Você também pode gostar
- Best Practice Guide PumpDocumento39 páginasBest Practice Guide PumpjavgeekAinda não há avaliações
- LCC Guide For Pumps PDFDocumento19 páginasLCC Guide For Pumps PDFAshish ThapliyalAinda não há avaliações
- LCC Executive SummaryDocumento23 páginasLCC Executive SummarySuhartomtAinda não há avaliações
- Pump DegradationDocumento111 páginasPump Degradation최승원Ainda não há avaliações
- Improving Pump Performance DOEDocumento122 páginasImproving Pump Performance DOELaurentiu GheorghitaAinda não há avaliações
- Pump LCC Guide Executive SummaryDocumento22 páginasPump LCC Guide Executive SummaryJAinda não há avaliações
- Pump EfficiencyDocumento10 páginasPump EfficiencyArunkumarAinda não há avaliações
- Iso Asme 14414-2015Documento62 páginasIso Asme 14414-2015Kuya Fabio VidalAinda não há avaliações
- Pulsation Dampner SizingDocumento3 páginasPulsation Dampner SizingGanesh GanyAinda não há avaliações
- 2013-Pump Sizing With Exercises r1Documento25 páginas2013-Pump Sizing With Exercises r1edhy_03Ainda não há avaliações
- Discharge Recirculation and CavitationDocumento2 páginasDischarge Recirculation and Cavitationdk4monjure100% (1)
- Pump Vibration AnalysisDocumento13 páginasPump Vibration AnalysisRABIU M RABIUAinda não há avaliações
- Pump DesignDocumento51 páginasPump DesignLinu MohanAinda não há avaliações
- Fehniger Steve-Pump VibrationDocumento35 páginasFehniger Steve-Pump VibrationSheikh Shoaib100% (1)
- Rotodynamic Pumps: American National Standard ForDocumento131 páginasRotodynamic Pumps: American National Standard ForMaría Hidalgo Murillo100% (2)
- Vertical Turbine Pumps Basics &Documento12 páginasVertical Turbine Pumps Basics &AnshumanAinda não há avaliações
- Variable Speed PumpingDocumento22 páginasVariable Speed Pumpingbmat100% (1)
- Operating Pumps in ParallelDocumento3 páginasOperating Pumps in Paralleldk4monjure100% (1)
- Pump Energy Efficiency Calculation Tool V7Documento17 páginasPump Energy Efficiency Calculation Tool V7mohamed sabry50% (2)
- Centrifugal Pump RotodynamicsDocumento28 páginasCentrifugal Pump RotodynamicsRajiv SanthanamAinda não há avaliações
- Increasing Pump CapacityDocumento3 páginasIncreasing Pump Capacitydk4monjureAinda não há avaliações
- Introduction To PSAP - September 2019 PDFDocumento43 páginasIntroduction To PSAP - September 2019 PDFmatildaAinda não há avaliações
- Condition Based MaintenanceDocumento58 páginasCondition Based MaintenancevelisbarAinda não há avaliações
- Designing a wastewater pumping stationDocumento18 páginasDesigning a wastewater pumping stationlinAinda não há avaliações
- Correction Factors For Centrifugal Pump Water Performance Due To ViscosityDocumento5 páginasCorrection Factors For Centrifugal Pump Water Performance Due To ViscositynasirmuzaffarAinda não há avaliações
- Case Study - Reliability at Chemical PlantDocumento2 páginasCase Study - Reliability at Chemical PlantganeshdhageAinda não há avaliações
- Notice: I Have: Engineering CalculationDocumento34 páginasNotice: I Have: Engineering CalculationAlexandre GelsiAinda não há avaliações
- HI 9.6.3 - Rotodynamic Pumps - Guideline For Operating RegionDocumento10 páginasHI 9.6.3 - Rotodynamic Pumps - Guideline For Operating RegionMansoor Ahamed Abbas67% (3)
- Fire Pump Room Design RequirementsDocumento11 páginasFire Pump Room Design RequirementsRaghuraj P.Ainda não há avaliações
- Variable Speed Pumps KSBDocumento12 páginasVariable Speed Pumps KSBMuhammadUsmanAinda não há avaliações
- Report Audit For A Waste Water Pumping StationDocumento27 páginasReport Audit For A Waste Water Pumping StationREINIER JONKERAinda não há avaliações
- Pump System Analysis and SizingDocumento157 páginasPump System Analysis and Sizingtachet100% (1)
- GRUNDFOS - Pump HandbookDocumento157 páginasGRUNDFOS - Pump Handbookrdavid@hotmail.it96% (27)
- Selection Guide VibrationDocumento7 páginasSelection Guide VibrationLamija LamyAinda não há avaliações
- Pumping Stations Design Lecture 7Documento20 páginasPumping Stations Design Lecture 7Nestor Augusto OyarceAinda não há avaliações
- Centrifugal Pump Fundamentals ExplainedDocumento18 páginasCentrifugal Pump Fundamentals ExplainedReNyy ChowAinda não há avaliações
- Storm Water Pump Station Design Guide PDFDocumento69 páginasStorm Water Pump Station Design Guide PDFHatem Abdelnabi100% (3)
- Centrifugal Pump Design - Rev 2Documento11 páginasCentrifugal Pump Design - Rev 2jehadyam100% (1)
- Radial Pump Impeller Design OptimizationDocumento16 páginasRadial Pump Impeller Design OptimizationDon Poul JoseAinda não há avaliações
- ANSI-HI 9.8 - 1998 Pump Intake DesignDocumento82 páginasANSI-HI 9.8 - 1998 Pump Intake DesignHala915882% (17)
- Equipment Criticality RankingDocumento8 páginasEquipment Criticality RankingJerome Morta100% (1)
- Piping SystemsDocumento137 páginasPiping SystemsSwapnil KoshtiAinda não há avaliações
- ME 415 Energy Systems Design TutorialDocumento54 páginasME 415 Energy Systems Design TutorialcmahendrAinda não há avaliações
- Ansi Hi 9 6 1Documento24 páginasAnsi Hi 9 6 1Maqsood Ibn Shaikhul Arfeen100% (2)
- LBNL 51042 PDFDocumento9 páginasLBNL 51042 PDFraguAinda não há avaliações
- Control Valves Pumping Ts10Documento2 páginasControl Valves Pumping Ts10Besim GülcüAinda não há avaliações
- S BookDocumento8 páginasS BookNaAinda não há avaliações
- Canada Takes A Lead in Benchmarking Pump Energy EfficiencyDocumento2 páginasCanada Takes A Lead in Benchmarking Pump Energy EfficiencyGERMAN1979Ainda não há avaliações
- Cost Benefits of A Cycling Analysis On A Combined Cycle UnitDocumento17 páginasCost Benefits of A Cycling Analysis On A Combined Cycle UnitDurga PrasadAinda não há avaliações
- Pumping 6Documento2 páginasPumping 6Foulen FouleniAinda não há avaliações
- Energy & EnvironmentDocumento227 páginasEnergy & EnvironmentBalasundaramSrinivasaRajkumar0% (1)
- Research ArticleDocumento11 páginasResearch ArticleMukhtiar AliAinda não há avaliações
- Analysis and Investigation of The Cause of Increased Energy Consumption in A Centrifugal Dewatering PlantDocumento5 páginasAnalysis and Investigation of The Cause of Increased Energy Consumption in A Centrifugal Dewatering PlantResearch ParkAinda não há avaliações
- Life Cycle Cost Analysis Manual: State of Illinois Capital Development BoardDocumento23 páginasLife Cycle Cost Analysis Manual: State of Illinois Capital Development Boardrizwan khanAinda não há avaliações
- 2010 08 CabpDocumento6 páginas2010 08 CabpSubhodeep SenguptaAinda não há avaliações
- UOP Energy Management Solutions PaperDocumento5 páginasUOP Energy Management Solutions PaperDeni Yudha PermanaAinda não há avaliações
- Energy Efficiency Planning, Funding and Improvements For New Hampshire's Drinking Water and Wastewater SystemsDocumento24 páginasEnergy Efficiency Planning, Funding and Improvements For New Hampshire's Drinking Water and Wastewater Systemsmmihai_popa2006Ainda não há avaliações
- Energy Tips - Pumping Systems: Select An Energy-Efficient Centrifugal PumpDocumento2 páginasEnergy Tips - Pumping Systems: Select An Energy-Efficient Centrifugal PumpBang RegarAinda não há avaliações
- IUBAT-International University of Business Agriculture and Technology Assignment No-04 Course Code: Art 203 Methodology and Results AnalysisDocumento5 páginasIUBAT-International University of Business Agriculture and Technology Assignment No-04 Course Code: Art 203 Methodology and Results Analysismehedi's worldAinda não há avaliações
- Refurbishment Is Vital To Efficiency (World Pumps June 2014) With CoverDocumento3 páginasRefurbishment Is Vital To Efficiency (World Pumps June 2014) With CoverGerman FavelaAinda não há avaliações
- Battery Life ExpentancyDocumento4 páginasBattery Life ExpentancySAMEERAinda não há avaliações
- Tristar Datasheet Charge ControllerDocumento2 páginasTristar Datasheet Charge ControllerSAMEERAinda não há avaliações
- WEG Dry Type Transformers 10000210724 Manual EnglishDocumento27 páginasWEG Dry Type Transformers 10000210724 Manual EnglishkggganiAinda não há avaliações
- ArresterSelectionguide ExlimDocumento31 páginasArresterSelectionguide ExlimSAMEERAinda não há avaliações
- BuswayDocumento92 páginasBuswayRelief_EngineerAinda não há avaliações
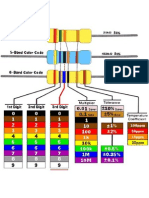
- Resistor Colour CodeDocumento1 páginaResistor Colour CodeSAMEERAinda não há avaliações
- WEG Dry Type Transformers 10000210724 Manual EnglishDocumento27 páginasWEG Dry Type Transformers 10000210724 Manual EnglishkggganiAinda não há avaliações
- Genset AMF Controller DKG-309Documento2 páginasGenset AMF Controller DKG-309SAMEERAinda não há avaliações
- Asg 7 Safety of Equipment and PersonnelDocumento24 páginasAsg 7 Safety of Equipment and PersonnelrjchpAinda não há avaliações
- Wenner Method - Earth Res MeasurementDocumento2 páginasWenner Method - Earth Res MeasurementSAMEERAinda não há avaliações
- TE Canalis KT Installation Guide1Documento25 páginasTE Canalis KT Installation Guide1SAMEERAinda não há avaliações
- Pump Life Cycle CostDocumento19 páginasPump Life Cycle CostSAMEER100% (3)
- SM6 MV SwitchgearDocumento124 páginasSM6 MV SwitchgearRelief_Engineer100% (1)
- GRUNDFOS - Sewage Handbook - LowDocumento118 páginasGRUNDFOS - Sewage Handbook - Lowrdavid@hotmail.it100% (1)
- Application Guide System Smoke DetectorsDocumento20 páginasApplication Guide System Smoke DetectorsRelief_EngineerAinda não há avaliações
- WavelengthPeriodFrequency QuestionsDocumento2 páginasWavelengthPeriodFrequency QuestionssalmasomaAinda não há avaliações
- Engr. Jesus Rangcasajo ECE 321 InstructorDocumento20 páginasEngr. Jesus Rangcasajo ECE 321 InstructorVijay S PatilAinda não há avaliações
- Invoice MobileDocumento1 páginaInvoice MobilePrakash ShuklaAinda não há avaliações
- This Manual Includes: Repair Procedures Fault Codes Electrical and Hydraulic SchematicsDocumento298 páginasThis Manual Includes: Repair Procedures Fault Codes Electrical and Hydraulic SchematicsJugaro OscarAinda não há avaliações
- KV 38/50 STATIC TIMING OVERVIEWDocumento52 páginasKV 38/50 STATIC TIMING OVERVIEWagvass100% (1)
- Form KalibrasiDocumento7 páginasForm KalibrasiDhika PradanaAinda não há avaliações
- GST Project Report SummaryDocumento14 páginasGST Project Report SummaryWwe MomentsAinda não há avaliações
- Atp CucmDocumento26 páginasAtp CucmnoumanAinda não há avaliações
- 1.overview Construction N DevelopmentDocumento27 páginas1.overview Construction N Development_ain_Ainda não há avaliações
- Iso 13485 Medical Devices 2016 PDFDocumento12 páginasIso 13485 Medical Devices 2016 PDFDito PriyambodoAinda não há avaliações
- Monorail Beam - Topside Platform - OffshoreDocumento6 páginasMonorail Beam - Topside Platform - OffshoreBolarinwaAinda não há avaliações
- Qualman Quiz 3Documento4 páginasQualman Quiz 3Laurence Ibay PalileoAinda não há avaliações
- Log FileDocumento67 páginasLog Filenani2003Ainda não há avaliações
- Desoldering Tool: Designed For Lead FreeDocumento2 páginasDesoldering Tool: Designed For Lead FreeMarco Antonio Ortiz RomeroAinda não há avaliações
- Army C-sUAS Systems AssessmentDocumento4 páginasArmy C-sUAS Systems AssessmentArthur WongAinda não há avaliações
- Supersot Sot23 NPN Silicon Power (Switching) Transistors: Fmmt617 Fmmt618 Fmmt619 Fmmt624 Fmmt625Documento4 páginasSupersot Sot23 NPN Silicon Power (Switching) Transistors: Fmmt617 Fmmt618 Fmmt619 Fmmt624 Fmmt625BBFulAinda não há avaliações
- CrossoverDocumento15 páginasCrossoverGeorge LunguAinda não há avaliações
- Long Span Structures ExplainedDocumento45 páginasLong Span Structures ExplainedAnkita GhodkeAinda não há avaliações
- Vapour AbsorptionDocumento10 páginasVapour Absorptiongayakwad12_ramAinda não há avaliações
- Analysis of Non-Salient Pole Synchronous Generator Using Phasor DiagramsDocumento19 páginasAnalysis of Non-Salient Pole Synchronous Generator Using Phasor DiagramsNavitha RodriguesAinda não há avaliações
- The Essential Entrelec - Cat - enDocumento76 páginasThe Essential Entrelec - Cat - engeekboxcaruaruAinda não há avaliações
- Impressionism and Its CanonsDocumento303 páginasImpressionism and Its CanonsAni Thomas100% (4)
- Tollgate-Based Project Management TemplateDocumento9 páginasTollgate-Based Project Management TemplateKulanthaivelu RamasamyAinda não há avaliações
- EMI and ACDocumento14 páginasEMI and ACbharathAinda não há avaliações
- Sieving For Perfect Quality Control: MillingDocumento12 páginasSieving For Perfect Quality Control: Millingtuhintahmid1093Ainda não há avaliações
- Digital Clock in VHDLDocumento2 páginasDigital Clock in VHDLTapas KolteAinda não há avaliações
- Staad Pro Moving LoadsDocumento10 páginasStaad Pro Moving LoadsV.m. RajanAinda não há avaliações
- HP TruCluster Server V5.1ADocumento21 páginasHP TruCluster Server V5.1AAlexandru BotnariAinda não há avaliações
- SCBDBDocumento2 páginasSCBDBnanoscribdloginAinda não há avaliações
- Acceptance Criteria Boiler (API 573)Documento1 páginaAcceptance Criteria Boiler (API 573)Nur Achmad BusairiAinda não há avaliações