros.
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 14/33
Figura 61 Cordo de Solda em ao inoxidvel tipo AISI 446 (MORGENFELD & PEREZ & SOLARI, 1983).
a) Vista geral (25x) b) Detalhe ZTA (Ataque cido oxlico 10%).
A Figura 62 esquematiza a posio relativa das curvas do comeo da precipitao durante o resfriamento contnuo, para os aos inoxidveis ferrticos
e austenticos com diferentes teores de intersticiais. O problema de precipitao de carbonetos de cromo se apresenta com mxima probabilidade em aos inox
ferrticos comuns, com probabilidades decrescentes para EBI com C+N ~ 100 ppm e aos inox austenticos. Os aos inox ferrticos com C+N ~ 80 ppm
apresentam a menor possibilidade de apresentar carbonetos de cromo.
Figura 62 Esquema comparativo da cintica de precipitao de carbonetos de cromo para diferentes tipos de aos inoxidveis (MORGENFELD & PEREZ
& SOLARI, 1983).
Estudos realizados em aos com (29%Cr, 4%Mo, 2%Ni C< 110 ppm, N < 200 ppm e C+N < 250 ppm) demonstram que os mesmos apresentam uma
boa ductilidade e tenacidade, o qual representa uma notvel melhora em comparao com os aos ferrticos convencionais. As propriedades mecnicas
dependem do tratamento trmico no qual estes aos so submetidos.
Em chapas, onde se quer maior resistncia ao impacto se estabiliza com Nb, e quando se quer tubos onde se precisa ductilidade e resistncia ao
impacto, utiliza-se uma combinao do Ti e Nb, lembrando que, os carbonetos e nitretos de titnio so concentradores de tenso.
Transformaes de Fases
Fases e
A fase um composto intermetlico, fragilizante, de composio nominal Fe-Cr. A transformao apresenta-se a temperatura mxima de
815C, sendo a temperatura inferior de 480 C. Segundo Bungardt, Borchers e Kolsch (BUNGARDT, BORCHERS & KOLSCH, 1963), a fase sigma
aparecer em aos ferrticos contendo aproximadamente 18% Cr apenas depois de 10
3
a 10
4
horas em uma temperatura de aproximadamente 550C. A
precipitao da fase sigma em aos ferrticos, ir comear a se formar aps a precipitao de carbonetos na matriz ferrtica.
Seus efeitos nas propriedades mecnicas dependem da quantidade e distribuio da mesma, fragilizando o material se for uma rede contnua. Esta fase
muito similar ao precipitado M
23
C
6
quanto diminuio da resistncia corroso, uma vez que ao seu redor tambm se forma uma zona empobrecida em
cromo e molibdnio. A adio de 2% de Ni acelera a formao de fase . Elementos como Mo, Si e Mn deslocam a faixa de formao da fase sigma para
menores teores de cromo (FARIA, 2000; MORGENFELD, 1983, FOLKHARD, 1988, HAMMOND & GUNSTONE, 1981; PECKNER & BERNSTEIN,
1977). A morfologia da fase sigma se apresenta como glbulos irregulares, algumas vezes alongados (FUKUDA & SUENAGA & TANINO, 1991).
Hull (HULL, 1973) investigou a influncia da adio de ligas na precipitao da fase sigma a uma temperatura de 816C e o tempo para a precipitao
de 1000 horas. Com os dados do ensaio, desenvolveu-se a equao do cromo equivalente que indica que os elementos com sinal positivo aumentam a
precipitao da fase sigma (equao 7).
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 15/33
Cr equivalente (% peso) = %Cr + 0,31% Mn + 1,76% Mo + 0,97%W + 2,02%V + 1,58% Si + 2,44% Ti + 1,70% Nb + 1,22% Ta 0,226% Ni 0,177% Co
Equao 7
Para valores de cromo equivalente acima de 17,8 esperada a precipitao de fase (LEITNAKER & BENTLEY, 1977) e se o ao contiver Mo
tambm de fase .
A fase possui composio nominal Fe
2
CrMo. Aparece vinculada a fase em aos inox ferrticos que contm Mo. produzida temperatura entre
50 590 C afetando a tenacidade em funo da quantidade da mesma. A adio de Ni, Ti ou Nb acelera a formao de fase e . Entretanto a presena de
Ni aumenta a ductilidade e tenacidade da fase (FARIA, 2000; FOLKHARD, 1988; MORGENFELD, 1983). De acordo com Thier, Baumel e Schmidtmann
(THIER & BAUMEL & SCHIMDTMANN, 1969) o nitrognio diminui a formao de fase para o ao com a composio de 17%Cr, 13%Ni e 5%Mo,
conforme mostra a figura 63. Segundo estes autores, para uma porcentagem de 0,25%N no h formao de fase ,.
Figura 63 Diagrama TTP para o incio de precipitao da fase em um ao austentico contendo molibdnio (THIER & BAUMEL & SCHIMDTMANN,
1969)
Fases de Laves ()
A precipitao da fase de Laves normalmente ocorre nos contornos de gro, sendo mais acelerada com a presena de Mo e Si (OHASHI & ONO &
KINOSHITA & YOSHIOKA, 1979). A figura 64 mostra o diagrama Ferro-Molibdnio desenvolvido por Kubaschewski (KUBASCHEWSKI, 1982). Verifica-
se que aproximadamente 5% de molibdnio, pode-se ocorrer a precipitao desta fase.
Figura 64 Diagrama Fe-Mo desenvolvido por Kubaschewski (KUBASCHEWSKI, 1982).
O Si tem o efeito de diminuir a solubilidade do Mo na ferrita e aumentar o coeficiente de atividade do Mo e do Fe na ferrita, acelerando a precipitao
da fase Laves (KUNIMITSU & IWAMOTO & HOTTA & SASALI & HOSOI, 1991).
Como a fase e a fase de Laves, que ao contrrio da fase , podem dissolver carbono, esperado que em aos com maiores teores de carbono e de
Mo, sua precipitao seja favorecida com relao a fase (FONTANA, 1982). A morfologia da fase de Laves apresenta-se como glbulos irregulares ou
como plaquetas aps a exposio em altas temperaturas (FUKUDA & SUENAGA & TANINO, 1991).
Fase : Os aos que contm Cr entre 17 25% apresentam a denominada fragilizao dos 475C ao ser aquecidos entre 400 550C. O fenmeno
causado pela precipitao de partculas de uma fase rica em Cr. Esta fase denominada , possui estrutura CCC. Tem o efeito fragilizante, sendo este menor
se houver o refino do gro. A precipitao desta fase rica em Cr pode ocorrer por dois mecanismos: decomposio spinodal, no caso de elevados teores de Cr,
e nucleao e crescimento para baixos teores de Cr ou elevadas temperaturas (COURTNALL & PICKERING, 1976).
De acordo com Baerlecken e Fabritius (BAERLECKEN & FABRITIUS, 1955), De Nys e Gielen (DE NYS & GIELEN, 1971), Ettwig e Pepperhoff
(ETTWIG & PEPPERHOFF, 1970), Albritton e Lewis (ALBRITTON & LEWIS, 1971) e Solomon e Levinson (SOLOMON & LEVINSON, 1978), a
fragilizao dos 475C induzida pela segregao que ocorrem na ferrita, que segrega em um componente ferro magntico que rico em ferro e um
componente rico em cromo para-magntico com aproximadamente 80%. No sistema binrio Fe-Cr, este dois tipos de ferrita indicada abaixo de 500C como
e .
De acordo com Heger (HEGER, 1951), o tempo e a temperatura para uma maior fragilizao influenciada por elementos de liga. Adio de cromo,
molibdnio, silcio e alumnio aumentam significamente a fragilizao. O carbono reduz a tendncia da fragilizao formando carbonetos de cromo, retirando-
o da matriz. Entretanto, este efeito no pode ser considerado se houver a presena de titnio e nibio que combina com o carbono, permanecendo cromo na
matriz. O nitrognio no influencia significamente na fragilizao dos 475C. Ensaios foram realizados por Grobner (GROBNER, 1973) com aos com 14 e
18% de Cr com adio de 2% Mo a fim de verificar o efeito destes elementos na fragilizao a 475C. A adio de Mo faz com que a fragilizao dos aos
inoxidveis ferrticos ocorra em tempos mais curtos, conforme mostra a figura 65. O tempo necessrio para o incio da precipitao desta fase em um ao com
cerca de 18% Cr, pode variar de duas at milhares de horas.
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 16/33
Figura 65 Diagrama TTT para fragilizao dos 475C. a) e b) nicio e fim da formao da fase para aos ferrticos Cr + Mo (GROBNER, 1973). c)
nicio da formao da fase para aos duplex austentico-ferrtico (HERBSLEB & SCHWAAB, 1982; TRAUTWEIN & GYSEL, 1981; PUBER & AUER,
1981).
Devido ao tempo longo necessrio para a precipitao da fase (acima de 1 hora, dependendo da composio do ao), esta fragilizao no so
geralmente consideradas como um problema para a soldagem de aos inoxidveis ferrticos (MORGENFELD, 1983).
Martensita: A presena de elementos austenitizantes pode produzir durante o aquecimento, transformao parcial da estrutura austentica, e durante o
resfriamento rpido a produo de martensita, deteriorando as propriedades de impacto. Ao baixar o teor de carbono, que austenitizante, se reduz a
possibilidade de formao de martensita. (Figura 66).
Figura 66 Efeito da quantidade de Cr e C na estabilidade da austenita a elevada temperatura (CHIAVERINI, 1977).
Ferrita Widmansttten: A ferrita Widmansttten pode se formar dependendo da composio do ao e das condies expostas como temperatura, tempo de
exposio e velocidade de resfriamento. Preferencialmente, se formam nos contornos de gros na forma de placas, conforme mostra a figura 67.
Figura 67 Microestrutura Fe-0,15%C. A amostra foi austenitizada, mantida a temperatura de 500C por 2 s e resfriada temperatura ambiente. (300x).
(PORTER).
O crescimento est associado interface entre as fases, que podem ser semi-coerentes ou incoerentes. Quando duas fases possuem diferentes
estruturas cristalinas e interfaces semi-coerentes, temos como conseqncia uma mobilidade muita baixa. Entretanto, interfaces incoerentes possuem alta
mobilidade. Quando h duas interfaces, uma incoerente e outra semi-coerente entre duas fases, o crescimento do precipitado ser na forma de placas ou disco
como pode ser verificado pela figura 68. Isto originou a morfologia Widmansttten.
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 17/33
Figura 68 O efeito do tipo de interface na morfologia do crescimento do precipitado.
1. Baixa mobilidade - Interface semi-coerente
2. Alta mobilidade Interface incoerente. (PORTER).
Na figura 69 podemos visualizar o diagrama mostrando a morfologia resultante em funo da porcentagem de carbono e da temperatura.
Figura 69 Diagrama (Morfologia x tempo x temperatura).
GBA = Contorno de gro allotrimorphs; W = Morfologia Widmansttten; M = Ferrita. (PORTER).
Fragilizao por Hidrognio
Os aos Fe-Cr so susceptveis a fragilizao por H. Em soldagens autgenas efetuadas em aos 18%Cr 2%Mo 0,25%Ti com 0,014%C e
0,011% N, a presena de hidrognio reduz drasticamente a ductilidade causando a fratura. O recomendvel fazer tratamento trmico imediatamente aps a
soldagem, se o gs de proteo conter hidrognio.
Fragilizao por Oxignio
Concentraes de oxignio superiores a 0,025% causam a formao de incluses no metlicas e perda da resistncia corroso por pites. Pode
ocorrer tambm o aparecimento de fissuras durante a tmpera em gua. Deve-se controlar a incorporao de oxignio durante os processos de soldagem.
Fissurao a quente
A fissurao a quente em aos inoxidveis deve ser considerado, devido a sua m soldabilidade. Verificou-se que os aos inoxidveis extra baixo
intersticiais so menos susceptveis a fissuras. Consegue-se uma boa resistncia fissurao usando teores de C+N<0,04%, Ti ou Ta, ou uma combinao de
ambos estabilizantes, no ocorrendo isto, se adicionar exclusivamente Nb (MORGENFELD, 1983).
3. Soldabilidade dos aos inoxidveis austenticos
Os aos inoxidveis austenticos so o maior grupo de aos inoxidveis em uso, representando cerca de 65 a 70% do total produzido. Ao contrrio dos
aos inoxidveis ferrticos e principalmente dos martensticos, cujas propriedades se assemelham quelas dos aos baixa liga, os aos austenticos tm uma
srie de caractersticas prprias, que os distingue das outras classes de aos. Devido a isto, a sua soldagem apresenta tambm alguns aspectos prprios.
Esta classe de materiais caracterizada pelas seguintes propriedades:
- Tenacidade e ductilidade superiores a da maioria dos outros aos. Estas propriedades so mantidas at temperaturas muito baixas. Assim, estes aos
so considerados para estruturas soldadas a serem utilizadas na temperatura de fuso do hlio (4 K), como, por exemplo, a estrutura de magnetos em reatores
experimentais de fuso nuclear;
- Boa resistncia mecnica e corroso a temperaturas elevadas, o que permite a sua utilizao em temperaturas consideravelmente superiores
temperatura mxima de servio de aos de baixa liga ou de aos inoxidveis martensticos e ferrticos. Estas caractersticas so conseguidas principalmente
em aos ligados com Mo ou Si;
- Elevada capacidade de endurecimento por deformao plstica (em geral). Esta endurecibilidade no acompanhada por uma elevada perda de
ductilidade;
- Soldabilidade relativamente boa. A ausncia de transformao martenstica e sua boa tenacidade implicam na sua insensibilidade fissurao pelo
hidrognio. A sensibilidade formao de porosidades tambm baixa e a zona fundida tem propriedades que se assemelham do metal de base. Assim,
geralmente fcil se obter soldas adequadas sem pr-aquecimento e que podem ser postas em servio sem tratamentos trmicos ps-soldagem. Entretanto, este
resultado somente pode ser obtido pela escolha adequada do processo de soldagem e do metal de adio, o que deve ser feito de acordo com os princpios da
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 18/33
metalurgia da soldagem destes aos, de sua soldabilidade e de suas condies de servio.
Existe um grande nmero de tipos de aos inoxidveis austenticos, mas as ligas utilizadas so aquelas contendo cerca de 18% de cromo e 10% de
nquel. Por isto, a discusso sobre a estrutura destas ligas pode se iniciar pelo diagrama pseudo-binrio Fe- 18%Cr-Ni (Figura ).
Segundo este diagrama, para teores de nquel inferiores a 1-1,5%, o material se comportaria como um ao completamente ferrtico durante o
resfriamento a partir de altas temperaturas. Acima deste teor, existe uma faixa de temperaturas em que a liga bifsica (austenita mais ferrita delta), que se
amplia com o aumento do teor de nquel. Finalmente, anima de cerca de 3,5% de nquel, existe um intervalo de temperaturas em que a liga completamente
austentica, e que se amplia com maiores teores de nquel Com o aumento na quantidade deste elemento, a temperatura M
s
diminuda, mas at cerca de 7 a
8% de Ni esta temperatura permanece acima da ambiente e o ao , portanto, do tipo martenstico. Assim, os aos inoxidveis austenticos so, em geral, ligas
contendo 18%Cr e teores de Ni superiores a 8%.
F
igura 70 - Seo vertical do diagrama ternrio Fe-Cr-Ni com 18% de cromo, vlido para teor de carbono inferior a 0,03%. [6]
Alteraes na quantidade de Cr tm um efeito similar ao j discutido para os outros tipos de aos inoxidveis. Um aumento na quantidade deste
elemento amplia a faixa de existncia da ferrita delta e, conseqentemente, torna necessrio um aumento no teor de nquel para obteno de uma estrutura
austentica temperatura ambiente. Entretanto, um aumento na quantidade de cromo aumenta a estabilidade da austenita em relao ao resfriamento e
deformao plstica, pois causa uma diminuio na temperatura M
s
. Assim, em diversos aos inoxidveis austenticos, a austenita existe temperatura
ambiente como uma fase metaestvel. Em particular, em aos do tipo 17%Cr e 7%Ni (AISI 301), a austenita pode se transformar em martensita por
deformao a temperatura ambiente ou por tratamento a baixa temperatura.
O efeito do carbono sobre a estrutura dos aos inoxidveis austenticos acima de cerca de 900C similar ao do nquel, isto , ele tende a ampliar a
faixa de existncia da austenita e conseqentemente reduz a quantidade de ferrita delta presente a altas temperaturas. Entretanto, a solubilidade do carbono na
austenita diminui com a queda da temperatura. Para ligas com menos de cerca de 0,03% de carbono, este efeito tem pouca importncia metalrgica. Para
teores superiores, o carbono , em geral, completamente solvel na austenita a temperaturas superiores a 1000C. Entretanto, durante um resfriamento lento,
ou durante uma breve permanncia entre cerca de 500 a 900C, um carboneto de cromo M
22
C
6
ou (Cr,Fe)
23
C
6
pode se precipitar e prejudicar certas
propriedades do material, particularmente sua resistncia corroso e sua ductilidade a baixas temperaturas. A precipitao de carbonetos pode ocorrer em
diversos pontos da micro-estrutura, porm sua cintica mais rpida para precipitao em contornos de gro ou de macla (Figura a).
A precipitao de carbonetos uma condio necessria para causar certos efeitos, mas no suficiente. Por exemplo, no caso da corroso
intergranular, esta se atrasa consideravelmente em relao iniciao da precipitao (Figura b). O joelho da curva de corroso ocorre entre cerca de 600 a
700C, que corresponde faixa de temperaturas onde o problema mais crtico.
Os aos inoxidveis austenticos so geralmente usados aps um tratamento trmico de estabilizao, isto , so aquecidos a temperaturas entre 100 e
1100C e resfriados rapidamente ao ar ou em gua. Este tratamento tem como objetivos permitir a recristalizao da micro-estrutura encruada, manter em
soluo slida o carbono, e com isto dar ao material uma estrutura com menor quantidade possvel de outros constituintes, em particular carbonetos. Esta
estrutura representa uma otimizao em termos de ductilidade e resistncia corroso.
Figura 7
0 - (a) Cintica de precipitao de carboneto M
22
C
6
em um ao tipo AISI 304, contendo 0,05% de carbono, previamente temperado de 1250C, (b) relao
entre a precipitao de M
22
C
6
e corroso intergranular do mesmo material. [6]
Finalmente, os aos inoxidveis austenticos podem ter adies de outros elementos para a obteno de propriedades especiais. A Tabela resume os
efeitos dos diversos elementos de liga nestes aos.
Tabela 31 - Efeitos dos elementos de liga nos aos inoxidveis austenticos.
Elementos Tipos de aos Efeitos
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 19/33
C Todos Promove fortemente a formao de austenita Pode formar carbonetos com o
cromo e resultar em corroso intergranular
Cr Todos Promove a formao de ferrita. Aumenta a resistncia oxidao e
corroso
Ni Todos Promove a formao da austenita. Aumenta a resistncia alta temperatura,
resistncia corroso e ductilidade.
N XXX N Promove fortemente a formao da austenita (semelhante ao C). Aumenta a
resistncia mecnica
Nb 347 Reduz a sensibilidade corroso intergranular, combinado com o C. Age
como refinador de gro. Promove a formao de ferrita, aumenta a
resistncia fluncia.
Mn 2 XX Estabiliza a austenita a temperaturas prximas da ambiente, mas forma
ferrita a altas temperaturas. lnibe a fragilidade a quente (hot shortness) pela
formao de MnS.
Mo 316, 317 Aumenta a resistncia a alta temperatura. Aumenta a resistncia corroso
em meios redutores. Promove a formao de ferrita.
P, Se, S 303, 303 Se Aumentam a usinabilidade, mas promovem fissurao de solidificao
durante soldagem. Diminuem ligeiramente a resistncia corroso
Si 302 B Aumenta a resistncia formao de carepa e promove a formao de
ferrita. Em todos os tipos, pequenas quantidades so adicionadas para
desoxidao.
Ti 321 Reduz a sensibilidade corroso intergranular, combinado com o C. Age
como refinador de gro. Promove a formao de ferrita
Cu - Aumenta a resistncia corroso em certos meios. Diminui a sensibilidade
fissurao por corroso sob tenso e causa efeitos endurecedores por
envelhecimento
Estrutura da zona fundida
A micro estrutura da solda dos aos da srie 300 difere em alguma extenso da micro-estrutura do metal de base. Esta, no caso de um material
trabalhado e solubilizado, , em geral, constituda inteiramente de austenita, enquanto que soldas podem reter quantidades variveis de ferrita temperatura
ambiente. Esta estrutura pode ser analisada com o auxlio da Figura ou com o diagrama pseudo-binrio do sistema Fe-Cr-Ni para 70% de ferro. De acordo com
este diagrama, um lquido contendo 70% de Fe, alm de Cr e Ni, pode se solidificar inteiramente como austenita ou inicialmente como austenita e
posteriormente como ferrita ou inicialmente como ferrita e depois como austenita ou ainda inteiramente como ferrita, medida que a relao Cr/Ni aumenta.
Posteriormente, durante o resfriamento parte da ferrita formada durante a solidificao pode se transformar em austenita.
A transformao da ferrita delta em austenita completa somente se o ao permanecer por um tempo suficientemente longo na faixa de temperaturas
na qual a cintica mais rpida. Este no geralmente o caso de soldas, onde o resfriamento rpido causa a reteno de alguma ferrita at a temperatura
ambiente.
A
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 20/33
morfologia e quantidade de ferrita delta ir depender da composio qumica (no caso acima, representado pela relao Cr/Ni) e da velocidade de
resfriamento. Quanto maior esta velocidade, menor deve ser a extenso desta transformao. A Figura 2 mostra algumas morfologias possveis da ferrita delta
em funo da relao Cr/Ni.
Figura 1 - Diagrama pseudo-binrio Fe-Cr-Ni para um teor de ferro de 70%. [6]
F
igura 2 - Exemplos de morfologias da ferrita delta na zona fundida de aos inoxidveis austenticos. [6]
Algumas caractersticas das soldas dos aos inoxidveis austenticos resultam desta estrutura. Ela predominante austentica, possui excelente
ductilidade, comparvel do metal de base, e no sensvel fissurao pelo hidrognio. Devido a isto, no necessria a utilizao de pr-aquecimento
nem, em geral, tratamentos trmicos ps-soldagem. A ferrita delta considerada, em geral, um constituinte desejvel na zona fundida devido ao seu efeito
favorvel na resistncia fissurao na solidificao.
Por outro lado, a sua quantidade deve ser controlada em aplicaes em que a junta deva apresentar uma resistncia corroso tima, em que seja
necessria uma alta tenacidade da solda a baixas temperaturas e, finalmente, em que a pea deva ser completamente no magntica (a ferrita delta uma fase
ferromagntica).
Em aos comerciais, a estrutura da solda no depende somente da velocidade de resfriamento e da do Cr/Ni, pois outros elementos, que afetam a
estabilidade das fases, esto presentes.
Entretanto, de uma forma geral, estes elementos podem ser divididos em formadores de ferrita (por exemplo, Cr, Mo, Si, Nb e AI) e em formadores
de austenita (por exemplo, Ni, C, N e Mn). O efeito relativo destes elementos para a estabilizao de uma fase ou outra pode ser expresso em termos de
expresses equivalentes de cromo ou nquel e a sua influncia combinada pode ser resumida em diagramas constitucionais. Destes, o mais conhecido e
utilizado at hoje, o levantado por Schaeffler na dcada de 40, que mostrado na Figura 3.
Figura 3
Diagrama de Schaeffler para o metal de solda do sistema Fe-Cr-Ni. [7]
Este diagrama permite a predio da micro-estrutura da zona fundida quando a sua composio qumica conhecida e no restrito aos aos
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 21/33
inoxidveis austenticos, podendo ser usado tambm para aos ferrticos e martensticos. Baseado neste diagrama, Sfrian props a frmula abaixo para a
previso da quantidade ferrita delta na zona fundida de uma solda cuja composio casse na regio de coexistncia da ferrita e austenita:
% = 3 (Cr
eq
- 0,93 Ni
eq
- 6,7)
O diagrama de Schaeffler no considera o efeito do nitrognio, um elemento fortemente formador de austenita. Baseado nisto, DeLong props uma
modificao naquele diagrama, tomando um equivalente em nquel igual ao anterior, acrescido de um termo igual a trinta vezes o teor de nitrognio, mostrado
na Figura 4.
Figura 4
Diagrama de DeLong. [8]
Deve-se observar que os diagramas de Schaeffler ou de DeLong no levam em considerao a velocidade de resfriamento. Assim, estes diagramas
fornecem apenas o valor estimado da quantidade de ferrita na solda. Entretanto, na soldagem com eletrodos revestidos, as diferenas devido velocidade de
resfriamento podem ser ignoradas para a maioria das aplicaes. A quantidade de ferrita delta presente na zona fundida temperatura ambiente pode tambm
ser medida diretamente em amostras metalogrficas ou, indiretamente, por difrao de raios X ou pela medida de propriedades magnticas da solda.
Procedimentos baseados nesta ltima tcnica so, em geral, os mais aceitos; o Ferrite Number mostrado no diagrama de DeLong obtido por um mtodo
magntico.
Em aos austenticos Cr-Ni contendo uma proporo de ferrita, uma exposio a temperaturas entre cerca de 600 e 350C por um perodo de tempo
pode resultar na transformao parcial da ferrita em fase sigma.
Esta transformao pode causar uma pequena fragilizao em aos tipo 18%Cr-10%Ni contendo menos de 10% de ferrita. Entretanto, aos deste tipo
com maior quantidade de ferrita ou aos com maior teor de cromo (por exemplo, do tipo 25%Cr-20%Ni) podem sofrer uma substancial perda de ductilidade.
Formao de trincas de solidificao
Os fatores que influenciam a formao de trincas de solidificao em soldas de aos inoxidveis austenticos cromo-nquel so basicamente os
mesmos que afetam outros aos e ligas, isto , a estrutura de solidificao e o nvel de impurezas.
De uma maneira geral, as soldas destes aos podem se solidificar com uma estrutura completamente austentica, ferrtica os como uma mistura destas
duas fases. Observa-se na prtica que as soldas que contm alguma ferrita temperatura ambiente (e possivelmente uma quantidade maior durante a
solidificao) apresentam uma resistncia adequada fissurao para a maioria das aplicaes, enquanto que soldas completamente austenticas so muito
sensveis. A quantidade de ferrita necessria, para garantir imunidade fissurao depende do nvel de restrio da junta e da quantidade e tipo dos elementos
de liga e impurezas presentes na zona fundida. Em condies usuais de soldagem, para aos do tipo 18%Cr - 10%Ni e 24%Cr-12%Ni, esta quantidade mnima
de ferrita est entre cerca de 1 a 8% e os consumveis de soldagem so, em geral, formulados para fornecerem um depsito contendo alguma ferrita.
Algumas das causas mais provveis para explicar o efeito da ferrita na sensibilidade formao de trincas na solidificao so:
a) a maior solubilidade de impurezas prejudiciais (S e P) na ferrita causa uma menor segregao destes elementos quando a solidificao ocorre
inicialmente como ferrita.
b) os contornos austenita-ferrita apresentam menor molhabilidade por filmes lquidos do que contornos ferrita-ferrita ou austenita-austenita;
c) os contornos austenita-ferrita so muito sinuosos, o que dificulta a propagao das trincas;
d) a presena da ferrita resulta em uma maior quantidade de superfcies internas devido s interfaces austenita-ferrita. Este aumento de superfcie
dispersa as impurezas que tendem a segregar nos contornos.
Em zonas fundidas de estrutura completamente austentica, como as obtidas em aos resistentes ao calor do tipo 25%Cr-20%Ni, podem ser formadas
micro-trincas intergranulares que podem ser observadas em micrografias ou por seu efeito de reduzir a ductilidade e a resistncia mecnica. Alternativamente,
fissuras intergranulares grosseiras podem ser formadas e serem detectadas por inspeo com lquidos penetrantes, quando atingem a superfcie.
Os efeitos combinados do mangans e enxofre so similares queles observados nos aos carbonos e de baixa liga, relao Mn/S deve exceder um
certo valor (no caso de soldas completamente austenticas, em tomo de 35) para evitar a fissurao. Normalmente, o teor de enxofre na alma do eletrodo
restrito a um mximo de 0,02%, tendo em mente que a diluio do metal de base e a contaminao do revestimento podem aumentar o teor final de enxofre na
zona fundida.
O fsforo tem um efeito similar ao do enxofre e promove ativamente a fissurao quando presente com um tear superior a cerca de 0,025% em soldas
completamente austenticas. O teor deste elemento deve ser severamente limitado para se evitar a fissurao destas soldas.
O silcio considerado um elemento indesejvel em termos da sensibilidade fissurao e seu teor precisa, normalmente, ser controlado. Quando
inferior a cerca de 0,3%, o metal lquido muito viscoso e pode apresentai incluses de escria. Entretanto, para teores acima de 0,7%, o risco de fissurao
aumenta e a excessiva fluidez da poa de fuso pode reduzir a penetrao na soldagem TIG. Em aos austenticos resistentes ao calor, o silcio pode estar
presente em maiores teores. Contudo, o efeito prejudicial do silcio parece ser bem contrabalanado pela otimizao do teor de carbono (tambm presente
nestes aos em maiores teores). O efeito combinado destes dois elementos em uma solda do tipo 15%Cr-35%Ni com baixos teores de enxofre e fsforo
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 22/33
mostrado na Figura 5. Como se observa, as melhores caractersticas da solda so obtidas para a seguinte relao entre os teores de carbono e silcio:
%C
1< -------------- <6
(%Si + 0,8)
Este requerimento no pode ser obtido em depsitos de aos resistentes ao calor que contenham baixo teor de carbono. Neste caso, necessita-se entre
4 e 6% de mangans e 0,1 a 0,15% de nitrognio para melhorar a resistncia fissurao. A fissurao devido ao silcio pode ser um srio problema na
soldagem de peas fundidas resistentes ao calor, onde o silcio adicionado para melhorar a facilidade de fabricao e em aos tipo 15%Cr-35%Ni-2%Si,
onde este elemento colocado para aumentar a resistncia formao de carepa. Em ambos os casos, a utilizao de um metal de adio de baixo teor de
silcio e o controle da diluio pode ser importante durante a soldagem.
Figura 5
- Efeito combinado do carbono e do silcio na micro-fissurao e na ductilidade de uma solda do tipo 15%Cr-35%Ni. [6]
Nibio uma adio comum em soldas do tipo 18%Cr-10%Ni, geralmente em teores de 1% ou menos. Este elemento forma um constituinte
intergranular de baixo ponto de fuso que pode ser observado em amostras metalogrficas. Este constituinte aumenta a sensibilidade fissurao em soldas
austenticas e deve ter um efeito semelhante em soldas com estrutura bifsica, exigindo, uma maior quantidade de ferrita para controlar a fissurao. Cobre,
zircnio e tntalo tambm parecem aumentar a fissurao. Por outro lado, o molibdnio tende a tornar o depsito mais resistente fissurao e liga 18%Cr-
12%Ni-3%Mo pode ser usada pana a unio de metais de soldagem difcil.
Fissurao na zona termicamente afetada durante soldagem
Em alguns casos, trincas podem surgir no metal de base adjacente linha de fuso, imediatamente aps a soldagem. Esta forma de descontinuidade
muito menos comum do que a fissurao da zona fundida, sendo mais problemtica durante a soldagem com elevado grau de restrio ou de sees
relativamente espessa (acima de cerca de 20mm) de certos tipos de aos inoxidveis, particularmente os do tipo 18%Cr-13%Ni-1%Nb. As trincas formadas
so intergranulares e freqentemente se iniciam na superfcie da pea adjacente margem da solda e se propagam internamente na direo normal
superfcie ou seguindo o perfil da solda.
Diferentes testes em materiais sensveis indicam que Nb, Zr e B so elementos prejudiciais e que a sensibilidade aumentada quando o tamanho de
gro de um metal de base contendo nibio aumentado por um tratamento trmico alta temperatura. Por outro lado, a utilizao de um depsito de solda cuja
temperatura de fuso seja inferior do metal de base pode suprimir a formao de trincas, indicando que a fissurao ocorre a temperaturas muito elevadas.
O mecanismo desta forma de fissurao no ainda bem compreendido. A fissurao ocorre em regies submetidas a alias temperaturas onde
existem evidncias metalogrficas da liquao de constituintes de baixo ponto de fuso, mas pode se propagar at regies submetidas a temperaturas
consideravelmente menores, onde no ocorreu liquao.
Fissurao ao reaquecimento
Alm de ser sensvel fissurao na ZTA durante a operao de soldagem, o ao tipo 18%Cr-13%Ni-1%Nb pode tambm fissurar na regio
adjacente zona fundida durante tratamento trmico ps-soldagem ou servio de alta temperatura. Este tipo de problema tem sido observado em soldas de
materiais espessos (espessura> 20mm) e quando a temperatura de servio ou tratamento trmico superior a cerca de 500C. Este tipo de problema e o
anterior tm sido citados na soldagem em estaes geradoras do vapor, refinarias de petrleo, peas forjadas de grande espessura e na indstria nuclear. As
trincas so intergranulares e se desenvolvem na ZTA, em geral junto linha de fuso.
O mecanismo desta forma de fissurao parece ser semelhante ao descrito para os aos transformveis e envolveria a formao de finos precipitados
de carbonetos intergranulares que tornariam o gro duro e resistente relaxao de tenses por deformao durante a exposio temperatura elevada.
Assim, estas deformaes se concentrariam nos contornos do gro e, se esta deformao excedesse a capacidade de deformao do contorno de gro, trincas
poderiam ser formadas. A fissurao poderia ser facilitada pela fragilizao dos contornos de gro devido segregao de impurezas, como o fsforo, nos
contornos de gro, semelhantemente ao que parece ocorrer nos aos transformveis.
A presena de entalhes produzidos por mordeduras e outras descontinuidades prximas da superfcie da solda aumenta o risco de fissurao e este
risco pode ser reduzido pelo esmerilhamento da margem da solda antes do tratamento trmico ou da colocao da pea em servio. Entretanto, como no caso
dos aos de baixa liga, a soluo mais efetiva a seleo de uma liga no sensvel.
Dos aos inoxidveis austenticos comumente utilizados, os mais sensveis fissurao so os estabilizados com Nb, seguidos pelos estabilizados
com Ti e finalmente pelos tipos no estabilizados (Tabela ). Os aos ligados com Mo, do tipo 18%Cr-10%Ni-2,5%Mo tm tendncia muito fraca fissurao
na ZTA. Entretanto, se o Nb estiver presente, a precipitao e a fissurao ao reaquecimento so possveis e o risco de fissurao aumenta com o teor de Nb.
De uma maneira geral, os teores de Nb e Ti devem ser controlados quando as condies de fabricao, ou de servio implicarem em risco de fissurao.
Tabela 32 - Sensibilidade aparente fissurao da ZTA de diferentes tipos de aos inoxidveis.
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 23/33
Tipo
347 Mais sensvel
321
310Nb
310
309
316
304 Menos sensvel
Corroso intergranular
Se um ao no estabilizado do tipo 18%Cr - 10%Ni, contendo cerca de 0,1%C, brasado ou moldado e ento exposto a certos meios corrosivos, este
material pode ser rapidamente atacado em regies ligeiramente afastadas da solda e paralelas a esta. A regio atacada , em geral, associada com a
precipitao de carbonetos de cromo nos contarmos de gro da austenita e a corroso se processa ao longo destes, causando a separao dos gros. Estas
regies foram aquecidas, durante a soldagem, a temperaturas em tomo de 650C. A severidade deste tipo de ataque (weld decay) aumenta com o teor de
carbono e com a agressividade do meio. Aos contendo menos de 0,08% de carbono podem, em geral, sofrer corroso intergranular devido soldagem
somente em juntas de maior espessura, onde a necessidade da execuo da soldagem em vrios passes pode aumentar o tempo de permanncia na faixa crtica
de temperaturas ou ento em ambientes altamente agressivos. Aos contendo menos de 0,03% de carbono e aqueles estabilizados com nibio ou titnio so,
em geral, imunes a este problema.
A corroso intergranular pode ocorrer em numerosos meios, particularmente em condies cidas, como em ambientes ricos em cido sulfrico,
misturas de cido sulfrico e ntrico ou clordricos e ntricos, cido ntrico quente e cido orgnico quente. Aos contendo Mo e com um teor mximo de 0,08%
sofrem corroso intergranular devido soldagem somente em condies severas como, por exemplo, quando imersos em cido actico quente com cloretos.
A teoria mais aceita para a corroso intergranular em aos inoxidveis austenticos soldados envolve a formao de uma regio empobrecida em Cr,
junto aos contornos de gro, devido precipitao de carbonetos de cromo. Os prprios carbonetos de cromo precipitados no so atacados, mas como eles
contm maior teor de cromo que a matriz, a sua formao requer a difuso deste elemento das reas adjacentes, que se tomam empobrecidas de cromo e,
portanto, menos resistentes corroso. A Figura 6 ilustra este mecanismo.
Alternativamente tem sido sugerido que os precipitados so coerentes e que as tenses devido a esta coerncia se concentram nos contornos de gro,
tornando-os sensveis corroso preferencial. Outra teoria baseia-se no ataque preferencial dos contornos de gro devido precipitao dos carbonetos, que
seriam mais nobres e que, portanto, tornariam os contornos de gro andicos. Em geral, no possvel achar evidncias sobre qual teoria mais provvel.
Existem vrias maneiras de se minimizar o risco de corroso intergranular em soldas. O mtodo mais comum envolve a adio de Nb ou Ti ao metal
de base, j que estes elementos possuem maior afinidade pelo carbono que o cromo e tenderiam a formar carbonetos do tipo NbC ou TiC. Estes possuem
menor solubilidade que o carboneto de cromo, tendendo a no se dissolverem durante trabalho a quente e recozimento do ao. Assim a quantidade de carbono
em soluo em aos estabilizados com Nb ou Ti , em geral, muito baixa e, quando o ao aquecido na faixa de temperaturas de sensibilizao corroso
intergranular, o carboneto de cromo no se precipita. Para este objetivo , adicionada uma quantidade de titnio 4 a 5 vezes maior que o teor de carbono do ao
ou uma de nibio 8 a 10 vezes maior. Estes aos so resistentes corroso intergranular na ZTA, exceto em circunstncias especiais, que sero discutidas
mais tarde.
Figura 6-
Mecanismo de corroso intergranular baseado no empobrecimento de cromo das regies adjacentes aos contornos de gro. [6]
Um mtodo alternativo a reduo do teor de carbono do metal de base para um nvel baixo, em geral inferior a 0,03%. Estes aos de baixo teor de
carbono (L) no so sujeitos precipitao de carbonetos durante a soldagem.
Eletrodos e arames para soldagem de aos estabilizados devem ser tambm estabilizados, uma vez que, em soldas de vrios passes, o metal de solda
j depositado pode ser aquecido na faixa de temperatura de sensibilizao pelos passes seguintes. Nos processos com eletrodo consumvel, particularmente na
soldagem com eletrodos revestidos, nibio geralmente utilizado como estabilizante do metal de adio. Nos processo TIG e oxiacetilnico, titnio tambm
pode ser utilizado. Para a soldagem de aos com baixo teor de carbono, utiliza-se eletrodo de baixo carbono ou, alternativamente, estabilizado.
A sensibilidade corroso intergranular pode ser removida atravs de um tratamento trmico da junta soldada. Dois tratamentos alternativos tm sido
utilizados: a) tratamento de solubilizao, que envolve o aquecimento a uma temperatura entre 1000 e 1.100C por um pequeno perodo de tempo, seguindo-se
um resfriamento rpido at a temperatura ambiente, e b) tratamento de estabilizao, que consiste em um aquecimento at uma temperatura entre 870 e 900C
por cerca de 2 horas. Este tratamento pode completar a precipitao, remover micro-tenses junto aos contornos de gro ou causar difuso de cromo para as
reas empobrecidas. Entretanto, em ambos os casos, necessrio aquecer todo o componente, uma vez que o tratamento trmico localizado simplesmente
causa o deslocamento da regio solubilizada para fora da rea aquecida. Em geral, a utilizao de tratamentos trmicos no possvel devido s dimenses do
componente ou pelos problemas de distoro que causa, ou ento invivel economicamente, quando comparada com a utilizao de material estabilizado ou
de baixo teor de carbono.
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 24/33
A utilizao de um processo com fonte de energia de alta intensidade pode minimizar o problema da corroso intergranular, por reduzir o tempo de
permanncia na faixa crtica de temperatura.
Embora os aos inoxidveis austenticos estabilizados com Nb ou Ti resistam corroso intergranular discutida anteriormente, eles podem se tomar,
aps soldagem, sensveis ao ataque intergranular por meios altamente corrosivos regio imediatamente adjacente solda. Esta forma de corroso parece
envolver a dissoluo preferencial de carbonetos de Ti ou Nb precipitados nos contornos de gro por soluo de cido ntrico concentrado e quente. Um
mecanismo alternativo de sensibilizao envolve a dissoluo parcial dos carbonetos nas regies aquecidas a altas temperaturas (acima de 1.100C para aos
estabilizados com Ti e acima de 1.300C para aos estabilizados com Nb) durante a soldagem e a precipitao de carbonetos de cromo nos contornos de gro
durante um reaquecimento em torno de 650C na soldagem em vrios passes, durante o tratamento trmico de alvio de tenses ou em servio a alta
temperatura. O risco de corroso pode ser diminudo pela reduo do teor de carbono de ao.
Fissurao por corroso sob tenso
Corroso sob tenso uma forma de ataque que pode afetar aos inoxidveis austenticos a tenses de trao e a ambientes corrosivos contendo
cloretos. As trincas so tipicamente transgranulares e ramificadas e podem ser formadas em poucos minutos quando o material exposto a solues
concentradas e quentes de cloretos ou em muitas horas em solues mais diludas e a temperaturas mais baixas.
Esta forma de corroso no especfica de peas soldadas, mas a soldagem pode atuar indiretamente, causando tenses residuais que aumentam o
perigo de ataque, e produzindo uma regio diferente do metal de base em relao corroso sob tenso.
As principais caractersticas desta forma de corroso so:
- existe um perodo de incubao, durante o qual as trincas no so observadas. Aps este perodo, as trincas se desenvolvem rapidamente;
- o problema acelerado pela presena do oxignio;
- a velocidade de ataque grandemente reduzida quando o teor de nquel superior a 40% ou inferior a 5%;
- ligas mais puras so mais resistentes;
- as condies superficiais da pea podem desempenhar um papel importante. Jateamento superficial aumenta a resistncia, possivelmente por criar
tenses residuais compressivas na superfcie;
- a estrutura da liga importante. Ligas ferrticas ou austeno-ferrticas tm melhor resistncia que materiais completamente austenticos. Aos
inoxidveis ferrticos no sofrem corroso sob tenso em presena de cloretos, mas podem ser afetados por sulfeto de hidrognio.
Fissurao por corroso sob tenso usualmente causada pela contaminao acidental dos lquidos utilizados em um processo por solues aquosas
contendo cloretos ou pela contaminao da superfcie da pea por cloreto durante a fabricao ou transporte. As condies mais severas ocorrem em
condies tais que solues contendo cloretos se concentram em contato com a superfcie do metal. O equipamento de ao inoxidvel deve ser projetado de
modo a se evitar a formao de reentrncias e fendas, onde esta concentrao possa ocorrer e, na fabricao, transporte e armazenagem, devem ser tomadas
precaues para se evitar contaminao, por exemplo, por gua do mar.
Aos inoxidveis austenticos podem tambm sofrer corroso sob tenso em solues contendo elevada concentrao de ons hidroxila. Fissurao por
corroso sob tenso pode ocorrer em ambientes oxigenados com gua fervente e, em reatores de gua pressurizada, em ambientes estagnados de gua
boretada. Penetrao e fissurao intergranular em aos inoxidveis austenticos podem ocorrer devido contaminao superficial por elementos de baixo
ponto de fuso, por exemplo, o zinco, seguida de exposio a alta temperatura. De uma forma geral, aconselhvel se evitar qualquer contaminao
superficial (por exemplo, tintas) em um ao inoxidvel austentico, se este for exposto a temperaturas superiores a cerca de 400C.
A fissurao por corroso sob tenso pode ser reduzida ou prevenida por medidas como:
- diminuio do nvel de tenses, por exemplo, atravs de um tratamento trmico de alvio de tenses. Em aos inoxidveis austenticos, este
tratamento feito normalmente entre 900 e 1000C. Cuidados devem ser tomados pesa se evitar o desenvolvimento de tenses residuais nas extremidades da
regio aquecida, devido a gradientes trmicos elevados, e para se evitar a precipitao de fase ou de carbonetos;
- eliminao do componente ambiental crtico, por exemplo, atravs de destilao;
- substituindo a liga, se no for possvel atuar no ambiente nem reduzir o nvel de tenses. Os aos inoxidveis podem ser substitudos por ligas mais
ricas em Ni ou por aos inoxidveis que no contm ou contm menor quantidade de Ni;
- aplicando proteo catdica e
- aplicando inibidores no ambiente.
1. Solidificao de aos inoxidveis austenticos
O metal de solda dos aos inoxidveis austenticos geralmente tem estrutura duplex de austenita e ferrita delta. Experimentalmente tem sido
demonstrado que um contedo de 4% de ferrita delta pode prever a fissurao a quente, sendo que ainda com 5% de ferrita delta o metal de solda pode
apresentar fissurao a quente. Isto indica que ainda no est totalmente resolvido o problema da fissurao quente, alm de que a quantidade de ferrita delta
no o nico parmetro que deve de ser controlado.
Quando solidifica um ao inoxidvel austentico a primeira fase em ser formada pode ser a austenita ou ferrita delta. Muitos dos aos inoxidveis de
tipo comercial tm composio qumica, em que a presena de ambas reaes tem importncia prtica. A Figura 7 apresenta algumas das possveis estruturas
de solidificao. Nos casos 1 e 2 a primeira fase em precipitar austenita, onde se observa que seu crescimento em forma dendrtica.
Em ambos os casos, precipita no espaamento interdendrtico um euttico formado por austenita e ferrita delta. A ferrita delta interdendrtica pode
transformar-se em forma parcial ou total em austenita secundria durante o resfriamento, gerando uma estrutura duplex ou totalmente austentica no metal de
solda (casos 1 e 2 da Figura 7).
Nos aos da srie AISI/ASTM que tem uma relao entre o cromo equivalente e nquel equivalente menor que 1,48 (Cr
eq
/Ni
eq
<1,48) solidificam em
austenita primaria. Sendo o cromo equivalente determinado por: Cr =%Cr + %Mo + %0,5 Nb; e o nquel equivalente Ni = %Ni + 30%C + 0,5 %Mn. A
morfologia da ferrita interdendrtica do tipo vermicular, tpica das estruturas de fundio. Impurezas, como o enxofre, aparecem segregadas fortemente na
forma interdendrtica. Nas estruturas de solidificao 3 e 4 da Figura 7 a solidificao comea com a precipitao da ferrita delta primria com morfologia
dendrtica. No caso 3 a regio interdendrtica formada por um euttico separado, composto por austenita e ferrita delta. Durante o resfriamento posterior, a
austenita do euttico cresce consumindo parte da ferrita euttica e da ferrita primria por meio da transformao de fases no estado slido, controlada pela
velocidade de resfriamento.
F
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 25/33
igura 7 - Esquemas de estruturas de solidificao de aos inoxidveis. [6]
A segregao que ocorrem durante as transformaes lquido-lquido e slido-slido determina que parte da ferrita delta primria se estabiliza pelo
seu elevado teor de cromo e baixo teor de nquel. A ferrita delta, interdendrtica, pode apresentar diferentes morfologias, segundo seja a cintica de
transformao. Na Figura 7-3a observa-se que o crescimento da austenita em forma poligonal, a que controlada por difuso, onde a ferrita delta retida
aparece com morfologia vermicular situada nos eixos das ramas dendrticas, neste caso, a estrutura duplex formada, pode ser confundida com uma estrutura de
solidificao. Os esquemas da Figura 7- 3b, 3c e 3d mostram precipitaes de austenita do tipo Wismanstaten , gerando uma estrutura formada por placas de
austenita e ferrita delta retida entre as placas. As estruturas do caso 3 se formam para relaes 1,48 Cr
eq
/Ni
eq
1,95. Por ltimo, quando a relao
Cr
eq
/Ni
eq
maior que 1,95, a fase primria ferrita delta, nucleando na austenita s no estado slido preferentemente nos contornos de gro, geralmente o
crescimento da austenita em forma de placas atravs dos gros primrios, como mostra o caso 4 da Figura 7. O resultado uma estrutura de placas de
austenita com ferrita delta retida. A caracterstica principal da solidificao em fase ferrtica se relaciona com a distribuio do enxofre, que resulta mais
uniforme dentro dos gros primrios. As relaes de Cr
eq
/Ni
eq
que delimitam a apario dos diferentes tipos de morfologias da ferrita, associados com as
diferentes formas de solidificao, podem ser modificados em funo da velocidade de resfriamento. O clssico diagrama de Schefler-Delong, que considera
s o efeito da composio sobre o contedo de ferrita delta, vlida s para uma determinada faixa de velocidades de resfriamento.
Foi verificado que nem todas as estruturas de solidificao dos aos inoxidveis austenticos podem sofrer fissurao a quente, ainda que tenham o
mesmo contedo de ferrita delta. As estruturas menos suscetveis so aquelas em que a ferrita delta a fase primria. No caso em que a estrutura austentica
na fase primria o enxofre apresenta-se altamente segregado, aumentando a tendncia fissurao a quente. Sendo que quando o contedo de P + S menor
que 0,01% no se produz fissuras a quente, seja estrutura primria de ferrita ou austenita na solda.
No diagrama Schaefler-Delong a linha que realmente separa o campo dos metais de solda suscetveis de trincas a quente no coincide com um valor
fixo de ferrita delta (por exemplo, 4%), aumentado seu teor na medida que aumentam os valores de nquel e cromo equivalente.
Para evitar a trinca a quente nos procedimentos de soldagem se especifica o teor de ferrita delta admissvel, indicando sua provvel presena atravs
do diagrama de Schaefler-Delong ou por meios magnticos ou metalogrficos.
Principais elementos estruturais presentes no metal de solda de aos austenticos:
Originados durante a solidificao:
- Austenita primria (%)
- Ferrita delta primria (% e localizao)
- Ferrita delta euttica (% e localizao)
- Microsegregao (contedo de P + S e distribuio)
- Incluses no metlicas (tipo, tamanho e distribuio).
Originados durante as transformaes de fase em estado slido:
- Austenita poligonal (% de austenita em contorno de gro + austenita poligonal)
- Placas de austenita (%)
- Ferrita delta globular (% e localizao)
3. Soldabilidade dos aos inoxidveis duplex
Os aos inoxidveis duplex podem ser soldados pela maioria dos processos de soldagem, tais como TIG, MIG, plasma, eletrodo revestido, arco
submerso, resistncia eltrica, feixe de eltrons entre outros. A soldabilidade boa e muito parecida dos aos austenticos. Porm, deve-se tomar cuidados
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 26/33
especiais com alguns tipos de fragilizaes que podem ocorrer, principalmente em relao precipitao de fases apresentadas anteriormente. Estas
precipitaes esto diretamente relacionadas histria trmica do material soldado, ou energia de soldagem utilizada.
Nos aos inoxidveis duplex, a energia de soldagem est diretamente associada s transformaes microestruturais e ao desempenho da junta soldada.
Assim, uma energia de soldagem elevada provoca uma baixa velocidade de resfriamento, favorecendo a precipitao de austenita e o equilbrio
microestrutural desejado. Porm, fases secundrias podem precipitar. Por outro lado, uma baixa energia de soldagem, resulta numa elevada velocidade de
resfriamento, retardando a precipitao de austenita e o equilbrio das fases na microestrutura.
Alm da busca de uma energia de soldagem tima, deve-se ainda considerar o fato de que, na soldagem multipasse, a junta submetida a vrios
ciclos trmicos. Isto significa que a regio soldada passa por aquecimentos e resfriamentos consecutivos, comumente pouco controlados. Tais variaes de
temperatura podem modificar a microestrutura original e, conseqentemente afetar o desempenho da junta.
Outro fator bastante relevante para a soldagem dos aos inoxidveis duplex refere-se aos metais de adio. Os consumveis de soldagem atualmente
utilizados podem ser de dois tipos: ligados ao nquel e de mesma composio do metal-base.
A utilizao dos consumveis ligados ao nquel, evita toda a preocupao referente ao balano de fases e controle microestrutural da zona fundida.
Porm, a falta de nitrognio e a presena freqente de nibio nestas ligas contribuem para a ocorrncia de reaes metalrgicas desfavorveis como a
formao de precipitados e regies com elevado teor de ferrita na zona afetada pelo calor.
J os consumveis de mesma composio do metal-base so empregados somente quando a aplicao de um tratamento trmico ps-soldagem na faixa
de 1050C for possvel. Este tratamento visa balancear a microestrutura, fornecendo energia e tempo necessrios para a precipitao da quantidade ideal de
austenita do ao duplex. Uma variao destes consumveis refere-se queles de mesma composio do metal-base, porm enriquecidos em nquel. O aumento
de nquel feito para melhorar o balano de fases na condio como soldado, aumentando a quantidade de austenita no metal de solda. Desse modo, as soldas
realizadas com estes consumveis no necessitam de tratamento trmico ps-soldagem, nem apresentam os problemas derivados da utilizao dos metais de
adio ligados ao nquel.
Portanto, nota-se que a soldagem dos aos inoxidveis duplex envolve muitos detalhes e particularidades. Como exemplo tem-se: necessidade de
controle do aporte de calor, risco de precipitao de fases fragilizantes, escolha do metal de adio correto, possibilidade de crescimento exagerado de gro na
zona afetada pelo calor, etc. Alm disso, informaes sobre tipos de chanfro, preaquecimentos, tratamentos trmicos ps-soldagem, temperaturas interpasse e
velocidades de resfriamento tambm so necessrios e de vital importncia para a qualidade da junta soldada.
O processo de soldagem por eletrodo revestido verstil, simples, barato, de tecnologia amplamente difundida e pode ser aplicado aos aos duplex.
Porm, a quantidade de artigos tcnicos sobre a soldagem multipasse dos aos inoxidveis duplex por eletrodo revestido bastante reduzida.
5.4.1. Aos inoxidveis superduplex
So caracterizados pela composio qumica similar dos aos inoxidveis duplex, com maiores teores de Cr, Ni, Mo e N e com adies menores de Cu e W.
So caracterizados por um comportamento de transformao e precipitao complexo. Durante o processamento, no resfriamento, desenvolvem-se
microestruturas contendo fraes volumtricas comparveis de fases austenticas e ferrticas com diferentes propriedades fsicas e mecnicas. Isto leva
evoluo de nveis elevados de tenses internas, tornando o material susceptvel formao de trincas durante o resfriamento e fazendo com que o
processamento de tais fundidos seja complicado e custoso. Esta fragilizao atribuda precipitao da fase sigma nos contornos de fase. Produzir uma
distribuio vantajosamente homognea da fase sigma, atravs da formao de uma microestrutura primria refinada durante a solidificao pode ser uma
maneira de contornar este problema [41].
Os aos inoxidveis superduplex so amplamente utilizados em ambientes contendo ons da famlia dos halognios, principalmente por on cloreto (Cl
-
). Os
ambientes mais comuns, onde se utilizam esses materiais, so as guas dos oceanos, onde as concentraes de NaCl variam de 3,0% a 21,0%.
Os aos inoxidveis superduplex tm propriedades mais nobres em relao aos duplex e apresentam uma superior resistncia equivalente corroso por pite
(P. R. E., pitting resistance equivalent) maior que 40, sendo o P. R. E. calculado pelas Equaes 1 ou 2 [34].
PRE
N
= % Cr + 3,3% Mo + 16% N (Equao 1)
PRE
W
= %Cr +3,3(%Mo + 0,5% W) + 16% N (Equao 2)
Na tabela 33 apresenta-se a composio qumica tpica do AID e AISD comerciais mais comuns, sendo ressaltados os aos inoxidveis superduplex.
Tabela 33 - Composio qumica dos AID mais comuns, em destaque, os AISD
[36].
Nome Comercial Denominao uns Cr Mo Ni N
Outros
Elementos
pre*
saf 2304 s32304 23 0,2 4 0,1 - 25
ur35n s32304 23 0,2 4 0,1 - 25
3re60 s31500 18,5 2,7 5 0,07 1,5 Si 29
ur 45 s31803 22 3 5,3 0.17 - 35
saf 2205 s31803 22 3 5,3 0,17 - 35
2205 s31803 22 3 5,3 0,17 - 35
falc 223 s31803 22 3 5,3 0,17 - 35
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 27/33
af 22 s31802 22 3 5,3 0,17 - 35
VS 22 s31803 22 3 5,3 0,17 - 35
10re51 s32900 25 1,5 4,5 - - 30
dp3 s31260 25 3 6,5 0,16 0,5 Cu - 0,3 W 37
ur52n s32550 25 3 6,5 0,18 1,6 Cu 38
ferralium 255 s32550 25 3 6,5 0,18 1,6 Cu 38
ur 47n s32200 25 3 6,5 0,18 - 38
zeron 100 s32760 25 3,6 7 0,25 0,7 Cu 0.7 W 41
ur52n+ s32550 25 3,8 6 0,25 1,5 Cu 42
saf 2507 s32750 25 3,8 7 0,27 - 42
*PRE: equivalente de resistncia ao pite
Existem elementos, que, em conjunto com o cromo e o nquel fazem parte da composio destes materiais e cujas conseqncias nas propriedades e
estabilizao dos AID podem ser observadas na Tabela 34.
Tabela 34 - Influncia dos elementos de liga nas propriedades e estabilizao dos aos inoxidveis duplex [34]
Elemento Aumenta Estabiliza Diminui
Cromo Ferrita P.R.E. Tenacidade
Molibdnio Ferrita P.R.E. Tenacidade
Nquel Austenita Tenacidade
Mangans Austenita Solubilidade do Nitrognio
Cobre Austenita Resistncia corroso
Dureza
Nitrognio Austenita P.R.E.
Dureza
Nibio Ferrita Resistncia Mecnica Tenacidade
5.4.1.1. Metalurgia da soldagem dos aos inoxidveis superduplex
Na soldagem de AID, a microestrutura varia desde a poa de fuso at o metal adjacente solda como conseqncia da histria trmica (ciclos trmicos e
repartio trmica) experimentada. Na Figura 78, apresenta-se o diagrama esquemtico que relaciona a repartio trmica com o diagrama de fase
pseudobinrio Fe-Cr-Ni com 70% Fe e as zonas presentes: zona fundida, zona de ligao e uma zona afetada pelo calor formada pela zona de crescimento de
gro da ferrita, zona parcialmente transformada e o metal de base no afetado. A microestrutura final depende da velocidade de resfriamento a partir de cada
temperatura mxima presente na repartio trmica.
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 28/33
Figura 78 - Diagrama esquemtico que define as diferentes zonas da junta soldada de acordo com a repartio trmica para um ao inoxidvel duplex [19].
Transformaes na poa de fuso durante a solidificao
Na poa de fuso, o balano microestrutural austenita-ferrita ajustado pela composio qumica. Ela pode ser controlada pelo metal de adio, pelos gases
utilizados durante a soldagem, e pelas condies trmicas durante a soldagem.
A solidificao pode ser baseada no diagrama pseudobinrio Fe-Cr-Ni com 70% Fe apresentado na Figura 79.
Figura 79 - Diagrama pseudobinrio Fe-Cr-Ni com 70% Fe
Temperatura em C [16].
Os AID solidificam como ferrita em temperaturas prximas de 1450C. A microestrutura permanece ferrtica at atingir a linha solvus da ferrita.
Durante o resfriamento no estado slido, ocorre a precipitao de austenita em temperaturas menores que as da linha solvus da ferrita. A temperatura de incio
de precipitao depende da relao dos elementos estabilizadores da ferrita e da austenita. Quando esta relao baixa, a transformao comea em
temperaturas levemente abaixo do intervalo de solidificao. Nestas temperaturas, a difuso bem rpida propiciando uma frao de austenita elevada.
Quando a relao entre os elementos estabilizadores da ferrita e da austenita alta, a precipitao de austenita comea em temperaturas mais baixas e
fortemente influenciada pela velocidade de resfriamento [3].
A austenita comea a precipitar nucleando no contorno de gro ferrtico. A quantidade de austenita formada funo do tempo e da temperatura, produzindo-
se uma maior frao volumtrica da austenita nas velocidades de resfriamento menores.
Na poa de fuso, a microestrutura pode apresentar altos teores de ferrita [3] quando a soldagem for autgena. O teor de ferrita deve ser limitado j que altos
teores de ferrita diminuem a tenacidade da junta [21]. A utilizao de nitrognio no gs de proteo e/ou metal de adio com teor de nquel elevado pode
resolver este problema causado pela microestrutura da zona fundida.
5.4.1.2. Solidificao de aos inoxidveis duplex e superduplex
O metal de solda dos aos inoxidveis austenticos geralmente tem estrutura dplex de austenita e ferrita delta. Experimentalmente tem sido demonstrado que
um contedo de 4% de ferrita delta pode prever a fissurao a quente, sendo que ainda com 5% de ferrita delta o metal de solda pode apresentar fissurao a
quente. Isto indica que ainda no esta totalmente resolvido o problema da fissurao a quente, alem de que a quantidade de ferrita delta no o nico
parmetro que deve de ser controlado [13].
Quando solidifica um ao inoxidvel austentico a primeira fase em ser formada pode ser a austenita ou ferrita delta. Muitos dos aos inoxidveis de tipo
comercial tm composio qumica, em que a presena de ambas reaes tem importncia prtica. A Figura 77 apresenta algumas das possveis estruturas de
solidificao. Nos casos 1 e 2 a primeira fase em precipitar austenita, onde se observa que seu crescimento em forma dendrtica.
Em ambos os casos precipita, no espaamento interdendrtico, um euttico formado por austenita e ferrita delta. A ferrita delta interdendrtica pode
transformar-se em forma parcial ou total em austenita secundria durante o resfriamento, gerando uma estrutura duplex ou totalmente austentica no metal de
solda (casos 1 e 2 da Figura 77).
Nos aos da serie AISI/ASTM que tem uma relao entre o cromo equivalente e nquel equivalente menor que 1,48 (Cr
eq
/Ni
eq
<1,48) solidificam em
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 29/33
austenita primaria. Sendo o cromo equivalente determinado por: Cr =%Cr + %Mo + %0,5 Nb; e o nquel equivalente Ni = %Ni + 30%C + 0,5 %Mn. A
morfologia da ferrita interdendrtica do tipo vermicular, tpica das estruturas de fundio. Impurezas como o enxofre aparecem segregadas fortemente na
forma interdendrtica.
Transformaes na zona termicamente afetada (ZTA)
Na zona termicamente afetada (ZTA) o balano microestrutural austenita-ferrita determinado somente pelas condies de aquecimento e resfriamento, pela
temperatura mxima atingida e pelo tempo de permanncia nessa temperatura. Eles so conseqncia de fatores como: espessura do material, energia da
soldagem transferida, temperatura de pr-aquecimento e temperatura de interpasses.
As transformaes no estado slido podem envolver a dissoluo parcial da austenita e dos precipitados durante o aquecimento, e a formao da austenita e
precipitados durante o resfriamento em contorno de gro ferrtico e em alguns stios intragranulares.
Na figura 80 observa-se microestruturas do ao AISD UNS S32750, da amostra soldada com 0,8 kJ/mm.
As transformaes na ZTA podem ser explicadas com a ajuda do diagrama apresentado na Figura 81, para um ponto aquecido a uma temperatura maior que a
solvus da ferrita [30].
(a)
(b)
(c)
Figura 80 Microestruturas do AISD UNS S32750, da amostra soldada com 0,8 kJ/mm.
1. Metal de base (500x); (b) Interface cordo/ZTA (200x); (c) ZF (200x).
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 30/33
Figura 81 - Ciclo trmico na ZAC para temperatura acima da solvus na ferrita.
Na regio I, as mudanas microestruturais so dominadas pela dissoluo de austenita e os precipitados presentes no material base. Assim, um aquecimento
rpido retarda a dissoluo da austenita e dos precipitados, enquanto o aquecimento lento permitir a completa dissoluo da austenita em temperaturas
prximas temperatura solvus.
Na regio II, representa-se a poro do ciclo trmico que passou completamente ao campo ferrtico, que adjacente linha de fuso, e predomina o
crescimento de gro ferrtico.
Na regio III, onde ocorre o resfriamento abaixo da linha solvus, as mudanas microestruturais incluem a reformao de austenita e a precipitao de fases
intermetlicas, como produto da velocidade de resfriamento, que relacionado ao tempo de resfriamento.
A quantidade de ferrita presente na ZAC na temperatura ambiente funo da velocidade de resfriamento no intervalo de temperatura entre 1200 e 800C
pode ser predito usando-se a mesma equao que se usa para t
8/5
dos modelos de fluxo de calor existentes, como foi verificado por Terasaki e Gooch [45] o
erro de aproximadamente 15% com relao s medidas experimentais.
Quanto mais altas as temperaturas e maior o tempo de exposio s mesmas, maiores so as possibilidades de transformao da estrutura bifsica dos AID e
AISD. Portanto, para a soldagem desses aos, recomendada a utilizao de processos de soldagem de baixa energia trmica, como o Processo de Soldagem
TIG.
5.5. Processo de Soldagem TIG
O processo TIG (Tungsten Inert Gas) utiliza como fonte de calor um arco eltrico mantido entre um eletrodo no consumvel de tungstnio e a pea a soldar.
A proteo da regio da soldagem feita por um fluxo de gs inerte. A soldagem pode ser feita com ou sem metal de adio.
Os equipamentos necessrios para a soldagem manual pelo processo TIG so mostrados na Figura 81. A fonte de energia sempre de corrente constante e
pode ser gerador, retificador ou transformador, dependendo do metal a ser soldado. A unidade de alta freqncia fundamental para a soldagem em corrente
alternada, e deve ter intensidade regulvel e controle de pr e ps-vazo do gs inerte, quando no includo na fonte de energia. A tocha TIG o dispositivo
que fixa o eletrodo de tungstnio, conduz a corrente eltrica e proporciona a proteo gasosa necessria regio circundante do arco eltrico e poa de
fuso [25].
As variveis do processo para a qualificao conforme a norma ASME Seo IX que so consideradas essenciais: metal-base, metal de adio, pr-
aquecimento, tipo de gs de proteo [23].
Figura 81 Ponta da tocha do processo de soldagem TIG [25].
A energia de soldagem est relacionada com a Tenso, a Corrente e a Velocidade de soldagem. No caso de corrente contnua o calor fornecido dado pela
equao 4 [23]:
(Equao 8)
onde: H = Energia de soldagem (J/cm)
V = Tenso de soldagem (V)
I = Corrente de soldagem (A)
v = velocidade de soldagem (cm/min)
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 31/33
a) Gases de proteo
Os gases mais utilizados na soldagem TIG so o argnio, o hlio ou suas misturas. A pureza do gs de proteo de ser 99,99% para qualquer dos gases. A
Tabela 35 mostra a caractersticas desses gases.
Tabela 35 - Caractersticas dos gases de proteo utilizados no processo TIG [23].
Argnio Hlio
- Baixa tenso de arco
- Menor penetrao
- Adequado soldagem de chapas finas
- Soldagem manual devido ao pequeno
gradiente de tenso
- Maior ao de limpeza
- Arco mais estvel
- Fcil abertura do arco
- Utilizado em CC e CA
- Custo reduzido
- Vazo para proteo pequena
- Maior resistncia corrente de ar lateral
- Elevada tenso de arco
- Maior penetrao
- Adequado soldagem de grandes
espessuras
- Soldagem automtica
- Menor ao de limpeza
- Arco menos estvel
- Dificuldade na abertura do arco
- Custo elevado
- Vazo para proteo de 2 a 3 vezes maior
que argnio
- Menor resistncia corrente de ar lateral
Para soldagem de aos inoxidveis utilizando o processo TIG, utiliza-se o gs argnio com corrente contnua polaridade direta ou hlio tambm com corrente
contnua polaridade direta. A caracterstica da soldagem um arco estvel e de fcil controle, apresentando uma grande penetrao [26].
b) Metal de Adio
A escolha do metal de adio deve levar em considerao alguns fatores. Por exemplo, o metal de adio deve ser de composio qumica prxima do metal
base.
A Tabela 36 mostra a composio qumica de arames e varetas de algumas classes de ao inoxidvel conforme a AWS A5.9-93 [28].
Tabela 36 - Composio qumica de arames e varetas conforme a AWS A5.9-93 [28].
Classificao
AWS
Composio qumica (% em peso)
C Cr Ni Mo Mn Si P S N Cu
ER209 0,05 21-24 9,5-12 1,5-3 4 -7 0,9 0,03 0,03 0,1-0,3 0,75
ER218 0,1 16,0-18,0 8,0-9,0 0,75
7,0-
9,0
3,4-4,5 0,03 0,03
0,08-
0,18
0,75
ER307
0,04-
0,14
19,5-22,0
8,0-
10,7
0,5-
1,5
3,3-
4,75
0,3-
0,65
0,03 0,03 - 0,75
ER308 0,08 19,5-22,0
9,0-
11,0
0,75
1,0-
2,5
0,3-
0,65
0,03 0,03 - 0,75
ER308H
0,04-
0,08
19,5-22,0
9,0-
11,0
0,50
1,0-
2,5
0,3-
0,65
0,03 0,03 - 0,75
ER308L 0,03 19,5-22,0
9,0-
11,0
0,75
1,0-
2,5
0,3-
0,65
0,03 0,03 - 0,75
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 32/33
ER308Mo 0,08 18,0-21,0
9,0-
12,0
2,0-
3,0
1,0-
2,5
0,3-
0,65
0,03 0,03 - 0,75
ER308Si 0,08 19,5-22,0
9,0-
11,0
0,75
1,0-
2,5
0,3-
0,65
0,03 0,03 - 0,75
ER309 0,12 23,0-25,0
12,0-
14,0
0,75
1,0-
2,5
0,3-
0,65
0,03 0,03 - 0,75
ER309L 0,03 23,0-25,0
12,0-
14,0
0,75
1,0-
2,5
0,3-
0,65
0,03 0,03 - 0,75
ER310
0,08-
0,15
25,0-28,0
20,0-
22,5
0,75
1,0-
2,5
0,3-
0,65
0,03 0,03 - 0,75
ER312 0,15 28,0-32,0
8,0-
10,5
0,75
1,0-
2,5
0,3-
0,65
0,03 0,03 - 0,75
ER316 0,08 18,0-20,0
11,0-
14,0
2,0-
3,0
1,0-
2,5
0,3-
0,65
0,03 0,03 - 0,75
ER317 0,08 18,5-20,5
13,0-
15,0
3,0-
4,0
1,0-
2,5
0,30-
0,65
0,03 0,03 - 0,75
A Tabela 37mostra as propriedades mecnicas do metal da solda para os aos ao cromo e Cr-Ni [28].
Tabela 37 - Propriedades mecnicas do metal de solda para aos ao cromo e Cr-Ni [28].
Classificao
AWS
Limite de resistncia (MPa) Alongamento min. (%)
E209
E219
E240
E307
E308
E308H
E308L
E308Mo
E308MoL
E309
E309L
E309Cb
E309Mo
E310
E310H
690
620
690
590
550
550
520
550
520
550
520
550
550
550
620
15
15
15
30
35
35
35
35
35
30
30
30
30
30
10
29/10/2014 2
http://dc244.4shared.com/doc/xaUSsk0w/preview.html 33/33
E310Cb
E310Mo
E312
E316
E317
550
550
660
520
550
25
30
22
30
30
Você também pode gostar
- 5 Soldabilidade Dos Aços Inoxidáveis (5) OkDocumento47 páginas5 Soldabilidade Dos Aços Inoxidáveis (5) OkEdenilson BotelhoAinda não há avaliações
- (Microsoft Word - Smith Cap7 ADocumento38 páginas(Microsoft Word - Smith Cap7 Aberingela100% (4)
- Soldabilidade de Aços Carbono e ARBLDocumento10 páginasSoldabilidade de Aços Carbono e ARBLguilhermelaspAinda não há avaliações
- Capitulo 1 Metalurgia Geral Da SoldagemDocumento34 páginasCapitulo 1 Metalurgia Geral Da SoldagemFabiano CaldasAinda não há avaliações
- Aços Carbono EutetoideDocumento4 páginasAços Carbono EutetoideLe JungAinda não há avaliações
- Soldagem Aços InoxidáveisDocumento53 páginasSoldagem Aços InoxidáveisBruno CamposAinda não há avaliações
- Metalurgia da soldagem: introduçãoDocumento19 páginasMetalurgia da soldagem: introduçãomaiconAinda não há avaliações
- Aula de Metalurgia Da SoldagemDocumento22 páginasAula de Metalurgia Da SoldagemDiego AraújoAinda não há avaliações
- Ferros FundidosDocumento46 páginasFerros FundidosErifeos Eri FeosAinda não há avaliações
- Aços Inoxidaveis e Aços FerramentaDocumento26 páginasAços Inoxidaveis e Aços Ferramentareputation0Ainda não há avaliações
- Aula 4Documento22 páginasAula 4Demóstenes Vaz de OliveiraAinda não há avaliações
- Soldabilidade dos Aços InoxidáveisDocumento13 páginasSoldabilidade dos Aços InoxidáveisailtonsfAinda não há avaliações
- Trinca A Frio em Arbl CR MoDocumento16 páginasTrinca A Frio em Arbl CR MocarecalcsmAinda não há avaliações
- Ensaio Pela Analise de CentelhasDocumento15 páginasEnsaio Pela Analise de CentelhasAtanaildo CamposAinda não há avaliações
- Tratamento Térmico 2Documento58 páginasTratamento Térmico 2nrogern100% (1)
- Aço DoceDocumento5 páginasAço Docejucara_stnt100% (1)
- 1 Atividade Avaliativa IndividualDocumento4 páginas1 Atividade Avaliativa Individualsandro ViannaAinda não há avaliações
- Apostila InoxDocumento123 páginasApostila InoxPaulo Roberto Carneiro Queiroz100% (1)
- Soldabilidade dos Aços Transformáveis: Fatores que Influenciam a Microestrutura e Propriedades da Zona FundidaDocumento79 páginasSoldabilidade dos Aços Transformáveis: Fatores que Influenciam a Microestrutura e Propriedades da Zona FundidafofossAinda não há avaliações
- Tratamentos Térmicos dos MicroconstituintesDocumento28 páginasTratamentos Térmicos dos MicroconstituintesNayara NeresAinda não há avaliações
- FerrofundidoDocumento10 páginasFerrofundidoAlan MárciaAinda não há avaliações
- Apresentação 1Documento9 páginasApresentação 1paulofiemgAinda não há avaliações
- Mecanismos de Deterioração-1Documento37 páginasMecanismos de Deterioração-1Raphael ConsAinda não há avaliações
- Ferros, aços e seus constituintes estruturaisDocumento20 páginasFerros, aços e seus constituintes estruturaisFábio Máximo RutkoskiAinda não há avaliações
- Cast Metals Handbook TraduçãoDocumento18 páginasCast Metals Handbook TraduçãoRafael de PaulaAinda não há avaliações
- Soldagem de aços carbono e ARBLDocumento10 páginasSoldagem de aços carbono e ARBLFabricio TarulloAinda não há avaliações
- Tipos de Ferro FundidoDocumento22 páginasTipos de Ferro FundidoPatricia BrandAinda não há avaliações
- Aço Inox Duplex e Aço Maraging (GISELLY BASILIO E GILBERTO PDocumento27 páginasAço Inox Duplex e Aço Maraging (GISELLY BASILIO E GILBERTO PEdis KuznierAinda não há avaliações
- Aços e Ferros FundidosDocumento26 páginasAços e Ferros FundidosSamuel SilveiraAinda não há avaliações
- Aula 10 - RevenidoDocumento36 páginasAula 10 - RevenidoLazaro Coutinho100% (1)
- Propriedades e classificação dos ferros fundidos brancos e ligadosDocumento49 páginasPropriedades e classificação dos ferros fundidos brancos e ligadosDAVI ARCANJO SILVA BADARÓAinda não há avaliações
- Aços Inoxidáveis: Propriedades e AplicaçõesDocumento40 páginasAços Inoxidáveis: Propriedades e Aplicaçõesjaelson silvaAinda não há avaliações
- Soldagem A - Os Inoxid - Veis P - S PDFDocumento144 páginasSoldagem A - Os Inoxid - Veis P - S PDFSal EvaristoAinda não há avaliações
- Treinamento para Engenheiros de Soldagem IDocumento33 páginasTreinamento para Engenheiros de Soldagem IRamonAinda não há avaliações
- Lista de Exercícios Tec Sold IDocumento4 páginasLista de Exercícios Tec Sold IRaphael GachetAinda não há avaliações
- 1687062155120+introdução TeoricaDocumento5 páginas1687062155120+introdução TeoricaLuan MoraesAinda não há avaliações
- Ferro Fundido 3Documento22 páginasFerro Fundido 3Maria Eduarda dos Santos TorresAinda não há avaliações
- 11 - PAULO J. MODENESI - 2004 - Soldabilidade Dos Aços Transformáveis PDFDocumento71 páginas11 - PAULO J. MODENESI - 2004 - Soldabilidade Dos Aços Transformáveis PDFLuan CaetanoAinda não há avaliações
- Tratamento Térmico No LatãoDocumento16 páginasTratamento Térmico No LatãoPaulo Felipe Oczkovski100% (1)
- Ferro Fundido BrancoDocumento46 páginasFerro Fundido BrancoDAVI ARCANJO SILVA BADARÓAinda não há avaliações
- Propriedades e aplicações do ferro fundido brancoDocumento46 páginasPropriedades e aplicações do ferro fundido brancoDAVI ARCANJO SILVA BADARÓAinda não há avaliações
- Trincas Causas e Metodos de Prevencao em Acos Estruturais SoldadosDocumento31 páginasTrincas Causas e Metodos de Prevencao em Acos Estruturais SoldadosTiago CamposAinda não há avaliações
- MC1-Aula 3Documento37 páginasMC1-Aula 3Martin MitsengaAinda não há avaliações
- Aços ARBL - Metalurgista Industrial 2Documento4 páginasAços ARBL - Metalurgista Industrial 2Jonathan ViníciusAinda não há avaliações
- Ferro Fundido Nodular x CinzentoDocumento5 páginasFerro Fundido Nodular x CinzentoEduardo Henriques D'CastroAinda não há avaliações
- Defeitos em Soldagem PDFDocumento32 páginasDefeitos em Soldagem PDFFernando VittoAinda não há avaliações
- Tecnologia dos Materiais: Aços, Ferros Fundidos e Tratamentos TérmicosDocumento41 páginasTecnologia dos Materiais: Aços, Ferros Fundidos e Tratamentos TérmicosLuiz Felipe Rugeri KurtzAinda não há avaliações
- Tratamento Térmico em Ferro Fundido Branco Alto Cromo IIDDocumento8 páginasTratamento Térmico em Ferro Fundido Branco Alto Cromo IIDLucas CunhaAinda não há avaliações
- 5 - Aços e Ferros FundidosDocumento23 páginas5 - Aços e Ferros FundidosJuliana OliveiraAinda não há avaliações
- Soldabilidade dos aços transformáveisDocumento71 páginasSoldabilidade dos aços transformáveisSidnaldo Da Silva AlexandrinoAinda não há avaliações
- Trabalhosobreferrofundidocinzento 230217185617 93cd375cDocumento20 páginasTrabalhosobreferrofundidocinzento 230217185617 93cd375cCleveston MoraisAinda não há avaliações
- Efeitos Dos Elementos de LigaDocumento7 páginasEfeitos Dos Elementos de Ligaed wilsonAinda não há avaliações
- Aula 8 - Ferros FundidosDocumento37 páginasAula 8 - Ferros FundidosBreno DellaAinda não há avaliações
- Soldabilidade de Metais: Fatores e ProcessosDocumento13 páginasSoldabilidade de Metais: Fatores e ProcessosWaldri MecatronicafasbAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Dimensionamento de elementos e ligações em estruturas de açoNo EverandDimensionamento de elementos e ligações em estruturas de açoAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Tratamentos térmicos e superficiais dos açosNo EverandTratamentos térmicos e superficiais dos açosNota: 4.5 de 5 estrelas4.5/5 (3)
- Esquema Eletrico Fiat FreemontDocumento9 páginasEsquema Eletrico Fiat Freemontedpsousa77% (13)
- Esquema Eletrico Fiat BravaDocumento6 páginasEsquema Eletrico Fiat Bravaedpsousa76% (17)
- Esquema Eletrico Fiat DobloDocumento26 páginasEsquema Eletrico Fiat Dobloedpsousa100% (3)
- Esquema Eletrico Grand CaravanDocumento6 páginasEsquema Eletrico Grand Caravanedpsousa100% (2)
- Esquema Eletrico Fiat 500Documento20 páginasEsquema Eletrico Fiat 500edpsousa80% (5)
- Esquema Eletrico Fiat BravoDocumento14 páginasEsquema Eletrico Fiat Bravoedpsousa67% (6)
- Esquema Eletrico Fiat ArgoDocumento8 páginasEsquema Eletrico Fiat Argoedpsousa69% (16)
- Esquema Eletrico Citroen EvasionDocumento9 páginasEsquema Eletrico Citroen EvasionedpsousaAinda não há avaliações
- Esquema Elétrico BMW 318Documento10 páginasEsquema Elétrico BMW 318edpsousa0% (2)
- Esquema Elétrico Citroen C4Documento13 páginasEsquema Elétrico Citroen C4edpsousa79% (33)
- Esquema Eletrico Citroen XsaraDocumento13 páginasEsquema Eletrico Citroen Xsaraedpsousa88% (17)
- Esquema Elétrico CieloDocumento9 páginasEsquema Elétrico Cieloedpsousa75% (4)
- Esquema Elétrico Citroen C3Documento8 páginasEsquema Elétrico Citroen C3edpsousa71% (17)
- Esquema Eletrico Citroen C5Documento9 páginasEsquema Eletrico Citroen C5edpsousa100% (2)
- Esquema Elétrico Citroen BerlingoDocumento8 páginasEsquema Elétrico Citroen Berlingoedpsousa75% (4)
- Respostas Exercicios Tabelas de FrequenciasDocumento5 páginasRespostas Exercicios Tabelas de FrequenciasClaudia FiuzaAinda não há avaliações
- Esquema Elétrico NeonDocumento7 páginasEsquema Elétrico NeonedpsousaAinda não há avaliações
- Esquema Eletrico BMW 316Documento10 páginasEsquema Eletrico BMW 316edpsousaAinda não há avaliações
- Lixões No Brasil Jornal NacionalDocumento5 páginasLixões No Brasil Jornal NacionaledpsousaAinda não há avaliações
- Esquema Eletrico Audi Q5Documento10 páginasEsquema Eletrico Audi Q5edpsousaAinda não há avaliações
- A3Documento10 páginasA3edpsousaAinda não há avaliações
- Resolvendo problema geométrico com números complexosDocumento41 páginasResolvendo problema geométrico com números complexosedpsousaAinda não há avaliações
- ROL e tabelas de frequênciasDocumento22 páginasROL e tabelas de frequênciasedpsousa100% (1)
- RESPOSTAS EXERCICIOS Medidas de PosicaoDocumento1 páginaRESPOSTAS EXERCICIOS Medidas de PosicaoedpsousaAinda não há avaliações
- Estatística Aplicada à Gestão EmpresarialDocumento20 páginasEstatística Aplicada à Gestão EmpresarialfrahedlerAinda não há avaliações
- O Que São Medidas de PosiçãoDocumento26 páginasO Que São Medidas de PosiçãoedpsousaAinda não há avaliações
- ROL e tabelas de frequênciasDocumento22 páginasROL e tabelas de frequênciasedpsousa100% (1)
- Mat ppt17Documento20 páginasMat ppt17edpsousaAinda não há avaliações
- Forma Algébrica dos Números ComplexosDocumento31 páginasForma Algébrica dos Números ComplexosedpsousaAinda não há avaliações
- Formas trigonométricas de números complexosDocumento10 páginasFormas trigonométricas de números complexosMarioluigi YoshiAinda não há avaliações
- Livro de Resumos EnqFor - CompletoDocumento156 páginasLivro de Resumos EnqFor - CompletoheavelynbastardsAinda não há avaliações
- Composição e parâmetros de farinhas de subprodutosDocumento8 páginasComposição e parâmetros de farinhas de subprodutosAgnelli Holanda OliveiraAinda não há avaliações
- 100 Questoes FCC Carlos ZambeliDocumento46 páginas100 Questoes FCC Carlos ZambeliPlano ObraAinda não há avaliações
- O Desenvolvimento Simbólico Do BebêDocumento18 páginasO Desenvolvimento Simbólico Do BebêCamila Domiciano100% (1)
- Inflamação aguda emDocumento5 páginasInflamação aguda emicherlloydAinda não há avaliações
- CP Med Extensivo Apostila 01 Técnica OperatóriaDocumento62 páginasCP Med Extensivo Apostila 01 Técnica OperatóriaJoao Otavio BorbaAinda não há avaliações
- Teoria Melanie KleinDocumento6 páginasTeoria Melanie KleinFernanda Querino PernicaAinda não há avaliações
- Retenção placentária em vacasDocumento7 páginasRetenção placentária em vacasPRISCILLA DAYANNE CHAGAS SOUZAAinda não há avaliações
- 5 - Terapia FotodinamicaDocumento10 páginas5 - Terapia FotodinamicaClarice BritoAinda não há avaliações
- Anatomia do aparelho respiratórioDocumento4 páginasAnatomia do aparelho respiratórioJoabson RibeiroAinda não há avaliações
- Bioaumentação saneamentoDocumento32 páginasBioaumentação saneamentoCleveland M JonesAinda não há avaliações
- Melhor Resenha Blade Runner 2049Documento22 páginasMelhor Resenha Blade Runner 2049mchamarellifhAinda não há avaliações
- TCE: Trauma CranioencefálicoDocumento4 páginasTCE: Trauma CranioencefálicoLarissa BritoAinda não há avaliações
- Ser Estoico - Eterno Aprendiz - Ward FarnsworthDocumento519 páginasSer Estoico - Eterno Aprendiz - Ward FarnsworthThayara Martins75% (4)
- Livro Crianças e CavalosDocumento185 páginasLivro Crianças e Cavalosana luiza Rodrigues Maciel Lopes100% (1)
- Idade AntigaDocumento41 páginasIdade AntigaAlisson Fonseca TavaresAinda não há avaliações
- Apostila - Morte Brachiaria Brizantha MaranduDocumento25 páginasApostila - Morte Brachiaria Brizantha MaranduJosé Cutrim JuniorAinda não há avaliações
- Diário Milagre ManhãDocumento12 páginasDiário Milagre ManhãleonelrbAinda não há avaliações
- Dieta do lobo e impacto na pecuáriaDocumento4 páginasDieta do lobo e impacto na pecuáriaGoreti CarvalhoAinda não há avaliações
- Calmos e Sensíveis: A Natureza dos SereianosDocumento2 páginasCalmos e Sensíveis: A Natureza dos SereianosAndre Luiz JuniorAinda não há avaliações
- GAAm 2023-1Documento5 páginasGAAm 2023-1Pedro Henrique GuedesAinda não há avaliações
- Diatermia por Ondas CurtasDocumento55 páginasDiatermia por Ondas CurtasANA VICTORIA MAIAAinda não há avaliações
- Protese Total ArtigoDocumento5 páginasProtese Total ArtigoOdaleia RochaAinda não há avaliações
- Teórica 4 - Aula FungosDocumento65 páginasTeórica 4 - Aula FungosEdimar MunizAinda não há avaliações
- Processo de luto após morteDocumento35 páginasProcesso de luto após morteLuanara Lais SantosAinda não há avaliações
- Concentração e velocidade de leitura em criançasDocumento77 páginasConcentração e velocidade de leitura em criançasloh dtrAinda não há avaliações
- Estágio Básico - Práticas em Análise Do ComportamentoDocumento9 páginasEstágio Básico - Práticas em Análise Do ComportamentoGiulliana Fernandes0% (1)
- Vayú: um estudo misterioso sobre o prana vitalDocumento21 páginasVayú: um estudo misterioso sobre o prana vitalKelly OsbornAinda não há avaliações
- Problematizando a categoria da transexualidadeDocumento24 páginasProblematizando a categoria da transexualidadeGabriela GomesAinda não há avaliações
- Ei Mosquito Aedes Nao Tira FeriasDocumento18 páginasEi Mosquito Aedes Nao Tira FeriaslucianaaschusterAinda não há avaliações