Você também pode gostar
- Asme Ix QuizDocumento5 páginasAsme Ix Quizamalhaj2013Ainda não há avaliações
- Asme B16.5-2003 Interpretations Interpretation No. 4Documento48 páginasAsme B16.5-2003 Interpretations Interpretation No. 4massusenoAinda não há avaliações
- Asme BPVC Sec Ix WledingDocumento15 páginasAsme BPVC Sec Ix WledingAkhilesh KumarAinda não há avaliações
- API 510 PC 20 31 Aug05 Bench MarkDocumento4 páginasAPI 510 PC 20 31 Aug05 Bench MarknikafiqAinda não há avaliações
- d10 12m-d10 12PVDocumento6 páginasd10 12m-d10 12PVkhairy20130% (1)
- Asme Ix Practice Questions: (Closed Book)Documento38 páginasAsme Ix Practice Questions: (Closed Book)Mohammed ShakilAinda não há avaliações
- Daily Exam 2 (Open)Documento3 páginasDaily Exam 2 (Open)nikafiqAinda não há avaliações
- Api 577 Question-02Documento2 páginasApi 577 Question-02korichiAinda não há avaliações
- AWS D1.1 - Arjan Roza PDFDocumento35 páginasAWS D1.1 - Arjan Roza PDFCésar Augusto Quiroga MontenegroAinda não há avaliações
- WPS PDFDocumento1 páginaWPS PDFSarah DeanAinda não há avaliações
- American Society of Mechanical Engineers (Asme) : - Codes & StandardsDocumento15 páginasAmerican Society of Mechanical Engineers (Asme) : - Codes & StandardsAmarendra Mani TiwariAinda não há avaliações
- Asme Sec IX QuizDocumento4 páginasAsme Sec IX QuizBalaji NarasimhanAinda não há avaliações
- Smith Gasket BrochureDocumento29 páginasSmith Gasket BrochureJeesan MathewAinda não há avaliações
- Flange Inspection - Part1Documento5 páginasFlange Inspection - Part1safwanAinda não há avaliações
- Catalog - Texas FlangesDocumento76 páginasCatalog - Texas FlangesVicky GautamAinda não há avaliações
- The Orbital Welding HandbookDocumento56 páginasThe Orbital Welding HandbookMilorad NozinicAinda não há avaliações
- API 510 Closed Exam PART IDocumento22 páginasAPI 510 Closed Exam PART ImaorealesAinda não há avaliações
- Certification 3g Dan 4g Aws d1Documento12 páginasCertification 3g Dan 4g Aws d1AvebFrederiksenAinda não há avaliações
- Certification: Structural Steel and Bolting Special Inspector Exam ID: S1Documento2 páginasCertification: Structural Steel and Bolting Special Inspector Exam ID: S1Ammar A. AliAinda não há avaliações
- WPS 8 To 1-3-1 Rev2 (10-1-13)Documento5 páginasWPS 8 To 1-3-1 Rev2 (10-1-13)ERA SSAinda não há avaliações
- All You Need To Know About API 571 Corrosion and MaterialsDocumento13 páginasAll You Need To Know About API 571 Corrosion and MaterialsMasood KhanAinda não há avaliações
- Variables For Wps/Welder Qualification Variable WPS Welder: ParagDocumento2 páginasVariables For Wps/Welder Qualification Variable WPS Welder: Paragahmed sobhyAinda não há avaliações
- Asme Section Viii Div 2Documento17 páginasAsme Section Viii Div 2nanivenkatgauravAinda não há avaliações
- Duct Leakage& Leakage TestingDocumento5 páginasDuct Leakage& Leakage Testinghoangdungd12Ainda não há avaliações
- Pipework Pretest Checklist (Empty)Documento1 páginaPipework Pretest Checklist (Empty)Jorge GarciaAinda não há avaliações
- Weld Matrix - PAGE 1&2Documento20 páginasWeld Matrix - PAGE 1&2abdulgafoor54Ainda não há avaliações
- Class 150# Flange Dimensions: ANSI B16.5 1/16" Raised Faced - Also Mate With ANSI B16.1 125# Flat Faced FlangesDocumento1 páginaClass 150# Flange Dimensions: ANSI B16.5 1/16" Raised Faced - Also Mate With ANSI B16.1 125# Flat Faced Flanges║║ Joe Beca ║║Ainda não há avaliações
- Products Presentation MajorDocumento47 páginasProducts Presentation MajorJuanita AndrewsAinda não há avaliações
- Highlights On ASME Essential VariablesDocumento8 páginasHighlights On ASME Essential VariablesAnonymous rYZyQQot55Ainda não há avaliações
- Add02 1060.1Documento14 páginasAdd02 1060.1Diego Calderón AlvaradoAinda não há avaliações
- Weld Fit Up Inspection Employee TrainingDocumento10 páginasWeld Fit Up Inspection Employee TrainingviswamanojAinda não há avaliações
- WPS D9.1Documento1 páginaWPS D9.1pjbedelAinda não há avaliações
- Question Paper For Snr. WeldingDocumento3 páginasQuestion Paper For Snr. WeldingThulasi Ram100% (1)
- Britt Support Cat 9710Documento47 páginasBritt Support Cat 9710Jim SkoranskiAinda não há avaliações
- GRP - GRE - GRV Pipes and FittingDocumento6 páginasGRP - GRE - GRV Pipes and FittingrajaAinda não há avaliações
- NDT As Per B31.3Documento2 páginasNDT As Per B31.3invilink87Ainda não há avaliações
- Weld Joints TypeDocumento6 páginasWeld Joints TypeJerry ZhangAinda não há avaliações
- Asme Ix: Qualification Standard For Welding & Brazing Procedures, Welders, Brazers, and Welding and Brazing OperatorsDocumento1 páginaAsme Ix: Qualification Standard For Welding & Brazing Procedures, Welders, Brazers, and Welding and Brazing OperatorsWaqas WaqasAinda não há avaliações
- Code Cases AWS D1.1Documento2 páginasCode Cases AWS D1.1rginunes9044Ainda não há avaliações
- Electrode Classification by Aws A 5.1 PDFDocumento1 páginaElectrode Classification by Aws A 5.1 PDFVenkatesh NatlaAinda não há avaliações
- Leak Testing For Closure Welds of Pressure Piping PDFDocumento4 páginasLeak Testing For Closure Welds of Pressure Piping PDFezzataAinda não há avaliações
- Codes and Standards RegisterDocumento2 páginasCodes and Standards RegisterAfolabi OlaniyiAinda não há avaliações
- API653 - Guidelines - 653 Certification - ExamDocumento11 páginasAPI653 - Guidelines - 653 Certification - ExamirfanlarikhotmailcomAinda não há avaliações
- Weld Weave WidthDocumento4 páginasWeld Weave Widthapply19842371Ainda não há avaliações
- How To Weld "T-1" Constructional Alloy Steels: ForewordDocumento12 páginasHow To Weld "T-1" Constructional Alloy Steels: ForewordjoseritoAinda não há avaliações
- 12) Api 510 Day 4Documento67 páginas12) Api 510 Day 4hamedAinda não há avaliações
- API 570 Piping InspectorDocumento6 páginasAPI 570 Piping InspectorBuddharaju KiranAinda não há avaliações
- NDT of WeldsDocumento4 páginasNDT of WeldsVu Tung Linh100% (2)
- Certified Welding Inspector or CWI or Special InspectorDocumento4 páginasCertified Welding Inspector or CWI or Special Inspectorapi-77497104Ainda não há avaliações
- ASME StampsDocumento3 páginasASME StampsDushyant BhosaleAinda não há avaliações
- D10.4 R1986PVDocumento7 páginasD10.4 R1986PVGabriela AxinteAinda não há avaliações
- ASME IX ExplanationsDocumento13 páginasASME IX ExplanationsManju Juno100% (4)
- Boon Asme Ix NotesDocumento31 páginasBoon Asme Ix NotesPRAVEENAinda não há avaliações
- Essential and Non-Essential Variables For WPS - PQRDocumento4 páginasEssential and Non-Essential Variables For WPS - PQRNatarajan MurugesanAinda não há avaliações
- Asme BriefDocumento4 páginasAsme BriefRahulAinda não há avaliações
- Asme Sec 9Documento12 páginasAsme Sec 9ckkashyap0007Ainda não há avaliações
- Procedure Qualification RecordDocumento10 páginasProcedure Qualification Recordlamia97Ainda não há avaliações
- Procedure Qualification Record (PQR)Documento2 páginasProcedure Qualification Record (PQR)Ankit KumarAinda não há avaliações
- Asme 9 TipsDocumento13 páginasAsme 9 Tipsnasrpk100% (1)
- How to prepare Welding Procedures for Oil & Gas PipelinesNo EverandHow to prepare Welding Procedures for Oil & Gas PipelinesNota: 5 de 5 estrelas5/5 (1)
- WPS 904a-3857-R1-1Documento3 páginasWPS 904a-3857-R1-1H_DEBIANEAinda não há avaliações
- Ultracore Sr-12M: Typical Applications Key FeaturesDocumento1 páginaUltracore Sr-12M: Typical Applications Key FeaturesH_DEBIANEAinda não há avaliações
- E 399Documento31 páginasE 399H_DEBIANEAinda não há avaliações
- Outershield 71 Elite SuiteDocumento1 páginaOutershield 71 Elite SuiteH_DEBIANEAinda não há avaliações
- Outershield 71 SupremeDocumento1 páginaOutershield 71 SupremeH_DEBIANEAinda não há avaliações
- Ultracore Sr-12C: Applications Key FeaturesDocumento1 páginaUltracore Sr-12C: Applications Key FeaturesH_DEBIANEAinda não há avaliações
- UltraCore SR-12C SuiteDocumento1 páginaUltraCore SR-12C SuiteH_DEBIANEAinda não há avaliações
- Outershield 71 Elite: Conformances Key FeaturesDocumento1 páginaOutershield 71 Elite: Conformances Key FeaturesH_DEBIANEAinda não há avaliações
- UltraCore SR 12M SuiteDocumento1 páginaUltraCore SR 12M SuiteH_DEBIANEAinda não há avaliações
- UltraCore SR-12 SuiteDocumento1 páginaUltraCore SR-12 SuiteH_DEBIANEAinda não há avaliações
- UltraCore 71A75 DualDocumento1 páginaUltraCore 71A75 DualH_DEBIANEAinda não há avaliações
- Ultracore 712A80: Conformances Key FeaturesDocumento1 páginaUltracore 712A80: Conformances Key FeaturesH_DEBIANEAinda não há avaliações
- Ultracore Sr-12: Conformances Key FeaturesDocumento1 páginaUltracore Sr-12: Conformances Key FeaturesH_DEBIANEAinda não há avaliações
- UltraCore712A80 H SuiteDocumento1 páginaUltraCore712A80 H SuiteH_DEBIANEAinda não há avaliações
- UltraCore 712C SuiteDocumento1 páginaUltraCore 712C SuiteH_DEBIANEAinda não há avaliações
- UltraCore HD-12C SuiteDocumento1 páginaUltraCore HD-12C SuiteH_DEBIANEAinda não há avaliações
- UltraCore HD-12M SuiteDocumento1 páginaUltraCore HD-12M SuiteH_DEBIANEAinda não há avaliações
- UltraCore 71A75 Dual SuiteDocumento1 páginaUltraCore 71A75 Dual SuiteH_DEBIANEAinda não há avaliações
- Ultracore 71c SuiteDocumento1 páginaUltracore 71c SuiteH_DEBIANEAinda não há avaliações
- Ultracore HD-C: Conformances Key FeaturesDocumento1 páginaUltracore HD-C: Conformances Key FeaturesH_DEBIANEAinda não há avaliações
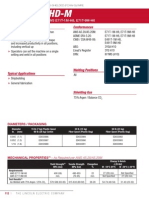
- UltraCore HD-M SuiteDocumento1 páginaUltraCore HD-M SuiteH_DEBIANEAinda não há avaliações
- Ultracore HD-M: Conformances Key FeaturesDocumento1 páginaUltracore HD-M: Conformances Key FeaturesH_DEBIANEAinda não há avaliações
- Ultracore 71a85 SuiteDocumento1 páginaUltracore 71a85 SuiteH_DEBIANEAinda não há avaliações
- M Le Bras, C Wilkie, S Bourbigot-Fire Retardancy of Polymers New Applications of Mineral Fillers-Royal Society of Chemistry (2005)Documento433 páginasM Le Bras, C Wilkie, S Bourbigot-Fire Retardancy of Polymers New Applications of Mineral Fillers-Royal Society of Chemistry (2005)Michaux Gwénaëlle100% (3)
- LMI Chemical Resistance GuideDocumento8 páginasLMI Chemical Resistance GuideShesharam ChouhanAinda não há avaliações
- Mining Facts and FiguresDocumento1 páginaMining Facts and FiguresAnatheaAcabanAinda não há avaliações
- Selection of Filler Metal For WeldingDocumento21 páginasSelection of Filler Metal For WeldingRegu vlogsAinda não há avaliações
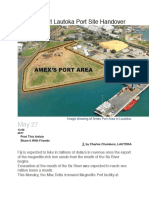
- Amex To Get Lautoka Port Site HandoverDocumento3 páginasAmex To Get Lautoka Port Site Handovercoupfourpointfive100% (1)
- The "Curve Over The Crest of The Hill" - Carl Andre and Richard LongDocumento15 páginasThe "Curve Over The Crest of The Hill" - Carl Andre and Richard Longelise_mourikAinda não há avaliações
- METALS PresentationDocumento28 páginasMETALS PresentationTheresa TuliaoAinda não há avaliações
- Susruta Samhita Brihatsamhita Alchemy in Tantric Period Rasarnava History of Indian ChemistryDocumento3 páginasSusruta Samhita Brihatsamhita Alchemy in Tantric Period Rasarnava History of Indian ChemistryrAJESHAinda não há avaliações
- Devolution of Mines and Geosciences Bureau (MGB) Functions To Local Government Units (Lgus)Documento11 páginasDevolution of Mines and Geosciences Bureau (MGB) Functions To Local Government Units (Lgus)Sanny Antivo CustoAinda não há avaliações
- Ratio and Proportion: Mathematics For Engineering TechniciansDocumento15 páginasRatio and Proportion: Mathematics For Engineering TechniciansImranAinda não há avaliações
- Investigatory Project For Class 12th ChemistryDocumento6 páginasInvestigatory Project For Class 12th ChemistrywarriorAinda não há avaliações
- Gerak Gempur Chemistry Paper 3Documento8 páginasGerak Gempur Chemistry Paper 3Arvinth Guna SegaranAinda não há avaliações
- Selective Depression of Sphalerite by Chitosan in Differential PBZN FlotationDocumento7 páginasSelective Depression of Sphalerite by Chitosan in Differential PBZN FlotationAdib Muhammad ChafidAinda não há avaliações
- Mars and IronDocumento3 páginasMars and IronRimuel92Ainda não há avaliações
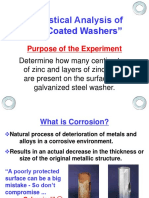
- "Statistical Analysis of Zinc Coated Washers": Purpose of The ExperimentDocumento22 páginas"Statistical Analysis of Zinc Coated Washers": Purpose of The ExperimentJustin PolidoAinda não há avaliações
- Tips For Establish Ball Pen Refill PlantDocumento5 páginasTips For Establish Ball Pen Refill PlantSingam Sridhar100% (1)
- 4.6 Science Form 4Documento14 páginas4.6 Science Form 4Kenix ChanAinda não há avaliações
- L427-06i Pigment SuspensionDocumento3 páginasL427-06i Pigment SuspensionhugogaunaAinda não há avaliações
- Foundry ShopDocumento10 páginasFoundry ShopashishsinglaAinda não há avaliações
- UdkdfhvkdhfnfDocumento12 páginasUdkdfhvkdhfnfG M Ali KawsarAinda não há avaliações
- Hardness TestDocumento10 páginasHardness Testanil chejara100% (1)
- Outotec en MMH PDFDocumento24 páginasOutotec en MMH PDFjaja_543Ainda não há avaliações
- Biomaterials Lecture #3 Notes AmalgamDocumento3 páginasBiomaterials Lecture #3 Notes AmalgamZ FAinda não há avaliações
- Refractories - DoneDocumento3 páginasRefractories - Donethercode sampAinda não há avaliações
- Test4 ch19 Electrochemistry Practice-answers-MarkedDocumento13 páginasTest4 ch19 Electrochemistry Practice-answers-MarkedEga SukmaAinda não há avaliações
- Specific Gravity and Density of Cement (Good)Documento28 páginasSpecific Gravity and Density of Cement (Good)hutsonianp67% (3)
- Ionic CompoundsDocumento49 páginasIonic CompoundsShamel CurrayAinda não há avaliações
- Honors Chem TestDocumento4 páginasHonors Chem Testapi-355296728Ainda não há avaliações
- Measuring Predicting and Managing Grinding Media WearDocumento12 páginasMeasuring Predicting and Managing Grinding Media WearDiego AranibarAinda não há avaliações