Você também pode gostar
- Natural Gas Processing from Midstream to DownstreamNo EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirAinda não há avaliações
- Adiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringNo EverandAdiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringAinda não há avaliações
- GBH Enterprises, LTD.: SMR Pre-Reformer Design Case Study #0618416GB/HDocumento17 páginasGBH Enterprises, LTD.: SMR Pre-Reformer Design Case Study #0618416GB/HAnonymous qPt2MHzXTAinda não há avaliações
- Shortcut Methodsofdistillation Design PDFDocumento15 páginasShortcut Methodsofdistillation Design PDFAle SanzAinda não há avaliações
- Design and Rating of Packed Distillation ColumnsDocumento50 páginasDesign and Rating of Packed Distillation Columnsjdgh1986100% (1)
- Selection of Internals For Distillation ColumnsDocumento29 páginasSelection of Internals For Distillation ColumnsAliya JamesAinda não há avaliações
- Selection of Heatexchanger TypesDocumento65 páginasSelection of Heatexchanger TypesRaghav SharmaAinda não há avaliações
- Critical Variable in Catalytic Reforming and Unit Monitoring Best PracticesDocumento18 páginasCritical Variable in Catalytic Reforming and Unit Monitoring Best Practicesbakhtyar21Ainda não há avaliações
- GBH Enterprises, LTD.: GBHE-PEG-RXT-806Documento7 páginasGBH Enterprises, LTD.: GBHE-PEG-RXT-806Sankar SasmalAinda não há avaliações
- Rate-Based Modeling For CO2 AbsorptionDocumento10 páginasRate-Based Modeling For CO2 AbsorptiongoingtohellwithmeAinda não há avaliações
- Chapter One 1.1. BackgroundDocumento16 páginasChapter One 1.1. Backgroundchisom100% (1)
- Distillation Calculation FormulasDocumento21 páginasDistillation Calculation FormulasVaibhav Mishra100% (2)
- T Basak AromaticsDocumento41 páginasT Basak AromaticsDP PurwadiAinda não há avaliações
- Design Concept of Crude Oil Distillation Column DesignDocumento24 páginasDesign Concept of Crude Oil Distillation Column DesignArjumand UroojAinda não há avaliações
- Design and Simulation of Continuous Distillation Columns PDFDocumento33 páginasDesign and Simulation of Continuous Distillation Columns PDFnghiemta18Ainda não há avaliações
- Hydroprocessing Reactor and Process Design To Optimize Performance (Topsoe - 1998)Documento18 páginasHydroprocessing Reactor and Process Design To Optimize Performance (Topsoe - 1998)yliangcaAinda não há avaliações
- Interview Questions For Chemical EngineeringDocumento6 páginasInterview Questions For Chemical EngineeringNikunj PatelAinda não há avaliações
- Distillation Column Troubleshooting Part IDocumento8 páginasDistillation Column Troubleshooting Part INishat M PatilAinda não há avaliações
- Vacuum Distillation in Petroleum RefineryDocumento3 páginasVacuum Distillation in Petroleum RefineryAdelmo FilhoAinda não há avaliações
- Dehydration of Ethanol To EthyleneDocumento10 páginasDehydration of Ethanol To EthylenewiboonwiAinda não há avaliações
- L - 17 Catalyst Deactivation: Prof. K.K.Pant Department of Chemical Engineering IIT DelhiDocumento23 páginasL - 17 Catalyst Deactivation: Prof. K.K.Pant Department of Chemical Engineering IIT DelhiMehul VarshneyAinda não há avaliações
- Control of Simple Distillation TowerDocumento46 páginasControl of Simple Distillation TowerDian Ardiansyah100% (1)
- Design of An Absorption Tower For The Separation of Acrylonitrile in - IndustryDocumento9 páginasDesign of An Absorption Tower For The Separation of Acrylonitrile in - IndustryLouell Nikki HipulanAinda não há avaliações
- Distillation ColumnDocumento18 páginasDistillation ColumnChristy John NinanAinda não há avaliações
- Assignment 2 FinalDocumento12 páginasAssignment 2 FinalRobin Kwan100% (1)
- Reactor: Chemical Engineering Universitas Muhammadiyyah Surakarta (UMS)Documento47 páginasReactor: Chemical Engineering Universitas Muhammadiyyah Surakarta (UMS)GILANG BAGUS PAMUNGKASAinda não há avaliações
- Design of Valve TrayDocumento4 páginasDesign of Valve TrayVirendra BhagatAinda não há avaliações
- Penex Process PDFDocumento49 páginasPenex Process PDFAhmed Mohamed KhalilAinda não há avaliações
- Optimize Sour Water Stripper Feed Preheating For Low Capital PDFDocumento6 páginasOptimize Sour Water Stripper Feed Preheating For Low Capital PDFDaniel Gonzalez RodriguezAinda não há avaliações
- Filling The Propylene Gap On Purpose TechnologiesDocumento12 páginasFilling The Propylene Gap On Purpose Technologiesvajidqc100% (1)
- Distillation Tower DesignDocumento65 páginasDistillation Tower DesignAntonio SilvaAinda não há avaliações
- How To Use Vertical Thermosyphon Reboiler CalculatorDocumento2 páginasHow To Use Vertical Thermosyphon Reboiler CalculatorMahesh KumarAinda não há avaliações
- 28 Olefin CrackingDocumento2 páginas28 Olefin CrackingRohisham Ismail100% (1)
- FRI Internal Design Vol4Documento55 páginasFRI Internal Design Vol4syamsudin2006Ainda não há avaliações
- Adiabatic and Non-Isothermal Reactor DesignDocumento35 páginasAdiabatic and Non-Isothermal Reactor DesignTesfaye Kassaw100% (1)
- Pre 2 30 July 2016 160731090013 PDFDocumento284 páginasPre 2 30 July 2016 160731090013 PDFridanormaAinda não há avaliações
- 01 - Distillation Columns Opeation and ControlDocumento85 páginas01 - Distillation Columns Opeation and ControlGabriel Eduardo Contreras PerozoAinda não há avaliações
- Process Simulation of Solvent Deasphalting Plants With PROIIDocumento29 páginasProcess Simulation of Solvent Deasphalting Plants With PROIIstudyendless100% (2)
- Pro II Tutorial - Rev 9Documento15 páginasPro II Tutorial - Rev 9Manikandan SubramanianAinda não há avaliações
- Reboiler Circuits For Trayed ColumnsDocumento40 páginasReboiler Circuits For Trayed ColumnsForcus onAinda não há avaliações
- Melt CrystallizationDocumento10 páginasMelt Crystallizationarsh19706636Ainda não há avaliações
- Guidelines For Ethylene Quench Tower Rev IntroDocumento13 páginasGuidelines For Ethylene Quench Tower Rev IntroMubarik AliAinda não há avaliações
- ED ProcessDocumento9 páginasED ProcesskhanasifalamAinda não há avaliações
- Simulation of A Visbreaking UnitDocumento5 páginasSimulation of A Visbreaking UnitPablo PaganiAinda não há avaliações
- Hydro ProcessingDocumento24 páginasHydro Processingjeygar12Ainda não há avaliações
- Significance of Debutanizer Reflux RatioDocumento2 páginasSignificance of Debutanizer Reflux RatioMuhammadUsmanSaeedAinda não há avaliações
- Optimisation of SRUDocumento12 páginasOptimisation of SRUHuzefaFDAinda não há avaliações
- Thermal Cracking - Delayed Coking 2Documento8 páginasThermal Cracking - Delayed Coking 2Anonymous rUs4PjYo5Ainda não há avaliações
- Seleccion de EbullidoresDocumento5 páginasSeleccion de EbullidoresDaniela Jurado100% (2)
- Guidelines For Ethylene Quench Tower Rev IntroDocumento12 páginasGuidelines For Ethylene Quench Tower Rev IntroGuntoro AliAinda não há avaliações
- Distillation ManualDocumento197 páginasDistillation ManualTejas AhalparaAinda não há avaliações
- Debottlenecking Refineries Through Comprehensive Feedstock PretreatmentDocumento20 páginasDebottlenecking Refineries Through Comprehensive Feedstock PretreatmentAnonymous msVFzaAinda não há avaliações
- Characterization Factors: Evaluation of Oil StockDocumento65 páginasCharacterization Factors: Evaluation of Oil StockHasan AsifAinda não há avaliações
- C 5 Vacuum DistillationDocumento20 páginasC 5 Vacuum DistillationAhmed Mohamed KhalilAinda não há avaliações
- India Lecture Olefin CrackerDocumento41 páginasIndia Lecture Olefin Crackerswaggeroni yololoAinda não há avaliações
- Truobleshooting Refinery Vacuum TowerDocumento33 páginasTruobleshooting Refinery Vacuum TowerGUZMAN0% (1)
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentAinda não há avaliações
- Principles and Case Studies of Simultaneous DesignNo EverandPrinciples and Case Studies of Simultaneous DesignAinda não há avaliações
- Fixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsNo EverandFixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsNota: 4 de 5 estrelas4/5 (5)
- Che 3G04 Winter 2004 Mcmaster UniversityDocumento33 páginasChe 3G04 Winter 2004 Mcmaster UniversityAris Koreya100% (2)
- Dynamic Simulation and Chemical EngineeringDocumento7 páginasDynamic Simulation and Chemical EngineeringhassanAinda não há avaliações
- A-UNIFAC Modeling of Binary and Multicomponent Phase Equilibria of Fatty Esters+Water+Methanol+GlycerolDocumento8 páginasA-UNIFAC Modeling of Binary and Multicomponent Phase Equilibria of Fatty Esters+Water+Methanol+Glycerolbakhtyar21Ainda não há avaliações
- BS en 13160-1 - 2003Documento38 páginasBS en 13160-1 - 2003bakhtyar210% (1)
- BS en 13012-2012Documento24 páginasBS en 13012-2012bakhtyar21Ainda não há avaliações
- Crude Oil PDFDocumento56 páginasCrude Oil PDFLuis Enrique Ortiz SandiAinda não há avaliações
- Hysys Class 5 PDFDocumento5 páginasHysys Class 5 PDFbakhtyar21Ainda não há avaliações
- Vertical Separator SizingDocumento8 páginasVertical Separator SizingAnonymous yLPPdPwAinda não há avaliações
- Biodiesel 36244Documento110 páginasBiodiesel 36244api-3802837100% (1)
- Introduction To Chemical Engineering Lect.3-6Documento72 páginasIntroduction To Chemical Engineering Lect.3-6bakhtyar21Ainda não há avaliações
- Peng-Robinson EOS For Z-FactorDocumento29 páginasPeng-Robinson EOS For Z-FactorFernando Mena B.Ainda não há avaliações
- Unit1 ADocumento11 páginasUnit1 Abakhtyar21Ainda não há avaliações
- Pipe Thickness Calculation For Straight Pipe Under Internal PressureDocumento7 páginasPipe Thickness Calculation For Straight Pipe Under Internal PressureMakhdoom Ibad HashmiAinda não há avaliações
- HSR 1.63 (For HYSYS V10.0)Documento4 páginasHSR 1.63 (For HYSYS V10.0)Ba Jun Thối0% (1)
- Radwag PS Users ManuallDocumento74 páginasRadwag PS Users Manuallbakhtyar21Ainda não há avaliações
- THERMODYNAMICSDocumento20 páginasTHERMODYNAMICSFredy CastillejoAinda não há avaliações
- Improved Algorithm For Calculation of Binary Liquid-Liquid Equilibrium Compositions With NRTL Model Based On Equal Area RuleDocumento9 páginasImproved Algorithm For Calculation of Binary Liquid-Liquid Equilibrium Compositions With NRTL Model Based On Equal Area Rulebakhtyar21Ainda não há avaliações
- Component Activities in Liquid Mixture, Using NRTL - File Exchange - MATLAB Central PDFDocumento3 páginasComponent Activities in Liquid Mixture, Using NRTL - File Exchange - MATLAB Central PDFbakhtyar21Ainda não há avaliações
- Experiment 2 Liquid Liquid Extraction TheoryDocumento6 páginasExperiment 2 Liquid Liquid Extraction Theorybakhtyar21Ainda não há avaliações
- Shell and Tube Heat Exchanger SpreadsheetDocumento2 páginasShell and Tube Heat Exchanger SpreadsheetHernan Cardenas Franco100% (1)
- Component Activities in Liquid Mixture, Using NRTL - File Exchange - MATLAB CentralDocumento3 páginasComponent Activities in Liquid Mixture, Using NRTL - File Exchange - MATLAB Centralbakhtyar21Ainda não há avaliações
- Recitation Notes For Experiment # 4 Liquid-Liquid ExtractionDocumento5 páginasRecitation Notes For Experiment # 4 Liquid-Liquid ExtractionDjam EleazarAinda não há avaliações
- Activity Coefficient of Binary System Using UNIQUAC Method - File Exchange - MATLAB CentralDocumento8 páginasActivity Coefficient of Binary System Using UNIQUAC Method - File Exchange - MATLAB Centralbakhtyar21Ainda não há avaliações
- Peng-Robinson EOS For Z-FactorDocumento29 páginasPeng-Robinson EOS For Z-FactorFernando Mena B.Ainda não há avaliações
- Shvetsov 1992Documento5 páginasShvetsov 1992bakhtyar21Ainda não há avaliações
- Level Controller TuningDocumento3 páginasLevel Controller Tuningbakhtyar21Ainda não há avaliações
- 493278Documento218 páginas493278bakhtyar21Ainda não há avaliações
- Experiment 2 Liquid Liquid Extraction TheoryDocumento6 páginasExperiment 2 Liquid Liquid Extraction Theorybakhtyar21Ainda não há avaliações
- Study of A Crude Oil Desalting Plant of The National Iranian South Oil Company in Gachsaran by Using Artificial Neural NetworksDocumento4 páginasStudy of A Crude Oil Desalting Plant of The National Iranian South Oil Company in Gachsaran by Using Artificial Neural Networksbakhtyar21Ainda não há avaliações
- Chapter 5Documento28 páginasChapter 5bakhtyar21Ainda não há avaliações
- Eelink Protocol V2.1Documento136 páginasEelink Protocol V2.1John DoeAinda não há avaliações
- LIS - Abbott Architect-90937-105Documento98 páginasLIS - Abbott Architect-90937-105jyoti ranjanAinda não há avaliações
- Secret by Youssef AfkirineDocumento2 páginasSecret by Youssef AfkirineKhadija AfkirineAinda não há avaliações
- IIOTDocumento15 páginasIIOTSangeeta PandaAinda não há avaliações
- Unit 2Documento84 páginasUnit 2Ashok (Ak)Ainda não há avaliações
- Learn Python - Step-by-StepDocumento40 páginasLearn Python - Step-by-Stepharish400Ainda não há avaliações
- Netec Video Player Quick Start Guide 5.10Documento10 páginasNetec Video Player Quick Start Guide 5.10ubik59Ainda não há avaliações
- FS2 Episode 6-10Documento24 páginasFS2 Episode 6-10Ian Dante ArcangelesAinda não há avaliações
- Mr. Vinayak Hanchate - CV BIM PDFDocumento3 páginasMr. Vinayak Hanchate - CV BIM PDFYassem MalikAinda não há avaliações
- Subject-Guide-MGMT90032. 2021 S2 V02Documento11 páginasSubject-Guide-MGMT90032. 2021 S2 V02Sam ChawlaAinda não há avaliações
- ASS Unit 2 HalfDocumento29 páginasASS Unit 2 HalfSamreen KhanAinda não há avaliações
- Walworth Trunnion Ball 2011 1Documento84 páginasWalworth Trunnion Ball 2011 1Andersson Benito HerreraAinda não há avaliações
- Log 20230325Documento3 páginasLog 20230325Hanggono Ari SwasonoAinda não há avaliações
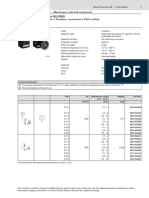
- Pressure Regulator, Series NL2-RGSDocumento3 páginasPressure Regulator, Series NL2-RGSHuynh Duc TriAinda não há avaliações
- Casing and Tubing Crossovers: ScopeDocumento4 páginasCasing and Tubing Crossovers: Scopeislam atifAinda não há avaliações
- Science 7 Heat and Temperature Unit Test NameDocumento6 páginasScience 7 Heat and Temperature Unit Test Nameapi-273897319100% (6)
- MGS1600GY: Precision Magnetic Track Following Sensor With GyrosopeDocumento21 páginasMGS1600GY: Precision Magnetic Track Following Sensor With GyrosopeDwi SaputroAinda não há avaliações
- SAVA LEAFLET A4 EN TyresDocumento2 páginasSAVA LEAFLET A4 EN TyresFilipposAinda não há avaliações
- Dyna 2000iDocumento6 páginasDyna 2000iAmerico GuzmanAinda não há avaliações
- Chatbots: Bank of AmericaDocumento8 páginasChatbots: Bank of AmericarohinAinda não há avaliações
- Hands On - Docker Coreos - Docker - Kubernetes Deployment With ForemanDocumento14 páginasHands On - Docker Coreos - Docker - Kubernetes Deployment With ForemanpepeqfAinda não há avaliações
- 31 1 141 5 Electronics MathDocumento398 páginas31 1 141 5 Electronics MathEric RuethAinda não há avaliações
- Realtek Wi-Fi SDK For Android KK 4 4Documento15 páginasRealtek Wi-Fi SDK For Android KK 4 4recruitment actAinda não há avaliações
- Remote Control For Sulzer Rta EnginesDocumento2 páginasRemote Control For Sulzer Rta EnginesRusuVasileCristianAinda não há avaliações
- ManualDocumento12 páginasManualAnderson DePaulaAinda não há avaliações
- SS3 Scheme of Work For First Term: System Development Cycle (SDC)Documento15 páginasSS3 Scheme of Work For First Term: System Development Cycle (SDC)Daniel ataikimAinda não há avaliações
- NMON - Analyser User Guide For V6.6Documento34 páginasNMON - Analyser User Guide For V6.6carlosAinda não há avaliações
- Repuestos Equipos PesadosDocumento71 páginasRepuestos Equipos PesadosIng YÔrland R. BlancoAinda não há avaliações
- Upay Department: Frequently Asked Questions (Faqs) - CustomersDocumento13 páginasUpay Department: Frequently Asked Questions (Faqs) - CustomerstanvirAinda não há avaliações
- Masterseal 901: Vinyl Ester Methacrylate Resin For Crack Injection Via Injection Hoses and PackersDocumento2 páginasMasterseal 901: Vinyl Ester Methacrylate Resin For Crack Injection Via Injection Hoses and PackersMadhu RaiAinda não há avaliações