Você também pode gostar
- Storing and Redrying Electrodes-Lincoln ElectricDocumento3 páginasStoring and Redrying Electrodes-Lincoln ElectricjasminneeAinda não há avaliações
- Clarification On CE Marking With en 1090 1Documento5 páginasClarification On CE Marking With en 1090 1Simon KennyAinda não há avaliações
- Materials and Qualification Procedures For Ships: Book ADocumento15 páginasMaterials and Qualification Procedures For Ships: Book AJavier del AngelAinda não há avaliações
- 12 Storage of Parent MaterialsDocumento3 páginas12 Storage of Parent MaterialselmiraAinda não há avaliações
- MT Sample ProcedureDocumento7 páginasMT Sample ProcedureAgustine SetiawanAinda não há avaliações
- Visual Testing 1Documento16 páginasVisual Testing 1HÉCTOR EDUARDO PONCE HERNÁNDEZAinda não há avaliações
- BPVC Ix QW-482Documento2 páginasBPVC Ix QW-482ganesh82Ainda não há avaliações
- The New Declaration of Performance (Description)Documento39 páginasThe New Declaration of Performance (Description)Bogdan MuresanAinda não há avaliações
- How To Write A Welding Procedure SpecificationDocumento10 páginasHow To Write A Welding Procedure SpecificationHoang LamAinda não há avaliações
- En 15085-2020-What Has ChangedDocumento2 páginasEn 15085-2020-What Has ChangedBoran YelkenciogluAinda não há avaliações
- Weld Repairs:: 1) Production Repairs 2) In-Service RepairsDocumento4 páginasWeld Repairs:: 1) Production Repairs 2) In-Service RepairsEhsan KhanAinda não há avaliações
- Taking Your Weld's TemperatureDocumento6 páginasTaking Your Weld's Temperatureweldingheattreatment100% (1)
- Procurement Services: Industry & Facilities DivisionDocumento10 páginasProcurement Services: Industry & Facilities Divisionkbpatel123Ainda não há avaliações
- Flame StraighteningDocumento3 páginasFlame StraighteningAvishek Gupta100% (1)
- FCAW Unit TestDocumento4 páginasFCAW Unit TestSatish KeskarAinda não há avaliações
- Poster DIN EN 1090-1 ENG Final PDFDocumento1 páginaPoster DIN EN 1090-1 ENG Final PDFlth770310Ainda não há avaliações
- WI-02 Thermal CuttingDocumento16 páginasWI-02 Thermal CuttingPrakash RajAinda não há avaliações
- WI & CERT Kelas EDocumento22 páginasWI & CERT Kelas EKevin ArmandoAinda não há avaliações
- FG - ASCQ3109 - Welding and Quality Technician - Final - PKG - 01.08.2019 PDFDocumento390 páginasFG - ASCQ3109 - Welding and Quality Technician - Final - PKG - 01.08.2019 PDFJim KaliAinda não há avaliações
- 2.2 - NDEP-C1574-5-6-7-8 - Rev.0 NDE Procedures Book PDFDocumento59 páginas2.2 - NDEP-C1574-5-6-7-8 - Rev.0 NDE Procedures Book PDFGeorge JhonsonAinda não há avaliações
- BS 1724 (Bronze Welding by Gas)Documento24 páginasBS 1724 (Bronze Welding by Gas)nandi_scrAinda não há avaliações
- Dye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)Documento1 páginaDye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)DIVEETH MPAinda não há avaliações
- WIC-WPS-01 Rev. 00 - FCAW - 1.2Documento2 páginasWIC-WPS-01 Rev. 00 - FCAW - 1.2murshid badshahAinda não há avaliações
- ASMEDocumento38 páginasASMEshazanAinda não há avaliações
- En 15085-2 Procedure ManualDocumento8 páginasEn 15085-2 Procedure ManualKDTAinda não há avaliações
- SPL - PQR-WPS-SWPS SmawDocumento7 páginasSPL - PQR-WPS-SWPS Smawgopuvinu4uAinda não há avaliações
- International Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas WeldingDocumento60 páginasInternational Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas Weldingresky marantinanAinda não há avaliações
- KGP-Flamme Cutting Proce For BEI PDFDocumento4 páginasKGP-Flamme Cutting Proce For BEI PDFoomoomAinda não há avaliações
- 08 PawDocumento30 páginas08 PawAnupam KushwahaAinda não há avaliações
- Course Module 4Documento6 páginasCourse Module 4Makise AghataAinda não há avaliações
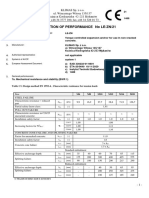
- Declaration of Perormance-Le-ZnDocumento4 páginasDeclaration of Perormance-Le-ZnDavid SeeAinda não há avaliações
- SV Engineerings: Work InstructionDocumento5 páginasSV Engineerings: Work InstructionPrakash RajAinda não há avaliações
- Closure Weld Mag ProcedureDocumento1 páginaClosure Weld Mag ProcedurehellionxAinda não há avaliações
- Heat Treatment of SteelDocumento3 páginasHeat Treatment of SteelKristine ReyesAinda não há avaliações
- Gas Metal Arc WeldingDocumento52 páginasGas Metal Arc WeldingBalakumarAinda não há avaliações
- Comparison of Welding Inspector Qualification or Certification SchemesDocumento7 páginasComparison of Welding Inspector Qualification or Certification Schemeswahyu santosoAinda não há avaliações
- 24 CalibrationDocumento9 páginas24 CalibrationAdhanom G.Ainda não há avaliações
- Inspection Flash Report: RFI NO & Date: 1.0 Type of VisitDocumento3 páginasInspection Flash Report: RFI NO & Date: 1.0 Type of VisitFahad AhmadAinda não há avaliações
- TDC-10B Heat Treatment For C12A Steel CastingsDocumento2 páginasTDC-10B Heat Treatment For C12A Steel CastingsGohilakrishnan ThiagarajanAinda não há avaliações
- Sample Welding Procedure Specification (WPS) : Joints (See 4.13.1)Documento2 páginasSample Welding Procedure Specification (WPS) : Joints (See 4.13.1)muadzAinda não há avaliações
- WI-INSP-07 R2 Work Instruction-Inspection of PumpsDocumento5 páginasWI-INSP-07 R2 Work Instruction-Inspection of PumpsRakesh MishraAinda não há avaliações
- Wopq Format Asme Qw-360Documento1 páginaWopq Format Asme Qw-360Anonymous S33n8gAinda não há avaliações
- CWRVC-1 2nd Edition 15085Documento10 páginasCWRVC-1 2nd Edition 15085Cristi OgaruAinda não há avaliações
- Weld Repair ProcedureDocumento51 páginasWeld Repair Proceduremohd as shahiddin jafriAinda não há avaliações
- Adhesion Cross-Cut Test ExampleDocumento2 páginasAdhesion Cross-Cut Test ExampleRaduAinda não há avaliações
- Ds Universal Wps Migmag enDocumento6 páginasDs Universal Wps Migmag enMarija IvanovskaAinda não há avaliações
- ITP Fuel Fillter (J-1001) Rev10+Documento9 páginasITP Fuel Fillter (J-1001) Rev10+DjokoAinda não há avaliações
- Preheat PDFDocumento11 páginasPreheat PDFromanosky11Ainda não há avaliações
- Alstom IRDocumento4 páginasAlstom IRkasi reddyAinda não há avaliações
- CIGWELDDocumento244 páginasCIGWELDrodastrid5653100% (1)
- PQR - WPQ Witness ReportDocumento1 páginaPQR - WPQ Witness Reportsdkeskar40Ainda não há avaliações
- 1 en 1090 1 QuestionnaireDocumento5 páginas1 en 1090 1 QuestionnaireJohn PirretAinda não há avaliações
- Valves For Cryogenic ServiceDocumento1 páginaValves For Cryogenic ServiceAnnamalai Ram JGCAinda não há avaliações
- Tubular Butt Joint Configurations For Welder Qualification (With and Without Backing)Documento21 páginasTubular Butt Joint Configurations For Welder Qualification (With and Without Backing)attaulla100% (1)
- Welding Store Audit Check ListDocumento1 páginaWelding Store Audit Check ListMehul VoraAinda não há avaliações
- Defects and Discontinuities: Boiler and Mechanical PowerDocumento78 páginasDefects and Discontinuities: Boiler and Mechanical PowerthejusAinda não há avaliações
- 20126-23-00-014-PR-AS-002-1-Welding Consumables Storage and Handling-Rev 4Documento5 páginas20126-23-00-014-PR-AS-002-1-Welding Consumables Storage and Handling-Rev 4Vicente Francisco CaballeroAinda não há avaliações
- Procedure For Receipt, Storage and Handling of Welding Consumable (Rev 1)Documento8 páginasProcedure For Receipt, Storage and Handling of Welding Consumable (Rev 1)dee1985100% (2)
- Storage and Handling of ElectrodesDocumento2 páginasStorage and Handling of ElectrodesValli Raju100% (1)
- 1 Welding Materials Control Procedure PDFDocumento3 páginas1 Welding Materials Control Procedure PDFMustafa MubderAinda não há avaliações
- Trade of Vehicle Body Repair: MIG - Welding FabricationDocumento149 páginasTrade of Vehicle Body Repair: MIG - Welding Fabricationlaz_kAinda não há avaliações
- Socket Weld LeakDocumento5 páginasSocket Weld Leaklaz_k100% (1)
- Datasheet-Sandvik-27-31-4-Lcu-En-V2017-09-19 16 - 34 Version 1Documento3 páginasDatasheet-Sandvik-27-31-4-Lcu-En-V2017-09-19 16 - 34 Version 1laz_kAinda não há avaliações
- Chem Iii-Amines-P255 JOB DescriptionDocumento1 páginaChem Iii-Amines-P255 JOB Descriptionlaz_kAinda não há avaliações
- Datasheet-Sandvik-27-31-4-Lcu-En-V2017-09-19 16 - 34 Version 1Documento3 páginasDatasheet-Sandvik-27-31-4-Lcu-En-V2017-09-19 16 - 34 Version 1laz_kAinda não há avaliações
- PWHT Responsibility Assignment Matrix: SR Topic Tasks DetailsDocumento6 páginasPWHT Responsibility Assignment Matrix: SR Topic Tasks Detailslaz_kAinda não há avaliações
- Carber Service CatalogDocumento32 páginasCarber Service Cataloglaz_kAinda não há avaliações
- Metrode ConsumablesDocumento309 páginasMetrode Consumablesrodofgod100% (1)
- Bonney Forge BrochureDocumento22 páginasBonney Forge BrochureAnonymous dvrhf5Ainda não há avaliações
- Asset Integrity EngineerDocumento4 páginasAsset Integrity Engineerlaz_kAinda não há avaliações
- Electrical Maintenance TechniciancvDocumento3 páginasElectrical Maintenance Techniciancvlaz_k100% (1)
- Welded Steel Pipe Design ManualDocumento93 páginasWelded Steel Pipe Design ManualfileseekerAinda não há avaliações
- EN 1090 White Paper17 119019 PDFDocumento24 páginasEN 1090 White Paper17 119019 PDFZaza PokumbaAinda não há avaliações
- AIChE Wilhelm April 08 Process SafetyDocumento16 páginasAIChE Wilhelm April 08 Process Safetymostafa_1000Ainda não há avaliações
- Pipe LineDocumento62 páginasPipe LineBahtiar Anak LaNang100% (1)
- Personnel, Consumable & ToolsDocumento3 páginasPersonnel, Consumable & Toolslaz_kAinda não há avaliações
- Offshore ProtectionDocumento334 páginasOffshore ProtectionSumit PardeshiAinda não há avaliações
- Bicine - AmineDocumento14 páginasBicine - Aminelaz_kAinda não há avaliações
- Weld Filler WireDocumento37 páginasWeld Filler WireSiva Raman MurugesanAinda não há avaliações
- Stainless Steel Dissimilar Welding ChartDocumento1 páginaStainless Steel Dissimilar Welding Chartlaz_kAinda não há avaliações
- Electrical Maintenance Supervisor CVDocumento3 páginasElectrical Maintenance Supervisor CVlaz_k100% (1)
- RBI Corrosion Calculation Day2Documento7 páginasRBI Corrosion Calculation Day2laz_kAinda não há avaliações
- Astm A673Documento4 páginasAstm A673gustavo aguilarAinda não há avaliações
- Jpep 0 1360 T 4141 PDFDocumento44 páginasJpep 0 1360 T 4141 PDFNguyen Thanh NguyenAinda não há avaliações
- Pile ReportDocumento14 páginasPile ReportChen E LikAinda não há avaliações
- Lab Report#01: Safety Guidelines and Introduction To Manufacturing Processes LabDocumento3 páginasLab Report#01: Safety Guidelines and Introduction To Manufacturing Processes LabMuhammad Owais AwanAinda não há avaliações
- Catalogue For Sublimation Mugs From Kelsey MecolourDocumento92 páginasCatalogue For Sublimation Mugs From Kelsey Mecolourallan salazarAinda não há avaliações
- View All Callouts: Function Isolation ToolsDocumento26 páginasView All Callouts: Function Isolation ToolsJesus Poma BernaAinda não há avaliações
- MK GMB 07 Wettability Cap Pressure SaturationDocumento28 páginasMK GMB 07 Wettability Cap Pressure SaturationRoni Hepson TambunAinda não há avaliações
- High Density Polyethylene - HDPE - Pipe and FittingsDocumento8 páginasHigh Density Polyethylene - HDPE - Pipe and Fittingsnilesh_erusAinda não há avaliações
- Preparation and CharacterizationDocumento6 páginasPreparation and CharacterizationSAI ASSOCIATEAinda não há avaliações
- Mobile Charging Using Nano GeneratorDocumento4 páginasMobile Charging Using Nano GeneratorPriscilla JenniferAinda não há avaliações
- Industrial Instrumentation - II Unit 1: 2 Marks & Question-AnswersDocumento10 páginasIndustrial Instrumentation - II Unit 1: 2 Marks & Question-Answerslakshg11Ainda não há avaliações
- Anugrah Raya: Shear ConnectorDocumento6 páginasAnugrah Raya: Shear ConnectordedeAinda não há avaliações
- UENR58410001Documento12 páginasUENR58410001Jari GoethuysAinda não há avaliações
- Strength of Materials StressDocumento5 páginasStrength of Materials StressMarianne Lou PalomarAinda não há avaliações
- OrthogonalDocumento4 páginasOrthogonalGuan Ni YeoAinda não há avaliações
- Cooling SystemDocumento8 páginasCooling SystemRâdển Mẳs SựryọỡAinda não há avaliações
- Conlit Firestop Systems Installation Method StatementDocumento2 páginasConlit Firestop Systems Installation Method StatementramtsanAinda não há avaliações
- Cantilever Retaining Walls - An Overview of The Design ProcessDocumento4 páginasCantilever Retaining Walls - An Overview of The Design ProcessSergiu GraurAinda não há avaliações
- February 9 - Dynatrol CorporationDocumento4 páginasFebruary 9 - Dynatrol CorporationClaire KroppAinda não há avaliações
- Birdhouse PlansDocumento8 páginasBirdhouse Plansroose1Ainda não há avaliações
- Bezinal3000 2010Documento2 páginasBezinal3000 2010tanto_deep_15Ainda não há avaliações
- UNF ThreadDocumento4 páginasUNF ThreadMUUTHUKRISHNANAinda não há avaliações
- Z&J Technologies GMBH: Conversion Table of EN - Materials vs. US Materials (Assorted by ASTM No.)Documento1 páginaZ&J Technologies GMBH: Conversion Table of EN - Materials vs. US Materials (Assorted by ASTM No.)Nattapong PongbootAinda não há avaliações
- Sea Water Intake SystemDocumento17 páginasSea Water Intake SystemJayne Mawusi Siaw-Botchway100% (1)
- MASABA Overland ConveyorDocumento2 páginasMASABA Overland ConveyoraswarAinda não há avaliações
- CM P1 11643 en SKF Microlog Accessories CatalogDocumento100 páginasCM P1 11643 en SKF Microlog Accessories CatalogJeffersonDeOliveiraFerreiraAinda não há avaliações
- Mechanical Designer Resume TemplateDocumento1 páginaMechanical Designer Resume TemplateHubertAinda não há avaliações
- Pararrayo CooperpowerDocumento16 páginasPararrayo CooperpowerCristian AndresAinda não há avaliações
- Coupling Inspection SOP GSE FinalDocumento11 páginasCoupling Inspection SOP GSE FinalPravin Kangne100% (1)
- Basics of Rotary Screw Compressor Lubricants-Tcm67-319606 PDFDocumento8 páginasBasics of Rotary Screw Compressor Lubricants-Tcm67-319606 PDFDarmawan Putranto100% (2)