Você também pode gostar
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Aj-2431-Z30-012 (CP010)Documento7 páginasAj-2431-Z30-012 (CP010)Vanvien LeAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Aj-2431-Z41-003 (CP)Documento7 páginasAj-2431-Z41-003 (CP)Vanvien LeAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
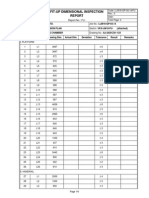
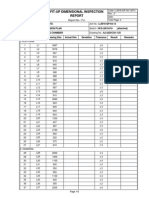
- Fit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultDocumento4 páginasFit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultVanvien LeAinda não há avaliações
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Aj-2431-Z41-003 (CP)Documento7 páginasAj-2431-Z41-003 (CP)Vanvien LeAinda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Aj-2431-Z41-003 (CP)Documento7 páginasAj-2431-Z41-003 (CP)Vanvien LeAinda não há avaliações
- Total - Check ListDocumento8 páginasTotal - Check ListVanvien LeAinda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- DAILY REPORT (29/01/2015) Project: BK-TNG Wellhead Platform Item: Fabrication of Pressure VesselDocumento20 páginasDAILY REPORT (29/01/2015) Project: BK-TNG Wellhead Platform Item: Fabrication of Pressure VesselVanvien LeAinda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Fit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultDocumento4 páginasFit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultVanvien LeAinda não há avaliações
- Fit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultDocumento4 páginasFit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultVanvien Le100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Fit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultDocumento4 páginasFit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultVanvien Le100% (1)
- Fit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultDocumento6 páginasFit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultVanvien LeAinda não há avaliações
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Fit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultDocumento4 páginasFit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultVanvien Le100% (1)
- Fit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultDocumento4 páginasFit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultVanvien LeAinda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Fit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultDocumento4 páginasFit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultVanvien Le100% (1)
- Aj-2422-Z30-006 (CP008)Documento4 páginasAj-2422-Z30-006 (CP008)Vanvien LeAinda não há avaliações
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Fit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultDocumento4 páginasFit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultVanvien Le100% (1)
- Fit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultDocumento7 páginasFit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultVanvien LeAinda não há avaliações
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Aj-2450-Z30-102 Fit Up Inspection SkecthDocumento1 páginaAj-2450-Z30-102 Fit Up Inspection SkecthVanvien LeAinda não há avaliações
- Aj 2437 z30 002 Final DimentionalDocumento2 páginasAj 2437 z30 002 Final DimentionalVanvien LeAinda não há avaliações
- Fit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultDocumento7 páginasFit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultVanvien LeAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Fit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultDocumento7 páginasFit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultVanvien LeAinda não há avaliações
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Aj-2422-Z30-006 (CP008)Documento4 páginasAj-2422-Z30-006 (CP008)Vanvien LeAinda não há avaliações
- Aj-2450-Z30-105 (CP034)Documento5 páginasAj-2450-Z30-105 (CP034)Vanvien LeAinda não há avaliações
- Aj-2435-Z30-012 (CP014)Documento4 páginasAj-2435-Z30-012 (CP014)Vanvien LeAinda não há avaliações
- Aj-2429-Z41-124 (CP060)Documento6 páginasAj-2429-Z41-124 (CP060)Vanvien LeAinda não há avaliações
- Fit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultDocumento6 páginasFit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultVanvien LeAinda não há avaliações
- Aj-2429-Z41-125 (CP048)Documento6 páginasAj-2429-Z41-125 (CP048)Vanvien LeAinda não há avaliações
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Aj 2437 z30 002 Blasting & PaintingDocumento2 páginasAj 2437 z30 002 Blasting & PaintingVanvien LeAinda não há avaliações
- Fit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultDocumento4 páginasFit-Up Dimensional Inspection: No. Drawing Dim. Actual Dim. Tolerance Remarks Location Deviation ResultVanvien LeAinda não há avaliações
- Exercises: (A) Read The Following PassageDocumento2 páginasExercises: (A) Read The Following PassageNur Nezanna0% (1)
- Material Safety Data Sheet Glyphosate 5.4Documento5 páginasMaterial Safety Data Sheet Glyphosate 5.4Ahfi Rizqi FajrinAinda não há avaliações
- CH - 3 DrainageDocumento3 páginasCH - 3 DrainageVeena VermaAinda não há avaliações
- Mapeh 10 1 Grading Examination: E. Modern NationalismDocumento3 páginasMapeh 10 1 Grading Examination: E. Modern NationalismMildred Abad SarmientoAinda não há avaliações
- Resume - Niloofar MojaradDocumento2 páginasResume - Niloofar Mojaradmohammadrezahajian12191Ainda não há avaliações
- The Relationship Between Date of Birth and IndividDocumento13 páginasThe Relationship Between Date of Birth and IndividAnonymous ktNyZTAinda não há avaliações
- Wind Energy Wind Is Generated As The Fluid and Gaseous Parts of The Atmosphere Move Across The Surface of The EarthDocumento3 páginasWind Energy Wind Is Generated As The Fluid and Gaseous Parts of The Atmosphere Move Across The Surface of The EarthEphraim TermuloAinda não há avaliações
- New Age GeneratorDocumento26 páginasNew Age GeneratorDaud Ahmed Fihawango100% (1)
- Icu2 Vol22 Sepsisincriticalcare 29marchDocumento52 páginasIcu2 Vol22 Sepsisincriticalcare 29marchricardoatejassAinda não há avaliações
- Flexible Learnin G: Group 3 Bsed-Math 2Documento48 páginasFlexible Learnin G: Group 3 Bsed-Math 2Niña Gel Gomez AparecioAinda não há avaliações
- Recipes For Ceviche, Pebre and Pisco SourDocumento4 páginasRecipes For Ceviche, Pebre and Pisco SourJoaquín Rolón CarrerasAinda não há avaliações
- QMS - 001 Compliance of RecordsDocumento4 páginasQMS - 001 Compliance of Recordsedgardovrgs3169Ainda não há avaliações
- Ink Presentation Final (TOYO)Documento34 páginasInk Presentation Final (TOYO)komal100% (1)
- HC-33 Maximum Moisture Hair Styling Gel PDFDocumento2 páginasHC-33 Maximum Moisture Hair Styling Gel PDFdianaAinda não há avaliações
- Pay & PADocumento5 páginasPay & PApujiptAinda não há avaliações
- Tinda Tomato PachadiDocumento1 páginaTinda Tomato PachadijyosriAinda não há avaliações
- 004 Torillo v. LeogardoDocumento2 páginas004 Torillo v. LeogardoylessinAinda não há avaliações
- How To Conduct A Situation AnalysisDocumento10 páginasHow To Conduct A Situation AnalysisÂmany AymanAinda não há avaliações
- Cell Reproduction Practice ExamDocumento5 páginasCell Reproduction Practice Examjacky qianAinda não há avaliações
- Pipe Conveyor System: Effective Solutions For Long DistancesDocumento8 páginasPipe Conveyor System: Effective Solutions For Long DistancesEugenepaccelli Kolandai SamyAinda não há avaliações
- Wifpl Qap 2019-20-058 Rev 00 Konecranes 18crnimo7 6 SignedDocumento2 páginasWifpl Qap 2019-20-058 Rev 00 Konecranes 18crnimo7 6 SignedDeepak HoleAinda não há avaliações
- Forensic Toxicology: A. Classify Toxins and Their Effects On The BodyDocumento28 páginasForensic Toxicology: A. Classify Toxins and Their Effects On The BodySajid RehmanAinda não há avaliações
- Index: General Notices (1) Apply To All Monographs and Other TextsDocumento36 páginasIndex: General Notices (1) Apply To All Monographs and Other TextsGhenaAinda não há avaliações
- The Power of Urine PDFDocumento61 páginasThe Power of Urine PDFJohnSmith0488Ainda não há avaliações
- HEM Duplex Cooling MotorDocumento4 páginasHEM Duplex Cooling MotorAbhishek Kumar Pandey1Ainda não há avaliações
- The Learner The Learner : 1 QuarterDocumento4 páginasThe Learner The Learner : 1 QuarterRode Jane SumambanAinda não há avaliações
- Baobabs of The World Cover - For Print PDFDocumento1 páginaBaobabs of The World Cover - For Print PDFBelinda van der MerweAinda não há avaliações
- Presentation On Dysuria 1Documento25 páginasPresentation On Dysuria 1ankur acharyaAinda não há avaliações
- Effect of Different Immediate Dentin Sealing Techniques On The Microtensile Bond Strength PDFDocumento6 páginasEffect of Different Immediate Dentin Sealing Techniques On The Microtensile Bond Strength PDFclaudiaAinda não há avaliações
- Physical, Chemical and Biological HazardsDocumento32 páginasPhysical, Chemical and Biological HazardsDaisy ObisoAinda não há avaliações