Você também pode gostar
- Crankshaft Failure in CompressorDocumento12 páginasCrankshaft Failure in CompressorKristomiDerMarine-IngenieurAinda não há avaliações
- Shape Memory Alloy Actuators: Design, Fabrication, and Experimental EvaluationNo EverandShape Memory Alloy Actuators: Design, Fabrication, and Experimental EvaluationAinda não há avaliações
- Structural Analysis of Crane HookDocumento5 páginasStructural Analysis of Crane HookAkesh KakarlaAinda não há avaliações
- Fatigue of Textile and Short Fiber Reinforced CompositesNo EverandFatigue of Textile and Short Fiber Reinforced CompositesAinda não há avaliações
- Static Analysis of A Simple Cardan JointDocumento6 páginasStatic Analysis of A Simple Cardan Jointazkar01Ainda não há avaliações
- The Fracture of Brittle Materials: Testing and AnalysisNo EverandThe Fracture of Brittle Materials: Testing and AnalysisAinda não há avaliações
- IDONIAL. Fracture Mechanics FEM PD5500Documento9 páginasIDONIAL. Fracture Mechanics FEM PD5500JulioAinda não há avaliações
- Fracture Failure Analysis of AISI 304L Stainless Steel ShaftDocumento11 páginasFracture Failure Analysis of AISI 304L Stainless Steel ShaftPedro HenriqueAinda não há avaliações
- BAEK Et Al. Fatigue Life Prediction Based On The Rainflow Cycle Counting Method For The End Beam of A Freight Car BogieDocumento7 páginasBAEK Et Al. Fatigue Life Prediction Based On The Rainflow Cycle Counting Method For The End Beam of A Freight Car BogiePPNAinda não há avaliações
- Connecting Rod DesignDocumento8 páginasConnecting Rod DesignchandrasmgAinda não há avaliações
- Materials Science and Technology of Optical FabricationNo EverandMaterials Science and Technology of Optical FabricationAinda não há avaliações
- Franscis Runner Finite Element AnalysisDocumento13 páginasFranscis Runner Finite Element AnalysisAnonymous HtYWpEtXGzAinda não há avaliações
- Dynamic Damage and FragmentationNo EverandDynamic Damage and FragmentationDavid Edward LambertAinda não há avaliações
- Research Paper Optimization of Shaft Design Under Fatigue Loading Using Goodman MethodDocumento5 páginasResearch Paper Optimization of Shaft Design Under Fatigue Loading Using Goodman MethodIshwar PatilAinda não há avaliações
- 14 - CH - 06 Friction and Wear Analysis For BushingDocumento18 páginas14 - CH - 06 Friction and Wear Analysis For BushingSathish KumarAinda não há avaliações
- Code Design and Evaluation For Cyclic Loading - Section III and VIIIDocumento34 páginasCode Design and Evaluation For Cyclic Loading - Section III and VIIIMatthieu100% (1)
- Case Studies in Engineering Failure Analysis: Morteza Soltani TajabadiDocumento8 páginasCase Studies in Engineering Failure Analysis: Morteza Soltani TajabadinaderbahramiAinda não há avaliações
- The Effects of Overload On The Fatigue LifeDocumento12 páginasThe Effects of Overload On The Fatigue Lifesaeed-21100% (1)
- Analysis of The Contact Stresses in Curvic Couplings of Gas TurbineDocumento15 páginasAnalysis of The Contact Stresses in Curvic Couplings of Gas TurbineHoai Anh VuAinda não há avaliações
- EWEC Copenhagen 2001-FlangeBoltFatigueDocumento4 páginasEWEC Copenhagen 2001-FlangeBoltFatigueMarcWorldAinda não há avaliações
- Crankshaft Strength Analysis Using Finite Element Method: Momin Muhammad Zia Muhammad IdrisDocumento5 páginasCrankshaft Strength Analysis Using Finite Element Method: Momin Muhammad Zia Muhammad Idrisqwerty187190Ainda não há avaliações
- Astm A227Documento5 páginasAstm A227Diganta KonerAinda não há avaliações
- Fatigue Life Analysis of RIMS (Using FEA)Documento4 páginasFatigue Life Analysis of RIMS (Using FEA)raghavgmailAinda não há avaliações
- Fatigue Analysis of Injector Body Based On ANSYS WDocumento6 páginasFatigue Analysis of Injector Body Based On ANSYS W메가테크Ainda não há avaliações
- ISCA RJEngS 2012 090Documento6 páginasISCA RJEngS 2012 090Ganesh Anand GoparajuAinda não há avaliações
- 1 s2.0 S221201731630069X MainDocumento8 páginas1 s2.0 S221201731630069X MainRidho Bela NegaraAinda não há avaliações
- Course Activity Sample ReportDocumento10 páginasCourse Activity Sample ReporthimanshuAinda não há avaliações
- Report Fatigue TestDocumento20 páginasReport Fatigue TestCherif Chokeir75% (4)
- MF Da Ac Notch2 Ijf2010Documento31 páginasMF Da Ac Notch2 Ijf2010albertofgvAinda não há avaliações
- Aer520 LabsDocumento37 páginasAer520 LabsChristopher LauricoAinda não há avaliações
- Fatigue Failures in Industry - Case Studies: Ž. Domazet and T. PiršicDocumento6 páginasFatigue Failures in Industry - Case Studies: Ž. Domazet and T. PiršicFrancisco Tapia SilvaAinda não há avaliações
- CNG AnalysDocumento6 páginasCNG Analysadyta_roAinda não há avaliações
- Fatigue Failures in Industry - Case Studies: Ž. Domazet and T. PiršicDocumento6 páginasFatigue Failures in Industry - Case Studies: Ž. Domazet and T. PiršicflasnicugAinda não há avaliações
- 3. مهم جداvery Important Conrod Reference and Experimental WorkDocumento8 páginas3. مهم جداvery Important Conrod Reference and Experimental WorkAhmed M. El-DyastyAinda não há avaliações
- Design Optimization of 25mm Diameter Strain Gauge Balance For Wind Tunnel ApplicationDocumento6 páginasDesign Optimization of 25mm Diameter Strain Gauge Balance For Wind Tunnel ApplicationIJIRSTAinda não há avaliações
- Dynamic Load and Stress Analyis of CrankshaftDocumento8 páginasDynamic Load and Stress Analyis of Crankshaftsathya_rangaAinda não há avaliações
- Crankshaft VibrationDocumento8 páginasCrankshaft VibrationjohansolAinda não há avaliações
- Chien 2005Documento19 páginasChien 2005Maiman LatoAinda não há avaliações
- Determination of Stress Concentration FactorsDocumento5 páginasDetermination of Stress Concentration FactorsEduardo Felippe de SouzaAinda não há avaliações
- Ae0302 237 244 PDFDocumento8 páginasAe0302 237 244 PDFamir8100Ainda não há avaliações
- FatigueDocumento21 páginasFatiguebakshiarAinda não há avaliações
- Gear Tooth Rooth Fatigue Behaviour PDFDocumento12 páginasGear Tooth Rooth Fatigue Behaviour PDFmr_bucixAinda não há avaliações
- CDROM - EPMESC - Regular Sessions - R-72 - WangZBDocumento5 páginasCDROM - EPMESC - Regular Sessions - R-72 - WangZBRizqa RuvianaAinda não há avaliações
- Fatigue Life Estimation of Aircraft Enginecompressor With Suitable Material SelectionDocumento5 páginasFatigue Life Estimation of Aircraft Enginecompressor With Suitable Material SelectionRamganesh TAinda não há avaliações
- Lab4.Bending MomentDocumento9 páginasLab4.Bending MomentOmar Arabi0% (1)
- Guangyu Mu and Xiaozhen MiDocumento5 páginasGuangyu Mu and Xiaozhen MiAinul NasihaAinda não há avaliações
- Mitchell Pad Bearing Experimental ReportDocumento12 páginasMitchell Pad Bearing Experimental ReportAaron PalmAinda não há avaliações
- Thesis On Fretting Fatigue in Railway AxlesDocumento6 páginasThesis On Fretting Fatigue in Railway Axlespamelasmithlittlerock100% (2)
- Advanced Design For Crankshafts and Sliding Bearings in Reciprocating EnginesDocumento9 páginasAdvanced Design For Crankshafts and Sliding Bearings in Reciprocating EnginessajeedshaikAinda não há avaliações
- Fatigue Crack Paths in A Welded Structure: J. MartinssonDocumento8 páginasFatigue Crack Paths in A Welded Structure: J. MartinssonDetroja PunitAinda não há avaliações
- Failure Analysis of Motor Vehicle Coil Spring: Name: Shoaib Ishaq Qazi REG#: 787-FET/BSME/F18-BDocumento13 páginasFailure Analysis of Motor Vehicle Coil Spring: Name: Shoaib Ishaq Qazi REG#: 787-FET/BSME/F18-BShoaib QaziAinda não há avaliações
- Dynamic Analysis of Loads and Stresses in Connecting RodsDocumento10 páginasDynamic Analysis of Loads and Stresses in Connecting RodsJuan Pablo Cano MejiaAinda não há avaliações
- Fatigue Analysis of An Automotive Stabilizer BarDocumento4 páginasFatigue Analysis of An Automotive Stabilizer BarAbhay KhotAinda não há avaliações
- Fatigue Analysis and Life Predictions of Forged Steel and Powder Metal Connecting RodsDocumento5 páginasFatigue Analysis and Life Predictions of Forged Steel and Powder Metal Connecting Rodsethiopian art2020Ainda não há avaliações
- Curiel 2017Documento11 páginasCuriel 2017Daniel CoelhoAinda não há avaliações
- Weld Design by FEADocumento11 páginasWeld Design by FEAAdarsh D. KarkiAinda não há avaliações
- Course Outline: Using Rocscience Tools For Geotechnical EngineeringDocumento4 páginasCourse Outline: Using Rocscience Tools For Geotechnical EngineeringJaime GutierrezAinda não há avaliações
- Workshops: Slide and PhaseDocumento3 páginasWorkshops: Slide and PhaseJaime GutierrezAinda não há avaliações
- Training Fall 02Documento2 páginasTraining Fall 02Jaime GutierrezAinda não há avaliações
- Brochure Mining Brochure May17Documento24 páginasBrochure Mining Brochure May17Jaime GutierrezAinda não há avaliações
- 78-SAG, AG, Rod, Ball MillsDocumento8 páginas78-SAG, AG, Rod, Ball MillsJaime GutierrezAinda não há avaliações
- Basic Design Requirements For Structures Subjected To Dynamic ActionDocumento14 páginasBasic Design Requirements For Structures Subjected To Dynamic ActionJaime GutierrezAinda não há avaliações
- II-100 II-101: Now With A. Boughey Pty LTD, NSW, AustraliaDocumento6 páginasII-100 II-101: Now With A. Boughey Pty LTD, NSW, AustraliaJaime GutierrezAinda não há avaliações
- Bridge Hydraulic Analysis With HEC-RAS: April 1996Documento0 páginaBridge Hydraulic Analysis With HEC-RAS: April 1996Jaime GutierrezAinda não há avaliações
- Rasd 20 3: Dynamic Analysis For Ball Mill FoundationDocumento13 páginasRasd 20 3: Dynamic Analysis For Ball Mill FoundationJaime GutierrezAinda não há avaliações
- Gas Dehydration and Molecular Sieves FPSO SaquaremaDocumento28 páginasGas Dehydration and Molecular Sieves FPSO SaquaremamohammedAinda não há avaliações
- 21-137 Masonry Restoration NotesDocumento3 páginas21-137 Masonry Restoration Notescap zagAinda não há avaliações
- Value EngineeringDocumento20 páginasValue EngineeringSakshi SinghAinda não há avaliações
- Material Take-Off List: Rev. CodeDocumento6 páginasMaterial Take-Off List: Rev. CodeSIVAAinda não há avaliações
- Weld Metal CertificateDocumento1 páginaWeld Metal CertificatePhương Do QuangAinda não há avaliações
- Checkered PlateDocumento1 páginaCheckered PlateMark A FainaAinda não há avaliações
- Steel Connections Show Final Version 20-6-2008 ModifiedDocumento76 páginasSteel Connections Show Final Version 20-6-2008 ModifiedyahAinda não há avaliações
- 3 - Mini Frac TestsDocumento45 páginas3 - Mini Frac TestsDeepak RanaAinda não há avaliações
- 2 SinteringDocumento70 páginas2 SinteringMohammed Bilal100% (1)
- Hydro Power NEW - FinalDocumento84 páginasHydro Power NEW - FinalPablo ThomassetAinda não há avaliações
- Major ProjectsDocumento80 páginasMajor ProjectslisahunAinda não há avaliações
- Sample Question PaperDocumento4 páginasSample Question PaperPranay BharekarAinda não há avaliações
- DONE - GoodMechanical Properties of 3D Printed Polymeric Gyroid CONFRONTO Con Altre TPMSDocumento9 páginasDONE - GoodMechanical Properties of 3D Printed Polymeric Gyroid CONFRONTO Con Altre TPMSMoad BouzidaAinda não há avaliações
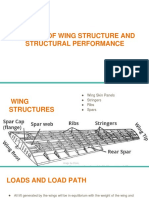
- Bending of Wing Structure and Structural PerformanceDocumento21 páginasBending of Wing Structure and Structural Performancemrajadurai700Ainda não há avaliações
- Designing For Fire Protection: W D & B SDocumento4 páginasDesigning For Fire Protection: W D & B Scorrine tanAinda não há avaliações
- Carbopol® Ultrez 21 Polymer: The Lubrizol Corporation 29400 Lakeland Boulevard Wickliffe, Ohio 44092 Tel: (440) 943-4200Documento7 páginasCarbopol® Ultrez 21 Polymer: The Lubrizol Corporation 29400 Lakeland Boulevard Wickliffe, Ohio 44092 Tel: (440) 943-4200Ana Paula JimenezAinda não há avaliações
- TOC - Table of Compliance Arsitek SimDocumento40 páginasTOC - Table of Compliance Arsitek SimImran nasution0% (1)
- The Effect of Different Vegetable Peelings and Additives/Chemicals Added To The Quality and Characteristics of BioplasticsDocumento55 páginasThe Effect of Different Vegetable Peelings and Additives/Chemicals Added To The Quality and Characteristics of BioplasticsAirielle MiotenAinda não há avaliações
- Stainless Steel Sink: User ManualDocumento9 páginasStainless Steel Sink: User ManualJoeAinda não há avaliações
- Masterflex 700 PGDocumento3 páginasMasterflex 700 PGHaresh BhavnaniAinda não há avaliações
- Standards Related To BearingsDocumento6 páginasStandards Related To Bearingswholenumber0% (1)
- PREP FOR Fire Water Line PDFDocumento154 páginasPREP FOR Fire Water Line PDFDusngi MoAinda não há avaliações
- ROAD TO MY LEWIS ActivityDocumento1 páginaROAD TO MY LEWIS ActivityCristy SevillaAinda não há avaliações
- Causes of Deterioration of Reinforced ConcreteDocumento40 páginasCauses of Deterioration of Reinforced Concretesahel khaanAinda não há avaliações
- Bonderite S-FN 213 Acheson: Technical Data SheetDocumento2 páginasBonderite S-FN 213 Acheson: Technical Data SheetirisAinda não há avaliações
- Lombardo Lista de Precios Junio 2020Documento85 páginasLombardo Lista de Precios Junio 2020VEMATELAinda não há avaliações
- Nanostructures and NanomaterialsDocumento2 páginasNanostructures and NanomaterialsSantosh MysoreAinda não há avaliações
- Tetric+N Bond+Universal 2Documento30 páginasTetric+N Bond+Universal 2alexAinda não há avaliações
- Welding: Krishnanand Prasad 0501213359 (04) Mechanical Engg 8 SemesterDocumento21 páginasWelding: Krishnanand Prasad 0501213359 (04) Mechanical Engg 8 SemesterSuphi YükselAinda não há avaliações
- Determination of Length Change of Concrete Due To Alkali-Silica ReactionDocumento7 páginasDetermination of Length Change of Concrete Due To Alkali-Silica Reactioniipmnpti iipm100% (1)
- Redefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesNo EverandRedefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesAinda não há avaliações
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsAinda não há avaliações
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNo EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemAinda não há avaliações
- A Complete Guide to Safety Officer Interview Questions and AnswersNo EverandA Complete Guide to Safety Officer Interview Questions and AnswersNota: 4 de 5 estrelas4/5 (1)
- Healthy Buildings: How Indoor Spaces Drive Performance and ProductivityNo EverandHealthy Buildings: How Indoor Spaces Drive Performance and ProductivityNota: 5 de 5 estrelas5/5 (2)
- Fundamentals of Risk Management for Process Industry EngineersNo EverandFundamentals of Risk Management for Process Industry EngineersAinda não há avaliações
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisNo EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisNota: 5 de 5 estrelas5/5 (1)
- Rules of Thumb for Maintenance and Reliability EngineersNo EverandRules of Thumb for Maintenance and Reliability EngineersNota: 4.5 de 5 estrelas4.5/5 (12)
- Workbook to Accompany Maintenance & Reliability Best PracticesNo EverandWorkbook to Accompany Maintenance & Reliability Best PracticesNota: 3.5 de 5 estrelas3.5/5 (3)
- Epidemiology and Demography in Public HealthNo EverandEpidemiology and Demography in Public HealthJaphet KillewoNota: 5 de 5 estrelas5/5 (1)
- Fire Fighting Pumping Systems at Industrial FacilitiesNo EverandFire Fighting Pumping Systems at Industrial FacilitiesNota: 4.5 de 5 estrelas4.5/5 (3)
- Electrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70ENo EverandElectrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70ENota: 3 de 5 estrelas3/5 (6)
- Plutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersNo EverandPlutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersNota: 4 de 5 estrelas4/5 (32)
- Culture, Health and Illness: An Introduction for Health ProfessionalsNo EverandCulture, Health and Illness: An Introduction for Health ProfessionalsAinda não há avaliações
- Guidelines for Implementing Process Safety ManagementNo EverandGuidelines for Implementing Process Safety ManagementAinda não há avaliações
- Fire Protection Engineering in Building DesignNo EverandFire Protection Engineering in Building DesignNota: 4.5 de 5 estrelas4.5/5 (5)
- Guidelines for Auditing Process Safety Management SystemsNo EverandGuidelines for Auditing Process Safety Management SystemsAinda não há avaliações
- The Invisible Rainbow: A History of Electricity and LifeNo EverandThe Invisible Rainbow: A History of Electricity and LifeNota: 4.5 de 5 estrelas4.5/5 (21)
- Chemical Process Safety: Learning from Case HistoriesNo EverandChemical Process Safety: Learning from Case HistoriesNota: 4 de 5 estrelas4/5 (14)
- What Went Wrong?: Case Histories of Process Plant Disasters and How They Could Have Been AvoidedNo EverandWhat Went Wrong?: Case Histories of Process Plant Disasters and How They Could Have Been AvoidedNota: 5 de 5 estrelas5/5 (2)