Escolar Documentos
Profissional Documentos
Cultura Documentos
Justificacion de Residencias Proyecto Mantto. Turbina
Enviado por
Zaimy Selene VazquezDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Justificacion de Residencias Proyecto Mantto. Turbina
Enviado por
Zaimy Selene VazquezDireitos autorais:
Formatos disponíveis
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
INTRODUCCION
En la actualidad debido ala demanda de produccin en un a empresa es
necesario llevar acabo peridicamente inspecciones y mantenimientos a los
equipos para mantenerlos en eficacia de funcionamiento.
Debido a esto el departamento mecnico del CTPALM ha convenido realizar
programas de mantenimiento de paro programado (mantenimiento preventivo) y
de mantenimiento correctivo.
De acuerdo ala demanda de energa elctrica, la empresa se ha propuesto
mantener a todos sus equipos en optimas condiciones , obteniendo niveles de
mxima produccin, sin embargo sabemos que no es siempre factible llevar acabo
estos fines, ya que existen diferentes fallas en equipos, los cuales pueden ser por
desgaste, degradacin de componentes, por sobre exposicin a exceso trabajo, o
por distintos factores variables que necesitan ser controladas; como son la
inyeccin del flujo de vapor, inyeccin de combustible, control de presiones en
diferentes puntos de la unidad, etc.
Con la realizacin de este proyecto se pretende determinar los tipos de
mantenimiento que se les realiza a los equipos en el complejo termoelctrico
presidente Adolfo Lpez Mateos, as como a su vez el tiempo en que se llevan a
cabo estos.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
JUSTIFICACION
Los programas de mantenimiento son muy importantes dentro de una empresa ya
que evitan paros forzados de las maquinas o equipos lo cual se ve reflejado en la
economa de la empresa, diferente seria que las empresas no contaran con estos
programas de mantenimiento que perjudicara enormemente a la empresa y sus
equipos debido a que estos presentaran problemas mayores por no darles un
mantenimiento a tiempo y adecuado.
El presente proyecto de seguimiento de todas las actividades realizadas durante el
mantenimiento, adems del control de lo datos tcnicos obtenidos del
mantenimiento, fue elaborado con la finalidad de recuperar parmetros operativos
de acuerdo a los datos tcnico del diseo original del equipo, realizando acciones
preventivas para no ocasionar un paro de emergencia y acciones correctivas a los
equipos que hayan sufrido un desperfecto durante su operacin, con la finalidad
de obtener una mayor eficiencia en el turbogenerador, se obtendr una mejora,
proyectando una mayor vida til, mediante una buena confiabilidad y
como
consecuencia una mayor disponibilidad en el equipo y en la propia unidad
generadora no. 1 de este complejo termoelctrico presidente Adolfo Lpez
Mateos.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
OBJETIVO GENERAL
El objetivo de la realizacin de este proyecto es conocer
los tipos de
mantenimiento que se realizan en los turbo-generadores instalados en el
complejo termoelctrico presidente Adolfo Lpez Mateos, los cuales pueden ser:
mantenimiento predictivo, mantenimiento preventivo, y mantenimiento correctivo,
adems de llevar un seguimiento de este, con el fin de recuperar la disponibilidad
y la confiabilidad del equipo bajo parmetros operativos acordes a los datos del
diseo original del turbogenerador. En forma eficiente para la generacin de
energa elctrica.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
OBJETIVOS PARTICULARES
La finalidad de este proyecto es adquirir los conocimientos fundamentales de,
cmo se llevan a cabo los mantenimientos de los turbo-generadores instalados en
el complejo termoelctrico presidente Adolfo Lpez Mateos, conocer las partes
que lo componen, la herramienta especial utilizada, los instrumentos de precisin
utilizados, a su vez conocer que otros reas se involucran en un mantenimiento.
Reforzar los conocimientos en el manejo de instrumentos de presicin que son
utilizados, Conocer tambin la metodologa
que se sigue antes, durante y
despus de cada mantenimiento, mediante la ejecucin de un cronograma de
actividades (programa) y la aplicacin de procedimientos tcnicos implantados en
el centro de trabajo.
Dar seguimiento del programa de actividades y de los procedimientos aplicados en
las mismas, para cada una de las partes que componen el turbogenerador, as
como de las acciones correctivas adicionales e inmediatas que se necesite realizar
en tiempo y forma, para dejarla el equipo en ptimas condiciones de trabajo.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
CARACTERIZACION DEL AREA EN QUE SE PARTICIPO
Como un homenaje a quien fuera presidente de la Repblica de 1958 a 1964, el
Complejo Termoelctrico de Tuxpan lleva el nombre del Licenciado Adolfo Lpez
Mateos, abanderado del proceso de Nacionalizacin de la Industria elctrica de
nuestro Pas.
Actualmente con 6 unidades generadoras de 350 MW, y 1 unidad turbo gas de 163
MW, que en conjunto suman 2263 MW destinados, en su mayor parte, a la zona
centro del pas a travs
de la Subestacin Texcoco, el Complejo inicio su
construccin en el ao de 1985, habiendo finalizado su montaje con la entrada en
Operacin de la ultimo unidad en el ao de 2003.
Inaugurada en su primera etapa el 17 de Septiembre de 1989, el Complejo
Termoelctrico de Tuxpan se ha convertido en un polo de desarrollo de la Regin.
La construccin de las dos primeras unidades de este Complejo inici en Junio de
1983, siendo la primera sincronizacin la de la unidad 1 el da 11 de Noviembre de
1989 y puesta en operacin el da 30 de Junio de 1991, posteriormente se da la
segunda sincronizacin que sera la de la segunda unidad el da 29 de Septiembre
de 1990 y puesta en operacin comercial el 1 de Agosto de 1991.
La segunda etapa de la Central Termoelctrica Presidente Adolfo Lpez Mateos da
comienzo con la construccin de las unidades 3 y 4 en Enero de 1991, dando
como resultado la sincronizacin de las mismas en las fechas 3 de Diciembre de
1993 y 23 de Marzo de 1994 y puesta en operacin comercial en las fechas de 18
de Junio de 1994 y el 16 de Agosto de 1994 respectivamente.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
Dado los requerimientos de Energa Elctrica de nuestro Pas la Central
Termoelctrica empresa perfectamente establecida
desde el comienzo a la
tercera etapa de la misma con la construccin de las unidades 5 y 6 en Febrero de
1993 y 30 de Junio de 1996 respectivamente, de igual forma se pone en operacin
comercial en las fechas 27 de Mayo de 1996 y 29 de Junio de 1996.
A raz del continuo crecimiento en la demanda de energa elctrica, la cual se ha
acentuado desde 1990 en la regin oriente del pas, se ha instrumentado una serie
de acciones como parte de un plan de contingencia,
y una de estas es la
instalacin de la Unidad Turbogas Tuxpan para compensar el incremento en la
demanda de energa en esta rea del sistema elctrico nacional la cual
comprende la cuarta del complejo termoelctrico.
El C.T.P.A.L.M. esta integrado por siete unidades generadoras, las primeras 6
unidades tienen una capacidad de 350 MW cada una, y la unidad 7 tiene una
capacidad de 163 MW, generando una capacidad instalada total de 2263 MW, por
lo que esta considerado como uno de los principales centros productores de
energa elctrica del pas contribuyendo con el 5.80% de la capacidad efectiva
nacional y el 7.65% de la generacin bruta nacional.
Con base a estos elementos desarrolla un Sistema de Calidad, que hoy en da la
coloca como el primer Complejo de la Gerencia Regional de Produccin del
Sureste en lograr un reconocimiento Nacional e Internacional, al cumplir con los
requerimientos de la Norma NMX-CC-004; 1995/ISO/9002; 1994, con el siguiente
alcance: Administracin, Produccin y Mantenimiento en Proceso de Generacin
de Energa Elctrica.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
ISO 9002 es un modelo de aseguramiento de calidad; las Normas que las rigen no
contemplan el aseguramiento de producto aseguran el sistema de calidad que
genera el producto.
Registrarse en dicha Norma no significa que un producto haya sido registrado o
aprobado.
La certificacin del Sistema de Calidad ISO 9002 significa que la empresa tiene un
sistema documentado implantado y mantenido de calidad.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
MISION Y VISION
MISION
1. Asegurar,
dentro
de
un
marco
de
competencia
actualizado
tecnolgicamente, el servicio de energa elctrica, en condiciones de
cantidad, calidad y precio, con la adecuada diversificacin de fuentes de
energa.
2. optimizar la utilizacin de su infraestructura fsica, comercial y de recursos
humanos.
3. proporcionar una atencin de excelencia a nuestros clientes.
4. proteger el ambiente, promover el desarrollo social y respetar los valores de
las poblaciones donde se ubican las obras de electrificacin.
VISION
Una empresa de clase mundial que participa competitivamente en la
satisfaccin de la demanda de energa elctrica nacional e internacional, que
optimiza el uso de su infraestructura fsica y comercial, a la vanguardia en
tecnologa, rentable, con imagen de excelencia, industria limpia y recursos
humanos altamente calificados.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
POLITICA DE LA EMPRESA
Generar energa elctrica para satisfacer los requisitos de nuestro cliente: el
centro nacional de control de energa y partes interesadas, con el compromiso de:
1. Desarrollar el capital humano,
2. Cumplir la legislacin ambiental, de seguridad, salud y otros requisitos
aplicables,
3. Prevenir la contaminacin,
4. Prevenir los riesgos para la seguridad y salud del personal,
5. Preservar la integridad fsica de la propiedad; y mejorar continuamente la
eficacia del sistema integral de gestin.
OBJETIVOS DE LA EMPRESA
1. Mejorar la eficiencia operativa de la administracin del capital humano
mediante la simplificacin y modernizacin de los procesos sustantivos,
fomentando la seguridad y salud de los trabajadores.
2. Mejorar la administracin de los recursos materiales y la prestacin de
servicios generales, mediante la simplificacin, modernizacin y prevencin de la
contaminacin en los procesos sustantivos.
3. Mejorar la atencin y defensa de los intereses jurdicos mediante la asesoria
oportuna y gil que apoyen la legalidad y el desahogo de juicios y procedimientos.
4. Brindar atencin oportuna a los requerimientos de la sociedad derivados de
nuestra gestin mediante el fortalecimiento de los programas de prevencin de
conflictos sociales, de acceso a la informacin pblica y de divulgacin de la
ciencia.
5. Consolidar una administracin moderna de los recursos mediante la aplicacin
de sistemas y programas que promuevan la productividad y la transparencia en la
gestin de la empresa.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
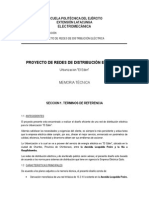
UBICACIN GEOGRAFICA
El complejo termoelctrico presidente Adolfo Lpez Mateos esta instalado sobre la
costa del Golfo de Mxico 6.5 Km., al norte de la desembocadura del ro Tuxpan
de Rodrguez cano, Veracruz. El predio se encuentra a 3 metros sobre el nivel
medio del mar y tiene una extensin de 2 624709m; sus coordenadas geogrficas
son: 20 59 latitud norte y 97 15 longitud oeste. La temperatura promedio anual
en la regin es de 27C, con una humedad relativa promedio de un 70 %.
FIG. 1 Ubicacin Geogrfica
Se encuentra ubicado en la isla potreros, limitada al este con el Golfo de Mxico
(zona turstica regional), al oste con la laguna de tampamachoco (estuario de
ostin y camarn), al norte con un rea de 15 hectreas de reserva ecolgica
protegida por la CFE. Y con la Barra Galindo, por ltimo. Al sur con el ro Tuxpan
(Estacin Martima de PEMEX).
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
MANTENIMIENTO
Accin eficaz para mejorar aspectos operativos relevantes de un
establecimiento tales como funcionalidad, seguridad, productividad, confort,
imagen corporativa, salubridad e higiene.
racionalizar costos de operacin.
Otorga la posibilidad de
El mantenimiento debe ser tanto
peridico como permanente, preventivo y correctivo.
La labor del departamento de mantenimiento, est relacionada muy
estrechamente en la prevencin de accidentes y lesiones en el trabajador
ya que tiene la responsabilidad de mantener en buenas condiciones, la
maquinaria y herramienta, equipo de trabajo, lo cual permite un mejor
desenvolvimiento y seguridad evitando en parte riesgos en el rea laboral.
MANTENIMIENTO PREVENTIVO
Accin de carcter peridica y permanente que tiene la particularidad de prever
anticipadamente el deterioro, producto del uso y agotamiento de la vida til de
componentes, partes, piezas, materiales y en general, elementos que constituyen
la infraestructura o la planta fsica, permitiendo su recuperacin, restauracin,
renovacin y operacin continua, confiable, segura y econmica, sin agregarle
valor al establecimiento.
MANTENIMIENTO CORRECTIVO
Accin de carcter puntual a raz del uso, agotamiento de la vida til u otros
factores externos, de componentes, partes, piezas, materiales y en general, de
elementos que constituyen la infraestructura o planta fsica, permitiendo su
recuperacin, restauracin o renovacin, sin agregarle valor al establecimiento.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
TIPOS DE CENTRALES DE GENERACION ELECTRICA
1. HIDROELECTRICA: Central que utiliza la energa potencial de la cada
del agua de una presa para generar energa elctrica.
2. GEOTERMICA: Energa trmica del vapor del subsuelo el cual proviene
de un geiser.
3. EOLECTRICA: Energa potencial de la corriente del aire o viento del
medio ambiente.
4. TERMOELECTRICA:
Una central termoelctrica es una instalacin en donde la energa mecnica que
se necesita para mover el rotor del generador y, por tanto, obtener la energa
elctrica, se obtiene a partir del vapor formado al hervir el agua en una caldera. El
vapor generado tiene una gran presin, y se hace llegar a las turbinas para que en
su expansin sea capaz de mover los alabes de las mismas.
Una central termoelctrica clsica se compone de una caldera y de una turbina
que mueve el generador elctrico. La caldera es el elemento fundamental y en ella
se produce la combustin del carbn, fuel o gas.
El funcionamiento eficaz de las turbinas de vapor es importante para las industrias
del mundo, pero como toda maquinaria, es necesario examinar y mantener
constantemente este equipo para producir los mejores resultados.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
Una central termoelctrica clsica posee, dentro del propio recinto de la planta,
sistemas de almacenamiento del combustible que utiliza (parque de carbn,
depsitos de fuel-oil) para asegurar que se dispone permanentemente de una
adecuada cantidad de ste. Si se trata de una central termoelctrica de carbn
(hulla, antracita, lignito,...) Es previamente triturado en molinos pulverizadores
hasta quedar convertido en un polvo muy fino para facilitar su combustin. De los
molinos es enviado a la caldera de la central mediante chorro de aire
precalentado.
Si es una central termoelctrica de fuel-oil, ste es precalentado para que
fluidifique, siendo inyectado posteriormente en quemadores adecuados a este tipo
de
combustible.
Si es una central termoelctrica de gas los quemadores estn asimismo
concebidos especialmente para quemar dicho combustible.
Hay, por ltimo, centrales termoelctricas clsicas cuyo diseo les permite quemar
indistintamente combustibles fsiles diferentes (carbn o gas, carbn o fuel-oil,
etc.). Reciben el nombre de centrales termoelctricas mixtas.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
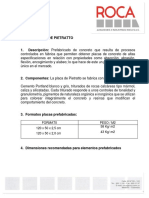
DIAGRAMA DE FLUJO GENERAL DEL SISTEMA DE GENERACION DEL
C.T.P.A.L.M
La figura muestra el proceso a seguir para el funcionamiento de una de las
unidades de generacin de energa del complejo termoelctrico presidente Adolfo
Lpez Mateos.
El combustible utilizado en esta central para generar calor, es un derivado del
petrleo conocido como Bunker C (combustoleo), el cual se suministra por medio
de turbina submarina conectada a una monoboya en el mar. Este combustible es
descargado en la monoboya por medio de un buque tanque de gran capacidad.
El combustible viaja a travs de la tubera submarina hacia un tanque de
almacenamiento. Despus de que el combustible ha sido almacenado en el
tanque se llena toda la tubera con una mezcla del mismo combustible y diesel,
esta mezcla es conocida como intermedio 15 ya que posee un 15% de diesel y
85% de combustible. Esta mezcla es inyectada en la tubera con la finalidad de
evitar que quede combustible, se endurezca y la tape. El intermedio 15 es menos
denso y de ms fluidez ayudando as a conservar las tuberas listas para la
prxima descarga de combustible.
Despus del tanque de almacenamiento de combustible, este pasa a otros
tanques de menor capacidad conocidos como tanques de da, el cual se encarga
de abastecer al generador de vapor para calentar el agua.
El generador de vapor como su nombre lo dice, es donde se lleva a cabo la
transformacin del agua a vapor. Aqu se encuentran los quemadores y la caldera
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
donde se almacena el agua para su calentamiento y su vaporizacin. El suministro
de agua requiere varios procesos como se describe a continuacin.
PRIMER PASO: el agua es suministrada por medio de las bombas de agua de
circulacin, esta agua debe estar libre de residuos marinos flora o fauna marina
que provoque taponamiento en las tuberas y el propio equipo, esto se logra evitar
por medio de un rastrillo mecnico, este se encarga de arrastrar toda la basura de
gran tamao como puede ser: llantas, troncos, piedras y cualquier material que
haya sido arrojado al mar. Posteriormente el agua pasa a travs de una malla
giratoria cuya funcin es evitar que pasen las conchas, limo, algas y basura de
menor tamao.
Una vez que el agua es liberada de estos residuos es bombeada
hacia el
condensador. El objetivo de este paso es aprovechar el vapor utilizado por el
turbogenerador, este vapor llega al condensador pasando a travs de un radiador
donde circula agua fra logrando as la condensacin del vapor, la capacidad de
condensacin es de 673.48 ton/h., por otro lado existe una toma de agua hacia la
Evaporadora que se encarga de evaporar el agua que es suministrada por las
bombas de circuito abierto, para disminuir la gran cantidad de sales minerales
que se encuentran en esta; el agua originada libre se almacena en el tanque de
destilado. Lo siguiente es desmineralizarla para hacerla lo mas pura posible esto
se logra con los pulidores de destilado. Y esta agua resultante se mezcla
justamente con el agua condensada originada en el condensador. El agua fra la
cual se utiliza para la condensacin, es suministrada por las bombas de agua de
circulacin y una vez utilizada por el condensador, al agua es expulsada hacia los
canales de descarga y regresa nuevamente al mar. Esta agua que se logra con la
condensacin se encuentra prcticamente limpia y es la que se utiliza para el
proceso de generacin de vapor. Esta agua al salir del condensador llega a los
pulidores de condensado para un tratamiento qumico.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
El siguiente paso es hacer pasar esta agua por unos calentadores de baja presin,
siendo bombeadas por las bombas de condensado (esta bombas extraen el
agua condensada dentro del condensador y que se almacena en los pozos
calientes), el objetivo primordial de estos calentadores juntamente con los de alta
presiones adelantar el calentamiento del agua antes de llegar a la caldera para
que su vaporizacin sea lo mas rpido posible. Existen 4 calentadores de baja
presin, la temperatura de calentamiento del primer calentador es de 47.20 C a
89.16 C el tercero de 89.10C a 112.30 C y el cuarto de 112.30 C a 154.10 C.
El agua caliente que se genera en estos calentadores de baja presin es
introducida a un desgasificador para liberar los gases generados y posteriormente
almacenar esta agua en los tanques de agua de alimentacin. Nuevamente se
vuelve a calentar el agua, ahora por los calentadores de alta presin por medio de
bombas de agua de alimentacin, la temperatura a la que el agua es calentada es
de 154.10 C 184.80C para calentador 5, de 189 C a 209 C para el sexto
sptimo de 209 a 247 C por lo que la elevacin de la temperatura del agua antes
de entrar a la caldera es de 247C.
SEGUNDO PASO: una vez realizada la preparacin del agua lo siguiente ser
llevar el agua hacia la caldera donde se generara el vapor que es el principal
objetivo de la planta para poder producir la energa elctrica.
Una vez que se a producido el vapor deseado este es pasado por un
sobrecalentador para calentar secar este vapor ya que contiene gran cantidad de
agua en pequeas gotas que pueden ser dainas para el turbo generador ya que
este vapor es introducido a gran presin y aunque sean muy pequeas las gotas
de roco a la velocidad a la que fluye el vapor hace que traspasen las hlices de la
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
turbina por lo que es necesario que este completamente seco y libre de roco. Una
vez calentado el vapor es introducido a la turbina de alta presin y al pasar por
esta, el vapor sufre un enfriamiento por lo que se vuelve a calentar hacindolo
pasar por un recalentador y nuevamente es introducido a ala turbina.
La presin de vapor de entrada a la turbina de 166.5 bars a una temperatura de
538 C. dicha turbina consta de una seccin de alta presin, con doble carcasa
que incluye seccin de presin alta e intermedia y baja presin. Condensacin de
doble flujo con el escape, con 7 extracciones de vapor para calentamiento de agua
de alimentacin, su capacidad nominal a una velocidad de 3600 rpm es de; 350
MW de potencia, con tensin de generacin de 20 KV con factor de potencia de .9
y frecuencia de 60 Hz.
TECER PASO: el ltimo paso es la elevacin de voltaje utilizando el transformador
principal trifsico de 135 / 375 MVA se cuenta con un transformador principal de
potencia por unidad, que eleva la tensin generada de 20 KV a 400 KV a una
frecuencia de 60 Hz. Para entregarla a la subestacin.
Esta conectado a un generador elctrico mediante un bus de fase aislada de 20
KV y 13000 Amp. De capacidad. La subestacin se compone de 3 bahas con
arreglos en V, doble barra, interruptor y medio alimentado a 3 lneas de
transmisin de 400 KV.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
FIG. 2. PROCESO DE UNA PLANTA TERMOELCTRICA GENERADORA DE
ELECTRICIDAD
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
FUNCIONAMIENTO BASICO DE UNA TURBINA DE VAPOR
Una turbina de vapor es una turbo mquina que transforma la energa de un flujo
de vapor en energa mecnica. Este vapor es producido por el generador de vapor
(caldera), el cual suministra condiciones de elevada temperatura y presin. En la
turbina se transforma la energa interna del vapor en energa mecnica o de
movimiento que, tpicamente, es aprovechada por un generador para producir la
energa elctrica.
Al pasar por las toberas de la turbina, se reduce la presin del vapor (se expande)
aumentando as su velocidad. Este vapor a alta velocidad es el que hace que los
alabes mviles de la turbina giren alrededor de su eje al incidir sobre los mismos.
Por lo general una turbina de vapor posee ms de un conjunto tobera-alabe o
etapas, para aumentar la velocidad del vapor de manera gradual. Esto se hace ya
que por lo general el vapor de alta presin y temperatura posee demasiada
energa trmica y, si sta se convierte en energa cintica en un nmero muy
reducido de etapas, la velocidad perifrica o tangencial de los discos puede llegar
a producir fuerzas centrfugas muy grandes causando fallas en la unidad.
En una turbina se pueden distinguir dos partes, el rotor y el estator. El rotor est
formado por ruedas de alabes unidas al eje y que constituyen la parte mvil de la
turbina. El estator tambin est formado por alabes, no unidos al eje sino a la
carcasa de la turbina.
Atendiendo a donde se realiza la expansin del vapor se distinguen dos tipos de
turbinas: de accin o de reaccin.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
En las turbinas de accin la expansin del vapor se realiza en el estator perdiendo
presin y aumentando su velocidad hasta pasar al rotor donde la presin se
mantendr constante y se reducir su velocidad al incidir sobre los alabes.
Por el contrario, en las turbinas de reaccin el vapor se expande en el rotor,
mantenindose la presin y velocidad constantes al pasar por el estator, que en
este caso slo sirve para dirigir y orientar el flujo de vapor.
Las turbinas de reaccin son mquinas de flujo permanente, en las cuales el vapor
entra por las toberas y se expansiona hasta una presin ms pequea. Al hacerlo
el chorro de vapor, adquiere una gran velocidad. Parte de la energa cintica de
este chorro es cedida a los alabes de la turbina, de la misma manera que un
chorro de agua cede energa a los cangilones de una rueda hidrulica. Las
turbinas que utilizan el impulso del chorro para mover los alabes se denominan
turbinas de vapor.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
GENERALIDADES DE LAS TURBINAS.
De una forma general, la base del funcionamiento de las turbinas de vapor se
podran describir como la fuerza de los chorros de vapor a alta velocidad que
salen de la tobera y que segn la necesidad se pueden utilizar de dos maneras: si
la tobera se mantiene fija y el chorro se dirige a un alabe, la fuerza del chorro de
vapor tendera a mover este pero si la tobera no esta fija y es libre de moverse la
reaccin del chorro mover la tobera en direccin opuesta, estos dos casos se
pueden observar cuando se usa una manguera con boquilla comn y corriente
para regar el jardn. La turbinas que solo tienen toberas fijas se les conoce como
turbinas de accin o de impulso tales como las General Electric, Toshiba, Hitachi,
Alsthom, Atlantique y aquellas que tienen toberas fijas y toberas mviles como lo
son las turbinas Whestinhouse, Mitsubishi, Brown Boveri, se les identifica como
turbina de reaccin. Por cuestiones prcticas casi todas las turbinas comerciales
utilizan un poco del otro diseo.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
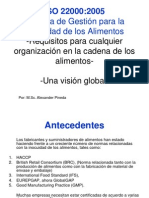
DESCRIPCION DE TURBOGRUPO
El turbo grupo esta compuesto bsicamente de la turbina de alta presin, presin
intermedia y baja presin donde en esta ltima va acoplado el generador elctrico
de CA, trifsico sncrono con conexin en estrella de dos polos por cada unidad
generadora.
Fig. 3 vista externa turbo grupo
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
TURBINA DE VAPOR MITSUBISHI DE 350 MW
El ciclo termodinmico con el cual trabaja la turbina es del tipo regenerativo, con
sobrecalentamiento y recalentamiento. Su descarga es hacia el condensador
principal y cuenta con siete extracciones de vapor, para la conformacin de un
ciclo.
La turbina es de marca Mitsubishi, de 3600 rpm y cuenta con 19 pasos, con doble
flujo en la parte de baja presin, con un largo efectivo del ltimo alabe de 781 mm.
Cuenta con siete puntos de extraccin sin regulacin. La flecha de la turbina, se
acopla directamente al generador elctrico.
La turbina opera con vapor sobrecalentado a 540C, a una presin de 170 bar y
vapor recalentado a 540C, a una presin de 39 bars. Estas condiciones son a la
entrada de la vlvula de paro de vapor principal y de vapor recalentado de la
turbina.
Con los cuatro calentadores de agua de condensado y tres de agua de
alimentacin en servicio as como todos los servicios de calentamiento del equipo
auxiliar operando, la capacidad del turbogenerador es de 350 Mw., con un vaci
en el condensador de 680 mm de Hg. El equipo principal del turbogenerador es el
siguiente:
1. Turbina de alta presin.
2. Turbina de presin intermedia.
3. Turbina de baja presin.
4. Generador elctrico.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
TABLA 1 DESCRIPCION DE TURBINAS
Fabricante
Tipo
Capacidad
Velocidad
Presin de vapor de
entrada
Temperatura de vapor de
entrada
Presin de vapor de
descarga al condensador
No. De extracciones
Cantidad de alabes en
turbina de alta presin
Cantidad de alabes en
turbina de presin
intermedia
Cantidad de alabes en
turbina de baja presin
Longitud de alabes en la
ultima rueda
Velocidad critica turbinas
de presin alta e
intermedia
Velocidad critica turbina
de baja presin
Velocidad critica del
generador elctrico
Sistema de control
Unidades 1 y 2
Unidades 3 y 4
Unidades 5 y 6
Mitsubishi heavy
Aisthom
Alsthom
industries
Recalentamiento
Recalentamiento
Recalentamiento
simple,dos cilindros,
simple,
simple,
condensacin,
condensacin,
condensaciones,
extracciones.doble
extracciones,doble extracciones,doble
flujo en baja presin flujo en baja presin
flujo en baja
presin
350 MW
350 MW
350 MW
3600 rpm
3600 rpm
3600 rpm
169 Kg./cm
166.5 bar abs.
166.5 bar abs.
538C
538C
3.2 pulg.Hg. Abs.
0.111 bar
7
1 paso de accin
7
1 paso de accin
7 pasos de reaccin
6 de reaccin
538C
0.111 bar
7
1 paso de accin
6 pasos de
6 pasos de reaccin
reaccin
7 de reaccin
7 de reaccin
5 con doble flujo
5 con doble flujo
5 con doble flujo
787 mm
864 mm
864 mm
1200 rpm
1200 rpm
1200 rpm
1850 rpm
1800 rpm
1800 rpm
850 rpm
820 rpm
820 rpm
Electro hidrulico
digital
Electro hidrulico
digital
Electro hidrulico
digital
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
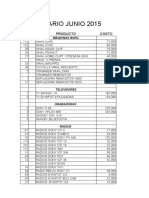
TURBINA DE ALTA PRESION
La turbina de alta presin que se muestra en la figura 4 es la que admite el vapor
principal y se localiza en el extremo del lado generador de vapor
y esta
constituida por una etapa de impulso y siete de reaccin.
Los alabes tienen una figura y disposicin tal, que el vapor fluye de la parte central
del rotor TAMP (etapa de impulso) hacia lado del gobernador extremo con
generador de vapor (etapas de reaccin)
FIG. 4 Turbina de alta presin
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
TURBINA DE PRESION INTERMEDIA
La turbina de presin intermedia se localiza entre la turbina de baja presin y la de
alta presin. Es la que admite el vapor recalentado caliente y esta constituido por 6
etapas de reaccin. Los alabes estn colocados de tal manera que el vapor fluye
hacia el lado del generador elctrico, en sentido opuesto al flujo de la turbina de
alta presin en las etapas de reaccin.
Las turbinas de alta e intermedia presin, utilizan una flecha comn, con
direcciones de flujo opuestas para equilibrar empujes axiales adems de reducir
esfuerzos y vibraciones, los alabes de la turbina alta e intermedia presin van en
grupos de seis mas alabes, sujetos con una banda amarre,
sobre la cual se
encuentran remachados los bordes de los alabes (tetones), con el extremo libre de
estos. Entre los pasos de la turbina se disponen de anillos laminillas de sellos
(rueda carcaza y diafragmas rotor) para minimizar las perdidas de vapor entre un
paso y otro.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
TURBINA DE BAJA PRESION
Esta turbina se encuentra localizada entre la turbina de presin intermedia y el
generador elctrico. Es del tipo de reaccin de doble flujo, ya que consta de dos
secciones opuestas, en donde el vapor es admitido por el centro y fluye hacia sus
extremos, y de forma similar a las turbinas anteriores, se tienen anillos de sellos
para evitar fugas de vapor de un paso a otro, as como de entrada de aire del
exterior, cada seccin consta de cinco pasos, tal como se muestra en las figuras
siguientes.
FIG. 4.1 Exterior de turbina de baja presin
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
COMPONENTES PRINCIPALES DE LA TRUBINA DE BAJA PRESION MARCA
MITSUBISHI DE LA UNIDAD 1 DEL CTPALM.
1.- SELLOS DE VAPOR (GLANDULAS)
2.- CARCAZA EXTERNA DE BAJA PRESION. (CAJA DE ESCAPE)
3.- CILINDRO INTERNO No. 2 DE BAJA PRESION.
4.- CILINDRO INTERNO No. 1 DE BAJA PRESION.
5.- ANILLOS DE ALABES No. 2 DE BAJA PRESION.
6.- ANILLOS DE ALABES No. 1 DE BAJA PRESION.
7.- DEFLECTOR DE VAPOR (CENTRAL).
8.- CHUMACERAS 3 Y 4.
9.- ROTOR DE BAJA PRESION.
10.- GUIAS DE FLUJO.
11.- TUBO ADAPTADOR (CROSS OVER)
12.- MECANISMO DE TORNAFLECHA.
13.-VALVULAS DE PARO
14.-VALVULAS DE REGULACION
15.-ACOPLAMIENTOS
16.-PEDESTALES
17.-TORNILLERIA
18.-DIAFRAGMAS
19.-ALABES
20.-TOBERAS
21.-DEFLECTOR DE ACEITE
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
FUNCIONAMINETO DE LOS COMPONENTES DE LA TURBINA DE VAPOR
VALVULAS PRINCIPALES DE TURBINA
Vlvulas de gobierno
(3 piezas)
Paro
Izquierdo
Vlvulas principales paro
2 piezas) llegada de vapor
Principal
numero identificacin 2, 4, 6.
vlvulas de gobierno (3 piezas
Paro
Derecho
Numero identificacin 1, 3, 5
Paro rpido
Lado izquierdo
(Check)
vlvula interceptora lado
izquierdo
Paro rpido
Lado derecho
(Check)
vlvula interceptora lado
derecho
Vlvulas de vapor recalentado
Caliente M.P
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
VLVULAS DE PARO PRINCIPAL.
Generalmente son dos vlvulas, su funcin bsica es cortar rpidamente el flujo
de vapor principal a la turbina de alta presin en casos de emergencia. Est
fabricado de acero con ciertas aleaciones, y consta prcticamente de un disco
unido a un vstago que es accionado hidrulicamente
Este tipo de vlvulas son fabricadas de dos tipos diferentes dependiendo de su
operacin y de su diseo:
a) Admisin a arco total
b) Admisin normal
En el diseo de admisin a arco total, esta vlvula en la parte interna del disco
lleva otra vlvula llamada vlvula de piloto, la cual permite el acceso del vapor
principal, suficiente
como
para
calentar
y poner a
rodar la
maquina
aproximadamente un 20% de su capacidad, con la vlvula principal de corte
cerrada y con las vlvulas de control totalmente abiertas. Despus de ah, se
cierra la vlvula piloto, se abren completamente las vlvulas de paro y ahora las
vlvulas de regulacin las que se encargan de controlar el flujo de la turbina.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
VLVULAS DE CONTROL O GOBERNADORAS
Su funcin de ests vlvulas, regular el flujo de vapor a la caja de toberas de la
turbina de alta presin. Son las que gobiernan la carga de la unidad.
Estas vlvulas son un ensamble de un disco unido a un vstago accionado por un
actuador hidrulico fabricados de acero con aleaciones especiales para que
resistan las condiciones a las que trabajan.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
VALVULAS DE VAPOR RECALENTADO O DE PARO RAPIDO
Generalmente son dos vlvulas, su funcin bsica es cortar rpidamente el flujo
de vapor recalentado a la turbina de presin intermedia en casos de emergencia.
VLVULAS INTERCEPTORAS
Son dos vlvulas de gobierno, que controlan el flujo de vapor a turbina de presin
intermedia en un caso de rechazo de carga de la unidad.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
VALVULAS PRINCIPALES DE PARO
A.- TRABAJOS DE MANTENIMIENTO
1. VERIFICACION DE VASTAGOS
a) Por erosin
b) Por excentricidad (flexin)
c) Roturas o fisuras
d) Verificacin de dimetros y compararlos con bujes
2. VERIFICACION DEL CUERPO DE LA VALVULA
a) Con partculas magnetizas
b) Partculas magnticas de birlos y tuercas
c) El estado del asiento de la vlvula.
3. VERIFICACION DE LIBRE MOVIMIENTO
a) Estado fsico con lquidos penetrantes y partculas magnticas
b) El estado del asiento
4. VERIFICACION DEL LIBRE MOVIMIENTO
a) En vlvula piloto
b) En vlvula principal
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
PORCENTAJES DE VENTOS DE LAS PARTES QUE SE DAAN EN LAS
VALVULAS
1. otras partes de vlvula.
2. solamente vstago
a) erosin vstago
b) flexin vstago
c) fisuras vstago
TOBERAS
1. Inspeccin visual por erosin, roturas.
2. verificacin con partculas magnticas (fisuras)
3. reparacin con soldadura
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
ALABES.
Estos tambien son conocidos como paletas, estn fabricados con acero de bajo
contenido de carbono y aleaciones de cromo, nquel, molibdeno y vanadio para
resistir los esfuerzos mecnicos.
Su objetivo principal es el de transforma la energa cintica que adquieren del
vapor, en energa mecnica que transmiten a un rotor que a su vez acciona a otro
equipo.
Cuando se les da mantenimiento es practica comn limpiarlos con chorro de oxido
de aluminio tamao de grano 220.
TOBERAS.
Las toberas o tambien conocidas como alabes fijos son fabricados de acero de
bajo contenido de carbono y aleaciones de nquel, vanadio, cromo, y molibdeno.
Su principal objetivo es el de transformar la energa de presin de vapor en
energa cintica por medio de una estrangulacin expansin al vapor.
Dependiendo del tipo de turbina van ensambladas en los diafragmas en los
diseos de impulso o bien colocadas en las carcazas internas que se encuentran
en los diseos de reaccin.
Estas al igual que los alabes en mantenimiento son limpiadas con chorro de oxido
de aluminio.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
ROTOR
El rotor de una turbina, como su nombre lo indica es la parte rotativa de la unidad
que transforma la energa resultante de la extraccin del vapor en movimiento y lo
trasmite al rotor generador, hacindolo girar contra un campo magntico para
producir energa elctrica en sus terminales. Eventualmente el rotor puede
impulsar algn otro equipo mecnico.
Los rotores pueden tener varias formas, dependiendo del fabricante y su proceso
particular de manufactura. La construccin del rotor tambin depende de las
dimensiones de los alabes y las condiciones del fluido de operacin.
Al evaluar un rotor, la torsin que se espera trasmitir es, quizs, la consideracin
mas critica para determinar sus dimensiones. Las fatigas inducidas en el rotor por
su torsin deben ser consideradas en conjunto con las fatigas adicionales
inducidas por las cargas centrifugas de las ruedas, alabes y otros elementos
mviles que lleva. Tambin por la fatiga inducida por la flexin del rotor,
ocasionada por su propia masa, debe ser considerada.
Como todos los elementos rotatorios de alta velocidad, el rotor requiere un muy
cuidadoso balanceo dinmico. El rotor tambin debe ser cuidadosamente
analizado para sus velocidades crticas, con objeto de asegurarse que estas no
sucedan a valores muy cercanos de, o en mltiplos de las velocidades de
operacin.
El rotor adquiere la forma de una catenaria debido a su propio peso, cuando esta
sometido entre chumaceras. Cuando mas de un rotor estn acoplados, las
chumaceras deben estar correctamente bien alineadas en relacin una con otra,
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
asumiendo la forma deflectada y manteniendo los claros correctos entre las
chumaceras y las almohadillas en ambas posiciones, ya sean fijas o mviles.
FIG. 5 Rotor turbina de baja presin
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
CHUMACERAS DE CARGA.
Las chumaceras de carga son las piezas sobre las cuales descansa del rotor de la
turbina de vapor. Estos cojinetes como tambin se les conoce, estn fabricados en
su mayora de un material antifriccin llamado babbitt, comnmente del tipo 5x
para altas velocidades que es vaciado sobre unas zapatas de acero o cuerpos de
las chumaceras tambin conocidos de esta manera. En algunas ocasiones, y con
el fin de tener una mejor disipacin que se tiene en el cojinete, entre el acero y el
babbitt se coloca una capa de bronce.
Existen varios diseos de chumaceras. Por mencionar algo, dicen algunos
fabricante que las chumaceras de tres segmentos autoalineables con la unin de
las dos mitades de la chumacera inclinada (no horizontal) es la mas apropiada
para las turbinas de tamao considerable, mientras que otros creen que las
chumaceras de seis segmentos autoalineables con la unin horizontal de sus dos
mitades es la recomendable para ese mismo tipo de maquinas.
Para el buen funcionamiento de la turbina de vapor, a estas chumaceras se les
inspecciona de una forma visual sus condiciones fsicas (sobrecalentamiento,
piting, ralladuras etc.) inspecciones efectuadas generalmente en los segmentos
hechos de babbitt;, de igual forma se realizan ensayos no destructivos como: el
mtodo de lquidos penetrantes, ultrasonido y partculas magnticas se verifican
posible faltas de adherencia en contorno y rea 100% , fisuras y/o fracturas en su
metal base o carcaza, con micrmetros se verifican sus dimensiones, para en
contra la holgura de aceite, verificando esta con alambre de plomo, de igual forma
con el alambre de plomo lainmetro tambin se puede verificar el apriete de sus
anillo exterior tambin con un lainmetro es factible verificar el alineacin con
respecto al mun; finalmente tambin se verifica el contacto que existe entre el
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
Cuerpo de la chumacera y su anillo exterior (rotula) y metal antifriccin con rotor,
esto ultimo con la ayuda de tinte azul (azul de Prusia) .
FIG. 5.1 Chumacera de carga
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
CHUMACERA DE EMPUJE.
Esta chumacera va ensamblada en el extremo de la turbina y que tiene por
objetivo evitar los desplazamientos axiales que en determinado momento se
pudieran presentar al variar las condiciones de trabajo de la maquina.
Generalmente se construyen de zapatas que tienen en la superficie de contacto
metal de babbitt, estn diseadas para que de tal forma que un sistema de
amortiguamiento - unin son capaces de soportar un desalineamiento notable,
sin necesidad de poner fuera de servicio la unidad.
Al inspeccionar estas chumaceras, las actividades mas comunes que se realizan
son: la inspeccin visual de cada una de sus partes, verificar con lquidos
penetrantes la adherencia del babbitt; y hacer la prueba de desplazamiento axial
antes y despus de ensamblar la turbina para decidir si hay necesidad de variar
algn espesor.
DIAFRAGMAS.
Estas piezas, de peso y tamao considerable, que son las que mantienen firme a
las toberas en las unidades de impulso, suelen ser fabricadas, dependiendo del
tamao, de acero forjado o hierro vaciado, comnmente los diafragmas de alta
presin se fabrica de acero forjado mientras que los de baja son fabricados de
hierro vaciado. En las turbinas de diseo de reaccin, al ir las toberas colocadas
dentro de las carcazas internas prcticamente se carece de diafragmas, lo cual
desde el punto de vista del mantenimiento, tiene sus ventajas, ya que por si algn
motivo se encuentra daada una tobera, su remocin es mas sencilla debido a
que todo se resume a remover de la carcaza interna tobera tras tobera y una vez
habiendo llegado a la tobera daada, se tendr que removerla, colocar una nueva
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
y volver a colocar las dems, en cambio en las de diseo de impulso, la solucin a
una situacin similar es un poco mas complicada por la razn que prcticamente
todas las toberas forman un solo ensamble, y remover una o varias toberas
daadas no es en la mayora de los casos recomendables, por lo que muchas
veces se tiene que recurrir a la reparacin mecnica o soldadura.
Entre los objetivos de los diafragmas esta el evitar que el vapor se desvi de su
ruta dentro de la turbina. Para esta finalidad, cuenta con unas cuas de sellado
horizontal y vertical adems de brindar el espacio necesario donde van colocados
los sellos de vapor de tipo labernticos que tambin evitan las fugas de este tipo.
Para su alineamiento, estas piezas cuentan con determinadas localidades y
ciertos accesorios que permiten colocarlos concentricamente al rotor de la turbina.
Para lograr un buen alineamiento interno es muy recomendable seguir la sin
instrucciones del fabricante.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
CARCAZAS.
En este tipo de cuerpo estn alojados los diafragmas, carcazas interiores y rotor.
Estas estn fabricadas en fundicin de acero, las cuales se les realizan una
infinidad de pruebas con el objetivo de que cumpla con los requerimientos
demandados por las condiciones de operacin de la turbina.
SELLOS DE VAPOR TIPO LABERINTO
Llamados as por la forma de obstruccin que ofrecen al flujo de vapor para que
no salga de la turbina o no pase de una etapa a otra, se fabrican de una aleacin
comnmente latn o de otros materiales como el acero que tengan muy bien
definidos sus coeficientes de dilatacin trmica.
Las revisiones que se hacen a estos sellos despus de la limpieza mecnica es la
verificacin del claro que entre sus dientes y el rotor existe de forma radial y axial.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
PEDESTALES.
Son los soportes en los que descansa la estructura de todas sus carcazas y
rotores.
Estos son fabricados en acero, algunas veces por vaciado otras por uniones de
soldadura. En ellos se encuentra.
En el extremo turbina: todo el sistema de gobierno, gobernador de
velocidad, disparo por alta velocidad, vlvula piloto principal, bomba
principal de lubricacin, chumacera de carga N 1, chumacera de empuje,
etc.
En los intermedios podremos encontrar las chumaceras de carga y en
algunos casos la chumacera de empuje, adems
de uno que otro
dispositivo de control.
TORNILLERIA.
La tortillera de la turbina de vapor se fabrica en acero con otras aleaciones, es de
las que a mayores esfuerzos se somete y debe ser inspeccionada para detectar
fisuras o indicaciones en alguna parte de su cuerpo, ya que se pueden presentar
fugas de vapor.
Es recomendable que este tipo de tortillera sea inspeccionada con equipo de
ultrasonido para detectas fisuras internas y externas.
Para aflojar esta tortillera siempre es necesario aplicar calor, ya sea por medio de
calentadores de oxiacetileno o por calentadores de resistencia diseados para
este propsito.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
ACOPLAMIENTOS.
Es la parte del rotor cuyo objetivo es transmitir la potencia que adquiri del vapor
el elemento rotativo, comnmente es fabricado como una parte integral; el
dimetro de sus pernos es .001 menor que el dimetro de sus barrenos.
Las verificaciones que se les hacen a los acoplamientos despus de la limpieza
mecnica son generalmente visuales. Las reas que comnmente se inspecciona
son los barrenos, las caras y la periferia .
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
PROCEDIMIENTOS PARA DESMONTAJE DE TURBINA DE BAJA PRESION
1. Paro y enfriamiento d la unidad.
Durante esta actividad solicitar libranza para retirar cross over (tubera de
cruce de vapor). En esta actividad se deber considerar ejecutarla lo antes
posible para acelerar el enfriamiento del turbogrupo, debiendo abrir los
cuatro registros entrada hombre desde el primer da del paro e unidad.
2. retiro de la mitad superior de la caja de sellos de vapor, considerar apoyo e
instrumentacin para retirar el termopar y el uso de herramental para
extraer chumacera 3 y 4 cuando esta montada la mitad superior de la
carcaza externa de baja presin.
3. retiro de torna flecha (desacoplar y verificar desalineamiento) para realizar
esta actividad deber esta fura de servicio el sistema de lubricacin y motor
4. desenergizado y desconectado. Como preparativos tener listo el soporte de
torna flecha, considerar en esta actividad retiro de guarda coplees, retiro de
guardas cubre pernos en rotores (BP-GE), aflojar las tuercas con ayuda de
herramienta (hy torck) utilizando la llave 5XLT para BP con HP y la 10 XLT
para BP GE, una vez retirados los pernos se debern colocar las tuercas
en cada uno de ellos segn el numero que tengan, colocar maniobra para
extraer el engrane del torna flecha y verificar excentricidad en forma
independiente para cada cople.
5. retiro de mitad superior de carcaza externa de turbina de baja presin. Para
esta actividad se debe considerar tener disponible y con durmientes en el
lugar donde va a colocarse y tambin mantener aseguradas en su interior la
mitad superior de las guas reflujo retirar cuas superiores.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
6. retiro cilindro superior numero 2, como preparativo se debe considerar
colocar entarimado para trabajar con seguridad del personal y seguridad del
equipo tambin es necesario retirar los registros que nos permiten acceder
a los tornillos interiores.
7. retirar mitad superior de cilindro numero 1 de la turbina de baja presin,
considerar colocacin de tapas de proteccin para evitar la entrada de
objetos extraos al interior, tambin se debe prever colocar guas y el uso
de caas termgenas, tornillos gatos para despegar, cuidando que el
despegue sea en forma nivelada mantenindose de tal forma hasta la
extraccin final del componente o pieza.
NOTA GRAL: para todas las piezas se deber considerar antes de levantar
con la gra el despegarlas por medio de gateo, ya sea con tornillos gato,
gatos de grasa, gatos hidrulicos y la ayuda de calsos.
8. retiro de la mitad superior de anillo de alabes y deflector, como estas
piezas, no llevan guas para extraccin se deber tener cuidado del
centrado de la misma durante la extraccin para evitar daos a sellos y
diafragmas.
9. verificacin de huelgos superiores. Incluye retirar todos los sellos realizar la
limpieza de guas, colocarlos nuevamente sin antiferrante, calzarlos con
cuas de madera para montarlos nuevamente, como previa colocacin de
plomo, desmontaje retiro de plomo, medicin y registro en hojas de formato.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
10. retiro de mitad superior de chumacera 3 y 4 esta actividad se realiza hasta
el final de la verificacin de huelgos superiores para mantener protegido el
mun y la mitad inferior de dichas chumaceras, tambin se deber prever
el retiro de instrumentacin (sensores). Antes del desmontaje tambin se
puede aprovechar esta actividad para verificar los huelgos con plomo.
11. se desmonta rotor y se verifican huelgos de acuerdo en lo indicado en el
punto No. 8, se deber tener listos los bancos de apoyo para recibir el rotor
de la turbina de baja presin.
12. se retiran las chumaceras 3 y 4 y se verifican que esten desconectadas las
lneas de gateo proceder con el mantenimiento de chumaceras de acuerdo
a lo indicado anteriormente.
13. verificar que los componentes se vayan limpiando de acuerdo a la
secuencia del montaje
14. fabricar juntas metlicas para cajas de sellos y vigilar que todos los
componentes llegues a su posicin de montaje y chumaceras 3 y 4.
15. se procede a balancear el rotor.
16. se monta el rotor para verificar huelgos interiores. En esta actividad se
utiliza el herramental especial, balancn, estrobos, y tensor. Para nivelar el
rotor; es este paso se puede aprovechar para verificar huella de trabajo de
chumaceras con respecto al rotor.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
17. se monta la mitad superior de anillo de alabes No. 1 y 2 y cilindro No. 1
para verificacin de huelgos superior deflector de vapor.
18. fabricar juntas y aplicar barniz mordente para prevenir la corrosin. Previo
calentamiento.
19. de acuerdo a los problemas de alineamiento. preparar maniobra para mover
generador elctrico, en este punto se debern medir los pernos antes de
montaje y posterior al apriete para verificar la elongacin de los pernos la
cual debe ser de 0.29 mm a 0.33 mm para alta y baja presin, y de 0.47
mm
a 0.54 mm para baja presin con generador elctrico, utilizar la
herramienta hy torck como se indica en el punto 3 verificar excentricidad.
20. utilizar sellador silicn de juntas para cierre final.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
POSICION K DEL ROTOR TURBINA DE BAJA PRESION
POSICIONES K (UNIDADES 1 Y 2)
Se llama posicin K cuando el rotor debe estar desplazado hacia el lado
gobernador este quiere decir que el disco de empuje debe tener contacto con
los segmentos del lado gobernador.
Esto es considerando que la chumacera de empuje esta completamente
ensamblada.
POSICIONES EN UNIDADES 3 A 6
Se le llama posicin K en estas unidades cuando el rotor debe estar
desplazado hacia la parte del lado generador estos quiere decir que el disco de
empuje tiene contacto con los segmentos del lado generador.
Esto es considerado que la chumacera de empuje esta completamente
ensamblada.
LEVANTE O GATEO EN ROTORES
EN UNIDADES 1 Y 2. En estas unidades se tiene nicamente en la chumacera
3 y 4. la presin de la bomba de aceite debe ser usada entre 120 130 bars o
bien de 0.05 0.06 mm.
EN UNIDADES 3 A 6. en estas unidades se tiene un levantamiento en las
chumaceras 1, 2, 3, 4, 5, 6. La presin que deben de desempear las bombas
de aceite es de 80 115 bars. Y el levante que tiene el rotor en cada
chumacera es de 0.06 0.12 mm
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
PROTECCIONES Y EQUIPOS AUXILIARES DE LA TURBINA
PROTECCIONES DE TURBINA
SISTEMAS AUXILIARES
SOBRE VELOCIDAD (MEC. Y ELECT.)
SISTEMAS DE LUBRICACION
SUPERVISORIO DE TURBINA
SISTEMA ELECTROHIDRAULICO
VIBRACIONES
SISTEMA VAPOR-SELLOS
TEMPERATURA
SISTEMA DE LEVANTE
DESPLAZAMIENTO
SISTEMA DE AGUA DE CIRC.
EXPANCION DIFERENCIAL
SISTEMA DE VAPOR DE SELLOS
DISPARO POR BAJO VACIO
SISTEMA DE CONDENSADO
DISPARO POR BAJA PRESION ACEITE LUB.
SISTEMA DE TORNAFLECHA
DISP. POR ALTA PRESION EN CHUM. EMPUJE
DISPARO MANUAL LOCAL
DISPARO MANUAL REMOTO
DISPARO POR SELENOIDE
SUPERVISORIO
1. VIBRACION EN CHUMACERAS
2. POSICION DEL ROTOR
3. EXPANSION DE CARCASA
4. EXPANSION DIFERENCIAL
5. EXCENTRICIDAD
6. TEMP. DEL METAL DE CHUMACERAS
7. TEMP. DE ACEITE LUBRICANTE Y DRENAJES DE ACEITE
8. TEMPERATURA DE METALES DE TURBINA
9. TEMPERATURA DE VAPOR DE ESCAPE DE TURBINA
10. VELOCIDAD
11. TEMPERATURA DE VAPOR DE SELLOS
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
MANTENIMIENTO DEL CONJUNTO DE TURBINAS DE ALTA INTERMEDIA Y
BAJA PRESION
Actividades
ACTIVIDAD No. I.- UNIDAD EN TORNAFLECHA VERIFICAR VIBRACIONES
ANTES DE PARAR LA UNIDAD.
Actividades
1) considerar como mnimo 4 das con maquina en torna flecha (rodando ) para
su enfriamiento tomando las siguientes medidas para cada uno de los das.
A) posicin de rotor en cuarto de control
B) posicin del rotor en el campo
C) excentricidad en el cuarto de control
D) excentricidad en el campo
E) temperatura en el primer paso
2) poner en fuera de servicio el torna flecha de acuerdo ala temperatura
especificada por el fabricante (160 C).
3.- HERRAMIENTAS
A) micrmetro de profundidades
B) indicador de cartula
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
ACTIVIDAD No. II.- DESMONTAR CUBIERTA DE VISTA TAB/TBP
A) retirar cubierta de vista de la turbina de AP-PI
B) retirar cubierta de vista de turbina BP
ACTIVIDAD No. III.- DESMONTE DE TUBERIA DE CRUZAMIENTO (CROSS
OVER)
Actividades
1.A) colocar andamios en la zona de baja y alta presin, en
tortillera
B) retiro de aislamiento en la zona de tortillera
C) retiro de cubierta en la zona de tortillera
D) aflojar tortillera en ambas bridas tap-tbp
E) preparar maniobra de diferenciales y gra viajera.
F) desmontar cross over y colocarla en el sitio para su inspeccin
G) retirar diafragma de sello y anillo exterior.
2.- HERRAMIENTAS
1) diferencial de 4 o 5 toneladas
2) grillete de 1 de dimetro
3) llave allen de 30 mm
4) llave de golpe de 40 mm
5) estribo de 7/8 de dimetro
6) estribo de de dimetro.
7) torquimetro de 0 = 1200 lb-pie
8) equipo de arc. Air
la zona de
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
9) equipo de corte.
10) gra viajera de 75/25 ton.
11) sacabocados de 35 mm.
12) corta empaque para dimetro de 1.5 m.
ACTIVIDAD No IV.- AFLOR TORNILLERIA DE CARCAZA EXTERIOR DE LA
TURBIANA DE ALTA INTERMEDIA PRESION
Actividades
1) aflojar tornillos de carcaza exterior
A) aflojar tornillos de carcaza exterior
B) calentar pernos con resistencia y aflojar turcas de pernos de acuerdo alo
siguiente
GOB
GEN
Trabajar tanto como del lado derecho como del lado izquierdo
C) desmontar los pernos y acomodarlos adecuadamente, para la limpieza de
los pernos, considerar la posibilidad de retirar las turcas amarradas.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
2.- aflojar tornillos de las bridas de entrada de vapor principal
A) calentar pernos con resistencia y aflojar tuercas de birlos de forma alternada.
B) acomodarlos en lugar adecuado para su limpieza.
ACTIVIDAD No V.- DESACOPLAR Y CHECAR ALINEACION DE ROTORES
DE TURBINAS DE AP BP
Actividades
1.- desmontar cubierta de gobernador y parte superior de chumacera No. 1.
2.- desmontar cubierta superior de chumacera 2,3 y 4.
3.- desmontar guarda coplee de turbina de AP BP.
4.- desmontar parte superior de chumaceras 2,3 y 4.
5.- medir y desmontar pernos de acoplamiento.
6.- preparar maniobra y abrir acoplamiento.
7.- limpieza de coples y montaje de indicador de cartula.
8.- tomar lecturas axiales y radiales anotarlas en una hoja de registro de acuerdo
alo siguiente:
A) posicin de rotores AP -BP
en cero grados, o sea con la marca de
ensamble arriba ( girar dos vueltas ambos )
B) con la posicin en 0 grados, tomar 4 lecturas axiales a cada 90 con
micrmetro de interiores o barras paralelas y micrmetro de exteriores
C) colocar indicador de cartula en cople de turbina AP para relojera
(radialmente) en cople de turbina de BP.
D) Girara rotor de turbina AP y BP y tomar 4 lecturas radiales a cada 90.
E) Girar 180 el cople de la turbina de BP y mantener en 0 y el rotor de la
turbina de BP en 180, tomar 4 lecturas axiales a cada 90.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
F) Con el rotor de la turbina AP en posicin 0 y el rotor de la turbina de BP
en 180, girar el rotor de la turbina de AP y tomar 4 lecturas radiales cada
90.
NOTA.- GIRAR ROTORES EN SENTIDO DE LAS MANECILLAS DEL RELOJ
VISTO DESDE EL GOBERNADOR.
G) con los valores obtenidos se hace el promedio (0 180) y se obtienen los
valores de alineacin.
ACTIVIDAD No. VI.- DESMONTAR CARCAZA EXTERIOR SUPERIOR DE LA
TURBIAN DE AP.
Actividades
1.- retirar tapones de las tuercas
2.- verificar que el rotor se encuentre en posicin k
2.1 extraer guas cnicas una en cada esquina de carcaza externa (hacia arriba).
3.- registrar claro entre la junta horizontal. No debe ser mayor a 0.15 mm en
cualquier punto.
4.- preparar tornillos gato y gatos hidrulicos.
5.- levantar la carcaza con los tornillos gato (hasta quedar libres las guas)
6.- preparar el balancn y la gra viajera.
7.- preparar rea para recibir carcaza.
8.- nivelar la carcaza con diferenciales (tensores).
9.- desmontar la carcaza.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
ACTIVIDAD No VII.- DESMONTAR CARCAZA INTERIOR SUPERIOR TAP.
(CILINDROS 1 Y 2).
1.- retirar tapones de las tuercas.
2.- preparar resistencia para calentar pernos.
3.- calentar pernos y aflojar tuercas, retirarlas.
4.- medir y registrar el claro entre las juntas horizontales (no debe ser mayor a
(0.15 mm.)
5.- preparar tornillos gato para levantar carcaza.
6.- levantar tornillos con tornillos gato hasta que las guas queden libres
7.- preparar rea para recibir carcaza. Preparar el balancn y la gra viajera.
8.- nivelar la carcaza con diferenciales (tensores).
9.- desmontar la carcaza.
ACTIVIDAD No. VIII.- DESMONTAR PARTES SUPERIORES DE RUEDAS DE
ALABES DUMMY RING Y SELLO DE VAPOR.
Actividades
1.- retirar tapones de tuerca (donde aplique).
2.- preparar resistencia para calentar pernos. (Donde aplique).
3.- verificar posible claro entre las juntas horizontales, registrar valores.
4.- calentar pernos y aflojar tuercas, retirarlas.
5.- medir y registrar claro entre las juntas horizontales ( no mayor a 0.15 mm. ).
6.- desmontar las partes superiores de acuerdo a su secuencia.
7.- colocarlas en un rea libre.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
ACTIVIDAD No. IX.- DESMONTAR CHUMACERA DE EMPUJE, BOMBA
PRINCIPAL Y TUBERIA DE ACEITE.
Actividades
1.- verificar que el rotor se encuentre en posicin k.
2.- desmontar la carcaza superior de bomba principal y medir los claros axiales
del impulsor con respecto ala carcaza inferior (ver el dibujo en la actividad de
inspecciones) registrar.
3.- comprobar el huelgo de la chumacera de empuje y anotarla en la hoja de
registro.
4.- desmontar anillos de aceite.
5.- desmontar la chumacera de empuje, una vez tomada la referencia de la
dimensin (z) de chumacera 1 a caja de chumacera de empuje (tornillos a1, a2,
a3, a4).
CHUMACERA 1
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
6) registrar las dimensiones siguientes con el rotor en posicin k.
ACTIVIDAD No X.- DESMONTAR ROTOR DE ALTA INTERMEDIA PRESION
Y PARTES INFERIORES
1.- verificar la posicin k del rotor.
2.- verificar huelgos axiales, radiales y registrarlos.
3.- montar guas para desmontar el rotor.
4.- preparar balancines con gra viajera
5.- tensar estribos y nivelar el rotor.
6.- desmontar el rotor y colocarlo en sus soportes.
7.- desmontar anillos de alabes inferiores dummy ring, sellos de vapor, cilindros
inferiores.
8.- desmontar partes inferiores de chumacera 1 y 2.
9.- colocar tapas de madera en las entradas y salidas de vapor de la carcaza
inferior, exterior.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
ACTIVIDAD No XI.- MANTENIMIENTO E INSPECCION DE PARTES DE
TURBINA DE ALTA PRESION.
Actividades
1.- Mantenimiento e inspeccin de carcaza exterior superior e inferior
A) inspeccin visual a detalle del cuerpo de la carcaza en general, inspeccin
por posible erosin y corrosin. Limpieza boquillas entradas de vapor.
B) Efectuar limpieza de la junta horizontal con piedra de asentar y aceite
ligero y superficie ensamble.
C) Inspeccin de el estado de las bridas de entrada de vapor principal
(spaghetti) efectuar limpieza de los asientos.
D) Efectuar limpieza de los asientos de las turcas sobre la carcaza.
E) Comprobar y registrar la nivelacin de la carcaza exterior y caja del
gobernador.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
F) Comprobar el apriete del anclaje de ka carcaza inferior exterior al pedestal
de la turbina de BP y al gobernador.
2.- Inspeccin y mantenimiento de : a) carcaza interiores ( cilindros 1 y 2 ); b)
anillos de alabes ( 1,2,3. ); c) anillos de balance ( dummy ring ); d) sellos de
vapor; e) paso rateau.
A) efectuar la inspeccin visual a detalle para deteccin de posible erosin o
roturas.
B) transportar las piezas a las zonas de limpieza con chorro de arena.
C) verificar la limpieza de las piezas.
D) transportar las piezas de la zona de limpieza con chorro de arena a casa de
maquinas.
E) efectuar la limpieza de las juntas horizontales con la piedra de asentar y
aceite ligero.
F) realizar pruebas no destructivas a todas las piezas (partculas magnticas,
ultrasonido, partculas fluorescentes; etc.)
G) efectuar las reparaciones que resulten de la inspeccin por medio de
soldadura, de acuerdo al siguiente criterio:
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
PASO RATEAU: reparacin mayor con
soldadura si mas del 10% de la tobera
esta daada o si menos de l 10 % esta
daada pero la suma de la dimensin P es
mayor o igual al 40 % de la dimensin X.
REPARACION MAYOR ; si el 20 % de las
toberas estn daadas y si el dao de la
tobera es mayor al :
a) 40 % de X para y menor o igual que 650 mm.
b) 30 % de X para 150 menor que y menor o igual que 300 mm.
c) 20 % de X y menor que 300 mm.
g1) proceso de soldadura ITG.
g2) seleccionar la varilla adecuada.
g3) preparar la superficie daada.
g4) precalentamiento a 253 316 grados Celsius con multiflama.
g5) colocacin de placa de respaldo de cobre.
g6) soldadura.
g7) tratamiento trmico mantenido a 399 454 C durante 10 minutos y
enfriamiento con lana de asbesto.
g8) prueba con lquidos penetrantes.
T (c)
Sostenido 10 min. 399454
400
Soldadura
300
178-253c
200
100
Calentamiento 253-316
C
Enfriamiento con lona de
asbesto
T ( hr )
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
3.- mantenimiento e inspeccin del rotor de turbina de AP
A. Llevar acabo inspeccin visual a detalle para detectar posibles erosiones
de alabes, rotura de alabes, erosiones en banda de refuerzo o tetones,
estado de muones y cople, estado de disco de empuje.
B. Transportar el rotor ala zona de limpieza con chorro de arena
C. Verificar limpieza del rotor de turbina de AP.
D. Transportar el rotor ala casa de maquinas.
E. Realizar pruebas no destructivas al rotor tap. partculas fluorescentes.
Lquidos penetrantes a cambios de secciones, alabes, tetones, etc.
F. Efectuar inspeccin y limpieza de cople, aplicar partculas magnticas,
inspeccionar asientos de tuercas.
G. Realizar inspeccin por rasgaduras, golpes, efectuar limpieza y medicin
de muones en 4 puntos y dos mediciones por punto (0-180 y 90-270).
Limpieza y asentamiento con lija fina No. 600.
H. Realizar inspecciona los aros de refuerzo (pletina) y en los alabes candado
(de cierre) de cada rueda.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
I. Realizar maniobras si es necesario, para el balanceo del rotor en bancos.
J. Inspeccionar el barreno del rotor
4.- inspeccin y mantenimiento de la tortillera en general
a) Inspeccin visual a detalle de la tortillera, pernos, tuercas y arandelas,
rectificar en todo lo que sea necesario con daos ligeros.
b) Efectuar limpieza de tortillera, tuercas, pernos y arandelas.
c) Realizar pruebas no destructivas, tortillera y pernos ultrasonido, tuercas
y arandelas partculas magnticas.
d) Para su montaje aplicar antiaferrante a roscas de tortillera limpia.
5.- inspeccin, medicin y mantenimiento de los pernos de acoplamiento de TAP
TBP.
a) Limpieza general de pernos y tuercas.
b) Inspeccin visual a detalle para detectar posibles irregularidades en los
pernos y daos en las roscas. Rectificar roscas en torno de ser necesario
c) Efectuar pruebas no destructivas, pernos de acoplamiento ultrasonido,
tuercas partculas magnticas.
d) Para su montaje aplicar una ligera capa de antiferrante a las roscas.
e) Eliminar irregularidades en las caras de asiento de las tuercas.
6.- inspeccin y mantenimiento de la bomba principal de aceite de lubricacin.
a) Inspeccionar a detalle cada uno de los anillos de sello de aceite.
b) Armar los anillos de sello de aceite y medirlos en dimetro interior y en
ancho para conocer el claro radial y axial respectivamente. Cambiar anillos
se es necesario de acuerdo a lo siguiente :
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
Huelgo axial de sellos de aceite (1.05 0.12 mm.)
Huelgo de diseo a, b, c, d = ( 0.05 0.15 mm. ) diametrales..
c) Registrar claro axial de la bomba
d) Efectuar la prueba de lquidos penetrantes al impulsor.
e) Efectuar la limpieza general de la bomba y rectificar con la piedra de
asentar la junta horizontal de la carcaza de la bomba.
7.- inspeccin y mantenimiento de la tubera de cruzamiento (cross over)
a) verificacin de las juntas horizontales, tanto lado turbina de alta presin
como de baja presin, por posible erosin y corrosin, aplicar lquidos
penetrantes alas juntas horizontales, eliminar imperfecciones con la piedra
de asentar y aceite ligero,
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
b) inspeccionar con lquidos penetrantes las placas directrices (soldaduras
reparar si se requiere).
c) Inspeccionar visualmente las jutas de expansin del cross over aplicar
lquidos penetrantes ala junta de expansin, reparar en caso de ser
necesario con soldadura.
d) Rectificar la rosca de los birlos averiados, fabricar birlos si es necesario
e) Rectificar con machuelo la rosca de todos los barrenos de la junta
horizontal.
f) Efectuar l actividad (a) pero para el anillo de transicin. (diafragma de
sellado).
g) Cambiar las juntas de asbesto de las juntas horizontales (ahora son
enchaquetadas).
h) Verificar liberacin de las bridas de la turbina BP. Para el cross over,
mximo desnivel permisible (0.010) 0.025 mm en cualquier sentido.
8.- inspeccin y mantenimiento de lminas de sellos de vapor
a) Efectuar inspeccin visual de los sellos por desgaste, golpes o
dobleces
b) Efectuar limpieza de sellos de vapor con sepillo de alambre circular
c) Reparar pequeos daos en sellos de vapor, de acuerdo con la
inspeccin llevada a cabo
d) Realizar la mediacin de la altura de los anillos de sellos segn lo
especificado por el fabricante.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
ACTIVIDAD No. XII.- MONTAJE Y AJUSTE DEL ROTOR DE ALTAINTERMEDIA PRESION CON PARTES INFERIORES
1.- montaje de partes inferiores y cilindros, anillos de alabes, anillos de balance,
caja de sellos de vapor. Aplicar antiferrante a las reas de ajuste con la carcasa
exterior inferior.
2.- montaje y ajuste de partes inferiores de chumacera 1y2. Verificar el contacto
entre las chumaceras y el anillo soporte recordando que no debe ser menor al
80% del rea total.
3.- calzar los sellos inferiores de los anillos de los alabes, anillos de balance y
cajas de sellos, para mantenerlos fijos (sin muelleo) utilizar seguro.
4.- preparar balancn con gra viajera.
5.- nivelar el rotor por medio de los tensores
6.- montar guas en carcaza para montar rotor
7.- colocar alambre de plomo en los sellos inferiores indicados en el punto 3 y
azul de Prusia en los muos del rotor.
8.- montar el rotor.
9.- levantar el rotor y medir los plomos. Registrar los valores obtenidos. Ajustar o
cambiar sellos si se requiere.
10.- retirar los seguros de los sellos. Montar nuevamente los sellos verificando las
partes de ensamble con antiaferrante (montaje definitivo).
11.- verificar el contacto del mun con la chumacera y registrarlo. (Limpiar
muones y chumaceras).
12.- montar el rotor en forma definitiva, girarlo y colocarlo en posicin k , previa
lubricacin de chumaceras.
13.- verificar huelgos axiales y radiales, izq. der. Y registrarlos.
14.- verificar posible excentricidad el rotor. (Run out).
15.- proteger chumaceras de materiales extraos, polvo, etc.
16.- retirar la maniobra.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
Nota.- durante todos los trabajos asegurara la herramienta a utilizar y evitar
objetos extraos en la ropa
ACTIVIDAD No. XIII.- MONATJE DE PARTES SUPERIORES DE ANILLOS DE
ALABES, DUMMY RING Y SELLOS
1.- preparar la maniobra para montaje de partes superiores
2.- colocacin de alambre de plomo en rotor.
3.- montaje de partes superiores y verificacin del claro posible en junta
horizontal. Claro no mayor a 0.15 mm.
4.- apriete de tortillera en fro ala mitad.
5.- aflojar tuercas de anillos de alabes, dummy ring y sellos y retirar la partes
superiores.
6.- medir los plomos y registrar los valores obtenidos. Ajustar o cambiar sellos si
se requiere.
7.- tomar la medida de los pernos, donde aplique.
8.- aplicar barniz mordente ala junta horizontal y montar nuevamente las partes
superiores, apriete las tuercas en fro. La tuerca debe girar un cierto arco, de
acuerdo con la especificacin de fabricante.
9.- calentar pernos y apretar en forma alternada.
10.- volver a medir los pernos pata verificar la elongacin final, que debe estar
dentro del rango especificado por el fabricante, registrar valores.
11.- comprobar mediante martillos, el apriete de pernos.
12.- comprobar el cierre hermtico de la junta horizontal.
13.- retirar la maniobra utilizada durante estos trabajos
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
ACTIVIDAD No. XIV.- MONTAJE DE CILINDROS 1 Y 2 SUPERIORES
1.- Preparar maniobra con gra
2.- levantar la pieza, nivelar y revisar la junta horizontal por posibles
imperfecciones.
3.-aplicar barniz mordente a la junta horizontal.
4.- montar la carcaza interior (cilindro).
5.- medir los pernos y registrar los valores.
6.- montar arandelas y tuercas.
7.- verificar huelgos en la junta horizontal antes de apretar.
8.- preparar resistencias
9.-apretar en fro considerando el arco de giro de la tuerca.
10.- calentar pernos y apretar para cerrar la junta horizontal
11.- medir nuevamente los pernos para verificar la elongacin final, registrar
valores.
12.- comprobar mediante el martilleo el apriete.
13- comprobar el cierre hermtico de junta horizontal
14.-retirar maniobra utilizada.
ACTIVADAD No. XV.- MONTAJE DE CARCAZA EXTERIOR SUPERIOR
1.- preparar maniobra con la gra viajera
2.-levantar la pieza, nivelar y revisar las caras de la junta horizontal.
3.- aplicar azul de Prusia en junta horizontal superior para verificar el contacto.
4.- efectuar el montaje de la carcaza, previa colocacin de guas.
5.- apretar en fro pernos alternados.
6.- aflojar pernos, levantar la carcaza e inspeccionar el contacto de la junta
horizontal, el cual debe ser continuo alrededor de la misma.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
7.- efectuar la limpieza de la junta horizontal y aplicar barniz mordente.
8.- montar carcaza, auxilindose de las guas y tornillos-gato, y colocar pernos,
arandela y tuercas.
9.- revisar el posible claro entre la junta horizontal antes de apretar. No debe ser
mayor de 0.15mm.
ACTIVIDAD No. XVI.- APRIETE DE TORNILLERIA DE LA CARCAZA
EXTERIOR SUPERIOR.
1.-apretar pernos en fro, en secuencia inversa en que se aflojo, previa marca del
arco de apriete, y medicin de los pernos.
2.- preparar resistencias, calentar pernos y apretarlos hasta completar el arco
establecido.
3.- medir nuevamente los pernos para comprobar la elongacin final, registrar
valores.
4.- comprobar mediante martilleo el apriete.
5.- comprobar el cierre hermtico de la junta horizontal con lainometro.
6.- apriete de tortillera en bridas de entrada de vapor principal.
a) Alinear bridas y montar tortillera.
b) Colocar junta metlica nueva.
c) Medir los pernos y registrar valor.
d) Marcar el ngulo de apriete.
e) Apretar pernos en caliente.
f) Registrar valores finales de elongacin.
g) Comprobar el apriete mediante martilleo.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
ACTIVIDAD No. XVII.- REVISION Y MANTENIMINETO DE CHUMACERAS 1, 2,
3,4 Y CHUMACERA DE EMPUJE.
1. efectuar limpieza general de las partes que constituyen cada cojinete.
2. registrar en un dibujo la huella de trabajo
3. eliminar posibles alientes o imperfecciones del metal babbit, utilizando
rasqueta (escrepa).
4. efectuar pruebas no destructivas a cada cojinete utilizando lquidos
penetrantes y ultrasonido.
5. armar las chumaceras para realizar las mediciones de cada una de ellas,
de acuerdo a lo siguiente: (una laina de 0.0015 no debe entrar en la junta
horizontal.
Estas mediciones deben ser lado generador y lado
gobernador. los anteriores registros se comparan con
los dimetros del mun para obtener el huelgo de
cada chumacera.
B
C
NUMERO DE CHUMACERA
DIAMETRO (mm)
HUELGOS( mm)
CRITERIO
305 de mun
0.35 - 0.45
HUELGO
330
0.45 - 0.55
0.002 POR
405
0.81 - 0.91
DIAMETRO
405
0.81 - 0.91
DE CHUMACERA
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
6. medicin de la caja de la chumacera de empuje y de los componentes y
disco de empuje para obtener el huelgo.
7. recuerde que para el montaje de las chumaceras, el paralelismo entre la
junta horizontal del anillo soporte y de la chumacera no debe ser mayor de
(0.005) 0.125 mm de diferencia entre un lado y el otro.
8. en la chumacera No. 1 y 2 y principalmente en la 3 y 4 se debe verificar su
alineamiento y nivel, con respecto a la flecha.
a) Alineacin de chumaceras. (fuera d eje) twist.
TWIST = OL IL + IR OR = mm
2
plg.
Maximo twis. = 0.3 * diam. chum
Diam. Chum. (mm) * 0.0003
Diam. Chum. (plg.) * 0.001
b) Desnivel o inclinacin
TILT = ( OV IV ) OT + IT
Maximo de TILT = 0.1 * diam.
Chum.
Diam. Chum. = (mm) * 0.0003
Diam. Chum. (plg.) * 0.001
IT
OT
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
OV
IV
9. recuerde para el montaje de las chumaceras No. 1, 2, 3 y 4, lo siguiente.
10. Huelgo en chumaceras.
Cilndricas y tilting-pad < 16 diam. = 1.33 1.50 * diam.
Cilndricas y tilting-pad > 16 diam. = 1.50 2.00 * diam.
ACTIVIDAD No. XVIII.- MONTAJE DE CHUMACERA DE EMPUJE Y BOMBA
PRINCIPAL DE ACEITE DE LUBRICACION.
1.- MONTAJE DE CHUMACERA DE EMPUJE.
a) Verificar la correcta limpieza de todas sus partes, y el correcto
estado del babbit.
b) Inspeccionar el disco de empuje del rotor para verificar que no tiene
imperfecciones.
c) Comprobar que la posicin este en posicin K
d) Ajustar la caja de la chumacera de empuje de acuerdo a las
referencias tomadas o a su correcta posicin. Utilizar los tornillos y
cuas de ajuste.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
e) Aplicar aceite a las partes de la chumacera durante su ensamble.
2.- MONTAJE DE BOMBA PRINCIPAL DE ACEITE.
a) verificar la correcta limpieza de aceite.
b)
montar los sellos de aceite una vez que se comprob que el huelgo
es el
correcto.
c)
Lubricar con aceite los sellos.
d)
Registrar el claro axial de la bomba con el rotor en posicin K.
e)
Verificar que la junta horizontal este libre de imperfecciones. Y
montar la carcaza superior. Apretar el conjunto.
ACTIVIDAD No. XIX.- ALINEACION DE ROTOES TURBINAS AP-BP.
1. preparar maniobra para girar el rotor.
2. tomar lecturas de alineacin de acuerdo al procedimiento escrito en el
punto desacoplar.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
3. efectuar la correccin del alineamiento de los rotores TAP-TBP (si es
necesario) para obtener los siguientes registros
4. los movimientos necesarios para corregir el alineamiento se efectan en
las zapatas de las chumaceras 1 y 2, mediante el cambio de lainas
obtenido
mediante
(procedimiento
ya
el
clculo
conocido)
de
correccin
el
clculo
de
de
la
alineamiento.
cantidad
de
desalineamiento. (movimiento a efectuar)
ACTIVIDAD No. XX.- MONTAJE DE TUBERIA DE CRUZAMIENTO.
1. preparar maniobra con gra viajera.
2. prepara empaque con barniz mordente en las juntas horizontales, tanto
lado TAP Y TBP.
3. preparar tortillera con antiferrante.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
4. montar diafragma de sello y anillo exterior, y fijar.
5. montar la tubera de cruzamiento, previa inspeccin de sus bridas (por
posibles imperfecciones).
6. montar tortillera y tuercas al 100%
7. apretar toda la tortillera de acuerdo a su par de apriete.
ACTIVIDAD No. XXI.- ACOPLAR ROTORES TURBINA AP-BP.
1. realizar limpieza de coples
2. colocar espaciador y cerrar acoplamiento de manera que coincidan las
marcas de ensamble. Se requiere levantar ligeramente el rotor
de la
turbina de AP
3. colocar la tortillera cuidando de colocarlos en su posicin correcta, ya que
es la posicin de balanceo del conjunto.
4. medir la longitud inicial de los pernos, antes de apriete, y registrar los
valores.
5. apretar 4 tornillos, en cruz, digamos el No. 1, 9, 13, 5. y verificar la
excentricidad de los acoplamientos (cople de TAP y TBP) o sea un RunOut. (mxima desviacin 0.03mm).
6. apretar los restantes verificando que la elongacin de los pernos este
dentro del siguiente rango: 0.292-0.336mm.
MANTENIMIENTO PREVENTIVO Y CORRECTIVO DEL TURBOGRUPO DE LA UNIDAD 1 DEL
CTPALM.
BIBLIOGRAFIA:
1. MANUAL DE CAPACITACION CELAYA
TURBINAS DE VAPOR (TOMO I)
COMISION FEDERAL DE ELECTRICIDAD
2. PRONTUARIO
Você também pode gostar
- Administración de proyectos y su importanciaDocumento8 páginasAdministración de proyectos y su importanciaIgnacio GarcíaAinda não há avaliações
- Conclusiones NEUMATICA Practica 7Documento1 páginaConclusiones NEUMATICA Practica 7Alan Barbosa100% (1)
- Mantenimiento Preventivo y Rutinas de Inspeccion de Las CalderasDocumento11 páginasMantenimiento Preventivo y Rutinas de Inspeccion de Las CalderasHeriberto Gallegos RuizAinda não há avaliações
- U4. - Autómatas ProgramablesDocumento33 páginasU4. - Autómatas Programableserik vazquez jimenezAinda não há avaliações
- Sistemas de Mantenimiento.Documento7 páginasSistemas de Mantenimiento.rpedro2190% (10)
- Efectividad Del MantenimientoDocumento10 páginasEfectividad Del MantenimientoJulio EmeterioAinda não há avaliações
- Control y Protección A Motores de InducciónDocumento2 páginasControl y Protección A Motores de InducciónRodrigo Cruz Morales100% (3)
- Proyecto de Investigación: Instalaciónes Electricas en Una Casa - Habitación Basada en La Norma Oficial Mexicana Nom-001-Sede-2005Documento23 páginasProyecto de Investigación: Instalaciónes Electricas en Una Casa - Habitación Basada en La Norma Oficial Mexicana Nom-001-Sede-2005M. en C. Arturo Vázquez Córdova75% (4)
- Anteproyecto de Residencia Profesional EjemploDocumento9 páginasAnteproyecto de Residencia Profesional EjemploJasiel Caballero100% (1)
- Practica 1 Control de Maquinas EléctricasDocumento5 páginasPractica 1 Control de Maquinas EléctricasJohnyGonzalezAinda não há avaliações
- 2.3 Bancos de Capacitores1Documento29 páginas2.3 Bancos de Capacitores1Raymond KenneyAinda não há avaliações
- Método secuenciador en neumática: funcionamiento y ejemplo prácticoDocumento15 páginasMétodo secuenciador en neumática: funcionamiento y ejemplo prácticoValeria Camila100% (1)
- Auditoría energética: Análisis de consumos y estrategias de ahorroDocumento12 páginasAuditoría energética: Análisis de consumos y estrategias de ahorroJoseph Abel Aguillon100% (1)
- 1.4 Ciclo de Refrigeracion - De.doble Estapa y CascadaDocumento8 páginas1.4 Ciclo de Refrigeracion - De.doble Estapa y Cascadaluis andres trejo castellanosAinda não há avaliações
- Parámetros Que Definen El Comportamiento de Los Frenos y EmbraguesDocumento2 páginasParámetros Que Definen El Comportamiento de Los Frenos y EmbraguesIraida AlemánAinda não há avaliações
- 5.3 Técnicas de Direccion en El MantenimientoDocumento18 páginas5.3 Técnicas de Direccion en El MantenimientoGerardo GenaroAinda não há avaliações
- Examen Unidad 4 Relevador ProgramableDocumento10 páginasExamen Unidad 4 Relevador ProgramableHugo Nieves100% (1)
- 1.4 Balances de Energía, Pérdidas y Eficiencias Por Equipos y Generales.Documento10 páginas1.4 Balances de Energía, Pérdidas y Eficiencias Por Equipos y Generales.Roman DiazAinda não há avaliações
- 2.4 Tecnicas de Control Del MantenimientoDocumento6 páginas2.4 Tecnicas de Control Del MantenimientoJoar Vz CidAinda não há avaliações
- Infografia Tipos de Sistemas de Arranque de Un Motor Eléctrico Ortega Hernandez Miguel Alejandro 6im1Documento2 páginasInfografia Tipos de Sistemas de Arranque de Un Motor Eléctrico Ortega Hernandez Miguel Alejandro 6im1aleAinda não há avaliações
- Tarea 1.2-CeDocumento4 páginasTarea 1.2-CedavidAinda não há avaliações
- Unidades Sistemas Hidraúlicos y Neumaáticos de PotenciaDocumento28 páginasUnidades Sistemas Hidraúlicos y Neumaáticos de PotenciaAnonymous fBEj6vAinda não há avaliações
- Procesos de Conformado MecánicoDocumento8 páginasProcesos de Conformado Mecánicoalf515Ainda não há avaliações
- Unidad Iv - Análisis de Precios UnitariosDocumento12 páginasUnidad Iv - Análisis de Precios Unitariosdiego amaya meruviaAinda não há avaliações
- Estudio económico financiero proyectosDocumento8 páginasEstudio económico financiero proyectosFili RojasAinda não há avaliações
- Sistemas de Depuración y Limpieza Del Aire.Documento24 páginasSistemas de Depuración y Limpieza Del Aire.Jose Edgardo Alvarez GomezAinda não há avaliações
- Mantenimiento para Un Compresor de Aire Acondicionado AutomotrizDocumento4 páginasMantenimiento para Un Compresor de Aire Acondicionado AutomotrizAlex Buentelloo0% (1)
- Relevadores y ContactoresDocumento39 páginasRelevadores y ContactoresRoy Alaniz67% (6)
- Unidad 3. Control ElectroneumaticoDocumento15 páginasUnidad 3. Control ElectroneumaticoBrenda Mabel Acosta CalderonAinda não há avaliações
- Esquema A Seguir para La Formulacion de Un ProyectoDocumento13 páginasEsquema A Seguir para La Formulacion de Un ProyectoRicardo Bruno Landazuri MonteroAinda não há avaliações
- Ventajas y Desventajas de Los Arrancadores en Estado SólidoDocumento2 páginasVentajas y Desventajas de Los Arrancadores en Estado Sólidoshak67% (3)
- Equipos de tratamiento de aire: ventiladores, humidificadores, secadores, filtros, calentadores y enfriadoresDocumento4 páginasEquipos de tratamiento de aire: ventiladores, humidificadores, secadores, filtros, calentadores y enfriadoresMartin Guevara100% (3)
- Programación de PLC con operaciones de bit y multibitDocumento17 páginasProgramación de PLC con operaciones de bit y multibitomar0% (1)
- Conceptos de La NeumaticaDocumento12 páginasConceptos de La NeumaticaDarcooAinda não há avaliações
- Sistema YawDocumento75 páginasSistema YawDiaperss Micro100% (3)
- Colectores solares planos: introducción y tiposDocumento13 páginasColectores solares planos: introducción y tiposMorales Castillo0% (1)
- Técnicas de montaje y alineación de maquinariaDocumento4 páginasTécnicas de montaje y alineación de maquinariaGerardo Ostos SaucedoAinda não há avaliações
- Arrancadores de motores de inducciónDocumento20 páginasArrancadores de motores de inducciónGabrielMichoacanoAinda não há avaliações
- Resumen Principios de Funcionamiento de Una TurbinaDocumento14 páginasResumen Principios de Funcionamiento de Una TurbinaEmiliano Puc CastroAinda não há avaliações
- Unidad 4 MANTENIMIENTO PREDICTIVODocumento11 páginasUnidad 4 MANTENIMIENTO PREDICTIVOGustavo Santos Bautista0% (1)
- Los Interruptores de TemperaturaDocumento5 páginasLos Interruptores de TemperaturaBraulio GonzalezAinda não há avaliações
- Indicadores mantenimiento departamentoDocumento28 páginasIndicadores mantenimiento departamentoLuis SalasAinda não há avaliações
- Estrategias de Mantenimiento Combinadas Entre El TPM y RCMDocumento3 páginasEstrategias de Mantenimiento Combinadas Entre El TPM y RCMMiguel MenesesAinda não há avaliações
- Plan maestro mantenimiento aire acondicionadoDocumento34 páginasPlan maestro mantenimiento aire acondicionadoCarlos Ivan Ayala ZamoraAinda não há avaliações
- Planteamiento Del ProblemaDocumento2 páginasPlanteamiento Del ProblemaOscar OscarAinda não há avaliações
- Clasificación Del Mantenimiento GeneralDocumento10 páginasClasificación Del Mantenimiento GeneralJose Blanco67% (3)
- Cuadro Sinoptico MicrocontroladorDocumento1 páginaCuadro Sinoptico MicrocontroladorCarlos BarbaAinda não há avaliações
- Clasificación de MCIDocumento4 páginasClasificación de MCIDieGo Trávez CruzAinda não há avaliações
- Unidad 4 Mantt. IntegralDocumento14 páginasUnidad 4 Mantt. IntegralErick SalmonesAinda não há avaliações
- Equipos AuxiliaresDocumento25 páginasEquipos AuxiliaresMiguel AcevesAinda não há avaliações
- Evolución y Taxonomía Del MantenimientoDocumento10 páginasEvolución y Taxonomía Del MantenimientoCarlos Martinez VazquezAinda não há avaliações
- Pastor Nolo BorresDocumento26 páginasPastor Nolo BorresJose Alfredo Pastor HernandezAinda não há avaliações
- Fundamentos y estructuras de los PLCDocumento20 páginasFundamentos y estructuras de los PLCluis enrique sanchez olmosAinda não há avaliações
- 01 Mantenimiento A Equipo Dinamico FinalDocumento8 páginas01 Mantenimiento A Equipo Dinamico FinalClydeAinda não há avaliações
- Plan de Mantenimiento Subestacion San Cristobal IDocumento36 páginasPlan de Mantenimiento Subestacion San Cristobal IYonathan MoraAinda não há avaliações
- Proyecto de GradoDocumento41 páginasProyecto de GradoDarwin Perez AlvarezAinda não há avaliações
- Desarrollo - CORRECIÓNDocumento45 páginasDesarrollo - CORRECIÓNJose OtaholaAinda não há avaliações
- 3.mantenimiento A Turbina de VaporDocumento36 páginas3.mantenimiento A Turbina de VapornokdiegoAinda não há avaliações
- H-Pro-15-015 Ferrenergy Eper Cte Pucallpa Marzo 2015Documento35 páginasH-Pro-15-015 Ferrenergy Eper Cte Pucallpa Marzo 2015Leonardo Cabrera100% (1)
- Trabajo PMI Gerencia Final OmdecDocumento16 páginasTrabajo PMI Gerencia Final OmdecRusoAinda não há avaliações
- Ejercicios P PointDocumento3 páginasEjercicios P PointZaimy Selene VazquezAinda não há avaliações
- Justificacion de Residencias Proyecto Mantto. TurbinaDocumento79 páginasJustificacion de Residencias Proyecto Mantto. TurbinaZaimy Selene VazquezAinda não há avaliações
- Seguridad e Higine SeleneDocumento4 páginasSeguridad e Higine SeleneZaimy Selene VazquezAinda não há avaliações
- Marco Teórico de HidraulicaDocumento3 páginasMarco Teórico de HidraulicaZaimy Selene VazquezAinda não há avaliações
- Central Hidroeléctrica MENDODocumento11 páginasCentral Hidroeléctrica MENDOZaimy Selene VazquezAinda não há avaliações
- Algebra de Bloques 1VDocumento7 páginasAlgebra de Bloques 1VDaniel AvendañoAinda não há avaliações
- Algebra de Bloques 1VDocumento7 páginasAlgebra de Bloques 1VDaniel AvendañoAinda não há avaliações
- Funcion de TransferenciaDocumento32 páginasFuncion de Transferenciaalur161Ainda não há avaliações
- Algebra Deb Lo QuesDocumento15 páginasAlgebra Deb Lo QuesManuel BarriosAinda não há avaliações
- 03 - Diagramas de Bloques ReduccionDocumento9 páginas03 - Diagramas de Bloques ReduccionJuan Linares100% (3)
- ¡A Escribir Santillana XXIDocumento20 páginas¡A Escribir Santillana XXIPaola León Alvarez100% (1)
- Control ElectricoDocumento3 páginasControl ElectricoZaimy Selene VazquezAinda não há avaliações
- Aplicación Del Temporizador Ic 555Documento5 páginasAplicación Del Temporizador Ic 555Zaimy Selene VazquezAinda não há avaliações
- Las Escuelas RudimentariasDocumento3 páginasLas Escuelas RudimentariasZaimy Selene VazquezAinda não há avaliações
- Curso de Electronica, Con PracticasDocumento216 páginasCurso de Electronica, Con PracticasWilfredo PeñalozaAinda não há avaliações
- FRESADORADocumento7 páginasFRESADORAZaimy Selene VazquezAinda não há avaliações
- Hab - Standart Pedregalvs PueblaDocumento71 páginasHab - Standart Pedregalvs PueblaMartin SorianoAinda não há avaliações
- PLC GrafcetDocumento18 páginasPLC GrafcetFélix San Mateo100% (1)
- DiseñoRedElEdénDocumento24 páginasDiseñoRedElEdénEddyson FsjAinda não há avaliações
- Modelo de Aproximacion VogelDocumento27 páginasModelo de Aproximacion VogelLenarAinda não há avaliações
- Balance de Prueba Febrero 23Documento6 páginasBalance de Prueba Febrero 23Fabio TorresAinda não há avaliações
- Ficha Técnica GENERAL PIETRATTODocumento3 páginasFicha Técnica GENERAL PIETRATTOAnglica VargasAinda não há avaliações
- Iso 22000Documento27 páginasIso 22000Cesar RodriguezAinda não há avaliações
- FINAL - Fundamentals of Airflow 5.6.20 (Español)Documento73 páginasFINAL - Fundamentals of Airflow 5.6.20 (Español)Lourdes TunesAinda não há avaliações
- Antecedentes de La AuditoriaDocumento17 páginasAntecedentes de La AuditorialudedwinAinda não há avaliações
- Diseños de plantas industrialesDocumento23 páginasDiseños de plantas industrialesJampier Leon RiosAinda não há avaliações
- 023 PDFDocumento1 página023 PDFMarco Cortes ZepedaAinda não há avaliações
- Caídas AADocumento62 páginasCaídas AASandy VásquezAinda não há avaliações
- Norma ISO 17799Documento69 páginasNorma ISO 17799Juan PerezAinda não há avaliações
- Inyección en Plástico - MoldFlowDocumento28 páginasInyección en Plástico - MoldFlowjohanncito92Ainda não há avaliações
- Libro 1Documento15 páginasLibro 1Catalina T LondoñoAinda não há avaliações
- Aleación 20Documento2 páginasAleación 20imaizutikAinda não há avaliações
- Conclusion Lista de Requerimientos y Mapa Conceptual Angel WhaDocumento4 páginasConclusion Lista de Requerimientos y Mapa Conceptual Angel WhaAngel WhaAinda não há avaliações
- Circuito AmplificadorDocumento14 páginasCircuito AmplificadorRodrigo Villanueva CamposAinda não há avaliações
- Guia de Aprendizaje 4Documento23 páginasGuia de Aprendizaje 4Wilman Quiñonez0% (1)
- Taller Acometidas de Una ViviendaDocumento5 páginasTaller Acometidas de Una ViviendaJORGE LUIS HERNANDEZ PRADA100% (1)
- Claudia Patricia Villarreal CardenasDocumento11 páginasClaudia Patricia Villarreal CardenasEdixon BarriosAinda não há avaliações
- 531-El Pintado NovedadesDocumento28 páginas531-El Pintado NovedadesMekatronix417Ainda não há avaliações
- Epsel S.A.Documento26 páginasEpsel S.A.Aldair Zeña SamaméAinda não há avaliações
- Capitulo 24Documento40 páginasCapitulo 24Joseph RodriguezAinda não há avaliações
- Tuberías de PlásticoDocumento5 páginasTuberías de PlásticoAlexander L. Alonso TorresAinda não há avaliações
- Programador de Grifo Rain Bird Wta 2875Documento4 páginasProgramador de Grifo Rain Bird Wta 2875Mila ASAinda não há avaliações
- Cat th580b PDFDocumento190 páginasCat th580b PDFJose Gabriel Almonacid Gonzalez100% (1)
- Universidad Politecnica de TecamacDocumento7 páginasUniversidad Politecnica de TecamacDiego LaraAinda não há avaliações
- Presupuesto A Todo Costo Instalacion Polisombra Srta NayibeDocumento1 páginaPresupuesto A Todo Costo Instalacion Polisombra Srta Nayibeisaac gutierrez morenoAinda não há avaliações
- Contratos viales por resultados BrasilDocumento16 páginasContratos viales por resultados BrasilCarlos D. MárquezAinda não há avaliações