Você também pode gostar
- SSPC SP3Documento2 páginasSSPC SP3hidromecanico78% (9)
- Qcs 2010 Section 11 Part 1.3 Regulatory Document - WORKING at HEIGHTSDocumento145 páginasQcs 2010 Section 11 Part 1.3 Regulatory Document - WORKING at HEIGHTSbryanpastor106100% (5)
- ABB 3HAC050988 AM Arc and Arc Sensor RW 6-En PDFDocumento238 páginasABB 3HAC050988 AM Arc and Arc Sensor RW 6-En PDForefat1Ainda não há avaliações
- Qcs 2010 Part 24.05 TilesDocumento6 páginasQcs 2010 Part 24.05 TilesRotsapNayrb100% (1)
- 5000-23 Certificate of Training - (OMB)Documento2 páginas5000-23 Certificate of Training - (OMB)Dennoh LexAinda não há avaliações
- Corrosion-Resistant High-Silicon Iron Castings: Standard Specification ForDocumento5 páginasCorrosion-Resistant High-Silicon Iron Castings: Standard Specification Forrobert gridleyAinda não há avaliações
- 4.4.2 Technical SpecificationDocumento58 páginas4.4.2 Technical SpecificationSiji OktoberAinda não há avaliações
- Contractor Safety Orientation ChecklistDocumento1 páginaContractor Safety Orientation ChecklistJason 'Hogie' HoganAinda não há avaliações
- SECTION 07 8123 Intumescent Fireproofing Part 1 General 1.01 Section IncludesDocumento4 páginasSECTION 07 8123 Intumescent Fireproofing Part 1 General 1.01 Section IncludesStephen KokoAinda não há avaliações
- D2855 - Standard Practice For Making Solvent-Cemented Joints With PVC Pipe and FittingsDocumento7 páginasD2855 - Standard Practice For Making Solvent-Cemented Joints With PVC Pipe and FittingsGlaizaAinda não há avaliações
- Qcs 2010 Section 11 Part 2.3.11 She Procedures - Permit To Work SysteDocumento20 páginasQcs 2010 Section 11 Part 2.3.11 She Procedures - Permit To Work Systebryanpastor106Ainda não há avaliações
- Whatever Happens, Happens For Something Good by MR SmileyDocumento133 páginasWhatever Happens, Happens For Something Good by MR SmileyPrateek100% (3)
- 5 Exterior Doors Inspection ChecklistDocumento10 páginas5 Exterior Doors Inspection ChecklistAhmed Mostafa AL-AboudyAinda não há avaliações
- 33 05 13 Manholes and Structures 10Documento4 páginas33 05 13 Manholes and Structures 10salamAinda não há avaliações
- C 1047 - 99 QzewndcDocumento3 páginasC 1047 - 99 QzewndcGarcia ManuelAinda não há avaliações
- Qcs 2010 Part 8.02 EarthworksDocumento20 páginasQcs 2010 Part 8.02 EarthworksRotsapNayrbAinda não há avaliações
- Inspection Requirements for ICC-ES Evaluation ReportsDocumento4 páginasInspection Requirements for ICC-ES Evaluation ReportsSathiaram Ram100% (1)
- Aci 318R 08Documento1 páginaAci 318R 08Sayed Diab AlsayedAinda não há avaliações
- Differing Site ConditionsDocumento16 páginasDiffering Site Conditionshyari2011100% (1)
- TDS005-Grade 2 and ASTM A307 BoltingDocumento2 páginasTDS005-Grade 2 and ASTM A307 BoltingKrish DoodnauthAinda não há avaliações
- Fire-Specifications For Fire Free Coatings-Manu Spec FF88Documento6 páginasFire-Specifications For Fire Free Coatings-Manu Spec FF88smartman35Ainda não há avaliações
- Anchr Bolt RefDocumento9 páginasAnchr Bolt ReferleosAinda não há avaliações
- F09 - QC Monthly Report - JanuaryDocumento10 páginasF09 - QC Monthly Report - Januaryrazi khanAinda não há avaliações
- Criteria For Transfer and Acceptance of Dod Real Property: Unified Facilities Criteria (Ufc)Documento45 páginasCriteria For Transfer and Acceptance of Dod Real Property: Unified Facilities Criteria (Ufc)SONER KULTE100% (1)
- Quality Manual and Site Supervision PlanDocumento2 páginasQuality Manual and Site Supervision PlanEric ChanAinda não há avaliações
- 18-ASTM E2174-14bDocumento7 páginas18-ASTM E2174-14bAli Adnaan RazaAinda não há avaliações
- QAQC EvaluationDocumento22 páginasQAQC EvaluationsaifasadAinda não há avaliações
- Annex 15 QC Inspection ReportDocumento2 páginasAnnex 15 QC Inspection ReportEl LlacunaAinda não há avaliações
- Masterprotect 1855 TdsDocumento2 páginasMasterprotect 1855 TdsShahsoor Shah Majeed100% (1)
- INTERN REPORT PrivaccyDocumento50 páginasINTERN REPORT PrivaccyAmeera TashaAinda não há avaliações
- Mechanical Works Sections for Plumbing and Fire FightingDocumento239 páginasMechanical Works Sections for Plumbing and Fire FightingmasahinAinda não há avaliações
- L4-QAT-087C Method Statement For Patch Repair WorkDocumento10 páginasL4-QAT-087C Method Statement For Patch Repair WorkrajaAinda não há avaliações
- Installation Checklist Adhesive BondingDocumento1 páginaInstallation Checklist Adhesive BondingGogulu KumarAinda não há avaliações
- ITP 63113 XX Stockpile ITP (Working)Documento6 páginasITP 63113 XX Stockpile ITP (Working)soni10483Ainda não há avaliações
- Guidelines FOR Special Inspection IN Construction: C C T I ADocumento43 páginasGuidelines FOR Special Inspection IN Construction: C C T I AMikhael Ayoub MikhaelAinda não há avaliações
- Method Statement for New Petrol Filling Station DemolitionDocumento15 páginasMethod Statement for New Petrol Filling Station DemolitionmuthunayakeAinda não há avaliações
- Pip Vesv1003-2014Documento9 páginasPip Vesv1003-2014d-fbuser-93320248Ainda não há avaliações
- Astm A 123 - 2013Documento8 páginasAstm A 123 - 2013JOSEAinda não há avaliações
- Shoring ProcedureDocumento7 páginasShoring Procedurechebok manAinda não há avaliações
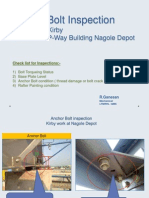
- Anchor Bolt Inspection: Contractor: Kirby Location: P-Way Building Nagole DepotDocumento5 páginasAnchor Bolt Inspection: Contractor: Kirby Location: P-Way Building Nagole DepotphaneendrayAinda não há avaliações
- Inspection Checklist Masonry WallDocumento3 páginasInspection Checklist Masonry WallJonatan LopezAinda não há avaliações
- Method of Statement PCDocumento8 páginasMethod of Statement PCAbada SaadAinda não há avaliações
- Aluminum Weld Procedure Qualification Record: (AWS D1.2-2008)Documento1 páginaAluminum Weld Procedure Qualification Record: (AWS D1.2-2008)Amin ThabetAinda não há avaliações
- Concresive 2200: High Strength, Thixotropic, Epoxy Bedding MortarDocumento4 páginasConcresive 2200: High Strength, Thixotropic, Epoxy Bedding MortarFrancois-Ainda não há avaliações
- Hot-Formed Welded and Seamless Carbon Steel Structural TubingDocumento6 páginasHot-Formed Welded and Seamless Carbon Steel Structural TubingVenreplast PueblaAinda não há avaliações
- Test Procedure and Acceptance Criteria For - Physical Endurance For Steel Doors, Frames and Frame AnchorsDocumento14 páginasTest Procedure and Acceptance Criteria For - Physical Endurance For Steel Doors, Frames and Frame AnchorsYel DGAinda não há avaliações
- C811-98 (Reapproved 03)Documento3 páginasC811-98 (Reapproved 03)diego echagarayAinda não há avaliações
- 04 - TDS - Concresive 2200Documento3 páginas04 - TDS - Concresive 2200aahtagoAinda não há avaliações
- Inspection and Tests Plan: OPGW 60mm, 24coresDocumento3 páginasInspection and Tests Plan: OPGW 60mm, 24coresErika Rafani WibowoAinda não há avaliações
- SATR-L-2001 Rev 2 - Flange Joint Tightening Inspection ReportDocumento12 páginasSATR-L-2001 Rev 2 - Flange Joint Tightening Inspection Reportdeepa narayan100% (1)
- SAIC-A-1002 Fill, Select-Fill and Marl Cap Materials Receiving InspectionDocumento2 páginasSAIC-A-1002 Fill, Select-Fill and Marl Cap Materials Receiving InspectionhussniosmanAinda não há avaliações
- PCSB PMA Riser Maintenance Paint MatrixDocumento8 páginasPCSB PMA Riser Maintenance Paint MatrixZafarul Naim JamaludinAinda não há avaliações
- CPD Types and Conditions 20012016 FinalDocumento2 páginasCPD Types and Conditions 20012016 FinalkartymailAinda não há avaliações
- C 143 - C 143M - 03 Slump TestDocumento4 páginasC 143 - C 143M - 03 Slump TestHaris Alam100% (1)
- Construction of Multi-Purpose Building Tambo, Ayungon, Negros OrientalDocumento15 páginasConstruction of Multi-Purpose Building Tambo, Ayungon, Negros OrientalAna Bella RosarioAinda não há avaliações
- SSPC - PA2 PDFDocumento14 páginasSSPC - PA2 PDFFCTAinda não há avaliações
- Bgas Paint Faults, BittinessDocumento49 páginasBgas Paint Faults, BittinessslxantoAinda não há avaliações
- Request For Inspection: Saudi Aramco Project Inspection Division Inspection DepartmentDocumento1 páginaRequest For Inspection: Saudi Aramco Project Inspection Division Inspection DepartmentRichard Periyanayagam100% (1)
- Screeding WorksDocumento1 páginaScreeding WorksCindy AmyzaAinda não há avaliações
- Itp Lime StabilizationDocumento2 páginasItp Lime StabilizationMikiRoniWijayaAinda não há avaliações
- Liquid Penetrant TestingDocumento13 páginasLiquid Penetrant Testingishfaqurrehmanpk100% (2)
- Pipeline welding specificationsDocumento5 páginasPipeline welding specificationsntrkulja@hotmail.comAinda não há avaliações
- Saep 323Documento8 páginasSaep 323brecht1980100% (1)
- Att. 6.1 General Inspection and TestingDocumento15 páginasAtt. 6.1 General Inspection and TestingbayuAinda não há avaliações
- QCS 2010 Section 25 Part 2 Glass PDFDocumento5 páginasQCS 2010 Section 25 Part 2 Glass PDFbryanpastor1060% (1)
- Qcs 2010 Section 11 Part 2.3.09 SHE Procedures - PERSONAL PROTECTIVE PDFDocumento12 páginasQcs 2010 Section 11 Part 2.3.09 SHE Procedures - PERSONAL PROTECTIVE PDFbryanpastor106Ainda não há avaliações
- QCS 2010 Section 25 Part 4 Glazed Curtain WallDocumento10 páginasQCS 2010 Section 25 Part 4 Glazed Curtain Wallbryanpastor106100% (1)
- Qcs 2010 Section 25 Part 3 WorkmanshipDocumento4 páginasQcs 2010 Section 25 Part 3 Workmanshipbryanpastor106Ainda não há avaliações
- Qcs 2010 Section 11 Part 2.3.10 She Procedures - The Safe Use of CranDocumento26 páginasQcs 2010 Section 11 Part 2.3.10 She Procedures - The Safe Use of Cranbryanpastor106100% (7)
- Qcs 2010 Section 12 Part 3 Filling PDFDocumento4 páginasQcs 2010 Section 12 Part 3 Filling PDFbryanpastor106100% (1)
- Qcs 2010 Section 13 Part 4 Unit Masonry PDFDocumento12 páginasQcs 2010 Section 13 Part 4 Unit Masonry PDFbryanpastor106100% (1)
- Qcs 2010 Section 25 Part 1 General PDFDocumento3 páginasQcs 2010 Section 25 Part 1 General PDFbryanpastor106Ainda não há avaliações
- Qcs 2010 Section 13 Part 5 Masonry Laying PDFDocumento11 páginasQcs 2010 Section 13 Part 5 Masonry Laying PDFbryanpastor106Ainda não há avaliações
- Qcs 2010 Section 12 Part 2 Excavation PDFDocumento4 páginasQcs 2010 Section 12 Part 2 Excavation PDFbryanpastor106100% (1)
- Qcs 2010 Section 13 Part 2 Mortar and GroutDocumento6 páginasQcs 2010 Section 13 Part 2 Mortar and Groutbryanpastor106Ainda não há avaliações
- Qcs 2010 Section 13 Part 3 Accessories PDFDocumento3 páginasQcs 2010 Section 13 Part 3 Accessories PDFbryanpastor106Ainda não há avaliações
- Qcs 2010 Section 13 Part 1 GeneralDocumento4 páginasQcs 2010 Section 13 Part 1 Generalbryanpastor106Ainda não há avaliações
- Qcs 2010 Section 12 Part 1 General PDFDocumento4 páginasQcs 2010 Section 12 Part 1 General PDFbryanpastor106Ainda não há avaliações
- QCS 2010 Section 11 Part 2.3.07 She Procedures - Contractors InitialDocumento15 páginasQCS 2010 Section 11 Part 2.3.07 She Procedures - Contractors Initialbryanpastor106Ainda não há avaliações
- Qcs 2010 Section 11 Part 2.3.14 SHE Procedures - ASBESTOSDocumento17 páginasQcs 2010 Section 11 Part 2.3.14 SHE Procedures - ASBESTOSbryanpastor106Ainda não há avaliações
- Qcs 2010 Section 11 Part 2.3.08 She Procedures - The Report and InvesDocumento39 páginasQcs 2010 Section 11 Part 2.3.08 She Procedures - The Report and Invesbryanpastor106Ainda não há avaliações
- Qcs 2010 Section 11 Part 2.3.16 She Procedures - Learning Event ReporDocumento9 páginasQcs 2010 Section 11 Part 2.3.16 She Procedures - Learning Event Reporbryanpastor106Ainda não há avaliações
- Qcs 2010 Section 11 Part 2.3.15 She Procedures - Environmental ProtecDocumento43 páginasQcs 2010 Section 11 Part 2.3.15 She Procedures - Environmental Protecbryanpastor106Ainda não há avaliações
- Qcs 2010 Section 11 Part 2.3.01 She Procedures - Risk IdentificationDocumento31 páginasQcs 2010 Section 11 Part 2.3.01 She Procedures - Risk Identificationbryanpastor106Ainda não há avaliações
- Qcs 2010 Section 11 Part 2.3.12 She Procedures - Control of Working ADocumento9 páginasQcs 2010 Section 11 Part 2.3.12 She Procedures - Control of Working Abryanpastor106Ainda não há avaliações
- Qcs 2010 Section 11 Part 2.3.13 She Procedures - Fire Precautions DurDocumento10 páginasQcs 2010 Section 11 Part 2.3.13 She Procedures - Fire Precautions Durbryanpastor106Ainda não há avaliações
- Qcs 2010 Section 11 Part 2.4 Risk Assessment GuidesDocumento84 páginasQcs 2010 Section 11 Part 2.4 Risk Assessment Guidesbryanpastor106100% (1)
- Qcs 2010 Section 11 Part 1.7 Regulatory Document - FIRE and FLAMMABLEDocumento75 páginasQcs 2010 Section 11 Part 1.7 Regulatory Document - FIRE and FLAMMABLEbryanpastor106100% (1)
- Qcs 2010 Section 11 Part 2.1 Safety, Health and Environment (She) ManDocumento30 páginasQcs 2010 Section 11 Part 2.1 Safety, Health and Environment (She) Manbryanpastor10675% (8)
- Qcs 2010 Section 11 Part 1.6 Regulatory Documents - HUMAN FACTORS PDFDocumento74 páginasQcs 2010 Section 11 Part 1.6 Regulatory Documents - HUMAN FACTORS PDFbryanpastor106Ainda não há avaliações
- Qcs 2010 Section 11 Part 1.4 Regulatory Document - SAFE USE OF PLANT PDFDocumento130 páginasQcs 2010 Section 11 Part 1.4 Regulatory Document - SAFE USE OF PLANT PDFbryanpastor106Ainda não há avaliações
- Qcs 2010 Section 11 Part 1.5 Regulatory Document - OTHER HAZARDOUS A PDFDocumento124 páginasQcs 2010 Section 11 Part 1.5 Regulatory Document - OTHER HAZARDOUS A PDFbryanpastor106100% (1)
- 60 GHZDocumento9 páginas60 GHZjackofmanytradesAinda não há avaliações
- Speech for pecha kuchaDocumento6 páginasSpeech for pecha kuchaaira mikaela ruazolAinda não há avaliações
- BiologyDocumento21 páginasBiologyHrituraj banikAinda não há avaliações
- CBSE Worksheet-01 Class - VI Science (The Living Organisms and Their Surroundings)Documento3 páginasCBSE Worksheet-01 Class - VI Science (The Living Organisms and Their Surroundings)Ushma PunatarAinda não há avaliações
- History: Ludwig Hunger: About Us: Home - Ludwig Hunger GMBHDocumento3 páginasHistory: Ludwig Hunger: About Us: Home - Ludwig Hunger GMBHPatrizio MassaroAinda não há avaliações
- Sony HCD-GTX999 PDFDocumento86 páginasSony HCD-GTX999 PDFMarcosAlves100% (1)
- How Does Marijuana Affect The BrainDocumento3 páginasHow Does Marijuana Affect The BrainWanNurAtikahAinda não há avaliações
- Palm Wine SpecificationDocumento10 páginasPalm Wine SpecificationUday ChaudhariAinda não há avaliações
- Technote Torsional VibrationDocumento2 páginasTechnote Torsional Vibrationrob mooijAinda não há avaliações
- Causes of DyspneaDocumento9 páginasCauses of DyspneaHanis Afiqah Violet MeowAinda não há avaliações
- 841 Specific GravityDocumento1 página841 Specific GravityJam SkyAinda não há avaliações
- Elemental Composition of Dalang': A Food Condiment From Evaporated Extract of Borassus Aethiopum Fruit AshDocumento3 páginasElemental Composition of Dalang': A Food Condiment From Evaporated Extract of Borassus Aethiopum Fruit AshsardinetaAinda não há avaliações
- Fendering For Tugs: Mike Harrison, Trelleborg Marine Systems, UKDocumento5 páginasFendering For Tugs: Mike Harrison, Trelleborg Marine Systems, UKRizal RachmanAinda não há avaliações
- 366 Community Service IdeasDocumento5 páginas366 Community Service IdeasAhmetYılmazVuralAinda não há avaliações
- Basic Principles of Local GovernmentDocumento72 páginasBasic Principles of Local GovernmentAnne Camille SongAinda não há avaliações
- OE Spec MTU16V4000DS2250 3B FC 50Hz 1 18Documento6 páginasOE Spec MTU16V4000DS2250 3B FC 50Hz 1 18Rizki Heru HermawanAinda não há avaliações
- RADIATION SAFETY FUNDAMENTALSDocumento69 páginasRADIATION SAFETY FUNDAMENTALSJay Lawson100% (1)
- Allen Bradley Power Monitor 3000 Manual PDFDocumento356 páginasAllen Bradley Power Monitor 3000 Manual PDFAndrewcaesar100% (1)
- Kundalini Meditation & The Vagus Nerve - Eleven Minute MedsDocumento5 páginasKundalini Meditation & The Vagus Nerve - Eleven Minute Medstimsmith1081574100% (5)
- Presentation For Partial Fulfillment of The Diploma in Occupational Safety and HealthDocumento16 páginasPresentation For Partial Fulfillment of The Diploma in Occupational Safety and HealthmarinaAinda não há avaliações
- BMW Mini COoper Installation InstructionsDocumento1 páginaBMW Mini COoper Installation InstructionsEdiJonAinda não há avaliações
- Cricothyroidotomy and Needle CricothyrotomyDocumento10 páginasCricothyroidotomy and Needle CricothyrotomykityamuwesiAinda não há avaliações
- Datasheet Optris XI 410Documento2 páginasDatasheet Optris XI 410davidaldamaAinda não há avaliações
- Etoh Membrane Seperation I&ec - 49-p12067 - 2010 - HuangDocumento7 páginasEtoh Membrane Seperation I&ec - 49-p12067 - 2010 - HuangHITESHAinda não há avaliações
- EM-CABLE Product CatalogDocumento96 páginasEM-CABLE Product Catalogm00h00Ainda não há avaliações
- Navmesh Plus: How ToDocumento7 páginasNavmesh Plus: How TobladimirAinda não há avaliações
- Kuffner Final PresentationDocumento16 páginasKuffner Final PresentationSamaa GamalAinda não há avaliações
- SSX Diaphragm: Truextent® Replacement Diaphragms For JBL and RADIANDocumento2 páginasSSX Diaphragm: Truextent® Replacement Diaphragms For JBL and RADIANIvica IndjinAinda não há avaliações