Você também pode gostar
- Prompting Science and Engineering Students in Practical TrigonometryNo EverandPrompting Science and Engineering Students in Practical TrigonometryAinda não há avaliações
- ShearingDocumento19 páginasShearingVatsa Molano Castro0% (1)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisNo EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisNota: 4 de 5 estrelas4/5 (2)
- MR4 Turning Process 8-19-09 FinalDocumento27 páginasMR4 Turning Process 8-19-09 FinalNabil FikriAinda não há avaliações
- 2021 Me 16Documento16 páginas2021 Me 16Muhammad FurqanAinda não há avaliações
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationAinda não há avaliações
- Power HacksawDocumento30 páginasPower Hacksawbilal shaikh100% (2)
- Reflow Soldering: Apparatus and Heat Transfer ProcessesNo EverandReflow Soldering: Apparatus and Heat Transfer ProcessesAinda não há avaliações
- CH-1 MachiningDocumento29 páginasCH-1 MachiningAbreham DerejeAinda não há avaliações
- Adaptive Control Based Condition Monitoring of CNC MachineDocumento10 páginasAdaptive Control Based Condition Monitoring of CNC MachineIJRASETPublicationsAinda não há avaliações
- System 3R EMD Electrode Holder T-2389-E - EdmDocumento108 páginasSystem 3R EMD Electrode Holder T-2389-E - EdmNamtien UsAinda não há avaliações
- International Journal of Engineering Research and DevelopmentDocumento8 páginasInternational Journal of Engineering Research and DevelopmentIJERDAinda não há avaliações
- Progress Report 1Documento10 páginasProgress Report 1saqibAinda não há avaliações
- Semi Automatic Lathe Machine Using ARM ProcessorDocumento7 páginasSemi Automatic Lathe Machine Using ARM ProcessorIRJIEAinda não há avaliações
- Turning Aerospace IndustryDocumento12 páginasTurning Aerospace Industryawaism471Ainda não há avaliações
- Report Material Fabrication Lathe MachineDocumento13 páginasReport Material Fabrication Lathe MachineaazfaraimanAinda não há avaliações
- Jyme10088 (25) 12Documento5 páginasJyme10088 (25) 12IJIRAE- International Journal of Innovative Research in Advanced EngineeringAinda não há avaliações
- Traditional and Non Traditional Lab2Documento10 páginasTraditional and Non Traditional Lab2Ahmad ZrngAinda não há avaliações
- Comparative Analysis of Face Milling in Dry and Wet Condition of Al 8011 For Minimum Surface Roughness in Face MillingDocumento10 páginasComparative Analysis of Face Milling in Dry and Wet Condition of Al 8011 For Minimum Surface Roughness in Face MillingIJRASETPublicationsAinda não há avaliações
- A Review On Optimization of Turningparameter For Aisi 4140 by Grey Relation AnalysisDocumento10 páginasA Review On Optimization of Turningparameter For Aisi 4140 by Grey Relation AnalysisRavi TiwariAinda não há avaliações
- Acropolis Technical Campus University Question Paper Solution June-2013 (Me-603, Metal Cutting & CNC M/C)Documento10 páginasAcropolis Technical Campus University Question Paper Solution June-2013 (Me-603, Metal Cutting & CNC M/C)vijchoudhary16Ainda não há avaliações
- Research Inventy: International Journal of Engineering and ScienceDocumento6 páginasResearch Inventy: International Journal of Engineering and ScienceresearchinventyAinda não há avaliações
- Unit 1-1Documento4 páginasUnit 1-1NVAinda não há avaliações
- Comparison of High Feed Machining With Conventional Milling in Terms of Surface Quality and ProductivityDocumento8 páginasComparison of High Feed Machining With Conventional Milling in Terms of Surface Quality and ProductivityAgus MulyadiAinda não há avaliações
- Modelling and Analysis of CNC Milling Machine Bed With UHM CFRP Composite MaterialDocumento11 páginasModelling and Analysis of CNC Milling Machine Bed With UHM CFRP Composite MaterialIJRASETPublicationsAinda não há avaliações
- Gosa Adrian Vasile TCM 141Documento6 páginasGosa Adrian Vasile TCM 141Purdea BogdanAinda não há avaliações
- Grinding Process Achievements and Their Consequences On Machine Tools Challenges and OpportunitiesDocumento18 páginasGrinding Process Achievements and Their Consequences On Machine Tools Challenges and OpportunitiesMatheus SimõesAinda não há avaliações
- Optimization of Process Parameters in Turning and Threading Operation-A ReviewDocumento5 páginasOptimization of Process Parameters in Turning and Threading Operation-A ReviewIJRASETPublicationsAinda não há avaliações
- A New Thermomechanical Model of Cutting Applied To Turning Operations. Part I. TheoryDocumento15 páginasA New Thermomechanical Model of Cutting Applied To Turning Operations. Part I. TheoryAshwani VermaAinda não há avaliações
- Design-Out Maintenance On Frequent Failure of Motor Ball Bearings-2-3 PDFDocumento10 páginasDesign-Out Maintenance On Frequent Failure of Motor Ball Bearings-2-3 PDFIAEME PublicationAinda não há avaliações
- Non-Conventional Machining - IIT NotesDocumento100 páginasNon-Conventional Machining - IIT Notespdmnbrao75% (4)
- ProjectDocumento15 páginasProjectpravdivAinda não há avaliações
- The International Journal of Engineering and Science (The IJES)Documento6 páginasThe International Journal of Engineering and Science (The IJES)theijesAinda não há avaliações
- Methodology of Special Purpose Spot Facing MachineDocumento5 páginasMethodology of Special Purpose Spot Facing MachineInternational Journal of computational Engineering research (IJCER)Ainda não há avaliações
- Ijri Me 02 0010Documento7 páginasIjri Me 02 0010ijripublishersAinda não há avaliações
- Government Polytechnic Muzaffarpur: SUBJECT CODE - 1625507Documento14 páginasGovernment Polytechnic Muzaffarpur: SUBJECT CODE - 1625507VK D100% (1)
- Modeling and Simulation of Turning OperationDocumento8 páginasModeling and Simulation of Turning OperationtabrezAinda não há avaliações
- Experimental Investigation of Tool Life and Surface Roughness During CNC Turning Using Single Point Cutting ToolDocumento7 páginasExperimental Investigation of Tool Life and Surface Roughness During CNC Turning Using Single Point Cutting ToolIJRASETPublicationsAinda não há avaliações
- Machine Tool Spindle UnitsDocumento22 páginasMachine Tool Spindle UnitsMaricel Cearmel100% (2)
- Design and Clamping Force Analysis of Vacuum Fixture To Machine Aerospace ComponentsDocumento6 páginasDesign and Clamping Force Analysis of Vacuum Fixture To Machine Aerospace ComponentssaaAinda não há avaliações
- Abrassive Jet Machining Main FileDocumento34 páginasAbrassive Jet Machining Main FilearjunAinda não há avaliações
- Proses Permesinan: Kuliah # 2. Machine ToolsDocumento66 páginasProses Permesinan: Kuliah # 2. Machine ToolsHendra WijayaAinda não há avaliações
- Design of Machining Fixture For Turbine Rotor BladeDocumento14 páginasDesign of Machining Fixture For Turbine Rotor BladeesatjournalsAinda não há avaliações
- Yuanzhi Huang@ucd IeDocumento22 páginasYuanzhi Huang@ucd Iehideki hidekiAinda não há avaliações
- Design and Fabrication of Multi Operational Material Removal MachineDocumento3 páginasDesign and Fabrication of Multi Operational Material Removal MachineDHAMOTHARAKUMARAinda não há avaliações
- Machine& Cutting 1Documento18 páginasMachine& Cutting 1solomon guadeAinda não há avaliações
- Icram19 10 01 19 06 10 57 ModifiedDocumento7 páginasIcram19 10 01 19 06 10 57 ModifiedAjit ParwaniAinda não há avaliações
- Me 353 CepDocumento23 páginasMe 353 CepMuneer AhmedAinda não há avaliações
- Automatic Revetting Machine 2020Documento8 páginasAutomatic Revetting Machine 2020Anil DubeAinda não há avaliações
- Machining Parameters in Turning ProcessDocumento78 páginasMachining Parameters in Turning Processnastaeenbaig1100% (1)
- Machine Tool Design For Flap TrackDocumento46 páginasMachine Tool Design For Flap Tracksalmanzafar_37304938Ainda não há avaliações
- Paper 1Documento7 páginasPaper 1Akeel WannasAinda não há avaliações
- Optimization of CNC MachiningDocumento3 páginasOptimization of CNC MachiningVIVA-TECH IJRIAinda não há avaliações
- Seminar On Non Conventional MachiningDocumento34 páginasSeminar On Non Conventional MachiningMohit Gulati60% (5)
- 1.feasibility of Tool Condition Monitoring On Micro-MillingDocumento12 páginas1.feasibility of Tool Condition Monitoring On Micro-MillingleophanAinda não há avaliações
- Response Surface Methodology in CNC Turning-A ReviewDocumento12 páginasResponse Surface Methodology in CNC Turning-A Reviewjaniesh bhartiAinda não há avaliações
- 2.0: Grinding Machine (Advanced)Documento10 páginas2.0: Grinding Machine (Advanced)Mahfuzah MustaphaAinda não há avaliações
- Investigation Into The Effect of Tool-Chip Contact Length OnDocumento5 páginasInvestigation Into The Effect of Tool-Chip Contact Length OnAbid HussainAinda não há avaliações
- Application of Taguchi Method For Optimizing Turning Process by The Effects of Machining ParametersDocumento12 páginasApplication of Taguchi Method For Optimizing Turning Process by The Effects of Machining ParameterscevherimAinda não há avaliações
- Super Ultra 7Documento1 páginaSuper Ultra 7Nasir Arslan CheemaAinda não há avaliações
- Huzaifa Salman CVDocumento2 páginasHuzaifa Salman CVNasir Arslan Cheema0% (1)
- Kaizen PrinciplesDocumento42 páginasKaizen PrinciplesRaj100% (2)
- Integrated Tire Analysis and SimulationDocumento19 páginasIntegrated Tire Analysis and SimulationNasir Arslan CheemaAinda não há avaliações
- SOP PetroleumDocumento3 páginasSOP PetroleumNasir Arslan Cheema100% (2)
- Pump SizingDocumento2 páginasPump Sizingfzida8942100% (3)
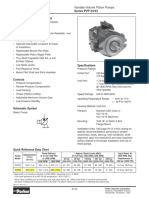
- Performance Information: Series PVP 23/33 Technical InformationDocumento10 páginasPerformance Information: Series PVP 23/33 Technical InformationhaggAinda não há avaliações
- Perhitungan Data Teknis Pompa Hidrolis, Motor Hidrolis Dan Prime Mover (Engine Diesel)Documento2 páginasPerhitungan Data Teknis Pompa Hidrolis, Motor Hidrolis Dan Prime Mover (Engine Diesel)Budi SulistiyoAinda não há avaliações
- Brake SystemDocumento42 páginasBrake SystemeduamaAinda não há avaliações
- DCD200-3000,2006 Maintenance ManualDocumento362 páginasDCD200-3000,2006 Maintenance ManualOmar Ahmed Banawan100% (1)
- Manual Retroescavadeira Cat 416F2Documento8 páginasManual Retroescavadeira Cat 416F2JOAO MARIA DA SILVAAinda não há avaliações
- Bomba Pavc100 ParkerDocumento10 páginasBomba Pavc100 ParkerDaniel MarAinda não há avaliações
- Kubota Kx121 2 Parts Sec WatDocumento20 páginasKubota Kx121 2 Parts Sec WatJoyce100% (54)
- BOP Stack Manual (Read Only) 29101801Documento561 páginasBOP Stack Manual (Read Only) 29101801adnan0307100% (2)
- A320 Fault Reset PDFDocumento156 páginasA320 Fault Reset PDFariefAinda não há avaliações
- Shuttle ValveDocumento8 páginasShuttle Valvesuresh muthuramanAinda não há avaliações
- Sauer Danfoss Manual E412Documento12 páginasSauer Danfoss Manual E412James HoldenAinda não há avaliações
- Kioti Daedong DK45, DK55 Tractors Service ManualDocumento19 páginasKioti Daedong DK45, DK55 Tractors Service ManualLisakolyAinda não há avaliações
- User'S Manual: Pressure CalibratorDocumento32 páginasUser'S Manual: Pressure CalibratorDMYTRO MYRZAAinda não há avaliações
- PW170ESK-6 Shop Manual"Documento644 páginasPW170ESK-6 Shop Manual"chung100% (2)
- Pressostat Steer - GeearDocumento240 páginasPressostat Steer - GeearПетр ШкильAinda não há avaliações
- Anti-Heeling System: For Further Information See: WWW - Allweiler.noDocumento2 páginasAnti-Heeling System: For Further Information See: WWW - Allweiler.noRaviindra singhAinda não há avaliações
- KLM Hydraulic Program OverviewDocumento50 páginasKLM Hydraulic Program Overviewjoshimanan01Ainda não há avaliações
- Terex Crane Owner'S Manual TXCR326/H/A: A/C & Oil Heat SystemDocumento52 páginasTerex Crane Owner'S Manual TXCR326/H/A: A/C & Oil Heat Systemابراهيم حافظ100% (1)
- Unloading Pressure Hk66j102Documento12 páginasUnloading Pressure Hk66j102seaqu3stAinda não há avaliações
- Case Skid Steer Loader Service Manual Pgs 1567-1738Documento172 páginasCase Skid Steer Loader Service Manual Pgs 1567-1738gregfortkamp75% (4)
- Assembly InstallationDocumento4 páginasAssembly Installationphankhoa83-1Ainda não há avaliações
- 966H PDFDocumento24 páginas966H PDFAlberto CovarrubiasAinda não há avaliações
- Grouting and Shaft SinkingDocumento16 páginasGrouting and Shaft SinkingAnonymous ntE0hG2TPAinda não há avaliações
- 302008-1 Bleed Down Repair Kit: Rebuild InstructionsDocumento4 páginas302008-1 Bleed Down Repair Kit: Rebuild InstructionsAntonio SanchezAinda não há avaliações
- Contoh Itp Mechanical PltuDocumento2 páginasContoh Itp Mechanical PltuwawanAinda não há avaliações
- L25 Electric: Volvo Electric Compact Wheel Loaders 5.1 - 5.3 TDocumento20 páginasL25 Electric: Volvo Electric Compact Wheel Loaders 5.1 - 5.3 TAndré Azevedo CorreiaAinda não há avaliações
- Parker Filtration CatalogueDocumento308 páginasParker Filtration Cataloguedragos430% (1)
- 757 Recurrent Training Rev.1Documento48 páginas757 Recurrent Training Rev.1Eduardo RuizAinda não há avaliações
- Model 50%, Accumulator Sense, Pump Unload Valve - Pilot CapacityDocumento2 páginasModel 50%, Accumulator Sense, Pump Unload Valve - Pilot CapacityleosignareAinda não há avaliações