Você também pode gostar
- Daily Production Report December - 2019 (24.12.19)Documento51 páginasDaily Production Report December - 2019 (24.12.19)Siva KumarAinda não há avaliações
- FileDocumento2 páginasFileSiva KumarAinda não há avaliações
- InventoryDocumento4 páginasInventorySiva KumarAinda não há avaliações
- Unit ConversionDocumento1 páginaUnit ConversionSiva KumarAinda não há avaliações
- Intrument Range ListDocumento5 páginasIntrument Range ListSiva KumarAinda não há avaliações
- Additional Emergency Lighting Requirement in Plant Area: No. Location Point No PurposeDocumento2 páginasAdditional Emergency Lighting Requirement in Plant Area: No. Location Point No PurposeSiva KumarAinda não há avaliações
- SSP Pending Jobs SL No Points Responsible Target DateDocumento2 páginasSSP Pending Jobs SL No Points Responsible Target DateSiva KumarAinda não há avaliações
- C4054 UIF PR 1010 DB 00001 0 General Process DescriptionDocumento64 páginasC4054 UIF PR 1010 DB 00001 0 General Process DescriptionSiva Kumar100% (1)
- Storage location-SCM: SL No Department Material Type Storage Location NameDocumento3 páginasStorage location-SCM: SL No Department Material Type Storage Location NameSiva KumarAinda não há avaliações
- SDS For Water Column OverheadDocumento11 páginasSDS For Water Column OverheadSiva KumarAinda não há avaliações
- Pet Polycondensation Side ReactionsDocumento6 páginasPet Polycondensation Side ReactionsGeorge MarkasAinda não há avaliações
- New Doc 2018-02-27 - 1 PDFDocumento1 páginaNew Doc 2018-02-27 - 1 PDFSiva KumarAinda não há avaliações
- C4054 UIF PR 1010 DB 00006 0 OM V1 6 Schedule For Pre CommissioningDocumento1 páginaC4054 UIF PR 1010 DB 00006 0 OM V1 6 Schedule For Pre CommissioningSiva KumarAinda não há avaliações
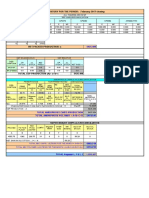
- INVENTORY FOR THE PERIOD: March 2016 ClosingDocumento4 páginasINVENTORY FOR THE PERIOD: March 2016 ClosingSiva KumarAinda não há avaliações
- UniSim Design User GuideDocumento492 páginasUniSim Design User Guideapi-3750488Ainda não há avaliações
- ETP Water Data-1Documento1 páginaETP Water Data-1Siva KumarAinda não há avaliações
- Ethylene PropyleneDocumento40 páginasEthylene PropyleneSiva KumarAinda não há avaliações
- U P & E S: Niversity OF Etroleum Nergy TudiesDocumento4 páginasU P & E S: Niversity OF Etroleum Nergy TudiesSiva KumarAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Assessment of Learning 1 Quiz 1Documento3 páginasAssessment of Learning 1 Quiz 1imalwaysmarked100% (4)
- Section 02795 Porous Paving: Whole Building Design Guide Federal Green Construction Guide For SpecifiersDocumento6 páginasSection 02795 Porous Paving: Whole Building Design Guide Federal Green Construction Guide For SpecifiersAnonymous NMytbMiDAinda não há avaliações
- Dungeon Siege Game GuideDocumento21 páginasDungeon Siege Game GuideJesse StillAinda não há avaliações
- Manual Hardware Lenovo Yoga BookDocumento68 páginasManual Hardware Lenovo Yoga BookRADU OCTAVIAN100% (2)
- Operating System ComponentsDocumento59 páginasOperating System ComponentsJikku VarUgheseAinda não há avaliações
- Professional Project ManagementDocumento2 páginasProfessional Project ManagementVirginia Virgie100% (3)
- Procedure Checklist For Fm200 InstallationDocumento2 páginasProcedure Checklist For Fm200 InstallationJibril Lamai0% (1)
- BK3251 BekenDocumento13 páginasBK3251 BekenDanny DurhamAinda não há avaliações
- Desktop 10 QA Exam Prep Guide PDFDocumento16 páginasDesktop 10 QA Exam Prep Guide PDFShiva RungtaAinda não há avaliações
- The Butt Joint Tool: Product InformationDocumento8 páginasThe Butt Joint Tool: Product InformationElias de Souza RezendeAinda não há avaliações
- Fiesta Mk6 EnglishDocumento193 páginasFiesta Mk6 EnglishStoicaAlexandru100% (2)
- How To Effectively Implement DCIM and Bridge The Gap Between IT and FacilitiesDocumento11 páginasHow To Effectively Implement DCIM and Bridge The Gap Between IT and FacilitiesAbednego TariganAinda não há avaliações
- Configuring and Tuning HP Servers For Low-Latency Applications-C01804533Documento29 páginasConfiguring and Tuning HP Servers For Low-Latency Applications-C01804533PhucAnhAinda não há avaliações
- Karcher Quotation List - 2023Documento12 páginasKarcher Quotation List - 2023veereshmyb28Ainda não há avaliações
- Asme Y14.41 2003Documento105 páginasAsme Y14.41 2003Emanuel Ovejita Arrese100% (3)
- PS User Security SetupDocumento30 páginasPS User Security Setupabhi10augAinda não há avaliações
- St3133 Reading Dancing ManualDocumento2 páginasSt3133 Reading Dancing ManualdfsaAinda não há avaliações
- Technical Report Route To IEng GuidanceDocumento11 páginasTechnical Report Route To IEng GuidanceECCAinda não há avaliações
- Antony Kungu - Final Project AssignmentDocumento11 páginasAntony Kungu - Final Project Assignmentapi-420816837Ainda não há avaliações
- Questions Supplychain RegalDocumento2 páginasQuestions Supplychain RegalArikuntoPadmadewaAinda não há avaliações
- DCTN Lsqmdocu63774Documento21 páginasDCTN Lsqmdocu63774Bharani KumarAinda não há avaliações
- Sensus WP Dynamic Cold Water Meter (DN40-300)Documento4 páginasSensus WP Dynamic Cold Water Meter (DN40-300)Roderikus Rendy MAinda não há avaliações
- StatementDocumento3 páginasStatementSachinBMetre87 SachinBMetreAinda não há avaliações
- Kil Exb-Exblt Series Empty Enclosures U IecexDocumento6 páginasKil Exb-Exblt Series Empty Enclosures U IecexAmir SahraAinda não há avaliações
- RRLDocumento3 páginasRRLNeil RosalesAinda não há avaliações
- MIS Officer Job Description and Person SpecificationDocumento3 páginasMIS Officer Job Description and Person SpecificationviewpawanAinda não há avaliações
- Statistics - Frequency Table and GraphDocumento9 páginasStatistics - Frequency Table and GraphTopheng D. SamaritaAinda não há avaliações
- Acid CleaningDocumento32 páginasAcid Cleaningsekhar_ntpcAinda não há avaliações
- Bolted Tank Specifications Final 11-5-15Documento6 páginasBolted Tank Specifications Final 11-5-15Rodrigo ZapataAinda não há avaliações
- G249 MXBDocumento8 páginasG249 MXBAndres SorinAinda não há avaliações